소형 선박 제어 헤드 조립체의 국산화를 위한 설계/해석, 제작에 관한 연구
A Study on the Design/Simulation and Manufacturing for Localization of Parts in Scoop Control Assembly of Small
Military Boat
여경환
1
, 김재현1
, 진철규2*
, 천현욱3
Gyeong-Hwan Yeog
1, Jae-Hyun Kim
1, Chul-Kyu Jin
2*, Hyeon-Uk Chun
3<Abstract>
The control head components used in small military vessels are designed to be domestically produced, prototypes, structural analysis, and casting methods are designed and cast. The control head assembly consists of a lever, an aluminum outside cover, Middle, front gear cover, back gear cover, and a zinc worm gear. In order to reverse the design of each component, 3D scanning device was used, 3D modeling was performed by CATIA, and prototype productions were carried out by 3D printer. In order to reduce the cost of components, gating system is used by gravity casting method. The SRG ratio of 1:0.9:0.6 was set by applying non-pressurized gating system to aluminum parts, 1:2.2:2.0 and pressurized gating system to zinc parts, and the shapes of sprue, runner and gate were designed. The results of porosity were also confirmed by casting analysis in order to determine whether the appropriate gating system can be designed. The results showed that all parts started solidification after filling completely. ANSYS was used for structural analysis, and the results confirmed that all five components had a safety factor of 15 more. All castings are free of defects in appearance, and CT results show only very small porosity. ZnDC1 zinc alloy worm gear has a tensile strength of 285 MPa and an elongation of 8%. The tensile strength of the four components of A356 aluminum alloy is about 137-162 MPa and the elongation is 4.8-6.5%.
Keywords : Casting Analysis, Gating System, Gravity Casting, Scoop Control Assembly, Structure Analysis
1 제1저자, 경남대학교 기계공학부, 4학년 E-mail: [email protected]
2* 정회원, 교신저자, 경남대학교 기계공학부, 교수 E-mail: [email protected]
3 공동저자, 해암테크(주), 연구원 E-mail: [email protected]
1 School of mechanical engineering, Kyungnam University
2* School of mechanical engineering, Kyungnam University
3 HAEAM TECH CO., LTD
1. 서 론
방산 부품 국산화는 군용물자에 사용되는 부품 을 그와 동일한 부품으로 생산하거나 그 이상의 성능과 기능을 발휘할 수 있는 대체품을 국내에서 생산하는 것이다. 부품 국산화가 필요한 이유로서 외국에서 도입한 장비나 부품이 갖는 현실적인 문 제는 고장 시에 국내에서 정비하기가 어렵다. 그 리고 시간이 조금 지나면 단종 되기가 일쑤여서 안정적인 수급을 보장하기 힘들다. 수입에 의존하 던 부품이 국산화가 이루어지면 비용과 시간을 크 게 절약할 수 있다. 그뿐만 아니라 국방 예산 절 감과 더불어 무기체계 운용유지 공백을 메우는 데 도 도움을 받을 수 있다[1-4].
2002년 윤수만은 부품 국산화를 활성화할 수 있는 개선방안을 제시하면서 군용물자의 부품 국 산화와 관련된 전반적인 정책과 지원제도에 관한 문제점을 도출하였다[1]. 2005년 김철환과 양찬은 무기체계의 효율적 운용유지와 이에 필요한 군용 물자 부품의 국산화 개발을 촉진하기 위해 개선방 안을 제시하였다[5]. 2012년 김선영과 손정수는 Analytical Hierarchy Process 기법을 적용하여 국산화 정책에 대한 분석을 통해 발전방안을 제시 하였다[6]. 2012년 이경록과 이춘주는 바람직한 국산화 추진 방향으로 부품 국산화에 대한 효율성 을 분석하였다[7]. 2020년에 양혜원은 방위산업의 국산화율에 대한 조사로서 방위산업의 발전과정과 변화를 분석하였다[4].
현재, 방산용 소재로서는 철강, 구리 합금류는 일부를 제외하고는 대부분 국산화가 이루어졌지 만, 세라믹, 알루미늄 합금, 아연 합금, 복합소재 등의 첨단소재는 아직까지 수입에 의존하고 있는 실정이다[8].
소형 군사용 선박 방향 전환용 조향 장치로 사용 되는 제어 헤드 조립체(Scoop control assembly)는
전적으로 수입에 의존하고 있는 제품이다. 제어 헤드 조립체를 구성하는 부품은 알루미늄 합금의 하우징 부품과 아연 합금의 기어 부품이다. 제어 헤드 조립체는 스프링을 이용한 동력 전달 방식으 로 웜과 웜기어의 구동 원리를 이용하는 장치이다.
