열압착 접합 조건에 따른 경·연성 인쇄회로기판 간 Sn-58Bi 무연솔더 접합부의 기계적 특성
최지나1·고민관1·이상민2·정승부1†
1성균관대학교 신소재공학부, 2성균나노과학기술원
Effects of Bonding Conditions on Mechanical Strength of Sn-58Bi Lead-Free Solder Joint using Thermo-compression Bonding Method
Ji-Na Choi, Min-Kwan Ko, Sang-Min Lee, and Seung-Boo Jung†
1School of Advanced Materials Science and Engineering, Sungkyunkwan University, 300 Cheoncheon-dong, Jangan-gu, Suwon-si, Gyeonggi-do 440-746, Korea
2SKKU Advanced Institute of Nanotechnology, Sungkyunkwan University, 300 Cheoncheon-dong, Jangan-gu, Suwon-si, Gyeonggi-do 440-746, Korea
(2013년 3월 18일 접수: 2013년 4월 9일 수정: 2013년 6월 14일 게재확정)
초 록: 본 연구에서는 Sn-58Bi 솔더를 이용한 경성 인쇄 회로 기판 (Rigid printed circuit board, RPCB)과 연성 인쇄 회로 기판 (Flexible printed circuit board, FPCB) 간의 열압착 접합 시, 접합 조건에 따른 기계적 특성에 대하여 연구하 였다. 접합 온도와 접합 시간을 변수로 열압착 접합을 실시하여 90o필 테스트(Peel test)를 통해 접합 강도를 측정하고, 단면과 파단면을 관찰하였다. 접합 온도가 증가할수록 접합 강도가 증가하였으며, 접합 시간에 따른 접합 강도의 변화 또 한 관찰할 수 있었다. 접합 시간이 증가하면서 접합부의 파괴에 영향을 미치는 요인이 솔더 층에서 금속간 화합물 (Intermetallic compound, IMC) 층으로 변화하는 것을 관찰할 수 있었다. 필 테스트 과정의 F-x(Force-distance) curve를 통해 파괴 에너지를 계산하여 금속간 화합물이 접합 강도에 미치는 영향을 평가하였으며, 본 연구에서 195oC, 7초 조건 이 접합 강도와 파괴 에너지가 가장 높게 나타나는 최적 접합 조건으로 도출되었다.
Abstract: We investigated the optimum bonding conditions for thermo-compression bonding of electrodes between flexible printed circuit board(FPCB) and rigid printed circuit board(RPCB) with Sn-58Bi solder as interlayer. In order to figure out the optimum bonding conditions, peel test of FPCB/RPCB joint was conducted. The peel strength was affected by the bonding conditions, such as temperature and time. The fracture energies were calculated through F-x (Force- displacement) curve during peel test and the relationships between bonding conditions and fracture behaviors were investigated. The optimum condition for the thermo-compression bonding with Sn-58Bi solder was found to be temperature of 195oC and time of 7 s.
Keywords: Thermo-compression bonding, PCB, solder, peel test, fracture energy
1. 서 론
다양한 패키징 기술 중에서도 모듈 간의 연결에 사용되 는 경성 회로기판(rigid printed circuit board, RPCB)과 연성 회로기판(flexible printed circuit board, FPCB) 간의 접합방 식에 대해 여러 방법이 제시되었다. RPCB와 FPCB의 접 합에는 connector를 이용한 체결법, adhesive film을 이용한 접합법, 초음파 접합법 등이 주로 연구되어 왔다.
Connector 체결법은 완성품의 부피가 크며 자동화 공정이 어렵고, 제한적인 I/O(Input/Output) 개수로 인하여 신호전 달에 취약하다. Adhesive를 이용한 접합은 adhesive 재료 의 가격이 고가이고, 전기 전도도 및 환경 신뢰성이 상대 적으로 낮다. 또한 초음파를 이용한 접합방법은 접합공정 이 간단하고, 접합 시간이 짧은 장점이 있지만 접합부의 환경 신뢰성에 대한 data가 부족하다.1)그 중 솔더를 이용 하여 기판 사이에 솔더 층을 형성한 후, 열과 압력을 이용
†
Corresponding author E-mail: [email protected]
© 2013, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is
properly cited.
