Synthesis of Cathode Material-Nickel Sulfides by Mechanical Alloying for Sodium Batteries
Xiaojing Liu, Hyo-jun Ahn and In-shup Ahn*
School of Materials Science and Engineering, Gyeongsang National University, 900 Gajwa-dong, Jinju, Gyeongnam 660-701, Korea
(Received February 15, 2012; Revised March 17, 2012; Accepted March 20, 2012)
···
Abstract In this study, fine cathode materials Ni3S2 and NiS2 were synthesized using the simple, convenient pro-
cess of mechanical alloying (MA). In order to improve the cell properties, wet milling processes were conducted using low-energy ball milling to decrease the mean particle size of both materials. The cells of Na/Ni3S2 and Na/
NiS2 show a high initial discharge capacity of 425 mAh/g and 577 mAh/g respectively using wet milled powder par- ticles, which is much larger than commercial ones, providing some potential as new cathode materials for recharge- able sodium-ion batteries.
Keywords: Ni3S2, NiS2, MA, Wet milling, Charge/discharge capacity
···
1. Introduction
Since the 1980s, with the increasing popularity of por- table electronic products as well as the pressing need for high specific energy storage in aviation, aerospace, elec- tric vehicles and other high-tech fields, nickel-hydrogen and lithium-ion batteries as representatives of the high specific energy rechargeable battery systems were devel- oped greatly. Meanwhile, according to the 3E principle (energy, economics and environment) proposed by P. Rüets- chi [1], metal sulfides have been hailed as one of the most promising cathode materials due to their cheap, non-toxic, available in abundance and high energy den- sity. In this study, we will focus on the discussion of nickel sulfides, including its synthesis, charge/discharge capacities and cycle life in sodium/nickel sulfides cells to assess its merits as a cathode material.
It is known, the 3d transition metal of nickel disulfide show some interesting photo-electro-magnetic proper- ties[2], and therefore there exist many routes of produc- tion: traditional method by reacting stoichiometric amounts of their constituent elements in the evacuated silica tubes at high temperature (1000-1200°C) [3], the solid-state
reaction between potassium hexafluoro-nickelate (IV) and sodium pentasulfide hydrate at ~65°C [4], precursor- synthesis [5] and low-temperature solvothermal synthe- sis [6, 7]. However, it is difficult to control the process of manufacture, due to not only the high temperature or ease of contamination, but also the high cost and com- plex processing. Compared with these previous routes, in this study, we prepare fine nickel sulfides compounds using a simple, convenient process by mechanical alloy- ing, which provides a way of solid-state synthesis for cathode materials directly. In fact, such a processing/ syn- thesis has not received much attention in the field of Li- batteries until Disma’s [8] early study on raising the elec- troactivity of lithium through milling process was reported.
In addition, with aim to improve the cycle life property of the sodium/nickel sulfide systems, the small particles of nickel sulfides were prepared with ball milling in two steps: (1) the mixture of micron-sized nickel, sulfide pow- ders and stearic acid as PCAs (process control agents) were used to get the alloyed nickel sulfides powders with SPEX Miller; (2) the resulting nickel sulfides particles and an amount of normal Hexane were applied to reduce the particle size by using ball milling.
*Corresponding Author : In-shup Ahn, TEL: +82-55-772-1662, FAX: +82-55-759-1745, E-mail: [email protected]
<PM리뷰>
2. Experimental
2.1. Synthesis of dry milled and wet milled Ni3S2 powders
With aim to synthesize fine compound Ni3S2 particles, raw nickel powders (-325 mesh, 99.9%) and sulfur pow- ders (-100 mesh, 99.5%) were used as the starting materi- als, and the atomic percent was set at 3:2 according to its chemical formula. In addition, stearic acid applied as PCA, along with stainless steel balls (the diameter of 3 mm) for the grinding media, were put together with raw materials into the jar, the BPR (Ball to Powder Ratio) was kept at 20:1, 25:1, and 30:1, respectively. All han- dling (loading-unloading process) was conducted in an argon filled glove box, and the dry milling was con- ducted for 7 hrs to get alloyed Ni3S2 using a SPEX Miller with a speed of 1000 rpm. In order to reduce the mean particle size of Ni3S2, a wet milling process was conducted: about 3 g alloyed Ni3S2 powders (BPR was 30:1 when dry milling was done) were loaded together into the jar with several stainless steel balls of 5 mm and 9.5 mm (weight percent is 1:1) and C6H14 which occu- pied 70% of the jar volume. The BPR was set at 100:1 and the powders were milled at the speed of 500 rpm for 30 hrs using the ball milling machine. Finally, the resulted powders were filtered and dried for 24 hrs at 80°C in the vacuum drying oven.
