서 론
지구상에 텅스텐을 함유하고 있는 광물은 약 20가지 정 도로 알려져 있으나, 경제적으로 개발가치가 있는 것은 회 중석(scheelite)과 철망간중석(wolframite) 이다(IIhan et al., 2013; Linsheng et al., 2015). 이 중 회중석이 가장 경제 성이 있는 광물로 알려져 있으며, 6.0 정도의 비중을 갖고 있어, 조립자에서 단체분리만 이루어지면 비중선별법에 의해 높은 품위와 회수율을 얻을 수 있다. 그러나 회중석은 일반적으로 화강암 모양의 텅스텐 함유 광물과 탄산 퇴적 암 사이의 접점에서 생산되어 스카른광상에서 발견되며 교
대작용에 의해 형성이 됨으로(Baranov, 1971; Cotelo Neiva, 1972), 대부분 미립자로 산출된다. 뿐만 아니라 회 중석이 조립자로 산출된다 하더라도 취성(brittleness)이 커 파·분쇄 과정에서 미립자의 발생이 많기 때문에 비중선 별법을 적용한다면 회수율이 감소된다는 것은 잘 알려져 있는 사실이다. 따라서 회중석의 선광을 위해서는 미립자 처리에 효과적인 부유선별 기술개발이 필수적이다.
일반적으로 회중석의 부유선별에는 carboxylic fatty acids, synthetic mixtures of fatty acids, oleic acid, sodium oleate 그리고 tall oil 등과 같은 포수제가 많이 사용된다. 그 러나 회중석 부유선별의 문제점은 회중석을 비롯하여 인회 석, 형석, 방해석은 유사한 용해도 및 지방산 포수제와의 상 호작용에 대해 Ca
2+이온의 동일한 활동 때문에 억제제를 사용하지 않고 광물을 분리하는 것은 거의 불가능하다 (Ozcan et al., 1994; Rai et al., 2011; Qing et al., 2014;
회중석광 개발을 위한 부유선별 특성연구
전호석1)* · 김수강1)· 고병헌1)· 백상호1)· 김병곤1)
A Study on the Froth Flotation Characteristics for Development of Scheelite Ore
Ho-Seok Jeon*, Su-Gang Kim, Byung-Hun Go, Sang-Ho Baek, and Byoung-Gon Kim
(Received 10 July 2017; Final version Received 24 August 2017; Accepted 30 August 2017)
Abstract : Froth flotation characteristics study was carried out on Yeongwol Sangdong mine Scheelite ore in order to produce WO
3concentrate using oleic acid as collector. In case of using oleic acid, due to the low selectivity of the purpose mineral, the selection of the gangue mineral depressant and pH adjustment are important. As a result, it was confirmed that the optimum pH for providing optimum scheelite froth flotation characteristics while depressing silicate gauge minerals was in the alkalic region. In order to separate the Ca ion containing minerals and scheelite, -200 mesh ground sample, 35% solid in pulp density, 1,500 rpm and the addition of reagents in sequence such as Na
2CO
33 kg/ton, Na
2SiO
34 kg/ton, Oleic acid 250 g/ton, Lankropol-8,300 50 g/ton, respectively. As a result, final concentrate was obtained WO
3grade of 67.6%WO
3with a recovery of 88.16%.
Key words : Scheelite, Froth flotation, Oleic acid, pH regulator
요 약 : 상동광산에서 채취한 회중석광을 대상으로 올레인산 포수제를 이용한 부유선별 특성 연구를 수행하였다.
포수제로 올레인산을 사용하는 경우 목적광물에 대한 선택성이 낮기 때문에, 맥석광물을 억제하기 위해서는 pH 조절 및 억제제의 선정이 매우 중요하다. 실험결과 주요 맥석 광물인 규산염 광물을 억제하고 회중석의 부유선별에 최적 조건을 부여하는 pH는 강 염기성 영역임을 확인하였다. Ca 이온을 함유한 맥석 광물들을 회중석과 분리하기 위하여, 입자크기 –200 mesh, 광액농도 35%solids, 교반속도 1,500 rpm에서 Na
2CO
33 kg/ton, Na
2SiO
34 kg/ton, 포수제(oleic acid) 250 g/ton 그리고 기포제(Lankropol-8300) 50 g/ton의 순으로 시약을 첨가하는 최적실험 조건을 도출하였다. 실 험결과, 최적실험 조건에서 WO
3품위와 회수율이 각각 67.6%와 88.16%인 결과를 얻어, 기존 대비 매우 우수한 회중 석 부유선별 기술을 개발하였다.
주요어 : 회중석, 부유선별, 올레인산, pH 조절제
1) 한국지질자원연구원
*Corresponding Author(전호석) E-mail; [email protected]
Address; Mineral resources research Division, KIGAM
연구논문
Tommy et al., 2015; Zhiyong et al., 2015). 불행하게도, Ca
2+이온을 함유한 광물을 억제하기 위해 사용되는 quebracho, organic colloids, hydrodols 그리고 sodium phosphates는 회중석을 또한 억제를 시키기 때문에(Hanna and Somas- undaran, 1976; Changgen and Yongxin, 1983; Mercade, 1983), 최근의 연구가 Ca
2+이온을 함유한 광물을 선택적으 로 억제시키기 위해 많이 이루어지고 있지만, 여전히 큰 어 려움을 가지고 있다(Ozcan et al., 1994). 이런 이유 때문에 hydroxyhydryl compounds(Afanas’eva et al., 1976;
Volyanskii et al., 1976), sulfonate compounds, naphthenic compounds(Vazquez et al., 1976), amine compounds (Arnold et al., 1978), oleoyl sarcosine(Ozcan et al., 1994), sulfoxide compounds(Kovalenko and Yasyukevich, 1954), microbial-based compound(Edward and Nuim, 1977), amino carboxylic and diphosphonic acids(Collins et al., 1984; Hu and Xu, 2003) 와 같은 선택성이 좋은 새로운 포 수제의 개발에 최선의 노력을 기울여 왔다.