하여 접합을 하는 열압착 방식은 장비가 간단하고, 공정 속도가 빠르며, 대량 생산이 가능하기 때문에 다른 방법에 비해 친환경적이고 경제적인 것으로 보고되고 있다.3-4)
이러한 열압착 접합의 경우, 기존에 젖음성과 기계적 특성이 우수한 Sn-Pb계 유연 솔더가 널리 쓰여왔다. 그러 나 환경 오염과 인체에 대한 유해성이 전세계적인 화두 로 떠오르면서 RoHs, WEEE 등의 규제가 발의되어 Sn- Pb계 솔더를 대체 할 무연 솔더에 대한 연구가 활발하게 진행되고 있다. 무연 솔더 중에서도 가장 많이 사용되는 Sn-Ag계 솔더는 200oC의 이상의 융점을 가지며, 충분한 기계적 특성과 수율을 얻기 위해 250oC 이상의 높은 온 도로 접합을 해야 한다.3-5) 그러나 높은 온도에서 오랜 시 간 접합을 할 경우, 기판의 열화와 함께 접합부에서 금속 간 화합물(intermetallic compound, IMC)이 과도하게 성장 하여 접합부의 특성에 좋지 않은 영향을 주므로, 139oC 의 낮은 녹는점을 가진 Sn-Bi계 솔더에 대한 관심이 높아 지고 있다. Sn-58Bi 솔더는 기존의 무연 솔더와 비교하여 공정 온도를 크게 낮출 수 있어, 이종재료 간의 열팽창계 수(coefficient of thermal expansion, CTE) 차이에 의한 기 판의 변형을 줄여주고 접합에 필요한 에너지를 줄일 수 있어 공정 비용을 감소시킬 수 있을 것으로 보고되고 있 으며,5-6) 기존 Sn-Ag계 솔더보다 부피당 비용이 약 50%
가량 저렴하여 대량생산에 적합하다.8)그러나 Sn-58Bi 솔 더는 다른 무연 솔더에 비해 취성이 큰 것으로 보고되고 있으며, 피로수명이 낮은 단점이 있으므로 신뢰성을 확 보하기 위해서는 향후 많은 연구가 필요하다.7)
본 연구에서는 열압착 접합 공정의 접합 조건에 따른 Sn-58Bi 솔더 접합부의 접합 강도(peel strength)를 측정하 고, 금속간 화합물의 성장을 관찰하여 가장 우수한 기계 적 특성을 보이는 최적 접합 조건을 도출하였다.
2. 실험방법
본 실험에서 RPCB는 FR-4 기판을 사용하였으며, FPCB는 polyimide(PI) 기판을 사용하였다. PCB의 전극부 는 기판당 피치 500 µm, 선폭 250 µm, 길이 3.0 mm의 Cu 전극 24개로 이루어져 있으며, 데이지 체인 구조로 되어 있다. 모든 RPCB와 FPCB의 전극은 electroless nickel-
elctroless palladium-immersion gold (ENEPIG) 표면처리를 실시하였다. 기판의 조건을 Table 1에 정리하였다.
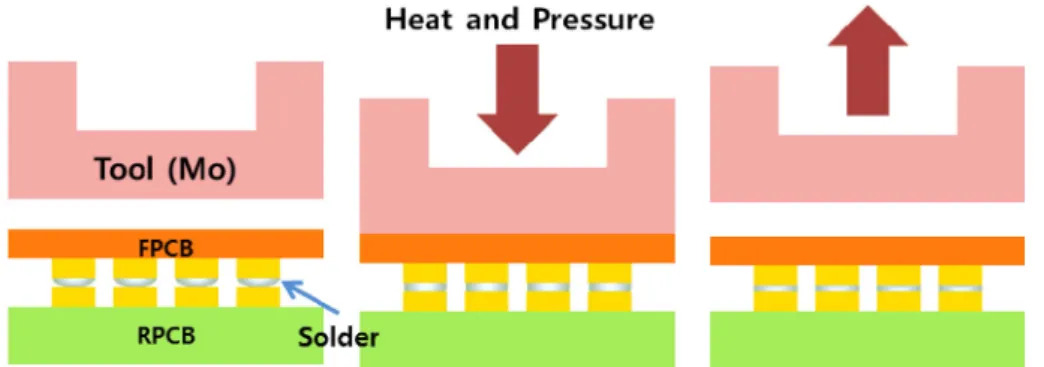
접합을 위한 열압착 공정의 모식도를 Fig. 1에 나타내 었다. 접합에 앞서 기판의 유기물 및 산화물을 제거하기 위해 10 vol% H2SO4를 이용하여 산세 처리를 한 후, DI water로 수세 처리를 하였다. 그 후, FPCB의 전극부에 솔 더 층을 형성하기 위하여 wetting balance tester(SAT-5100, Rhesca Co. Ltd., Japan)를 이용하였다. 침지(dipping) 공정 전에 전극부에 rosin mildly activated(RMA) 타입의 플럭 스를 도포하여 솔더의 젖음성을 향상시켰고, 160oC로 용 융된 솔더에 2초간 침지 공정을 수행하였다.
