-이상환: 수석연구원
Received: Dec. 8, 2020 ; Revised: Dec. 23, 2020 ; Accepted: Dec. 30, 2020
†
Corresponding author: Sang-Hwan Lee (KITECH) Tel: +82-32-850-0449, Fax: +82-32-850-0410 E-mail: [email protected]
Journal of Korea Foundry Society 2021. Vol. 41 No. 2, pp. 132~138 http://dx.doi.org/10.7777/jkfs.2021.41.2.132 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative- commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
소형 고철 장입재를 활용한 신속 저에너지 주철 용해 - Part II. 저주파 용해로 적용 및 에너지 측면 특징
이상환†
한국생산기술연구원 주조기술센터
Rapid and Low-Energy Melting of Cast Iron using Small Scrap Steel as a Charge Material
- Part II. Application of Small Scrap Steel in Low-Frequency Induction Melting Furnace and Energy Characteristics
Sang-Hwan Lee†
Casting Technology R&D Center, Korea Institute of Industrial Technology, Incheon 21999, Republic of Korea
초 록
본 연구에서는 16t/h 저주파 유도 용해로에서 주철의 용해 시, 생압고철(Press Scrap)과 파쇄고철(Shredded Scrap)을 사용함에 따른 에너지 원단위(Power Basic Unit)를 비교하였다. 생압고철 대신 파쇄고철을 장입하면, 에너지 원단위가 약 5% 향상되는 것 으로 확인되었다. 고철의 형상, 크기에 따른 에너지 측면 특징과 용해로 크기의 영향을 고찰하였다. 마지막으로 본 기술의 활용성 을 제고하기 위한 전략을 제안하였다.
핵심용어; 고에너지효율 용해, 소형 고철, 파쇄 고철, 저주파 유도 용해로, 에너지 측면 특징.
Abstract
In this study, the power basic units to produce cast iron by using the press and shredded scrap are compared in 16t/h low-fre- quency induction melting furnace. Charging the shredded scrap instead of the press scrap was confirmed that the power basic unit is improved by about 5%. The energy characteristics according to the shape and size of scrap steel and the effect of the furnace size were investigated. Finally, the strategy to improve the utilization of this technology was proposed.
Key words; Energy-Efficient Melting, Small Scrap Steel, Shredded Scrap, Low-Frequency Induction Furnace and Energy Characteristics.
기술논문
1. 서 론
주철의 제조 과정에서 용해 공정은 총 에너지의 약 60~70%가 투입되며, 에너지 사용 비율이 가장 높다[1,2].
주조공장에서 에너지 절감 효과를 크게 내기 위해서는 용 해 공정을 우선적으로 효율화하는 것이 좋다. 용해 에너지 손실에 관련된 여러 요인들 중에서도 장입재가 미치는 영 향은 의외로 상당하다[1]. 본고의 이전 편(Part I)에 이어 서 고철(Scrap Steel)의 형상, 크기의 영향에 대해 살펴보 고자 한다.
본 연구에서는 신속 저에너지 주철 용해를 위해 소형 파 쇄고철(Shredded Scrap) 장입재를 활용하고자 다음과 같은 실험을 진행하고, 그 결과를 평가 및 고찰하였다. 16t/h 저 주파 유도 용해로에서 일반 생압고철(Press Scrap)과 소형 파쇄고철을 사용한 경우에 용해 시간, 에너지 원단위를 측 정 및 비교 평가하였다. 고철의 형상, 크기에 따른 에너지 측면 특징과 용해로 크기에 따른 영향 차이를 고찰하였다.
마지막으로는 본 기술의 활용성을 제고하기 위한 전략을 제
안하였다.
2. 실험 방법
2.1 소형 고철 장입재 준비
본 연구의 용해 실험에 앞서 소형 파쇄고철 장입재를 제작 준비하였다. 그 과정 및 결과물은 본고의 이전 편(Part I)에 서 먼저 소개한바 있다. 제작된 소형 파쇄고철의 형태는 주 로 구형이었고, 크기는 50~90mm 정도였다.
