선상가열시 이동열원 조건에 따른 가열 판재의 온도분포에 관한 연구
최윤환†․이연원
1
․최광2
(원고접수일:2010년 3월 26일, 원고수정일:2010년 7월 27일, 심사완료일:2010년 7월 28일)
Study on Temperature Distribution for Various Conditions of Moving Heating Source During Line Heating Process
Yoon-Hwan Choi†․Yeon-Won Lee
1
․Kwang Choi2
요 약 : 선박 건조공정에서 외피의 곡면 가공에 많이 사용하는 가공법을 선상가열법이라고 한다. 선상가 열법은 엔지니어의 숙련도에 따라 품질의 차이가 커지기 때문에 현재에는 엔지니어의 숙련도에 의존하지 않는 자동화기기를 사용하여 선상가열을 수행하는 경우가 많다. 본 연구에서는 자동화기기를 사용한 선상 가열에 의한 가열판재의 온도분포를 조사하고자 한다. 선상가열시 적용되는 주요한 변수는 가열원의 이동 속도, 강도 및 가열 방식 등이 있으며, 본 연구에서는 세 가지 변수를 중심으로 가열판재의 표면 및 내부 온도가 어떻게 변화하는지를 조사하였다. 해석결과 가열원의 이동속도가 빨라질수록 판재의 피크온도는 낮게 형성되는 것을 확인하였고, 또한 열원의 크기에 따른 피크온도 및 온도분포가 선형적으로 변화하는 것을 정량적으로 계산할 수 있었다.
주제어 : 이동열원, 선상가열, 잔류변형, 피크온도, 전도열전달
Abstract:
Line heating is a manufacture method, which was widely used to machining a curved surface in the ship construction. The qualities using by line heating are very difference compare to the proficiency level of the engineer. So it's mainly depend on the automation equipment instead of the proficiency level engineer. In this study, it would be investigate the temperature distribution of the heating plate, which was used by the automation equipment according to line heating. The main factors are the moving velocity of the heating source, strength and the heating method separately, in temperature distribution while line heating. In this paper, it was investigated the temperature change with the vary of each three variables. The numerical result showed that peak temperature decrease if the moving velocity of the heating source increased.It can also calculate the change quantitatively that the peak temperature and temperature distribution changed linearly with the vary of the heating source.
Key words:
Moving heat source, Line heating, Residual deformation, Peak temperature, Conductive heat transfer†교신저자(부경대학교 스마트기계사업단, E-mail:[email protected], Tel: 051-629-6162) 1 부경대학교 기계자동차공학과
2 포항산업과학연구원
1. 서 론
선박의 외피는 평판과 곡면이 동시에 존재하는 구조를 가지고 있다. 외피 중 평판에 대한 가공은
판재 성형 시 결정되기 때문에 선박 건조 시 별도 의 공정을 거치지 않고 외피를 성형하지만 곡면 성 형시는 판재를 가공하는 과정을 거치게 되는데 이
때 가열면의 잔류변형을 이용하여 곡면을 가공하는 방법을 선상가열법이라고 한다[1]. Figure 1은 가열토치에 의한 선상가열 작업의 예를 나타내고 있다.
현대의 선박 건조 공정 중에서 판재의 절단, 용 접 및 파이프의 굽힘 등의 작업은 대부분이 자동화 공정으로 이루어져 있다. 그러나 선상가열법에 의 한 곡면 가공은 가열속도, 열원의 특성, 초기형상, 냉각방법, 냉각속도 등 많은 작업변수에 의해 가공 형상이 달라지는 복잡성 때문에 자동화가 미흡하 며, 가공과정을 숙련된 기능인력의 작업 경험에 전 적으로 의존하고 있는 실정이다. 또한 기능인력의 노령화로 인한 임금 상승 및 원활한 기술의 이전 등이 문제로 대두되고 있다. 따라서, 현재의 선박 가공에서 선상가열 공정의 자동화 공정의 필요성이 절실히 요구되고 있다[2,3].