포수제 개발에 따른 선행연구의 결과를 살펴보면, Bahr 와 koser(1975)는 포수제로 지방산을 그리고 억제제로 규 산나트륨(Na
2SiO
3) 을 사용한 광액내의 온도를 90°C로 조 정하여 실험한 결과, WO
3품위를 69.6% 까지 올려 좋은 결 과를 얻었지만, 가열비용과 복잡한 공정이 문제가 되고 있 다. 또한 Fukazawa와 Iwaki(1977)는 포수제로 술폰산염을 사용하여 WO
3품위 38~48%로 끌어올렸으며, Vedova와 Grauerholz(1977) 는 ‘lime process’를 기초로 하여 WO
3품 위 1.2%인 텅스텐 광석에서 WO
3품위 56.70%와 회수율 86.13% 인 결과를 얻었다. 그리고 Olin, Carson와 Ball(1982) 은 포수제로 Pamak-4, 억제제로 탄산나트륨과 규산나트 륨, 기포제로 sulfo-succinic esters를 사용하여 WO
3품위
76.9% 와 회수율 80.5%인 결과를 얻었다. 하지만 복잡한 공정과 높은 처리비용 때문에 널리 사용되고 있지 않다.
따라서 본 연구에서는 국내에 부존되어 있는 강원도 영 월 상동광산 텅스텐광을 대상으로 비 황화광물 부선에 대 표적인 포수제로 사용되고 있는 올레인산을 사용하여(Choi et al., 2015), Ca 계 맥석광물들을 효과적으로 억제하면서 회중석만 효율적으로 부유시켜 높은 품위와 회수율을 얻을 수 있는 새로운 부유선별 기술개발을 위한 특성연구를 수 행하였다.
시료 및 실험방법
시료의 특성
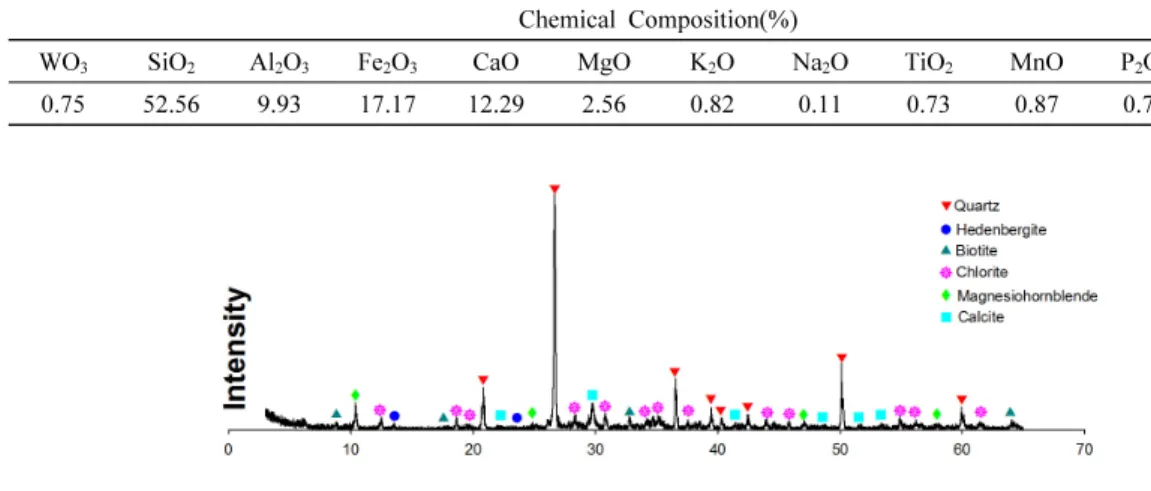
본 연구에 사용된 시료는 강원도 영월군 상동에 위치한 상동광산에서 채취한 텅스텐 시료이다. Table 1은 채취한 원광시료에 대한 화학성분 특성을 확인하기 위해 ICP- AES 및 XRF 분석을 실시한 결과를 나타낸 것으로, 원광 중 WO
3의 함량이 0.75%이며, SiO
2와 Al
2O
3가 각각 52.56%
와 9.93%로 매우 높아 대부분의 맥석광물이 규산염광물로 이루어져 있음을 알 수 있다. 그 외 Fe
2O
3와 CaO가 각각 17.17% 와 12.29%로 존재하고 있어 Fe 근원광물과 부유선 별에 나쁜 영향을 미치는 Ca계 광물이 상당량 존재함을 알 수 있다. 그러나 MgO를 제외한 그 외의 성분들은 1% 미만 으로 낮고, MgO 역시 규산염광물의 구성성분이기 때문에 규산염 광물, Fe 근원광물, Ca계 광물의 제거가 텅스텐광의 품위 및 회수율 향상에 큰 영향을 미칠 것으로 판단된다.
Fig. 1 은 화학분석 결과 확인된 각 구성 원소의 근원광물 들을 규명하기 위해 XRD 분석결과를 나타낸 것이다. Fig.
1 에 나타난 수반 광물의 조성을 보면 텅스텐은 소량이라
Table 1. Chemical analysis of the raw sample
Chemical Composition(%)
WO
3SiO
2Al
2O
3Fe
2O
3CaO MgO K
2O Na
2O TiO
2MnO P
2O
5Igloss
0.75 52.56 9.93 17.17 12.29 2.56 0.82 0.11 0.73 0.87 0.73 1.48
Fig. 1. XRD analysis of the raw sample.
XRD 피크 상에 잘 나타나지 않고 대부분 석영과 유색 맥석 광물들의 피크가 나타나며, 텅스텐인 회중석의 칼슘 성분 과 동일한 칼슘 성분을 함유하는 방해석, 각섬석, 회철휘석 과 같은 맥석 광물들도 적지 않게 나타나 있다. 따라서 주요 불순물들이 Si
xO
y성분을 수반한 규산염광물들이기 때문 에 이들을 억제할 수 있는 억제제 선정이 중요할 것으로 판 단된다.
실험방법
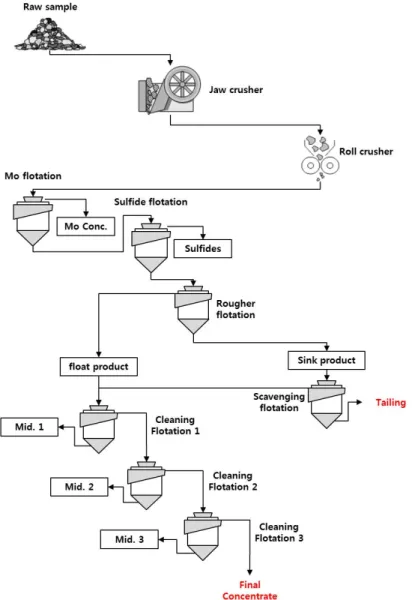
Fig. 2 는 텅스텐광의 품위 향상을 위한 부유선별 공정도 를 나타낸 것이다. 부유선별에 적합한 입도로 제조하기 위
해 먼저 원광석을 조 크러셔와 롤 크러셔 그리고 로드밀을 이용하여 파․분쇄 후 목적한 입도로 제조하였다. 부유선별 실험은 실험실용 Denver sub-A 부유선별기를 사용하였으 며, 조선 부유선별에 앞서 몰리브덴과 황화물을 제거하기 위한 부유선별을 실시하였다. 그리고 pH 조절제(Na
2CO
3)- 억제제(Na
2SiO
3)- 포수제(Oleic acid)-기포제(Lankropol- 8300) 의 순으로 시약을 첨가하였으며, 이때 광액농도 35%
solids, 입자크기 –200 mesh, 교반속도 1,500 rpm으로 하였 다. 정선과정에서는 교반속도를 1,200 rpm으로 낮추고, pH 조절제, 억제제, 포수제, 기포제의 첨가 없이 실험을 수행하 였다.