열압착 접합에 hot bar 장비 (TCW-215, Avio, Japan)를 사용하였으며, 입열을 위한 저항 발열체로 몰리브덴 재 질의 tool이 사용되었다. Tool의 재질로 인하여 실제 접합 온도가 실험 변수인 접합 온도와 차이가 있을 수 있으므 로, 접합 위치에 열전대를 삽입하여 측정하였다. 선행 연 구에서 접합 위치에서의 실측 온도는 장비 설정 온도의 약 75% 정도로 나타났으며 본 연구에서 온도에 대한 표 시는 실측 온도를 기준으로 한다.1)
접합 압력은 선행 연구를 통해 최적 접합 압력으로 나 타난 1.17 MPa로 고정하였고, 열압착 접합에 적용된 접 합 조건은 Table 2에 명시하였다. 각각 다른 접합 조건으 로 접합된 시편은 IPC-TM-650 규격에 따라 속도 50.8 mm/
Table 1. Specimen conditions.
Solder composition Sn-58Bi
Electrode pitch (mm) 500
FPCB electrode area (m2) 0.25
×3.0
Surface treatment RPCBENEPIG FPCB
Dipping temperature (oC) 160
Dipping time (sec) 2
Table 2. Bonding conditions.
Bonding pressure (MPa) 1.17 MPa Bonding temperature (oC) 165, 180, 195
Bonding time (sec) 4, 7, 10, 13
Fig. 1. Schematic diagram of thermo-compression bonding process.
min로 90o 필 테스트(peel test)를 실시하여 접합 강도를 측 정하였고, F-x(Force-displacement) curve를 통해 파괴 에 너지(fracture energy)를 산출하여 각 접합 인자가 접합 강 도에 어떠한 영향을 미치는지 분석하였다. 주사전자현미 경(scanning electron microscopy, SEM, S-3000H, Hitachi, Japan)을 이용하여 접합부의 단면과 필 테스트 후 파단면 의 미세 구조를 관찰하였고, EDS(energy-dispersive X-ray spectroscopy, 7021-H Horiba, Japan) 분석을 통하여 접합 부의 IMC 생성을 확인하였다.
3. 실험결과 및 고찰
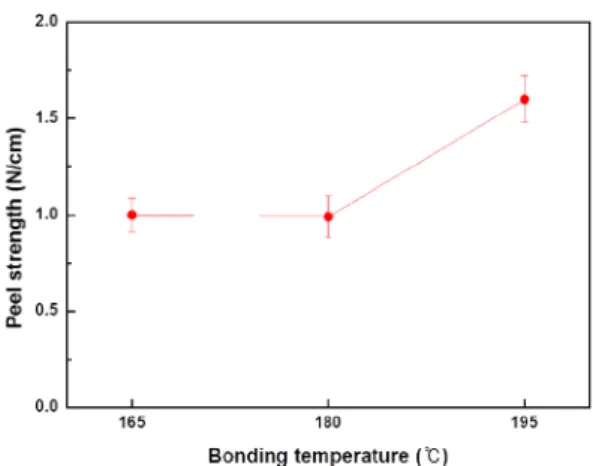
접합 시간을 7초로 고정하고 접합 온도를 변수로 하여 접합된 시편의 90o 필 테스트를 실시한 결과를 Fig. 2에 나타내었다. 동일한 접합 시간 조건에서 접합 온도가 증 가할수록 접합 강도가 높아지는 것을 확인할 수 있었으 며 이는 솔더에 가해지는 입열량이 커질수록 접합 강도 의 증가에 영향을 미치는 것을 확인할 수 있었다.