본 연구에서는 수입에 의존하고 있는 제어 헤 드 조립체를 국산화하기 위한 연구를 수행하였다.
제어 헤드 조립체를 구성하는 부품들의 역설계를 수행한 다음 3D 프린팅으로 시작품을 제작하였 다. 설계한 부품들의 구조해석을 진행하여 구동 조건에서 응력 및 안전계수를 계산하였다. 중력 주조 공법을 부품들을 제작하고자 주조방안을 설 계하였고, 주조해석을 수행하여 설계된 주조 방안 을 검토하였다[9]. 검증된 주조 방안으로 조형을 제작하였고, 중력 주조 공정을 통하여 제품을 제 작하였다.
2. 설계 및 시작품 제작
2.1 3D 모델링
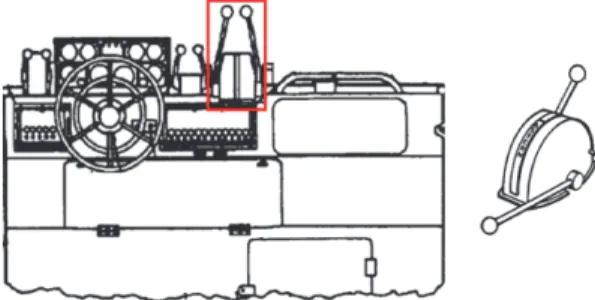
소형 군사용 선박에 사용되고 있는 제어 헤드 조립체를 Fig. 1에 나타내었다. Fig. 1(a)는 제어 헤드 조립체의 형상이며, Fig. 1(b)는 소형 군용
Fig. 1 Scoop control assembly is installed in the cab console of a small military boat
선박에 설치되는 제어 헤드 조립체의 위치이다.
제어 헤드 조립체는 웜기어, 웜기어 전면부 덮개, 웜기어 후면부 덮개, 중심대, 외부 덮개, 레버 총 6가지 종류의 부품으로 구성되어 있다. 부품의 개 수는 외부 덮개 1개, 웜기어 2개, 중심대 1개, 기 어 전면부 덮개 2개, 기어 후면부 덮개 2개, 레버 2개, 총 10개의 부품이 조립된다. 제어 헤드 조립 체는 웜과 웜기어 구동 원리를 이동하는 장치이 며, 스프링이 웜의 역할을 한다. 스프링은 시중에 서 상용되고 있는 제품을 사용하면 되지만, 웜기 어는 제작이 필요한 부품이다. 그러므로 이 장치 의 핵심 부품은 웜기어이다.
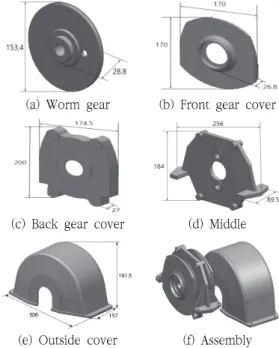
3D 스캔 장치를 이용하여 수입품 제어 헤드 조 립체의 부품들을 스캔하였고, 역설계를 수행하였 다. 3D 모델링 프로그램인 CATIA를 이용하여 스 프링을 제외한 제어 헤드 조립체의 부품을 3D 모 델링하였다. Fig. 2는 3D 모델링 된 제어 헤드 조 립체의 부품을 나타낸다. 웜기어의 형상은 원형의 디스크 형태이며, 지름 153.4 mm, 두께는 10.3 mm 이다. 웜기어의 중앙 구멍에는 레버가 결합 되며, 구동 시 구멍 주위에 하중이 집중되기 때문 에 구멍 주위는 좀 더 두꺼운 28.8 mm 설계하였 다. 웜기어의 치면부는 절삭 가공에 의해서 이루 어지므로 치면부는 모델링을 수행하지 않았다. 웜 기어 전면부 덮개는 폭 및 높이가 각각 170 mm 이며, 가장 얇은 두께는 6.1 mm이다. 웜기어 후 면부 덮개는 폭이 174.5 mm, 높이는 200 mm, 가장 얇은 두께는 5.5 mm이다. 웜기어의 전면부 덮개 및 후면부 덮개의 구멍에는 베어링이 결합되 기 때문에 구멍 주위는 주위보다 두껍다. 중심대 는 폭이 256 mm, 높이는 184 mm, 가장 얇은 두께는 10 mm이다. 제어 헤드 조립체의 절반 하 부는 선박에 조립되며, 절반 상부는 외부 덮개에 덮여진다. 그래서 외부 덮개의 폭은 306 mm, 높 이는 161 mm, 가장 얇은 두께는 4 mm이다.