Figure 1: Photo of line heating process by heating
torch선상가열 작업은 가스버너를 사용하여 강판표면 을 선 형태로 이동시키면서 가열하고, 그 열에 의 해 강판을 구부리는 작업이기 때문에 가열에 의한 강판의 휨 정도는 연료가스의 물성, 유량 및 가스 노즐의 높이, 이동속도 등의 조건에 따라 다르기 때문에, 필요한 굽힘 정도를 얻기 위한 가열조건은 해석적으로 구하기 어려운 실정이다[4]. 따라서 본 연구에서는 선상가열 작업에 있어서 판재에 열원이 가해졌을 때 판재 표면의 열량을 산정하여 표면에 서 판재 내부로 열이 전달되는 과정만을 고려한 3 차원 열전도 해석을 수행하고자 한다. 열전도 해석
에 의한 판재 내부의 열전달 해석은 유동해석에 의 한 방법에 비해 열전도 방정식을 고려한 해석을 수 행한다. 열전도 해석으로 인해서 해석 시간이 적게 소요되고 해석 난이도가 낮다는 장점을 가지고 있 다. 그리고 열원의 조건에 따른 가열판재의 온도분 포를 예측하는 것에는 크게 문제가 없으므로 본 연 구에서는 열전도 해석을 활용하여 이동하는 가열원 의 열량 및 가열원의 형태와 가열원의 이동속도에 따른 가열판재의 표면온도 및 가열과정에서의 온도 분포를 해석하여 계산된 온도분포를 이용하여 평판 의 변형 해석을 위한 기초자료로 활용하고자 한다.
2. 해석모델 및 경계조건
2.1 해석모델
선상가열시 가열 판재의 온도분포에 영향을 주는 가장 중요한 변수는 가열원의 크기 즉 가열량 및 가열원의 이동속도이다. 선상가열을 모델링하기 위 하여 가열원인 토치에서 나온 연소가스를 직접 모 델링하는 것이 가장 바람직한 방법이지만, 이 방법 은 연소반응에 대한 해석과 이동열원에 대한 해석 이 동시에 수행되어져야 하기 때문에 복합적인 물 리현상에 대한 해석시간이 많이 소요된다. 따라서 가열원에 대한 정보를 가열소재(구조용 연강)표면 에 직접 적용할 수 있다면 가열소재에 대한 열전도 해석을 통하여 계산을 수행할 수 있으므로 복합해석 에 비하여 난이도 및 계산 시간을 단축할 수 있다.
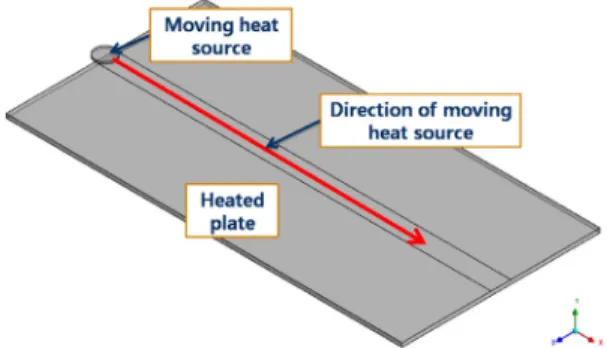
Figure 2: Line heating process with moving heat
sourceFigure 2는 이동가열원에 대한 가열소재 표면 에 가해지는 열량을 모델링하여 전도해석을 수행하
는 것을 도시화한 것이다. 그림에서 가열소재의 Z 축의 1/2 위치에서 X축 방향으로 가열원이 이동하 고 가열원에 의해 소재의 온도가 상승하는 것을 모 델링 하였다. 소재의 크기는 길이 2000mm, 폭 1000mm, 두께 20mm이다.