2.2. Synthesis of dry milled and wet milled NiS2 pow- ders
According to the chemical formula of NiS2, the same starting materials along with the grinding media (stain- less steel balls, 3 mm) and PCA were put together into the jar in the argon filled glove box. The atomic ratio of nickel/sulfur is 1:2, BPR is 30:1, and the total milling time for the complete synthesis of NiS2 is 4 hrs. In addi- tion, in order to improve the particle size distribution and disperse the agglomerated NiS2 powders, the same wet milling process was also conducted using the low-energy ball milling machine with a speed of 500 rpm. During this course, alloyed NiS2 in the dry milling process, the grinding media (stainless steel balls, 5 mm) along with normal hexane were loaded into the jar under the same Ar atmosphere, BPR is 200:1, total milling time is 30 hrs, and then the resulted powders were filtered and dried
at 80 °C for 24 hrs in vacuum.
2.3. Preparation of electrodes and electrolyte To prepare the positive electrodes, the active material (wet milled Ni3S2 and NiS2 powders, 60 wt.%) was uni- formly dissolved together with PEO (polyethylene oxide, Aldrich Chem. Co., 20 wt.%), Super-P (MMM Carbon, 20 wt.%) in ACN (acrylonitrile, Aldrich Chem. Co.) using a planetary ball mill, the BPR of 30:1, speed of 300 rpm and milling time of 3 hrs was used and the resulting slurries were coated on aluminum foils at room temperature using the doctor-blade casting method. The prepared films were dried at 80°C for 24 hrs in an air oven and were cut into disk electrodes (1.1 cm diameter) which were dried again in a vacuum oven at 80°C for 6 hrs and then stored within an argon-filled glove box. Meanwhile, the sodium anode was prepared by cutting from a sodium ingot (99.95%, Aldrich Chem.Co.), and the same electrolyte, dissolving 1 M NaCF3SO3 (sodium trifluoromethane sulfonate, Aldrich Chem. Co.) in TEGDME (tetraethylene glycol dimethyl- ether, Aldrich Chem. Co.), was used for all cell assembly.
2.4. Evaluation of physical and electrochemical prop- erties
In this study, the particulate morphology was examined by field emission scanning electronic microscope (FE- SEM), and crystal structures of the initial mixture and syn- thesized powders were examined by X-ray diffraction (XRD) with filtered Cu Kα radiation. In order to measure the surface image mapping of the synthesized Ni3S2 and NiS2 powder particles, energy-dispersive X-ray spectrome- ter was used to perform a chemical analysis in the FE- SEM. And the average particle size of alloyed powders was measured to evaluate the alloyed powder with HELOS Par- ticle Size Analysis. Finally, to investigate the charge/dis- charge property and cycle life of Na/Ni3S2 and Na/NiS2
cells, cyclic voltammetry (CV) was performed by a WBCS 3000 Battery Tester (WonA Tech) with a scan rate of 0.1 mV/s between the voltage range of 0.3V~3.0V and 0.8~2.4V (vs. Na/Na+) respectively at room temperature.
3. Results and Discussion 3.1. Nickel sulfide (Ni3S2) section
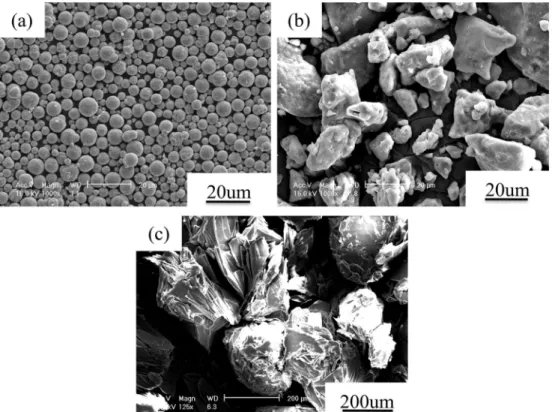
Fig. 1 shows the original surface morphologies of the
raw materials of nickel, sulfur and stearic acid used in this experiment. The spherical shaped nickel powders have a good size distribution, with the mean size of 5 µm shown in Fig. 1(a), the irregular shape of sulfur particles, which are relatively bigger, are shown in Fig. 1(b), and the flake stearic acid shown in Fig. 1(c).