(a) Worm gear (b) Front gear cover
(c) Back gear cover (d) Middle
(e) Outside cover (f) Assembly
Fig. 2 Main 5 parts of scoop control assembly2.2 시작품 제작
역설계된 제어 헤드 조립체의 부품을 3D 프린 터를 활용하여 시작품을 제작하였다. FDM 3D프 린터를 이용하였다. FDM 방식은 열가소성 플라스 틱 재료를 반용융 상태로 가열하여 녹인 후 압출 하여 한 층씩 재료를 적층하는 방식이다. 필라멘 트는 Polylactic Acid (PLA) 친환경 고분자 수지 를 사용하였다. Table 1은 3D Printing 적층 조 건이다. 인쇄 속도는 50 mm/s, 노즐 직경은 0.4 mm, 노즐의 온도는 200 ℃, 베드의 온도는 60 ℃로 설정하였다.
Printing speed 50 mm/s
Layer thickness 0.025 mm
Nozzle diameter 0.4 mm
Extrusion temperature 200 ℃
Bed temperature 60 ℃
Table 1. Conditions of 3D printing
Table 2는 3D프린터로 제어 헤드 조립체의 각 부품을 출력하는데 소요된 시간이다. 웜기어는 4 시간 19분, 웜기어 전면부 덮개는 6시간 22분, 웜 기어 후면부 덮개는 3시간 22분, 중심대는 5시간 27분, 외부 덮개는 21시간 33분이 소요되었다.
Fig. 3은 FDM 3D프린터 출력된 제어 헤드 조립 체의 부품 및 조립체를 나타낸다. 출력된 각 부품 들은 표면 상태는 양호하였으며, 모델링 형상대로 출력이 되어 조립도 원활하게 이루어졌다.
Type of parts Working time
Worm gear 4h 19min
Front gear cover 6h 22min Back gear cover 3h 22min
Middle 5h 27min
Outside cover 21h 33min
Table 2. Working time of parts(a) Parts
(b) Assembly
Fig. 3 Prototype of parts of scoop control assembly by 3D printer
2.3 주조 방안 설계
부품의 국산화를 추진함에 있어 반드시 이루어 져야 하는 것은 수입품 대비 생산 단가가 낮아야 하는 것이다. 생산 단가가 낮은 제조 공정으로 부 품을 제작하고자 중력 주조 공법을 적용하였다.
주조 공정이 원활하게 이루어지기 위해서는 최적 의 주조 방안 설계가 이루어져야 한다. 주조 방안 설계는 주물의 재질에 따라서 가압방식과 비 가압 방식으로 나누어진다. 외부 덮개, 중심대, 기어 전 면부 덮개 및 후면부 덮개는 알루미늄 합금이며, 웜기어는 해수 환경을 고려하여 부식에 강한 아연 합금이다.
주조 설계 핸드북에서 제시하고 있는 정보를 활 용하여 탕구:탕도:주입구의 비를 설정하였다[10].
알루미늄은 밀도가 2.3 g/cm
3으로 비교적 가벼운
금속이며, 아연은 밀도가 7.1 g/cm
3으로 비교적 무
거운 금속이다. 알루미늄 부품은 비 가압방식 탕구
계를 적용하여 탕구:탕도:주입구의 비를 1:2.2:2.0으
로 설정하였다. 아연의 웜기어는 가압식 탕구계를
적용하여 탕구:탕도:주입구의 비를 1:0.9:0.6으로
설정하였다. Fig. 4는 제어 헤드 조립체의 5가지
부품에 대한 주조 방안 설계를 나타낸다. 중력 주
조 공법의 탕구계는 탕구, 탕도, 주입구로 이루어
진다. 주물이 탕구로 부터 금형 내부로 주입되며,
탕도를 지나서 주입구를 통하여 부품의 공동부로
들어간다. Fig. 4(a)의 웜기어는 수직 주입으로 두
개의 웜기어가 한 번에 주조되는 방식이다. 탕구
의 직경은 20 mm이다. 탕도는 탕구를 기준으로
좌우로 배치하였으며, 주입구는 오른쪽 탕도 및
왼쪽 탕도에 각각 2개씩 배치하였다. 압탕은 웜기
어의 치면부 홈에 배치하였다. 압탕의 직경은 20
mm이며, 높이는 83 mm로서 탕구의 높이와 동
일하다. Fig. 4(b)의 전면부 덮개 및 Fig. 4(c)의
후면부 덮개는 동일한 방식의 주조방안을 적용하
였으며, 수평 주입으로 4 개의 부품이 한 번에 주 조된다. 탕구의 직경은 30 mm이며, 탕도는 탕구 를 기준으로 상하좌우 4갈래로 배치하였다. 주입 구는 각 탕도에 좌우 각각 1개씩 총 8개를 배치 하였다. 압탕은 부품의 후육부인 구멍 주위에 3개 씩 배치하였다. 전면부 덮개의 압탕 직경은 5 mm, 후면부 덮개의 압탕 직경은 15 mm를 적용 하였다. 그리고 두 개의 부품 모두 주물의 주입을 원활하게 하고자 2개의 사이드 압탕을 배치하였 다. Fig. 4(d)의 중심대는 수평 주입으로 두 개의 부품이 한 번에 주조되는 방식이다. 탕구의 직경 은 25 mm이다. 탕도는 한 방향으로 배치하였으 며, 주입구는 왼쪽 및 오른쪽에 각각 3개씩 배치 하였다. 직경 7 mm의 압탕을 지지대에 1개씩 배 치하였으며, 직경 9 mm의 압탕을 볼트 연결부에 1개씩 배치하였다. Fig. 4(e)의 외부 덮개는 수직 주입으로 한 개의 부품이 주조되는 방식이다. 탕 구의 직경은 30 mm이다. 탕도는 한 방향으로 배 치하였으며, 주입구는 6개를 동일한 간격으로 배 치하였다. 압탕의 직경은 14 mm이며, 덮개의 윗 부분에 3개를 배치하였다. 주입구의 반대쪽으로 주물의 유입을 유도하고자 직경 20 mm의 사이드 압탕을 4개 배치하였다.