가열소재의 두께가 증가하면 가열표면에서 두께 방향으로 열전달이 줄어들기 때문에 두께가 두꺼운 소재에 대한 선상가열에서는 두께 20mm와는 다 르게 가열면을 상부와 하부 두 부분으로 각각 가열 하여 곡면가공을 원활하게 수행하도록 배치한다.
Figure 3은 가열면이 상면과 하면에 존재하는 경 우를 도시한 것이다.
Figure 3: Line heating process with bottom moving
heat source2.2 경계조건
실제 토치에서 나온 연소가스는 가열면에 원형으 로 분포하며 중심부에서 가장 온도가 높고 중심에 서 멀어질수록 열량이 적게 공급된다. 가열원에 대 한 열원의 분포는 Rykalin[7]이 제안한 토치에 의한 가열면의 가열량을 아래 식으로 반경과 집중 도의 함수로 나타내었다.
″ m ax
(1)여기서,
″
는 소재면에 가해지는 열량, m ax
는 토 치에서 나오는 최대열량,
는 가열면에 가해지는 토치의 집중도,
은 가열면에서 토치의 중심부에서 떨어진 거리를 나타낸다. 식 (1)을 사용하여 구해 진 열원의 반경에 따른 가열량은 Figure 4와 같 다. 가열량 및 가열소재의 온도분포를 구하기 위해 사용된 상용코드는 CFX-11.0이다. 그림에서 중심부의 열량이 가장 크고 중심에서 멀어질수록 낮은 열량이 나오는 것을 확인할 수 있다. Figure 4의 가열량 분포는 이동하는 열원의 가열량으로 적용되며 본 연구에서 사용된 가열면의 반경은 Moshaiov 등[8]이 제안한 50mm로 설정하였다.
Figure 4: Distributions of heat flux on the heating
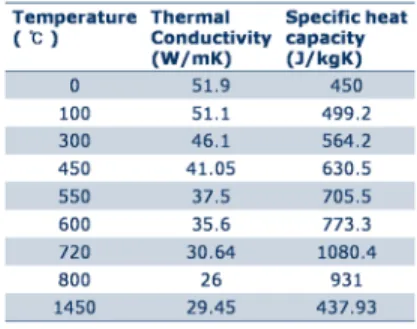
plate선상가열 열전달 해석에서 사용되는 가열판재는 온도에 따라 소재가 가지는 열물성치가 변하게 된 다. 따라서 변하는 열물성치를 선형함수로 변환하여 온도 변화에 따른 소재의 열물성치가 변할 수 있도 록 설정해야 한다. 여기서 소재가 가지는 대표적인 열물성치는 열전도계수와 열용량이 있다. Table 1 은 본 해석에서 사용된 소재에 대한 온도에 따른 물 성치 변화를 나타낸 것이다. 온도의 범위는 0℃∼
1450℃이며 보통 선상가열시 소재가 받는 최고 온 도는 1000℃ 이하이므로 본 해석에 사용된 물성치 는 물성치의 변화를 만족시키는 범위 내에 있다.
Table 1: Material property of the heating plate for
various temperature선상가열에서 중요한 변수는 열원의 이동 속도와 열원의 세기이다. 가열 판재의 두께는 모두 20, 50, 75 100mm이고, 가열원의 이동속도는 7.5, 10.5, 13.5, 17.5mm/s이고 이중가열인 경우 하 면의 가열원의 이동은 상면에 비해 5, 10, 20, 30, 40, 50, 60초가 늦게 이동하는 것으로 설정하였 다. 마지막으로 가열원의 세기
m ax
는 940, 1870, 3500, 7500W이다.3. 해석결과
3.1 이동열원 크기의 영향
열전도해석에 의한 이동하는 열원에 대한 가열소 재의 온도분포를 각 경계조건에 따라 해석하였다.