Fig. 2. Flowsheet of flotation process.
실험결과 및 고찰
입도크기
부유선별에서 부유되는 광물의 입자크기는 목적하는 광 물의 단체분리가 충분히 이루어져야 하고, 광물입자에 작 용하는 중력과 부력이 물리적으로 문제가 되지 않는 범위 에서 입자 크기가 적절하게 조절되어야 한다. Fig. 3은 시료 의 입자크기가 회중석 부유선별에 미치는 영향을 관찰하기 위한 실험결과를 나타낸 것이다. 실험조건은 광액농도 35%solids, 교반속도 1,500 rpm에서 pH 조절제(Na
2CO
3) 3 kg/ton- 억제제(Na
2SiO
3) 4 kg/ton- 포수제(Oleic acid) 250 g/ton- 기포제(Lankropol-8300) 50 g/ton 순으로 시약 을 첨가하여 실험을 수행하였다. 시약첨가 후 조건시간은 pH 조절제와 억제제를 순서대로 넣고 5분, 포수제와 기포 제 첨가 후 각 1분씩을 부여하였다.
시료의 입자크기가 회중석의 부유선별에 미치는 영향을 관찰하기 위하여 –100 mesh에서 –325 mesh 까지 입도를 제조하여 실험한 결과, WO
3품위는 –200 mesh 입자까지 는 뚜렷한 영향을 미치지 않지만 –325 mesh의 미립자에서 는 감소하는 것을 알 수 있다. 그러나 WO
3회수율은 입자크 기 –200 mesh 까지는 크게 증가하다가 이를 기점으로 입도 가 작아지면 다시 감소하는 것을 알 수 있다. 이와 같이 입자 크기가 325 mesh 이하로 작아지면서 품위가 감소한 이유 는 미립자의 발생이 많아 선택성이 낮아지면서 다량의 맥 석광물들이 포말층으로 이동되었기 때문이다. 일반적으로 입자가 너무 작아지면 단체분리도는 향상되지만 기포와 기 포층 사이의 수층에 미립의 친수성 맥석 광물들이 포획되 어 포말층으로 이동될 확률이 높고, 또한 미립의 맥석광물
들이 교반기의 와류현상과 상승하는 기포 후단에서 발생되 는 진공흐름에 이끌려 정광산물로 이동되기 때문이다. 그 리고 회수율이 –200 mesh 입자를 기점으로 증가하다가 이 보다 입자가 작아지면 다시 감소하는 이유는 –100 mesh와 –150 mesh 입자의 경우 회중석 입자가 비교적 굵어 일부가 부유되지 못하고 광미나 중광으로 처리되기 때문인 것으로 생각된다. 반면 –200 mesh 입자는 굵은 입자에서 부유하지 못했던 회중석이 효과적으로 부유하였기 때문에 회수율이 증가된 것이다. 하지만 –325 mesh 입자의 경우는 기포에 부착하기 어려운 미립의 회중석이 많아 회수율이 감소한 것으로 생각된다.
실험결과 회중석의 부유선별에 가장 효과적인 입자크기 는 Fig. 3에서 보는바와 같이 정광의 품위와 회수율이 가장 높은 –200 mesh로, 이때 WO
3품위와 회수율이 각각 67.6%
와 88.16%인 결과를 얻었다.
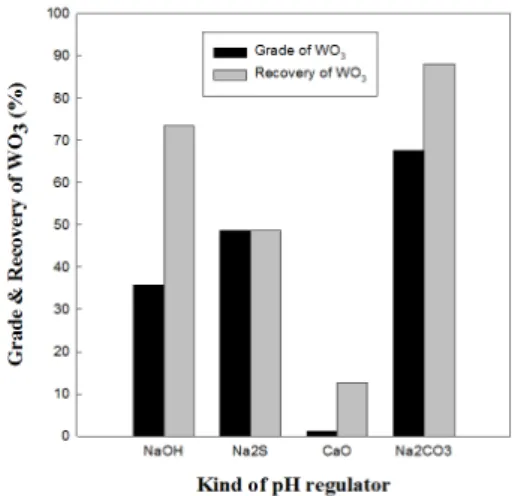
pH 조절제 종류 및 첨가량
중석광을 부유선별 할 때 광액의 pH 조절이 필요하며 일 반적으로 pH 9.5~10.5에서 최적의 회수율을 보인다고 알 려져 있다. 본 연구에서 사용된 포수제인 올레인산은 염기 성 영역에서 이온화도가 크게 증가하여 많은 규산염 맥석 광물과 회중석의 흡착이 활성화 된다. 따라서 회중석 부유 선별에 널리 사용되는 탄산나트륨을 비롯하여 대표적인 염 기성 pH조절제인 NaOH, CaO 그리고 Na
2S 선택하여 부유 선별에 미치는 영향을 비교하고자 하였다.
Fig. 4 는 pH 조절제 종류 변화에 따른 회중석 부유선별 특성을 관찰하기 위한 실험결과를 나타낸 것이다. 실험결 과, 가장 선별 효율이 좋은 pH 조절제는 탄산나트륨으로 규
Fig. 3. Effect of particle size on WO
3grade and recovery in scheelite froth flotation.
Fig. 4. Effect of kind of pH regulator on WO
3grade and
recovery in scheelite froth flotation.
명되었으며, 정광의 품위와 회수율이 각각 67.6%WO
3와 88.16% 로 가장 높은 결과를 나타내었다. NaOH와 Na
2S 의 경우, 정광의 품위 및 회수율이 저조한 것을 알 수 있었다.