3. 해 석
3.1 구조 해석 조건
ANSYS Workbench를 이용하여 역설계된 제어 헤드 조립체 부품들의 구조해석을 진행하였다. 웜기 어는 재질은 아연 합금이라서 ANSYS Engineering data 중 Zinc를 이용하였다. 그리고 웜기어 전면 부 덮개 및 후면부 덮개, 중심대, 외부 덮개는 알 루미늄 합금이라서 ANSYS Engineering data 중
(a) Worm gear
(b) Front gear cover
(c) Back gear cover
(d) Middle
(e) Outside cover
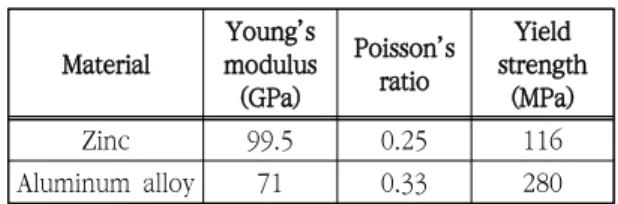
Fig. 4 Design gating systemAluminum alloy를 이용하였다. Table 3은 ANSYS 에서 제공되는 Zinc 및 Aluminum alloy의 탄성 계수, 푸아송비, 항복강도 값이다.
ANSYS의 Mesh 생성 방식은 FEM(Finite Element Method) 방식이다. 메쉬 생성은 sizing 옵션 기능 을 적용하였다. 미세한 곡선부의 형상까지 묘사하고 자 Span angle center를 medium으로 Resolution 을 4로 설정하여 메쉬를 생성하였다. 생성된 메쉬 가 개수는 웜기어는 23,631개, 전면부 덮개는 13,752개, 후면부 덮개는 22,877개, 중심대는 45,701개, 외부 덮개는 27,940개이다. 경계조건 중 구속조건 설정은 웜기어는 구멍이 지지되는 조 건을 설정하였고, 나머지 부품들은 볼트가 결합되 는 구멍이 완전히 지지되는 조건을 설정하였다.
웜기어는 운전자가 레버를 잡고 회전시킬 때 웜기어의 치면부에서 축 방향의 모멘트를 받게 된다. 웜기어의 구멍에서부터 레버 손잡이 위치까 지의 길이는 대략 180 mm이며, 회전 시 필요한 힘은 대략 200 N이다. 그래서 웜기어는 36 N·m 의 축 방향 모멘트를 받는 하중 조건을 부여하였 다. 웜기어의 전면부 덮개 및 후면부 덮개는 구멍 에 베어링이 결합되므로 베어링 하중을 부여하였 다. 중심대의 하중 조건은 제어 헤드 조립체를 지 지하고 있으므로 자중 및 운전 시 작용하는 압력 을 적용하였다. 외부 덮개의 하중 조건은 웜기어 의 전면부 덮개 및 후면부 덮개와 접촉되어 있으 므로 마찰압력을 적용하였다.
3.2 주조 해석 조건
주조해석을 수행하기 위해 MAGMA 5.1 S/W를 이용하였다. MAGMA의 Mesh 분할 방식은 FVM (Finite Volume Method) 방식이다. 웜기어의 Metal cell (cast)의 메쉬 개수는 465,300개이며, Material group (mold)인 Control volume의 메쉬 개수는 10,357,100개이다. 웜기어의 전면부 덮개는 Metal cell 및 Control volume의 메쉬 개수는 각각 423,900, 9,580,020개이다. 후면부 덮개는 각각 325,223, 9,137,682, 중심대는 각각 536,522, 12,020,789, 외부 덮개는 각각 601,009, 13,555,258개이다.