Figure 5는 열원의 이동속도를 7.5mm/s로 일정 하게 유지시키고 열원의 크기
m ax
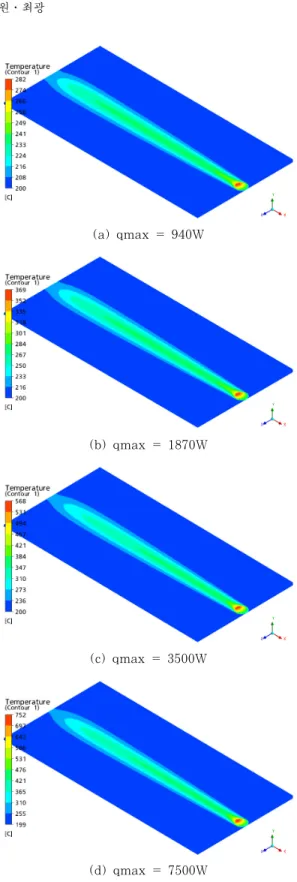
를 940, 1870, 3500, 7500W로 변화시킨 경우에 대하여 가열소 재의 폭 방향인 Z축의 1/2 위치에서 X축 방향으로 의 온도분포를 나타낸 것이다. 이 때 가열소재의 초기 온도는 200℃로 소재가 예열된 상태라고 설 정하였다.Figure 5: Temperature distributions for various heating
source on the heating plate그림에서 가열량이 증가할수록 소재표면의 온도 가 상승하는 것을 확인할 수 있으며, 온도가 가장 높은 피크 값이 발생하는 부분은 가열원이 소재에 직접 닿는 영역이다. 가열원이 폭 방향의 중심부
(a) qmax = 940W
(b) qmax = 1870W
(c) qmax = 3500W
(d) qmax = 7500W
Figure 6: Temperature distributions for various the
heating source on a surface of the heating plate인 Z축의 1/2 위치에서 길이 방향 X축으로 이동 하면 가열원 주위 소재의 온도가 단조증가 곡선을 그리며 상승하고 가열원이 지나간 부분은 X가 0.11에서 0.15m까지 영역에서는 선형적으로 감 소하고 0.15에서 0.2m까지의 영역에서는 단조감 소하는 현상을 보인다. 한편 X가 0.21m 이후의 영역에서는 전도에 의한 열확산이 미치지 않는 영 역으로 모든 열원에 있어 온도가 일정하게 유지되 는 것을 확인할 수 있다. 그림에서 나타난 가열소 재의 피크 온도는 940, 1870, 3500, 7500W인 경우 각각 590, 490, 360, 280℃ 정도를 나타내 고 있다.
가열원의 변화에 따른 가열소재의 전체 길이 방 향에 대한 온도분포를 Figure 6에 도시하였다.
그림에서 가열원의 세기에 따라서 피크 온도가 다 르게 생성됨을 알 수 있으며 열원에서 멀어질수록 온도가 하강하고 열전도에 의해 온도가 확산되는 것을 확인할 수 있다. 온도의 확산 정도는 4가지 경우에 있어 거의 유사하게 형성되고 있고 확산되 는 속도는 소재의 열전도계수에 좌우 된다고 할 수 있다. 폭 방향으로 온도의 확산은 열원의 크기 가 작을수록 확산폭이 넓어지고 열원이 강할수록 확산폭이 줄어든다. 그림에서
m ax
가 940W인 경우가 확산폭이 가장 넓고 7500W인 경우가 가 장 좁은 확산폭을 가진다. 따라서 선상가열 작업 시 열원 크기에 따른 열원의 집중도와 가열정도를 그림을 통해 추정할 수 있다.3.2 이동열원 속도의 영향
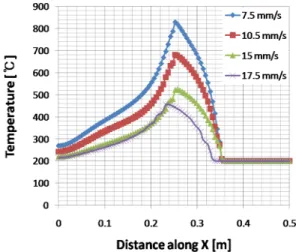
가열판재의 온도변화는 가열원의 세기와 더불어 서 가열원이 이동하는 속도에 좌우된다. Figure 7은 가열원의 이동속도에 따른 온도 분포를 나타 낸 것이다. 그림에서 가열원의 크기는 9,500W로 일정하게 유지하고 가열원의 이동 속도를 각각 7.5, 10.5, 13.5, 17.5mm/s로 변화시킨 경우에 대하여 가열소재의 폭 방향인 Z축의 1/2 위치에서 X축 방향으로의 온도분포를 나타낸 것이다. 이동