For a given composition of the powders, there are sev- eral important variables that may have a significant effect on the final constitution and qualities of the milled pow- ders, such as the BPR, the quantities of PCA, the milling time and so on. Since BPR has a significant effect on the time required (to achieve a particular phase) and the rate of particle size reduction, in this study, different BPRs was used to confirm the best milling conditions (Table 1).
Clearly, the formation of Ni3S2 phase can be obtained with SPEX Miller in 8 hrs at a BPR of 20: 1, in 7.25 hrs at a BPR of 25: 1 and in 7 hrs at a BPR of 30:1, and the mean particle size of 3.55 µm, 2.75 µm and 2.47 µm can be reached, respectively.
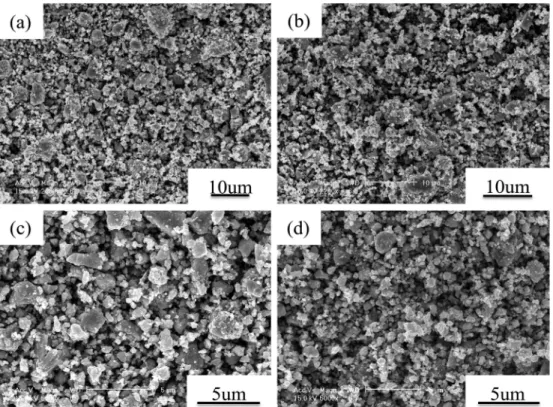
For small particles contribution to the improvement of the charge/discharge performance, the following analysis are both conducted for BPR of 30:1. Fig. 2 shows the morphologies of the mechanically alloyed Ni3S2 powders with different milling times during the dry ball milling
process. Clearly, after 2 hrs milling, nickel powder and elemental sulfur almost lost their original appearance, and the phenomenon of cold welding and fracturing also occurred. As the milling progressed, the particle size decreased gradually, and after 7 hrs, the resulting pow- ders showed a fine size distribution with mean particle size of 2.47 µm.
Fig. 3 shows the XRD patterns of mechanically alloyed Ni3S2 powders with different milling time before (a) and after (b) wet milling process. Clearly, during the initial 2 hrs, Ni3S2 phase was gradually formed by consuming most of the starting materials of nickel and sulfur pow- ders. As the grinding continued, the location of diffrac- tion peaks didn’t change but slightly broadened, which may be due to the formation of macroscopic stress in each grain or even various parts of one grain. Here, we
Fig. 1. FE-SEM micrographs of the starting materials of (a) nickel, (b) sulfur and (c) stearic acid.
Table 1. The mean particle size and milling time of Ni3S2 with corresponding to the BPRs
BPRs Stearic acid used(g) Total milling time
(hrs) Mean particle size (µm)
20:1 0.12 8 3.55
25:1 0.12 7.25 2.75
30:1 0.12 7 2.47
continued milling for 7hrs hoping to get fine particles with good distribution. In addition, compared with the dry milled samples, there was no significant impurities formed during the wet milling process, and the patterns both have a good agreement with the represent rhombo- hedral (Ni3S2) phase (JCPDS card no.851802).
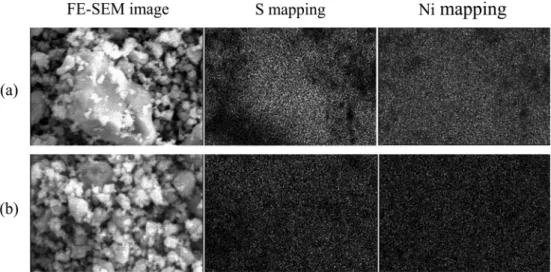
Fig. 4 shows the FE-SEM morphologies and the EDS mapping results of alloyed Ni3S2 powders before (a) and after (b) wet ball milling processes, respectively. As seen, the elements of sulfur and nickel both have a good distri- bution on the surface of both resulting Ni3S2 particles. In addition, the atomic percent of their constituents have
been tested, and the results show the atomic percents of sulfur and nickel were 61.04%, 38.96% and 60.37%, 39.63% before and after wet ball milling. In the calcula- tion, the ratios of nickel/sulfur are both bigger than the theoretical value of 1.5 according to its chemical for- mula. There are probably two reasons to explain this phe- nomenon: one is that not all the components reacted during the whole milling process because sulfur is soft and can be easily trapped at the edge of the jar or adhered on the surface of grinding media; the other may be due to the low accuracy of EDS.