웜기어의 주물 소재는 ZnAl4Cu1를 선택하였으 며, 주물의 주입온도는 520 ℃로 설정했다. 전면 부 덮개 및 후면부 덮개, 중심대, 외부 덮개의 주 물 소재는 AlSi7Mg를 선택하였으며, 주물의 주입 온도는 720 ℃로 설정했다. 몰드의 재질은 동일한 Green sand를 선택하였고, 초기 온도는 40 ℃로 설정했다. 주입 압력은 11.29 mbar 으로 약 50 mm 높이에서 주입하는 조건으로 설정하였다.
Inlet의 지름은 탕구의 직경보다 10 mm 작게 설 정하여 시뮬레이션을 진행하였다. 해석에 이용된 Material group 사이의 열전달은 금형 내부와의 열전달 효과를 보다 크게 하고자 소재와 금형 사 이를 7,000 W/m
2K, 금형과 금형 사이에서는 1,000 W/m
2K 로 설정하였다.
3.3 구조 해석 결과
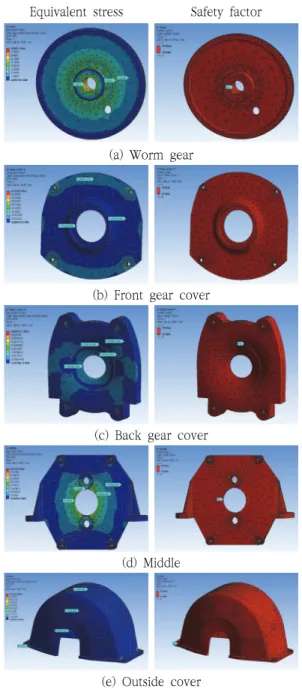
구동 시 물체가 받는 응력 값은 유효응력(Equivalent stress) 값으로 확인하다. 유효응력 값이 소재의 항복강도 값보다 크면 항복이 발생한 것이고, 작 으면 탄성 상태인 것이다. 소재의 항복강도 값을 유효응력 값으로 나눈 값이 안전계수이다. Fig. 5 는 ANSYS Workbench를 통하여 도출된 시뮬레
Material Young’s modulus (GPa)
Poisson’s ratio
Yield strength
(MPa)
Zinc 99.5 0.25 116
Aluminum alloy 71 0.33 280
Table 3. Mechanical properties of Zinc and Aluminum alloy in engineering data of ANSYS S/W
이션 결과를 나타낸다. Fig. 5(a)의 웜기어는 레버 가 결합되는 구멍에서 가장 높은 3.94 MPa의 응 력이 발생한다. 웜기어의 전면부 덮개 및 후면부 덮개도 구멍 주위에서 가장 높은 응력이 발생하지
만 그 크기는 0.02 MPa 이하이다. 중심대는 중심 구멍과 볼트 구멍 사이에서 최대 응력이 발생되 며, 그 크기는 0.21 MPa 정도이다. 외부 덮개는 구속이 되는 볼트 구멍 주위에서 0.12 MPa의 최 대 응력이 발생된다. 5개의 부품 중 웜기어가 가 장 큰 응력이 발생하지만 그 크기가 4 MPa 이하 로서 매우 작다. 5개의 부품 모두 안전계수 15이 상이다. ANSYS Workbench의 해석 결과로부터 제어 헤드 조립체가 구동할 때 어떠한 변형도 발 생하지 않을 것으로 여겨진다.
3.4 주조 해석 결과
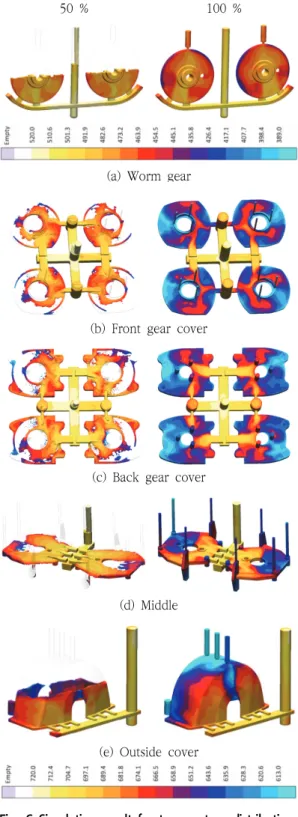
Fig. 6은 주물이 금형의 공동부에 주입되면서 충전되는 양상을 나타내는 온도분포에 대한 해석 결과이다. 투명색은 주물이 공동부로 채워지지 않 은 상태를 나타내며, 주물의 온도에 따라 다른 색 깔들로 표현된다. 주물이 공동부 50% 채운 결과 와 100% 채워진 결과를 나타내었다. Fig. 6(a)의 웜기어 소재인 ZnAl4Cu1은 액상선 온도가 389
℃이다. 주물이 주입구를 통과하면서 난류의 흐름 이 발생하지 않고 순차적으로 공동부가 채워지는 양상을 나타낸다. 520 ℃의 주물이 금형의 공동부 로 유입되어 100%에 가까운 충전이 이루어지면 웜기어의 좌우 끝부분에서 온도 손실이 발생한다.