속도가 느려지면 시간당 가열소재에 가해지는 가열 량이 증가하기 때문에 소재의 온도가 상승하게 된 다. 온도 상승은 이동속도에 반비례하는 결과를 얻 을 수 있는데, 이동속도가 15mm/s인 경우와 17.5mm/s인 경우에서는 다른 경우에 비해 속도 차이가 크지 않기 때문에 X축 방향으로 0.22m까 지의 온도가 거의 차이가 나지 않는다. 한편 이동 속도가 비교적 빠른 7.5, 10.5mm/s인 경우의 X 축 방향으로 0.22m까지의 온도 분포는 기울기가 완만하게 출발하여 급격하게 증가하는 형태를 보이 고 있다.
Figure 7: Temperature distributions for various speed
of the heating source on the heating plateFigure 8은 가열원 이동속도에 따른 가열소재 의 전체 길이 방향에 대한 온도분포를 나타낸 것이 다. 그림에서 가열원의 이동속도의 변화에 따라서 피크 온도가 다르게 생성됨을 알 수 있으며 이동속 도가 빨라질수록 온도가 낮게 형성되고 이동속도가 느려지면 가해지는 열량이 증가하기 때문에 온도가 높게 형성되는 것을 확인할 수 있다. 열원의 세기 에 대한 영향과 마찬가지로 열전도에 의해 소재표 면의 온도가 확산되는 것을 확인할 수 있으며, 온 도의 확산 정도는 4가지 경우에 있어 이동속도가 느려질수록 확산 폭이 커지고 빨라질수록 느려지는 것을 알 수 있다.
(a) HSMS(heat source moving speed) = 7.5 mm/s
(b) HSMS = 10.5 mm/s
(c) HSMS = 15 mm/s
(d) HSMS = 17.5 mm/s
Figure 8: Temperature distributions for various moving
speed of the heating source on a surface of the heating plate3.3 가열소재 두께의 영향
선박 외피에 사용되는 판재의 두께가 앞 절에서 제시한 20mm보다 두꺼운 경우 두께 방향으로 전 달되는 열량은 일정하기 때문에 두께가 두꺼울수록 판재의 온도가 낮아지는 현상을 보이게 된다.
Figure 9에는 판재의 두께가 20, 50, 75, 100mm이고 열원의 이동속도가 7.5mm/s 그리고 열원의 세기가 7500W인 경우에 대하여 두께 변화 에 따른 온도변화를 계산하였다. 그림에서 두께 20mm인 경우는 열전달 거리가 짧은 관계로 상면 열원에서 가해지는 열량이 판재의 바닥까지 선형적 으로 전달되는 것을 확인할 수 있다. 두께가 50mm로 두꺼워지면 상면의 열량이 판재의 바닥 부위까지 전달되지 못하고 최고 약 90% 지점까지 전달되어 온도 상승이 이루어진다. 두께 75mm와 100mm에서 상면의 열량이 원활하게 이루어지는 판재의 두께는 약 50mm 정도인 것을 확인할 수 있으며, 50mm가 넘게 되면 열원의 이동에 따라 상면의 열량이 하면까지 전달되지 못함을 알 수 있 다. 따라서 판재의 두께가 50mm 이상인 경우는 가열원을 상면과 하면에 각각 배치하여 가열하는 것이 곡면 가공에 필요한 잔류응력을 얻을수 있는 방법이다.