또한 품위와 회수율이 각각 1.21%WO
3와 12.62%인 CaO 의 경우는 뚜렷한 선별효율을 보여주지 못하였다. 본 연구 에서는 탄산나트륨을 pH 조절제로 사용하였다. 그러나 실 험 결과에서 나타난 바와 같이 탄산나트륨은 pH 조절제의 역할만이 아닌 탄산나트륨의 사용여부가 회중석 부유선별 에 있어 중요한 변수로 작용한다는 것을 알 수 있다.
Fig. 5 는 앞선 실험에서 선정된 탄산나트륨을 가지고 첨가 량에 따른 회중석 정광의 품위와 회수율을 나타낸 것이다. 실 험조건은 광액농도 35%solid, 입자크기 –200 mesh, 교반속 도 1,500 rpm에서 pH 조절제(Na
2CO
3)- 억제제(Na
2SiO
3) 4 kg/ton- 포수제(Oleic acid) 250 g/ton-기포제(Lankropol- 8300) 50 g/ton 순으로 시약을 첨가하여 실험을 수행하였다.
실험결과, 탄산나트륨이 증가함에 따라 회중석의 회수율 또한 증가하는 것을 알 수 있었으며, 품위는 3 kg/ton 까지 는 비슷한 경향을 보이다 이보다 첨가량이 증가하면 급격 히 떨어지는 것을 알 수 있었다. 이는 탄산나트륨이 첨가 되 더라도 규산나트륨은 규산염 맥석 광물뿐만 아니라 Ca 이 온 함유광물들까지 억제효과를 강하게 유지하는 것을 알 수 있는데, 회중석의 경우에는 탄산나트륨이 첨가되면 규 산나트륨의 억제효과를 받지 않고 포수제에 의한 소수성 표면 특성을 유지하는 것으로 판단되어 회수율이 크게 상 승하는 것으로 보인다. 따라서 Fig. 9에서 나타난 바와 같이 pH 조절제 3 kg/ton을 최적조건으로 판단하였으며, 이때 WO
3품위와 회수율이 각각 67.6%WO
3와 88.16%인 정광 을 회수 하였다.
억제제 첨가량
Fig. 6 은 억제제 첨가량이 회중석 부유선별에 미치는 영 향을 관찰하기 위하여, 맥석광물의 상당량을 이루고 있는 규산염 광물의 억제에 효과적인 Na
2SiO
3를 선정하여, 1 kg/ton 에서 5 kg/ton까지 변화하며 실험한 결과이다. 억제 제 첨가량 변화 실험결과, 억제제의 첨가량이 증가할수록 품위는 증가하고 회수율은 감소하는 경향을 알 수 있다. 그 러나 억제제 첨가량 4 kg/ton을 기점으로 WO
3품위와 회수 율의 임계점이 나타남을 알 수 있다. 즉, 이보다 억제제의 첨가량이 증가하면 더 이상 뚜렷한 품위의 증가 없이 회수 율만 크게 감소하는 것을 알 수 있으며, 반대로 이보다 억제 제의 첨가량이 적으면 뚜렷한 회수율의 증가 없이 품위가 크게 감소되는 것을 알 수 있다. 즉, 억제제의 첨가량이 증 가함에 따라 규산염광물이 보다 강하게 친수화 되어 이들 의 부유가 억제되어 품위가 증가한 것을 알 수 있다. 억제제 첨가량 4 kg/ton을 기점으로 이보다 첨가량이 작은 조건에 서는 회수율은 높으나 품위는 낮다. 이는 맥석광물인 규산 염광물들이 충분히 억제되지 못하였기 때문인 것으로 판단 된다. 억제제 첨가량이 4 kg/ton보다 증가하면 뚜렷한 품위 의 증가 없이 단체분리가 안 된 입자들과 일부 회중석도 함 께 억제되어 회수율이 급격히 감소하는 것을 알 수 있다. 따 라서 Fig. 10에서 나타난 바와 같이 회중석의 품위와 회수 율을 고려하여 4 kg/ton을 최적조건으로 판단하였다.
pH 조절제 및 억제제 첨가 후 조건시간
Fig. 7 은 앞선 실험에서 선정된 pH 조절제인 탄산나트륨 과, 억제제인 규산소다를 실험과정에서 순서대로 넣고 반 응시간이 회중석 부유선별에 미치는 영향을 관찰하기 위하 Fig. 5. Effect of dosage of pH regulator on WO
3grade and
recovery in scheelite froth flotation.
Fig. 6. Effect of dosage of depressant on WO
3grade and
recovery in scheelite froth flotation.
여 반응시간을 1 min.에서 7 min.까지 변화하며 실험한 결 과를 나타낸 것이다. 실험조건은 광액농도 35%solid, 교반 속도 1,500 rpm에서 pH 조절제(Na
2CO
3) 3 kg/ton- 억제제 (Na
2SiO
3) 4 kg/ton- 포수제(Oleic acid) 250 g/ton-기포제 (Lankropol-8300) 50g/ton 순으로 시약을 첨가하여 실험 을 수행하였다. 실험 결과, 반응시간을 많이 부여할수록 품 위는 증가하나 회수율은 감소하는 경향을 나타내었다. 반 응시간이 3 min.보다 짧으면 맥석광물들의 억제효과가 낮 아 품위가 낮아지고 5 min.보다 길어지면 뚜렷한 품위의 증 가 없이 회수율이 감소되는 것을 확인할 수 있었다. 따라서 정광의 품위와 회수율을 고려하여 pH 조절제 및 억제제 첨 가후의 반응시간이 5 min.일 때 가장 우수한 효율을 나타내 었으며, 이때 품위와 회수율이 각각 67.6%WO
3와 88.16%
인 정광을 회수하였다.
포수제 종류
회중석을 부유선별하기 위한 포수제로는 올레인산이나 올레인산 소다와 같은 수산형(Oxyhydryl) 포수제를 사용 한다. 또한 비교적 최근에 개발된 CYTEC사의 AERO 726 과 CLARIANT사의 FS-2와 같이 수산형 포수제 4가지를 선택하여 회중석 부유선별에 미치는 영향을 비교하고자 하 였다.
Fig. 8 은 포수제 종류 변화에 따른 회중석 부유선별 특성 을 관찰하기 위한 실험결과를 나타낸 것이다. 실험조건은 광액농도 35%solid, 입자크기 –200 mesh, 교반속도 1,500 rpm 에서 pH 조절제(Na
2CO
3) 3 kg/ton- 억제제(Na
2SiO
3) 4 kg/ton- 포수제 250 g/ton-기포제(Lankropol-8300) 50 g/ton 순으로 시약을 첨가하여 실험을 수행하였다.
