DOI https://doi.org/10.9725/kts.2019.35.6.323
랩그라인딩 후 사파이어 웨이퍼의 표면거칠기가 화학기계적 연마에 미치는 영향
서준영1ㆍ이현섭2†
1
동명대학교 대학원 기계시스템공학과 석사과정생
2
동명대학교 기계공학부 조교수
Effect of Surface Roughness of Sapphire Wafer on Chemical Mechanical Polishing after Lap-Grinding
Junyoung Seo
1and Hyunseop Lee
2†1
Master Student, Department of Mechanical System Engineering, Tongmyong University
2
Assistant Professor, School of Mechanical Engineering, Tongmyong University (Received November 8, 2019 ; Revised November 15, 2019 ; Accepted November 18, 2019)
Abstract − Sapphire is currently used as a substrate material for blue light-emitting diodes (LEDs). The market for sapphire substrates has expanded rapidly as the use of LEDs has extended into various industries. However, sapphire is classified as one of the most difficult materials to machine due to its hardness and brittleness.
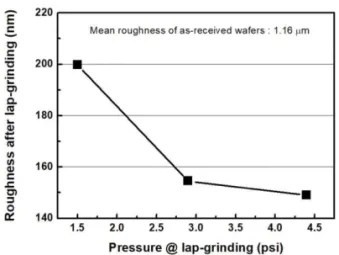
Recently, a lap-grinding process has been developed to combine the lapping and diamond mechanical polishing (DMP) steps in a single process. This paper studies, the effect of wafer surface roughness on the chemical mechanical polishing (CMP) process by pressure and abrasive concentration in the lap-grinding process of a sap- phire wafer. In this experiment, the surface roughness of a sapphire wafer is measured after lap-grinding by vary- ing the pressure and abrasive concentration of the slurry. CMP is carried out under pressure conditions of 4.27 psi, a plate rotation speed of 103 rpm, head rotation speed of 97 rpm, and slurry flow rate of 170 ml/min. The abrasive concentration of the CMP slurry was 20wt, implying that the higher the surface roughness after lap- grinding, the higher the material removal rate (MRR) in the CMP. This is likely due to the real contact area and actual contact pressure between the rough wafer and polishing pad during the CMP. In addition, wafers with low surface roughness after lap-grinding show lower surface roughness values in CMP processes than wafers with high surface roughness values; therefore, further research is needed to obtain sufficient surface roughness before performing CMP processes.
Keywords − sapphire wafer(사파이어 웨이퍼), lap-grinding(랩그라인딩), chemical mechanical polishing(화학 기계적연마), surface roughness(표면거칠기)
1. 서 론
1962 년 Holonyak와 Bevacqua[1]가 GaAsP를 이용하 여 적색 발광다이오드(light emitting diode; LED)를 구
†