Fig. 5 shows the first charge/discharge profile of Na/
Fig. 2. FE-SEM micrographs of mechanically alloyed Ni3S2 powders with different milling times: (a) 2hrs, (b) 4hrs, (c) 6hrs and (d) 7hrs in the dry ball milling process.
Fig. 3. XRD patterns of alloyed Ni3S2 powder particles before (a) and after (b) wet milling process.
Ni3S2 cell using wet milled powders at normal tempera- ture. The initial discharge capacity is 425 mAh/g and close to its theoretical specific capacity of 446 mAh/g, the first charge capacity is 397 mAh/g, both are better than the former results reported by J.S. Kim (the initial charge and discharge capacity is 376 and 420 mAh/g) [9], due to the benefit of the small particles after the wet ball milling process.
3.2. Nickel disulfide (NiS2) section
The dry ball milling process here is the mechanical alloying process described earlier, in which the powder particles were repeatedly flattened, cold welded, frac- tured and rewelded, resulting in the generation of a vari- ety of crystal defect, such as the dislocation, stacking faults, vacancies and so on. Since the balance between the cold welding and fracturing among the powder parti-
cles is responsible for the structural changes and alloy- ing that occurs in them, we have studied the changes of morphologies between nickel and sulfur elements with different milling times shown in Fig. 6. Although nickel disulfide could be synthesized after 4 hrs ball milling and mean particle size of 3.06 µm can be obtained, the ever- present phenomenon of agglomeration could not be avoided, even if the PCA is added to prevent the exces- sive cold welding. Therefore, we need to conduct the wet milling process next to improve the test results for Na/
NiS2 cells.
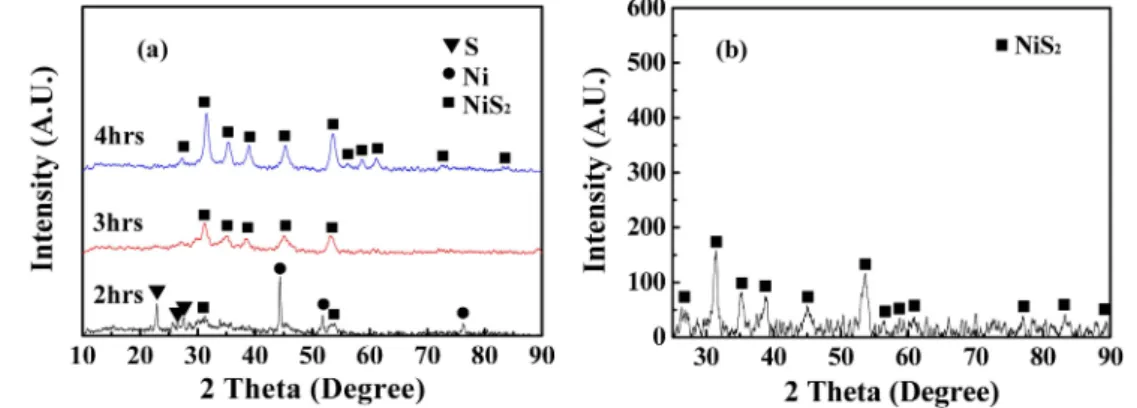
Fig. 7 shows the XRD patterns of resulted NiS2 powder particles before (a) and after (b) wet milling process, from which we can know there was no impurity formed in the whole milling course by the virtue of the comparison with represent cubic NiS2 phase (JCPDS card no.800377).
Meanwhile, although the use of same material, and the same BPR with Ni3S2, the synthesis time required is differ- ent. This is mostly due to the difference between the acti- vation energy needed to make Ni3S2 and NiS2.
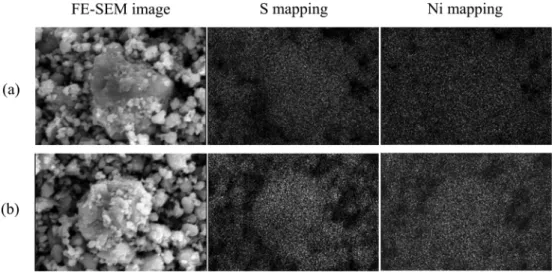
Fig. 8 shows the FE-SEM morphologies and the EDS mapping results of the wet milled NiS2 powder particles.