실험결과, 가장 선별 효율이 좋은 포수제로는 올레인산 으로 규명되었으며, 이때 정광의 품위와 회수율이 각각 67.6%WO
3와 88.16%로 가장 높은 결과를 나타내었다. 올 레인산 소다의 경우, 실험결과 품위는 65.74%WO
3로 양호 하나 회수율이 68.47%로 4가지 중 가장 낮게 나타났다. 또 한 비교적 최근에 개발된 AERO 726과 FS-2의 경우, AERO 726 은 정광의 품위와 회수율이 각각 62.58%WO
3와 75.05%로 비교적 양호한 품위와 회수율을 보였지만 올 레인산에 비해 낮은 선별효율을 보였으며, FS-2는 정광의 품위와 회수율이 각각 34.82%WO
3와 73.55%로 회수율은 양호하나 품위가 저조한 것을 알 수 있다. 따라서 Fig. 4에 나타난 바와 같이 올레인산을 최적 포수제로 선정하였다.
포수제 첨가량 및 조건시간
Fig. 9 는 포수제 첨가량이 회중석 부유선별에 미치는 영 향을 관찰하기 위하여, 포수제를 100 g/ton에서 300 g/ton 까지 변화하며 실험한 결과를 나타낸 것이다. 포수제 첨가 량 변화실험 결과, 포수제 첨가량이 증가할수록 WO
3의 품 위와 회수율이 증가하다가 250 g/ton을 기점으로, 이보다 첨가량이 증가하면 더 이상의 뚜렷한 회수율과 품위의 증 가가 없음을 알 수 있다. 한편, 포수제인 올레인산은 14°C 이하부터 고화되기 시작하므로 모든 실험에서는 광액의 온 도를 25°C이상 유지하면서 실험을 실시하였다.
포수제 첨가량이 250 g/ton보다 적을 경우 품위와 회수율 이 모두 낮아, 상당량의 회중석이 부유되지 않았음을 확인 할 수 있었다. 이는 포수제로 사용한 올레인산의 경우 목적 하고자 하는 광물에 대한 선택성이 낮아 Ca 함유광물 및 Fe 산화광물과 함께 회중석을 점진적으로 포집하기 때문인 것 Fig. 7. Effect of condition times on WO
3grade and recovery
in scheelite froth flotation.
Fig. 8. Effect of kind of collector on WO
3grade and recovery
in scheelite froth flotation.
으로 판단된다. 그리고 포수제의 첨가량이 적을 경우 품위 가 낮은 이유는 포수제에 의해 포집된 회중석이 약한 플록 (floc) 을 형성하여 이들 사이에 존재하는 맥석광물들이 정 광 속에 포획되어 회수되었기 때문이다. 포수제 첨가량이 300 g/ton 으로 증가하면 뚜렷한 회수율의 증가 없이 품위 만 미미하게 감소하는데, 이는 포수제 첨가량 250 g/ton과 비교했을 때 선별효율의 뚜렷한 차이 없이 시약 사용량만 증가되는 것을 알 수 있다. 따라서 본 연구에서는 WO
3의 품 위와 회수율이 각각 67.6%WO
3와 88.16%로 포수제 첨가 량 250 g/ton이 최적 실험 조건임을 알 수 있다.
Fig. 10 은 포수제의 반응시간이 회중석 부유선별에 미치 는 영향을 관찰하기 위하여, 반응시간을 0.5 min.에서 5 min. 까지 변화하며 실험한 결과를 나타낸 것이다. 실험조 건은 광액농도 35%solid, 교반속도 1,500 rpm에서 pH 조 절제(Na
2CO
3) 3 kg/ton- 억제제(Na
2SiO
3) 4 kg/ton- 포수제 (Oleic acid) 250 g/ton- 기포제(Lankropol-8300) 50 g/ton 순으로 시약을 첨가하여 실험을 수행하였다. 실험 결과, 포 수제의 반응시간을 많이 부여할수록 회수율은 증가하나 품 위는 감소하는 경향을 나타내었다. 특히, 1 min.을 기점으 로 반응시간이 늘어날수록 회수율은 미미하게 증가하나 품 위는 급격하게 떨어지는 것을 알 수 있다. 이는 지방산계열 의 포수제(Oleic acid)를 사용할 경우 목적하고자 하는 광 물에 대한 선택성이 낮아 반응시간이 길어질수록 회중석뿐 만 아니라 Ca 함유광물 및 Fe 산화광물등과 같은 맥석광물 들까지도 같이 회수를 하기 때문인 것으로 판단된다. 따라 서 Fig. 10에 나타난 바와 같이 WO
3의 품위와 회수율이 각 각 67.6%WO
3와 88.16%로 포수제 반응시간 1 min.을 최 적조건으로 판단하였다.
기포제 종류
기포제는 pH 감도에 따라 산성, 염기성, 중성으로 분류할 수 있으며, 같은 분류로 나눠지더라도 기포제가 지닌 특성 에 따라 그 능력이 달라진다. Akzonoble사의 제품인 Lankropol-8300 은 중성 기포제에 속한다. Lankropol-8300 이외에 중성기포제로는 Pine oil, AF 65(Aerofroth 65), MIBC(Methyl isobutyl carbinol) 등이 있다. 이에 중성 기 포제 4종을 선택하여 회중석 부유선별 효율에 미치는 영향 을 비교하였다.
Fig. 11 은 기포제 종류의 변화에 따른 회중석 부유선별 특성을 관찰하기 위한 실험결과를 나타낸 것이다. 광액농 도 35%solid, 입자크기 –200 mesh, 교반속도 1,500 rpm에 서 pH 조절제(Na
2CO
3) 3 kg/ton- 억제제(Na
2SiO
3) 4 kg/ton- 포수제(Oleic acid) 250 g/ton-기포제 50 g/ton 순으로 시약 을 첨가하여 실험을 수행하였다.
실험결과, Lankropol-8300의 경우 정광의 품위와 회수 율이 각각 67.6%WO
3와 88.16%로 가장 효과적인 기포제 임을 확인하였다. Pine oil과 MIBC의 경우, Lankropol- 8300 과 비교해 품위 및 회수율이 상대적으로 낮은 것을 알 수 있으나, 양호한 선별효율을 보인다. 반면, AF 65의 경우 회중석 정광의 품위가 27.86%WO
3로 선별효율이 가장 저 조하다는 것을 알 수 있다. 이는 4가지의 기포제 중 다른 기 포제들에 비해 포수작용 능력을 가지고 있는 AF 65의 강한 표면 활성화 기능으로 회중석을 비롯하여 친수성 광물들까 지 포집하여 정광으로 회수되기 때문인 것으로 판단된다.