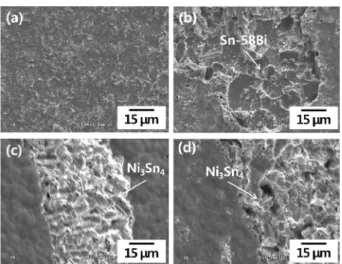
접합 온도에 따른 접합부의 단면 분석 결과를 Fig. 3에 나타내었다. 165oC, 7초의 접합 조건으로 접합된 경우, 솔 더 층의 단면에서 void와 균열을 관찰할 수 있었다(Fig.
3(a)). 이러한 솔더 내의 결함은 접합 온도가 낮은 경우 충 분한 열이 가해지지 않아 완전히 용융되지 않은 일부 솔 더가 외부 응력을 받음으로써 결함이 발생되는 것으로 사 료된다. 하지만 접합 온도가 높아질수록 솔더 내의 void 가 점점 감소하며 195oC, 7초에서 접합된 시편에서는 상
대적으로 결함이 적게 관찰되었으며(Fig. 3(c)), 이는 접합 온도가 증가함에 따라 충분히 솔더가 용융되어 솔더 내 결함이 발생하지 않는 것으로 사료된다. 솔더 내의 균열 및 void는 접합 강도에 큰 영향을 미치는 것으로 나타났 으며 솔더의 용융 상태에 따라 이러한 결함의 발생 또한 달라지는 것을 알 수 있다. 이러한 결과를 토대로 미루어 볼 때 솔더를 이용한 열압착 공정시 접합 온도는 접합 강 도와 밀접한 관계가 있는 것으로 사료된다.
Fig. 4는 접합 온도를 195oC로 고정 후 접합 시간에 따 른 접합 강도의 변화를 나타내었다. 접합 시간 7초의 조 건에서 접합한 경우 가장 높은 접합 강도를 보였으며 그 이후에는 점차 접합 강도가 감소하는 것을 관찰할 수 있 었다.
접합 시간에 따라 195oC에서 접합된 시편의 접합부 단 면을 Fig. 5에 나타내었다. 접합 시간 4초 조건에서 접합 된 시편(Fig. 5(a))의 경우 솔더 내부에서 다수의 결함이 발생된 것을 확인할 수 있었으나, 접합 시간7초 이후에는 대부분의 접합부에서 결함은 관찰되지 않았다. 이는 접 합 온도와 마찬가지로 접합 시간이 솔더의 용융에 영향 을 미치는 것으로 사료된다. 접합 시간 4초 조건의 경우 솔더가 완전히 용융될 만큼 입열이 부족하여 용융되지 않 은 일부 솔더가 외부 응력을 받음으로써 결함이 발생한 것으로 사료된다. 접합 시간 7초 이상의 경우, 충분한 열 과 압력이 가해지며 솔더가 충분히 용융되면서 결함이 발 생되지 않은 것으로 사료되며, 이러한 현상은 접합 강도 의 증가에 영향을 미친 것으로 생각된다. 접합 시간 10초, Fig. 2. Variations in peel strength with bonding temperature.
Fig. 3. Cross-sectional SEM micrographs of FPCB/RPCB interfaces; (a) 165oC, 7 s, (b) 180oC, 7 s, (c) 195oC, 7s.
Fig. 4. Variations in peel strength with bonding time.
13초 조건에서 접합된 경우(Fig. 5(c,d)) 솔더 층의 두께가 다소 감소한 것을 볼 수 있었다. 이는 용융된 솔더가 외 부 응력에 의해 전극부 하단으로 퍼지게 되어 최종적으 로 접합부의 솔더 층의 두께는 감소한 것으로 생각된다.
솔더 층과 금속간 화합물 층의 두께 측정 결과를 Fig.