Figure 9: Sectional view of temperature distributions
for various of heating plate thickness at 1/2 position of plate width3.4 상․하 이동열원
선박 외피에 사용되는 판재의 두께는 앞 절에서 제시한 바와 같이 두꺼운 판재를 사용하는 특수한 경우가 있다. 특히 Figure 9의 결과에서와 같이 75mm 정도의 판재는 선상가열시 상면만 가열하 는 작업으로는 충분한 잔류변형을 얻을 수 없다.
따라서 이 경우에는 상면과 하면을 동시에 가열하 여 원하는 잔류변형을 얻을 필요가 있다. 본 절에 서는 두께가 75mm인 판재에 대하여 상면과 하면 을 가열하는 것에 대하여 해석을 수행하며, 해석변 수는 상면과 하면 열원의 이동 시차(time delay) 이다. 즉 상면이 먼저 이동하고 하면은 일정 시간 후에 이동하는 것에 대한 해석을 수행했으면 시차 의 변화에 따라 가열판재 내부의 온도분포를 분석 하였다.
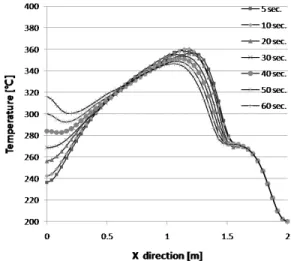
Figure 10은 가열소재의 두께가 75mm이고 열 원의 이동속도가 7.5mm/s 그리고 열원의 세기가 7500W인 경우에 대하여 하면의 가열원이 상면보 다 5, 10, 20, 30, 40, 50, 60초 늦게 이동하는 경우에 대하여 소재 두께의 1/2 지점의 온도분포 를 나타낸 것이다. 그림에서 하면 열원의 시차가 켜질수록 열원 이동방향인 X= 0.5m까지의 온도 는 높게 형성되고 5초인 경우에 있어 시작지점 부 근의 온도는 약 240℃정도이고, 60초인 경우는 약 320℃ 정도의 온도를 보이고 있다. 그리고 X가 0.5m에서 1m까지는 시차가 달라지더라도 크게 다르지 않은 온도 분포를 보인다. 반면에 X가 1m 에서 1.5m까지는 시차가 커질수록 낮은 온도분포 를 보이는 것을 확인할 수 있고, 또한 X가 1.5m 이상인 부분에는 온도가 거의 동일하게 형성된다.
Figure 10: Temperature distributions for various time
delay of the bottom heating source at 1/2 position of plate thicknessFigure 11은 Figure 10의 조건과 동일한 상 태에서 열원이 이동하기 시작하여 240초가 지난 시점에 대하여 가열소재의 중앙단면에 대한 온도 분포를 도시한 것이다. Figure 10의 결과와 유사 하게 열원 시작 부근은 시차가 빠를수록 온도가 낮 게 형성되고 시차가 느려질수록 온도가 높아지는 경향을 보인다. 그리고 전체적인 온도분포를 통하 여 시차에 따른 온도분포에 대한 정량적인 수치는 Figure 10에서 제시한 바와 같으며 소재 두께 방 향으로 열의 이동 정도를 가시적으로 확인할 수 있 으며, 두께가 두꺼운 가열소재의 선상가열시 단일열 원과 이중 열원의 차이점에 대한 제시가 가능하다.
Figure 11: Sectional view of temperature distributions
for various time delay of the bottom heating source at 1/2 position of plate width4. 결 론
본 연구는 선박 외피의 곡면 가공시 많이 사용되 는 선상가열 공정에 대하여 열원의 조건 및 판재의 조건에 따른 가열 판재의 온도변화를 해석하였으며 그 결과 다음과 같은 결론을 얻었다.