따라서 Fig. 7에서 나타난 바와 같이 Lankropol-8300을 최 적 기포제로 선정하였다.
Fig. 9. Effect of dosage of collector on WO
3grade and recovery in scheelite froth flotation.
Fig. 10. Effect of condition times on WO
3grade and recovery
in scheelite froth flotation.
부선시약 첨가순서
Fig. 12 는 시약 첨가 순서 변화에 따른 회중석 부유선별 특 성을 관찰하기 위한 실험결과를 나타낸 것이다. 실험조건은 광 액농도 35% solid, 입자크기 –200 mesh, 교반속도 1,500 rpm 에서 pH 조절제(Na
2CO
3) 3 kg/ton- 억제제(Na
2SiO
3) 4 kg/ton- 포수제(Oleic acid) 250 g/ton-기포제(Lankropol- 8300) 50 g/ton 를 사용하여 실험을 수행하였다.
시약 첨가 순서 변화 실험결과 (A)는 pH조절제-억제제- 포수제-기포제의 순서로 첨가한 경우로 본 연구에서 실시 한 공정도 순서이며, 가장 높은 부선효과를 보이고 있다. 반
면, (B)는 억제제-pH조절제-포수제-기포제의 순서로 첨가 한 경우로 회중석 정광의 품위와 회수율이 각각 1.21%
WO
3와 0.17%로 매우 저조한 것을 알 수 있다. 이는 첨가된 규산나트륨이 광액 중 발생시킨 HSiO
3-이온의 과잉 생성 영향으로 광물들의 표면에 먼저 강력하게 작용하므로 나중 에 첨가된 탄산나트륨의 영향을 광물들이 전혀 받지 못하 는 것으로 판단된다. 따라서 Fig. 7에서 나타난 바와 같이 WO
3의 품위와 회수율이 각각 67.6%WO
3와 88.16%로 높 게 나타났으므로 pH 조절제-억제제-포수제-기포제 순서 를 최적조건으로 판단하였다.
정선횟수
Fig. 13 은 정선횟수 변화가 회중석의 부유선별에 미치는 영향을 규명하기 위해 정선횟수를 0회에서 4회까지 변화 하며 실험한 결과이다. 일반적으로 1차 조선부유선별 에서 는 광액 중 다량 존재하는 맥석광물들이 비선택적으로 포 말층으로 이동되기 때문에 품위향상을 위해서는 반듯이 정 선과정이 필요하다. 즉, 조선 부유선별에서 회수된 조선 정 광중에 존재하는 맥석광물들은 회수율의 큰 감소가 없는 조건에서 높은 품위를 얻을 수 있는 정선이 필요한 것이다.
실험결과 조선 부유선별에서 회수된 정광의 경우 회수율 은 높지만 WO
3품위가 매우 낮아 품위향상을 위한 정선과 정이 필요함을 알 수 있다. 즉, 정선횟수가 증가함에 따라 맥석 광물들이 제거되어 WO
3의 품위는 증가하지만 회수 율이 감소하는 것을 알 수 있다.
즉, 정선횟수 0회에서는 WO
3의 품위와 회수율이 각각 17.99%WO
3와 94.34%로 회수율은 매우 높으나, 맥석광물 들의 혼입이 많아 WO
3의 품위가 낮기 때문에 선별효율이 Fig. 11. Effect of kind of frother on WO
3grade and recovery
in scheelite froth flotation.
Fig. 12. Effect of adding sequence of reagents on WO
3grade and recovery in scheelite froth flotation. (A) pH regulator- depressant-collector-frother, (B) depressant-pH regulator- collector-frother.
Fig. 13. Effect of cleaning times on WO
3grade and recovery
in scheelite froth flotation.
낮은 것을 알 수 있다. 반면 정선횟수 3회에서는 WO
3의 품 위와 회수율이 각각 67.6%와 88.16%로 정선횟수 0회에 비 해 회수율은 감소하였지만 품위가 약 50%p나 증가하여, 선 별효율이 크게 증가한 것을 알 수 있다. 그러나 정선횟수가 4 회로 증가하게 되면 품위의 증가는 미미하나 scheelite에 대한 포집력의 감소로 인하여 회수율이 감소하여 선별효율 이 떨어지는 것을 알 수 있다. 따라서 본 연구에서는 정선횟 수 3회를 최적조건으로 판단하였다.
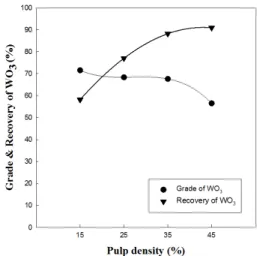
광액농도
광액점도에 영향을 미치는 광액농도는 부유선별 결과에 영향을 미치는 중요한 요소이다. 높은 광액점도는 공기분 산과 좋은 기포를 형성하는데 방해를 하여 회수율에 악영 향을 끼친다. 이는 양기석과 각섬석 등의 점토나 형석과 같 은 미세광물 때문이다. 높은 pH 조건에서 이러한 광물들이 존재하는 경우, 광액 점도를 증가시키는 경향이 있다. 일반 적으로 조선부선에서는 광액농도를 25~40%로 수행한다.
정선부선은 일반적으로 조선부선과 비교하여 낮은 광액농 도에서 수행한다. 낮은 광액농도는 좋은 기포생성과 배수 를 촉진함으로써 높은 품위의 정광을 생산하는데 용이하 다.
Fig. 14 는 광액농도가 회중석 부유선별에 미치는 영향을 관찰하기 위한 실험결과를 나타낸 것이다. 실험조건은 입 자크기 –200 mesh, 교반속도 1,500 rpm에서 pH 조절제 (Na
2CO
3) 3 kg/ton- 억제제(Na
2SiO
3) 4 kg/ton- 포수제(Oleic acid) 250 g/ton- 기포제(Lankropol-8300) 50 g/ton 순으로 시약을 첨가하여 실험을 수행하였다.
광액농도를 15%solid에서 45%solid까지 변화하여 각각 실험한 결과, 광액농도가 증가할수록 회중석 정광의 품위 는 비슷한 경향을 보이다가 35%solid를 기점으로 이보다 광액농도가 더 높아지면 품위가 감소하는 경향을 보인다.