The elements of nickel and sulfur can also have a good distribution on the surface of nickel disulfide powders for its mechanochemical reaction during the dry milling and wet milling process. In addition, the EDS mapping results of both dry milled and wet milled NiS2 particles were both a little smaller than its theoretical value from its chemical formula, which may be due to the same rea- son as Ni3S2.
Fig 4. FE-SEM and EDS mapping results of alloyed Ni3S2 powders: (a) after dry ball milling and (b) after wet ball milling process.
Fig. 5. Charge/discharge curve of Na/Ni3S2 cell using wet milled powders at normal temperature.
Fig. 9 shows the charge/discharge curves and cycling performance of Na/NiS2 cells at room temperature using the wet milled nickel disulfide as the cathode materials.
The cell was allowed to equilibrate electrochemically for 1 hr and then a galvanostatic test was carried out between 0.3 and 3.0 V versus Na/Na + with a current density of 87.4 mA/g. The first discharge/charge capacity was 577 and 573.5 mAh/g-NiS2 respectively, which shows the high coulombic efficiency of 99.4%. Additionally the cell shows a plateau at about 1.3 V during the first discharge and then disappeared as cycle number increased, which may indicates that complex chemical reactions occurred simultaneously. For all testing process, the charge/dis-
charge capacities faded with cycle number almost in the same pattern, which shows the good coulombic effi- ciency, and even after 20 cycles it still remains almost half of the initial discharge capacity about 270 mAh/g- NiS2, showing that nickel disulfide synthesized by MA can provide high energy density and provide good elec- trochemical properties in Na/NiS2 cells.
4. Conclusions
In this experiment, the best BPR was confirmed through synthesis of Ni3S2 powders in the dry milling process, and it was also applied to NiS2. The smaller the particle Fig. 6. FE-SEM micrographs of the mechanically alloyed NiS2 powders in the dry milling process with different milling times:
(a) 1hrs, (b) 2hrs, (c) 3hrs and (d) 4hrs.
Fig. 7. XRD patterns of alloyed NiS2 powder particles during (a) the dry milling process and (b) after wet milling process.
size is, the better the rate capacity and cycle life. Wet ball milling was also conducted to decrease the mean particle size of Ni3S2 and NiS2 greatly. Cells of Na/Ni3S2 and Na/
NiS2 using wet milled powders showed a high initial dis- charge capacity of 425 mAh/g and 577 mAh/g, respec- tively, showing the their possibility as cathode materials for rechargeable sodium-ion batteries.
Acknowledgements
This research was supported by Basic Science Research Program (2009-0071729) and WCU program (R32-20093) through the National Research Foundation of Korea (NRF) and Ministry of Education, Science and Technol- ogy.
References
[1] B. K. Guo, W. Xu, X. Y. Wang and L. X. Xiao: Lithiu- mion Battery, Z. B. Li (Ed.), Central South University Press, Changsha (2002) 43.
[2] J. M. Honig and J. Spalek: Chem. Mater., 10 (1998) 2910.
[3] A. Ennaoui and H. Tributsch: J. Sol. Cell, 13 (1984) 197.
[4] P. R. Bonneau, P. K. Shibao and R. B. Kaner: Inorg.
Chem., 29 (1990) 2511.
[5] J. C. Panigrahi and P. K. Panda: Mater. Lett., 12 (1991) [6] X. H. Chen and R. Fan: Chem. Mater., 112. 13 (2001) 802.
[7] X. F. Qian, Y. D. Li, X. Yi and Y. T. Qian: Mater. Chem.
Phys., 66 (2000) 97.
[8] F. Disma, L. Aymard, L. Dupont and J. M. Tarascon: J.
Electrochem. Soc., 143 (1996) 3959.
[9] J. S. Kim, H. J. Ahn, H. S. Pyu, D. J. Kim, G. B. Cho, K.
W. Kim, T. H. Nam and J. H. Ahn: J. Power Sources, 178
(2008) 852.
Fig. 8. FE-SEM and EDS mapping results of mechanical alloyed NiS2 powders: (a) after dry ball milling, (b) after wet ball milling.
Fig. 9. Initial charge/discharge curves (a) and cycling performance (b) of Na/NiS2 cells using wet milled NiS2 powders.