이 부분에서의 온도는 대략 420 ℃로서 주물이 액상 상태로 금형의 공동부로 완전히 채워진다.
웜기어 전면부 덮개 및 후면부 덮개, 중심대, 외부 덮개의 소재인 AlSi7Mg은 액상선 온도가 613 ℃이다. Fig. 6(b)의 웜기어 전면부 덮개 및 Fig. 6(c)의 후면부 덮개는 주조 방안 설계가 동일 하므로 비슷한 충전 양상을 나타낸다. 주물이 주 입구를 통과하면서 중심 구멍의 주변부가 먼저 채 워지고, 테두리가 채워진다. 주입구와 거리가 먼 테두리 부분은 주물의 주입이 늦게 이루어져서 온
Equivalent stress Safety factor
(a) Worm gear
(b) Front gear cover
(c) Back gear cover
(d) Middle
(e) Outside cover
Fig. 5 Simulation results for Equivalent stress and Safety factor by ANSYS S/W
도 손실이 일어난다. 100% 채워진 결과에서 이 부분의 온도는 대략 620 ℃로서 액상선 온도와 근접하다. 주입구와 거리가 먼 테두리 부분에 급 탕을 위한 사이드 압탕 설치가 필요하다고 여겨진 다. Fig. 6(d)의 중심대는 주물이 주입구를 통과하 여 중앙 구멍을 둘러싸면서 채워진다. 중앙 구멍 과 볼트 구멍 사이가 가장 늦게 주물이 주입되면 서 급탕 부족으로 인해 온도 손실이 일어난다. 이 부분의 온도는 대략 625 ℃이며, 급탕을 유도하기 위해 주입구와 거리가 먼 볼트 구멍 주위에 압탕 설치가 필요하다. Fig. 6(e)의 외부 덮개는 주물이 주입구와 가까운 위치에서 먼저 채워지고, 주입구 의 반대 위치는 늦게 채워진다. 이로 인해 주입구 반대 위치에서 온도 손실이 발생한다. 또한 이 부 분의 주물이 윗부분으로 올라가면서 윗부분의 많 은 영역에서 온도 손실이 일어난다. 이 부분의 온 도는 대략 620 ℃이다. 급탕을 유도하기 위해 외 부 덮개 윗부분의 압탕 직경을 증가시킬 필요가 있다.
다섯 가지 부품 모두 주물이 금형의 공동부로 유입되면서 온도 손실이 일어나는 부분이 있다.
그러나 주물이 금형의 공동부를 완전히 충전했을 때에도 액상 상태로 남아 있으므로 주물이 금형의 공동부로 완전히 충전된 후에 응고가 시작된다.
그러므로 적용된 주조 방안은 적합한 설계라 할 수 있다.
Fig. 7은 기공 분포에 대한 해석 결과이다. 기 공은 보통 두께가 두꺼운 부분이나 열점이 발생하 는 위치에서 발생하게 된다. 해석 결과에서 확인 할 수 있듯이 기공이 발생하는 위치는 두께가 두 꺼운 부분, 급탕이 부족한 부분, 탕구, 압탕, 탕도 위치이다. Fig. 7(a)의 웜기어 중앙 구멍에는 레버 가 결합되기 때문에 집중하중에 의한 응력집중을 막고자 다른 위치보다 두껍게 설계되었다. 그래서 주변보다 두께가 두껍기 때문에 응고가 상대적으 로 늦게 이루어져 기공이 발생되었다. Fig. 7(b)의
50 % 100 %
(a) Worm gear
(b) Front gear cover
(c) Back gear cover
(d) Middle
(e) Outside cover
Fig. 6 Simulation result for temperature distribution by MAGMA SW
웜기어 전면부 덮개는 중앙 구멍 주위와 주입구의 반대쪽 테두리에서 기공이 발생된다. 중앙 구멍 주위는 다른 위치보다 두께가 두꺼워서 열점에 의 한 수축공이며, 테두리는 급탕 부족에 의한 기공 이라 여겨진다. Fig. 7(c)의 웜기어 후면부 덮개는 볼트 구멍 주변에서 열점에 의한 기공이 발생된 다. Fig. 7(d)의 중심대는 주입구 근처에서 기공이 발생된다. 주입구 부근에 있는 볼트 구멍은 다른 위치보다 두께가 두껍다. 그래서 주물이 이동할 때 장애물 역할을 하게 되고, 마지막에 공급되는 주물이 이동하지 못하면서 열점이 되어 발생된 것 이라 여겨진다. Fig. 7(e)의 외부 덮개는 상대적으 로 두께가 두꺼운 위치에서 열점에 의한 기공이 발생되었다.