반면, 회수율은 광액농도가 증가할수록 차츰 증가하는 경 향을 보인다. 이는 광액농도 35%solid 이상으로 증가하면 맥석광물과 회중석 입자 간의 자유공간이 충분하지 않아 포수제의 선택성이 낮아져 회중석뿐만 아니라 맥석광물까 지 포집하기 때문에 품위는 낮아지며 회수율은 증가하는 것으로 판단된다. 광액농도 15%solid에서 품위는 71.55%
WO
3로 가장 높으나, 회수율이 58.14%로 가장 낮으며, 광 액농도 25%solid와 35%solid의 품위는 68.35%WO
3와 67.6%WO
3로 비슷한 경향을 보이나 회수율은 35%solid에 서 88.16%로 25%solid 조건에서 76.98%보다 더 높게 나 타났다. 광액농도 35%solid이상은 뚜렷한 회수율의 증가 없이 품위만 감소하는 것을 알 수 있다. 따라서 Fig. 12에서 나타난 바와 같이 본 연구에서는 품위와 회수율을 고려하 여 광액농도 35%solid를 최적조건으로 선정하였다.
실험산물 사진
Fig. 15 는 본 연구의 공정인 회중석 부유선별 실험에서 회수된 산물 사진을 각각 나타낸 것이다. 광미에서 정광으 로 갈수록 색이 점점 밝아지는 경향을 보이고 있다. 광미와 중광1의 경우 석영, 장석 그리고 운모와 같은 규산염광물들 이 혼재되어 있어 비교적 짙은 색을 띄고 있는 것을 알 수 있 다. 그러나 정선 부선이 진행 될수록 흑운모, 녹니석 등의 유색광물이 제거가 되고, 회중석이 농축이 되면서 최종정 광은 밝은 회색을 띄는 것을 알 수 있다.
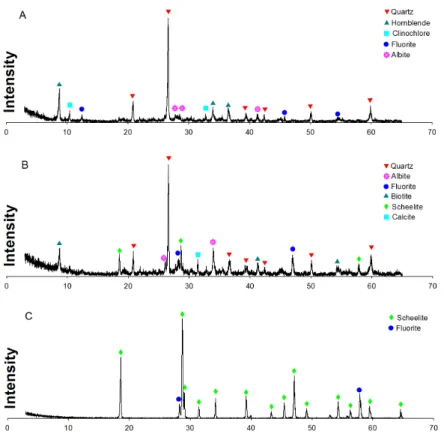
XRD 분석
Fig. 16 은 회중석 부유선별 실험에서 회수한 산물 중 광 미, 중광1, 최종 정광의 XRD 분석결과를 나타낸 것이다. 광 미의 경우 규산염 광물의 피크만 나타나며, 그 중 석영이 가 장 높은 비율을 차지하고 있었다. 반면, 회중석의 피크는 나 타나지 않아 선별효율이 좋은 것을 알 수 있다. 중광1의 경 우 회중석의 피크가 미미하게 나타났으며, 여전히 많은 규 산염 맥석광물들의 피크가 나타나는 것을 알 수 있다. 최종 회중석 정광의 경우, 원광에 많이 존재하던 규산염 맥석광 물인 석영, 녹니석, 조장석 그리고 각섬석 피크는 사라진 것 으로 보아 규산염광물들의 억제 및 제거가 효과적으로 이루 어졌다고 판단된다. 비록 소량이지만 형석이 최종정광에 존 재함을 확인 할 수 있었다. 이는 포수제로 사용된 올레인산 에 의해 이온화 된 유기산염 음이온(C
17H
33COO
-) 이 금속이 온(Ca
2+) 에 흡착되어 불용성 금속염을 형성한 후, 광물표면 을 소수성으로 만들기 때문에 회중석과 함께 회수된 것으 로 판단된다.
Fig. 14. Effect of pulp density on WO
3grade and recovery in
scheelite froth flotation.
결 론
본 연구에서는 강원도 영월군 상동광산에서 채취한 중석 광을 대상으로 선별효율 향상을 위한 부유선별 특성에 관
한 연구를 수행하였다. 올레인산을 포수제로 선정하여 포 수제 및 기포제의 종류, 시약첨가 순서, 광액의 농도 및 시 료의 입자크기 등과 같은 조건변화 실험을 통해 가장 효율 적인 조건을 선정하였다.
Fig. 15. Photo of products recovered from each flotation stage.
Fig. 16. XRD analysis of products. (A) tailing, (B) middling 1, (C) final scheelite concentrate.
1. 본 실험에 사용한 원광석의 중석 품위는 약 0.75%WO
3정도이며, SiO
2와 Al
2O
3함량이 각각 52.56%와 9.93%
로 높았으며, 그 밖에 CaO, Fe
2O
3, MgO 성분들은 미량 존재하는 것으로 확인되었다. 광물감정 결과, 중석의 광 석광물은 회중석(CaWO
4) 이었으며, 주요 맥석광물은 석영, 조장석, 흑운모, 녹니석과 같은 규산염광물로 구성 되어 있었다. 또한 원광 XRD 분석에서는 확인이 되지 않 았으나, 회수된 중석 농축산물의 XRD 분석결과를 통해 회중석과 물리화학적 표면 특성이 같은 방해석, 인회석, 형석과 같은 Ca 이온 함유광물이 원광에 혼재되어 있는 것으로 확인되었다.
2. pH 조절제인 탄산나트륨과 억제제인 규산나트륨의 첨가 를 통하여 pH 조절제(Na
2CO
3) 3 kg/ton, 억제제 (Na
2SiO
3) 4 kg/ton, 포수제(Oleic acid) 250g/ton, 기포 제(Lankropol-8300) 50g/ton 조건에서 회중석 정광의 품위와 회수율이 각각 67.6%WO
3와 88.16%인 정광을 회수하였다.
3. 올레인산 포수제를 이용한 부유선별의 최적 실험조건을 종합해보면, pH 조절제는 탄산나트륨, 억제제는 규산나 트륨, 포수제는 올레인산, 기포제는 Lankropol-8300이 가장 좋은 선별효율을 보였다. 또한 광액농도는 35%solid, 시료의 입자크기는 –200 mesh, 교반속도는 조선부선에서는 1,500 rpm, 정선부선에서는 1,200 rpm 에서 최종 정광을 회수하였다.
