DOI https://doi.org/10.9725/kts.2018.34.6.270
SLM 방식으로 출력된 STS 316L의 기계적 및 마찰 · 마모 특성에 미치는 UNSM처리 후 영향에 관한 연구
노준석1ㆍ산성충호1ㆍ우마로프 라크마트전1ㆍ편영식2ㆍ아마노프 아웨즈한2,†
1
선문대학교 대학원 기계공학과,
2선문대학교 기계공학과
A Study on the Effect of UNSM Treatment on
the Mechanical and Tribological Properties of STS 316L Printed by Selective Laser Melting
J. S. Ro
1, C. H. Sanseong
1, R. Umarov
1, Y. S. Pyun
2and A. Amanov
2,†1
Graduate School, Dept. of Mechanical Engineering, Sun Moon University, Asan 31460, Korea
2
Dept. of Mechanical Engineering, Sun Moon University, Asan 31460, Korea (Received July 27, 2018; Revised November 5, 2018; Accepted November 10, 2018)
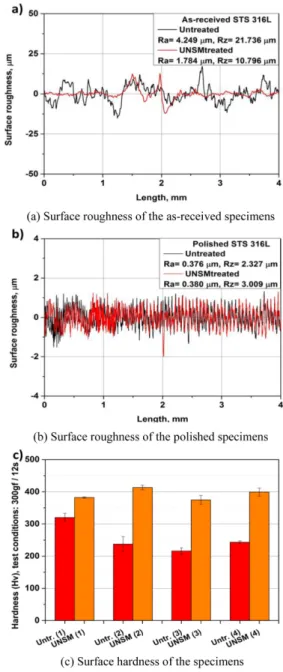
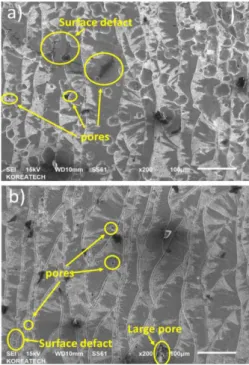
Abstract – STS 316L prepared by additive manufacturing (AM) exhibits deterioration of mechanical properties and wear resistance due to the presence of defects such as black-of-fusion defects, internal porosity, residual stress, and anisotropy. In addition, high surface roughness (integrity) of AM products remains an issue. This study aimed to apply ultrasonic nanocrystal surface modification (UNSM) technology to STS 316L prepared by AM to increase the surface hardness, to reduce the surface roughness, and to improve the friction and wear behavior to the level achieved by bulk material manufactured using traditional processes. Herein, the as-received and polished specimens were treated by UNSM technology and their resulting properties were compared and dis- cussed. The results showed that UNSM technology increased the surface hardness and reduced the surface rough- ness of the as-received and polished specimens. These results can be attributed to grain size refinement and pore elimination from the surface. Moreover, the friction of the as-received and polished specimens after UNSM tech- nology was lower compared to those of the as-received and polished specimens, but no significant differences in wear resistance were found.
Keywords – friction and wear behavior ( 마찰마모 거동), hardness (경도), STS 316L (스테인리스강 316L), SLM ( 선택적 레이저 용융), UNSM (초음파나노표면개질)
1. 서 론
STS 316L은 여러 등급의 스테인리스강 중에서도 탄 소함량을 낮춰 내식성과 열영향부의 내입계부식성 모두 우수하여 금속이 부식되기 쉬운 가혹한 환경에서도 사용
가능하나 탄소함량 저하에 따라 상대적으로 경도가 약하 고 낮은 내마모성으로 사용이 제한된다. STS 316L는 3D 프린팅이라고도 하는 additive manufacturing (AM) 공정에서 널리 활용되고 있으며, 이는 기하학적 형상, 재 료 설계에 대한 높은 자유성과 기존의 전통적 공정과 비 교해 부품의 크기나 형태의 복잡성에 따른 소재나 공정 에 드는 비용에 대한 영향이 적은 이점이 있어 기대 받 는 기술이다[1, 2]. AM 기술은 사용 소재, 적층 방법, 다양한 소재 결합에 사용되는 에너지 종류에 따라 매우
†