4. 실 험
4.1 주조 조건 및 분석 조건
웜기어의 주물 소재는 ZnDC1 아연합금을 이용 하였다. ZnDC1의 주요 합금 조성은 알루미늄 4.0 wt.%, 구리가 0.8 wt.%이다. 웜기어 전면부 덮개, 웜기어 후면부 덮개, 중심대, 외부 덮개의 주물 소재는 A356 알루미늄 합금을 이용하였다. A356 의 주요 합금조성은 실리콘 7wt.%, 마그네슘 0.3 wt.%이다. 설계된 주조방안으로 목형을 제작하였 으며, 주물사로 주형을 제작하였다. 주형에 주입되 는 주물의 온도는 소재의 액상선 온도보다 대략 110 ℃보다 높게 하였다. ZnDC1는 520 ℃로 A356는 720 ℃로 주물을 주입하였다. 주물 주입 하고 24시간 후에 주형에서 주물을 탈취하였다.
쇼트 피닝을 작업을 거친 후 탕구계를 제거하는 후가공 작업을 시행하였다.
주조된 제품으로부터 인장시편 및 경도 측정 시편을 제작하였다. 인장시편은 ASTM E8M Subsize 기준으로 제작하였다. 인장시편 Gage부 분의 길이는 25 mm, 폭은 6 mm, 두께는 5 mm 이다. 인장시험은 10톤 인장 시험기를 이용하여 3 mm/min의 cross head 속도로 시험을 진행하였 다. 경도는 마이크로비커스경도기로 압입 하중을 500 g으로 설정하여 5회 반복 측정하였다.
4.2 주조 결과 및 기계적 물성
Fig. 8은 중력 주조 공법으로 제조된 제어 헤드 조립체의 부품을 나타낸다. 주물품을 주형에서 탈 취 후 탕구계를 제거하는 후가공 작업을 수행하였 다. 각 부품마다 총 5회의 주조 작업을 하였으며, 주물품 모두 외형에 결함이 없는 견고한 형태로 제작되었다.
(a) Worm gear (b) Front gear cover
(c) Back gear cover (d) Middle
(e) Outside cover
Fig. 7 Simulation result for porosity distribution by MAGMA SW
(a) Worm gear (b) Front gear cover
(c) Back gear cover (d) Middle
(e) Outside cover (f) Assembly
Fig. 8 Parts produced by gravity castingFig. 9는 중력 주조 공법으로 제조된 제어 헤드 조립체의 부품을 CT 분석한 결과이다. Fig. 7의 porosity 해석 결과와 동일한 위치에서 기공이 주 로 분포되어 있는 것을 확인할 수 있다. 해석 결 과에서처럼 두께가 두꺼운 부분에서 기공이 다소 분포되어 있다. 중앙 구멍 주변부에서 상대적으로 조대한 기공이 다소 분포되어있다. Fig. 9(a)의 웜 기어는 중앙 구멍 주변부에서 상대적으로 조대한 기공이 다소 분포되어있다. Fig. 9(b)의 웜기어 전 면부 덮개는 중앙 구멍 주위와 주입구의 반대쪽 테두리에서 기공이 확인된다. Fig. 9(c)의 웜기어 후면부 덮개는 볼트 구멍 주변에서 기공이 확인된 다. Fig. 9(d)의 중심대는 볼트 구멍 주위에서 기 공이 분포되어 있다. Fig. 9(e)의 외부 덮개는 Fig.
7(e)의 기공 해석 결과와 동일하게 상대적으로 두 께가 두꺼운 부분에서 기공이 분포되어있다.