4. 회수된 각 실험산물의 XRD 분석결과, 광미의 경우 규산 염광물의 피크가 나타났으며 대부분이 석영임을 확인하 였다. 중광1의 경우 회중석의 피크가 미미하게 나타나지 만 대부분이 규산염광물들의 피크들로 나타났다. 최종 정광의 경우, 원광에 많이 존재하던 규산염 맥석광물인 석영, 녹니석, 조장석 그리고 각섬석 피크는 사라진 것으 로 보아 규산염광물들의 억제 및 제거가 효과적으로 이 루어졌음을 알 수 있었다.
사 사
본 연구는 한국지질자원연구원의 주요사업(17-3212)의 지원으로 수행되었습니다.
References
Afanas’eva, T.A., Volyanskii, B.M., Galich, V.M., Gerasimov, Y.V., Kriveleva, E.D., and Ustinov, I.D., 1976, Features of the action of hydroxyhydryl collectors during scheelite flotation, Obogashchenie Rud, 21(5), 20-24.
Arnold, R., Browabill, E.F., and Ihls, S.W., 1978, Hallimond
tube flotation of scheelite and calcite with amines, Int J Miner Process, 5, 143-152.
Bahr, A. and Koser, H., 1975, Selective depression of silicates in scheelite flotation with fatty acids, Proceedings of 11th International Mineral Processing Congress, Rome, p.
691-712.
Baranov, F.N,, 1971, Geochemistry of tungsten, Int Geol Rev, 13, 332-344.
Changgen, L. and Yongxin, L., 1983, Selective flotation of scheelite from calcium minerals with sodium oleate as a collector and phosphates as modifiers, Ⅱ. The mechanism of the interaction between phosphate modifiers and minerals, Int J Miner Process, 10, 219-235.
Choi, H.K., Baek, S.H., Kim, S.G., Koh, S.M., and Jeon, H.S., Froth Flotation Characteristics of Cassiterite ores with Oleic Acid in Acidic Region, The Korean Society of Mineral and Energy Resources Engineers, 52(3), 294-301.
Collins, D.N., Wright, R., and Watson, D., 1984, Use of alkyl iminobismethylene phosphonic acids collectors for oxide and salt-type minerals, In Reagents in the Minerals Industry, 1-12.
Cotelo Neiva, J.M., 1972, Tin-tungsten deposits and granites from northern Portugal, International Geological Congress, 24, 282-288.
Edward, Z.J. and Nuim, K., 1977, Flotation of scheelite from calcite with a microbial based collector, Patent specification 4046678, USA, p. 1-12.
Fukazawa, K. and Iwaki, J.A., 1977, Froth flotation process for recovering scheelite, Patent specification 4040519, USA, p. 9.
Hanna, H.S. and Somasundaran, P., 1976, Flotation of salt-type minerals, Flotation-A.M Gaudin Memorial, AIME, New York, Part 1, p. 199-203.
Hu, Y. and Xu, Z., 2003, Interactions of amphoteric amino phosphoric acids with calcium-containing minerals and selective flotation, Int J Miner Process, 72, 87-94.
IIhan, S., Kalpakli, A.O., Kahruman, C., and Yusufoglu, I., 2013, The investigation of dissolution behavior of gangue materials during the dissolution of scheelite concentrate in oxalic acid solution, Hydrometallurgy, 136, 15-26.
Kovalenko, V.I. and Yasyukeyich, S.M., 1954, Selective separation of scheelite from the primary concentrates by flotation, Tsvetnykh Metal, 24, 26-29.
Linsheng, W., Liang, Y., Yongming, C., Lifu, Z., and Hongchao, L., 2015, Synthesis of scheelite with wolframite and calcium carbonate by a direct solid-state synthesis route, Int J Refract Metals Hard Mater, 48, 301-304.
Mercade, V., 1983, New pathways to tungsten flotation,
E&MJ-Engineering and Mining Journal, 184, 52-58.
Olin, E.J., Carson, H.B., and Ball, B., 1982, Scheelite flotation, Patent specification 4366050, USA, p. 7.
Ozcan, O., Bulutcu, A.N., Sayan, P., and Recepoglu, O., 1994, Scheelite flotation : a new scheme using oleoyl sarcosine as collector and alkyl oxine as modifier, Int J Miner Process, 42, 111-120.
Qing, S., Qiming, F., Guofan, Z., and Hong, D., 2014, A novel method to improve depressants actions on calcite flotation, Minerals Engineering, 55, 186-189.
Rai, B., Sathish, P., Tanwar, P., Pradip, Moon, K.S., and Fuerstenau, D.W., 2011, A molecular dynamics study of the interaction of oleate and dodecylammonium chloride surfactants with complex aluminosilicate minerals, J Colloid Interface Sci, 362, 510-516.
Tommy, K., Anuttam, P., Kota, H.R., Romain, B., and Krister, H., 2015, Flotation selectivity of novel alkyl dicarboxylate
reagents for apatite-calcite separation, J Colloid Interface Sci, 445, 40-47.
Vazquez, L.A., Ramachandran, S., and Grauerholz, N.L., 1976, Selective flotation of scheelite, Flotation-A.M Gaudin Memorial, AIME, New York, 1, 580-596.
Vedova, R. and Grauerholz, N.L., 1977, Method for recovering scheelite from tungsten ores by flotation, Patent specification 4054442, USA, p. 3.
Volyanskii, B.M., Galich, V.M., Gerasimov, Y,V., and Ustinov, I,D., 1976, Increasing the effectiveness of hydroxyhydryl collector during scheelite flotation, Obogashchenie Rud, 21, 3-4.
Zhiyong, G., Ding, B., Wei, S., Xuefeng, C., and Yuehua, H., 2015, Selective flotation of scheelite from calcite and fluorite using a collector mixture, Minerals Engineering, 72, 23-26.
전 호 석
1988 년 강원대학교, 자원공학과 공학사 1990 년 강원대학교, 자원공학과 공학석사 1994 년 강원대학교, 자원공학과 공학박사
현재 한국지질자원연구원 광물자원연구본부 책임연구원 과학기술연합대학교 자원순환공학과 교수 (E-mail; [email protected])
고 병 헌
현재 한국지질자원연구원 ( 本 學會誌 第52券 第6号 參照)
김 병 곤
현재 한국지질자원연구원 광물자원연구본부 책임연구원 과학기술연합대학교 자원순환공학과 교수 ( 本 學會誌 第53券 第3号 參照)
김 수 강
2012 년 한국해양대학교 공과대학 에너 지자원공학과 공학사
2017 년 ㈜씨큐브 연구원
현재 한국지질자원연구원 (E-mail; [email protected])
백 상 호