(1) 가열원의 강도에 따른 피크온도는 열원의 강 도에 비례하게 형성되며
max
=940, 1870, 3500, 7500W인 경우 피크온도는 각각 590, 490, 360, 280℃이며, 가열원의 크기가 9,500W이고 이동 속 도가 7.5, 10.5, 13.5, 17.5mm/s인 경우의 피크 온도는 각각 752, 691, 624, 607℃이다.(2) 가열원의 이동속도가 증가하면 피크 온도는
감소하며, 15mm/s인 경우와 17.5mm/s인 경우 에서는 X축 방향으로 0.22m까지의 온도차는 크지 않다. 이동속도가 7.5, 10.5mm/s인 경우 X축 방 향으로 0.22m까지의 온도 분포는 기울기가 완만 하게 출발하여 급격하게 증가하는 형태를 보인다.
(3) 상면의 가열량이 원활하게 전달되는 판재의 두께는 약 50mm 정도이며, 50mm가 넘는 판재에 대한 선상가열은 하면의 가열이 필요하다.
(4) 상하열원의 시차가 켜질수록 열원 이동방향 인 X=0.5m까지의 온도는 높게 형성되고 5초인 경우 최고 온도는 240℃정도이고, 60초인 경우는 약 320℃ 정도이다.
후 기
본 연구는 교육과학기술부 2단계 BK21사업 및 포항산업과학연구원의 지원에 의해 수행된 연구결 과임
참고문헌
[1] Toru Iwao, “Numerical simulation of argon twin torch plasma arc for high heating efficiency”, Vacuum, vol. 83, pp. 34-38, 2009.
[2] 우종훈, 신종계, “선상가열을 위한 토치와 강판 사이의 열유동 해석”, 대한조선학회 논문집, 제 39권 제2호, pp.52-60, 2002.
[3] 이주성, 이정호, “선상가열법에 의한 강판의 변 형 예측식 개발”, 한국해양공학회지 제22권 제 6호, pp.83-87, 2008.
[4] P. Biswas, N. R. Mandal and O. P.
Sha, “Three-dimensional finite element prediction of transient thermal history and residual deformation duo to line heating”, Proc. IMECHE, vol. 221, pp.17-30, 2007.
[5] J. L. Evans, “Design and construction of lining of no. 4 blast furnace, Port Talbot Works”, Ironmaking and Steelmaking, vol. 21, no. 2, pp.
101-113, 1994.
[6] H. Nogami, J. Yagi, “An application of Bingham model to viscous fluid modeling of solid flow in moving bed”, ISIJ International, vol. 44, no. 11, pp.
1826-1834, 2004.
[7] N. N. Rykalin, “Calculation of heat processes in welding”, Peace Publisher, pp. 136-141, 1960.
[8] A. Moshaiov and R. Latorre,
“Temperature distribution during plate bending by torch flame heating”, J. of ship research, vol. 29, pp. 1-11, 1985.
저 자 소 개
최윤환(崔允煥)
1996년 동아대학교 기계공학과 (공학 사), 1998년 동 대학원 기계공학과(공학 석사), 2001년 동 대학원 기계공학과(공 학박사), 현재 부경대학교 기계자동차공 학과(박사후연구원). 관심분야: 에너지 절감시스템, 슬로싱, 공조냉동시스템
이연원(李蓮源)
1958년 08월생, 1981년 경북대학교 기계 공학과(공학사), 1983년 동 대학원 기계 공학과(공학석사), 1993년 일본 동경대 학교 대학원 기계공학과(공학박사), 현재 부경대학교 기계자동차공학과(교수), 공 과대 학장, Journal of Visualization Managing Editor, 한국마린엔지니어링학회 부회장, 한국가 시화정보학회 편집이사, 한국유체기계공업학회 편집이사
최 광 (崔 光)
1957년 08월생, 1979년 경북대학교 기 계공학과(공학사), 1981년 동 대학원 기 계공학과(공학석사), 현재 포항산업과학 연구원 강구조 연구소 책임연구원. 관 심분야: 열탄소성해석, 멀티피직스