(a) Worm gear (b) Front gear cover
(c) Back gear cover (d) Middle
(e) Outside cover
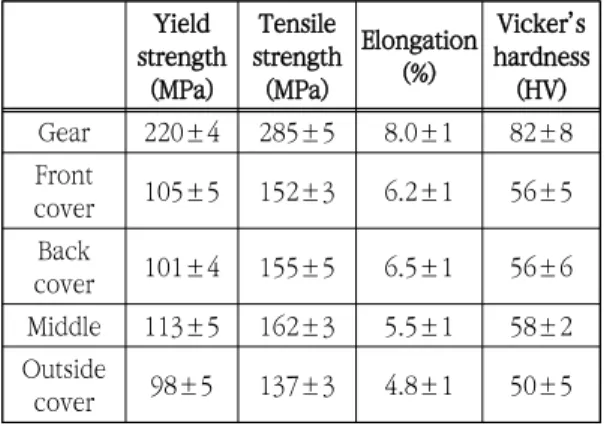
Fig. 9 CT analysis of casted partsTable 4는 중력 주조 공법으로 제작된 제어 헤 드 조립체의 기계적 물성을 나타낸다. 중력 주조 공정으로 제조되었음에도 불구하고, 사용한 주물 재질의 일반적인 기계적 물성이 도출되었다. CT 분석 결과에서 모든 부품들에서 기공이 다소 확인 되었지만, 그 크기가 아주 미세하여 기계적 물성 에는 영향을 미치지 않은 것으로 여겨진다.
ZnDC1 아연합금의 웜기어는 항복강도 및 인장강
도가 각각 220 MPa, 285 MPa이며, 연신율은
8%이다. 비커스 경도는 82 HV이다. A356 알루미
늄 합금인 4개의 부품은 항복강도는 98~113
MPa 정도이며, 인장강도는 137~162 MPa 정도이
다. 연신율은 4.8~6.5%, 비커스 경도는 50~58 HV 정도이다. 중심대가 다른 부품에 비해 조금도 견고하게 제작되었다. 외부 덮개는 다른 부품에 비해 기공 함량이 다소 많이 분포된 이유 때문인 지 기계적 물성이 조금 더 낮다.
5. 결 론
본 연구에서는 군용 소형 선박에 사용되는 제 어 헤드 조립체를 국산화 하고자 부품들을 역설 계, 시작품 제작, 구조해석을 수행하였다. 중력 주 조 공법을 적용하여 각 부품을 제작하고자 주조 방안 설계 및 주조 해석을 수행하였다. 결론은 아 래와 같다.
(1) 제어 헤드 조립체의 주요 부품 5개를 CATIA 프로그램을 활용하여 역설계를 진행하였으 며, 3D 프린터로 시작품을 출력하여 조립을 완료하였다.
(2) 아연 재질의 웜기어는 가압식 탕구계를 적 용하였고, 알루미늄 재질인 기어 덮개, 중 심대, 외부 덮개는 비 가압방식 탕구계를 적용하였다. 웜기어는 수직 주입으로 2 개
가 주조되는 방식, 외부 덮개는 수직 주입 으로 1 개가 주조되는 방식, 전면부 덮개 및 후면부 덮개는 수평 주입으로 4 개가 주조되는 방식, 중심대는 수평 주입으로 2 개 주조되는 방식으로 설계하였다.
(3) 구조해석 결과 가장 높은 응력 값의 경우 웜기어는 3.94 MPa, 전면부 덮개 및 후면 부 덮개는 0.02 MPa, 중심대는 0.21 MPa, 외부 덮개는 0.12 MPa이다. 5개의 부품 모두 최대 응력 크기가 4 MPa 이하로 매 우 작으며. 안전계수 15이상이다.
(4) 주조해석 결과로서 부품 모두 주물이 금형 의 공동부로 유입되면서 온도 손실이 일어 나지만, 완전한 액상 상태로 충전이 완료된 다. 부품 모두 두께가 두꺼운 부분에서만 기공이 발생되었다.
(5) 중력 주조 공법으로 제작된 부품은 외형에 결함이 없는 견고하다. CT 분석 결과에서 도 아주 미세한 기공이 다소 확인되었다.
아연합금의 웜기어는 인장강도가 285 MPa, 연신율은 8%이다. 알루미늄 합금인 부품의 인 장강도는 137~162 MPa, 연신율은 4.8~6.5%
정도이다.
사 사
본 논문은 국방기술품질원의 방산혁신클러스터 지원사업의 지원을 받아 수행된 연구임(DCL2020L)
참고문헌
[1] 윤수만, “군용물자 부품 국산화 활성화 방안
Yield strength
(MPa)
Tensile strength (MPa)
Elongation (%)
Vicker’s hardness
(HV)
Gear 220±4 285±5 8.0±1 82±8
Front
cover 105±5 152±3 6.2±1 56±5
Back
cover 101±4 155±5 6.5±1 56±6
Middle 113±5 162±3 5.5±1 58±2
Outside
cover 98±5137±3 4.8±1 5 0±5
Table 4. Mechanical properties of casted parts