6에 나타내었다. 접합 초기에 생긴 솔더와 전극 사이에서 생성되는 금속간 화합물 층은 접합 시간의 증가에 따라 큰 변화가 없는 반면, 상대적으로 솔더 층의 두께가 감소 하게 되어 접합부 전체 두께에 대한 금속간 화합물 층의 두께의 비율이 최대 19.52%까지 증가하는 것을 관찰할 수 있었다. 이는 접합 강도 측정 결과(Fig. 4)에서 확인할 수 있듯이 금속간 화합물 층의 비율의 증가는 접합부의 접합 강도 및 파단에 영향을 끼친 것으로 생각되며 이러 한 원인에 인하여 접합 시간 10초 이상의 조건에서는 접 합 강도가 현저히 감소하는 것으로 사료된다.
195oC에서 접합된 시편을 이용하여 필 테스트를 실시 한 후 RPCB의 파단면을 Fig. 7에 나타내었다. 접합 시간 4, 7초 조건에서 접합이 된 경우(Fig. 7(a,b)) 솔더 층 내부 에서 파단이 일어나는 반면, 접합 시간10초 이상의 조건 에서 접합이 된 경우(Fig. 7(c,d))에는 금속간 화합물 층에 서 파단이 일어난 것을 관찰할 수 있었다. 이러한 결과는
앞서 언급한 바와 같이 접합 시간이 증가함에 따라 접합 부 두께 대비 금속간 화합물 층의 비율이 증가하여 파단 이 금속간 화합물 층에서 발생하여 상대적으로 낮은 접 합 강도를 나타낸 것으로 사료된다.
Fig. 8은 필 테스트 시 측정된 F-x curve를 나타낸다. 측 정된 그래프의 면적을 통하여 접합부의 파괴 에너지를 계 Fig. 5. Cross-sectional SEM micrographs of FPCB/RPCB interfaces;
(a) 195oC, 4s, (b) 195oC, 7s, (c) 195oC, 10s, (d) 195oC, 13s.
Fig. 6 (a) Variation in thickness of intermetallic compound and solder joint and (b) proportion of intermetallic compound with bonding time.
Fig. 7. SEM micrographs of fracture surfaces; (a) 195oC, 4s, (b) 195oC, 7s, (c) 195oC, 10s, (d) 195oC, 13s.
Fig. 8. F-x curves during peel test; (a) 195oC, 4 s, (b) 195oC, 7 s, (c) 195oC, 10 s, (d) 195oC, 13 s.
산할 수 있으며 간접적으로 파괴 양상을 알 수 있다. 접 합 시간 4, 7초 조건에서 접합된 시편의 경우(Fig. 8(a,b)), 탄성 변형 구간 이후에 소성 변형 구간이 나타나는 것을 관찰할 수 있었다. 이러한 소성 변형 구간은 파단이 금속 간 화합물 층이 아닌 솔더 내부에서 일어났기 때문에 나 타난 결과로 사료된다. 또한, 최대 접합 강도가 여러 개 로 나타나는 현상은 솔더 내부의 결함이 있는 지점에서 강도가 급격히 감소한 후, 다시 솔더 내부로 파괴가 진행 됨에 따라 강도가 증가하여 여러 개의 최대 접합 강도점 을 나타내는 것으로 사료된다. 또한, 소성 변형 구간이 접 합 시간 4초 조건에 비해 접합 시간 7초의 경우 더 길게 나타났으며 이는 접합 시간 7초 조건의 경우 접합 시간 4초 조건에 비해 솔더 내의 결함이 적기 때문에 나타난 결과로 사료된다. 접합 시간 10초 이상의 (Fig. 8(c,d)) 조 건의 경우, 탄성 변형 구간 이후에 소성 변형 없이 파단 이 발생하였으며 이는 앞서 언급한 바와 같이 금속간 화 합물 층에서 파단이 일어나 나타난 취성 파괴 형태라고 할 수 있다.
Fig. 9는 F-x curve의 면적으로 구한 파괴 에너지를 나타 내었다. 접합 강도와 마찬가지로 접합 시간 7초의 조건에 서 가장 높은 파괴 에너지를 보였으며, 접합 시간 10초 이 상의 조건에서 급격히 감소하는 것을 관찰할 수 있었다.
4. 결 론
본 연구에서는 Sn-58Bi 솔더를 이용하여 FPCB에 솔더 층을 형성한 후, RPCB와 열압착 접합을 시행한 후, 접합 시간과 온도에 따른 접합 강도와 파괴 에너지를 측정하 고, 미세구조를 관찰함으로써 최적 접합 조건을 연구하 였다.
Sn-58Bi 솔더의 접합 특성은 접합 온도, 접합 시간 등 접합 조건의 영향을 더 크게 받는 것으로 나타났다. 접합 온도가 증가함에 따라 접합 조건이 증가하는 것을 관찰 할 수 있었고, 195oC의 접합 조건에서 가장 높은 접합 강 도를 관찰할 수 있었다, 195oC에서 접합 시간 7초의 조건 으로 접합하였을 때 가장 높은 접합 강도를 보였으며 접
합 시간 10, 13초간 접합을 하였을 때는 접합 강도가 떨 어지는 것을 확인하였다.
195oC에서 접합 시간 7초의 조건에서 접합된 경우, 접합 시간 4초의 조건에서 접합된 경우보다 충분한 솔더의 용융 이 일어나면서 솔더 내의 결함이 제거되면서 접합 강도가 증가한 것으로 사료되며. F-x curve의 소성 변형 구간을 통 해 솔더 내의 결함을 간접적으로 평가할 수 있었다. 그러 나 접합 시간 10초 이상의 조건에서 접합된 경우, 솔더가 접합부 하단으로 퍼지면서 금속간 화합물 층의 비율이 증 가하는 것을 관찰할 수 있었고, 이러한 금속간 화합물 층 의 영향으로 취성 파괴가 일어난 것을 확인할 수 있었다.
무연 솔더를 이용한 열압착 접합은 속도가 빠르고, 대 량생산이 가능하며, 유해 물질을 배출하지 않는 공정으 로 고생산성과 친환경성을 요구하는 분야에서 수요를 충 족시킬 것으로 예상된다. 아울러 Sn-58Bi 솔더의 낮은 용 융점이 큰 장점으로 작용할 것으로 보인다. 그러나 다른 무연 솔더를 이용하였을 때보다 다소 낮은 접합 강도를 보이므로 향후 기계적 특성과 신뢰성에 관한 연구가 필 요할 것으로 사료된다.
감사의 글 참고문헌
1. J. H. Choi, J. G. Lee, J. W. Yoon and S. B. Jung, “Thermo- compression Bonding of Electrodes between RPCB and FPCB using Sn-Pb Solder (in Korean)”, J. Microelectron.
Packag. Soc., 17(3), 11 (2010)
2. J. G. Lee, M. K. Ko, J. B. Lee, B. I. Noh, J. W. Yoon and S, B. Jung, “Effects of Bonding conditions on Joint Property between FPCB and RPCB using Thermo-compression Bond- ing Method (in Korean)”, J. Microelectron. Packag. Soc., 18(2), 63 (2011)
3. J. W. Yoon, J. K. Jang, J. H. Choi, J. G. Lee, J. B. Lee, B.
I. Noh and S. B. Jung, “Thermo-compression Bonding of Electrodes between FPCB and RPCB”, 12th Electronics Pack- aging Technology Conference (EPTC), Singapore, 811, IEEE Components(2010)
4. J. W. Yoon, J. G. Lee, J. B. Lee, B. I. Noh and S. B. Jung,
“Thermo-compression bonding of electrodes between FPCB and RPCB by using Pb-free solders”, J Mater Sci: Mater Elec- tron, 23, 41 (2012)
5. H. P. Shin, B. W. Ahn, J. H. Ahn, J. G. Lee, K. S. Kim, D.
H. Kim and S. B. Jung, “Interfacial Reaction and Joint Strength of the Sn-58Bi Solder Paste with ENIG Surface Fin- ished Substrate (in Korean)”, Journal of KWJS, 30(5), 458 (2012)
6. K. Suganuma, “Advances in lead-free electronics soldering”, Current Opinion in Solid State and Materials Science, 5, 55 (2001)
7. K. O. Lee and J. Yu, “Effects of Surface Finishes on the Low Cycle Fatigue Characteristics of Sn-based Pb-free Solder Joints (in Korean)”, J. Microelectron. Packag. Soc., 10(3), 19 (2003)
8. “Lead-Free Alloy Trends for the Assembly of Mixed Tech- Fig. 9. Variations in fracture energy with bonding time.
nology PWBs”, Proc. NEPCON-West 2000, Anaheim, CA, (2000)