2.2 저주파 용해로 적용 실험
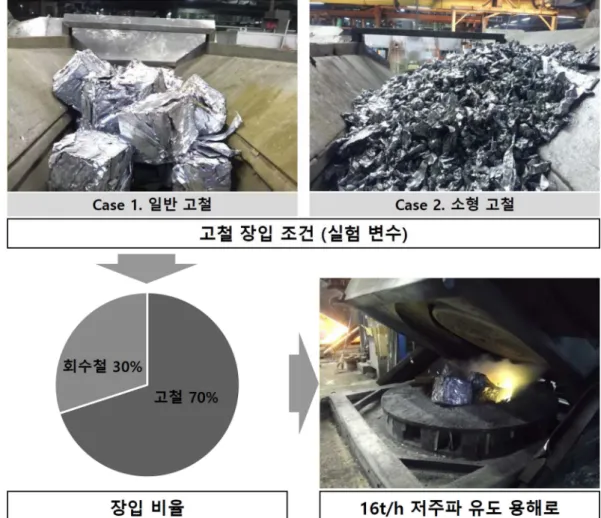
본 연구의 양산 용해로 적용 실험 과정을 Fig. 1에 표현 하여 나타내었다. 양산 용해로는 16t/h 저주파 유도로를 사용 하였다. 고철과 회수철(Return Scrap)의 장입 비율은 7:3로 하였다. 따라서 16톤 용해 시, 고철 장입재는 11.2톤이 사용 된다. 실험 1의 경우, 고철 장입재로 전량 일반 생압고철만 사용되었다. 실험 2의 경우, 고철 장입재로 전량 소형 파쇄 고철만 사용되었다.
Fig. 1. Two experiments using 16t/h low-frequency induction melting furnace.
3. 결과 및 고찰
3.1 저주파 용해로에서 고철 형상, 크기의 영향
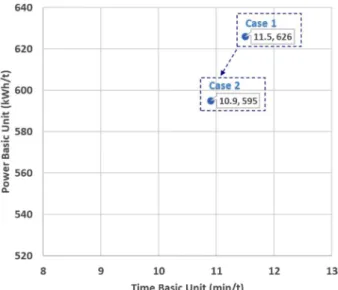
16t/h 저주파 유도로에서 고철 형상, 크기가 용해 공정에 미치는 영향을 평가하였다. 용탕 1톤을 만들기 위해 용해에 소요되는 시간, 에너지를 각각 용해 시간, 에너지 원단위라고 하며, 단위는 min/t, kWh/t이다. Fig. 2는 용해 시간, 에너 지 원단위를 비교하여 나타낸 결과이다. 이 결과는 1, 2의 경우에 각각 5, 15회 실험 평균치이다. 용해 시간 원단위는 1, 2의 경우에 각각 11.5, 10.9min/t였다. 일반 생압고철 대 신 소형 파쇄고철을 사용함에 따라 용해 시간 원단위는 약 5% 향상되었다. 용해 에너지 원단위는 1, 2의 경우에 각각 626과 595kWh/t였다. 일반 생압고철 대신 소형 파쇄고철을 사용함에 따라 용해 에너지 원단위는 약 5% 향상되었다.
3.2 고철 형상, 크기에 따른 에너지 측면 특징
본고의 16t/h 저주파 유도 용해로 실험과 이전 편(Part I)
의 3t/h 중주파 유도 용해로 실험을 통해 고철 형상, 크기에 따른 에너지 측면 특징을 고찰해보았다. 일반 생압고철과 소 형 파쇄고철을 각각 장입하여 용해할 경우, 시간 및 에너지 원단위의 차이가 발생하게 되는 에너지 측면 요인을 크게 네 가지로 도출할 수 있었고, Table 1에 요약 정리하여 나타내 었다.
첫 번째 에너지 측면 요인은 용해로 내 빈 공간의 차이이 다. 이 차이를 쉽게 이해하기 위한 개략도를 Fig. 3에 나타 내었다. 일반 생압고철을 장입하게 될 경우, 용해로 내에 필 연적으로 빈 공간이 많이 생길 수밖에 없다. 용해로 내 빈 공간은 열의 이동 통로가 된다. 빈 공간이 많을수록 열 손실 이 많기 때문에 용해 효율이 낮아진다. 또한, 빈 공간이 많 은 저 충진 상태에서는 유도가열의 원리적 측면에서 효율이 떨어진다. 소형 파쇄고철을 장입하게 될 경우, 빈 공간이 거 의 발생하지 않아 열 손실이 적고 용해 효율이 좋다. 본고의 이전 편(Part I) 실험에서 일반 생압고철과 소형 파쇄고철을 혼합 사용한 경우에도 용해 효율이 좋았는데, 이는 일반 생 압고철로 인한 빈 공간을 소형 파쇄고철이 잘 메꿔주며 충진 되었기 때문이다. 용해 시간, 에너지에 미치는 용해로 내 빈 공간의 영향은 액상의 용탕이 없는 장입 초기 단계에 더욱 크게 작용할 것으로 판단된다.
두 번째 에너지 측면 요인은 장입재 비표면적의 차이이다.
이 차이를 쉽게 이해하기 위한 개략도를 Fig. 4에 나타내었 다. 장입재로써 크기가 소형인 파쇄고철의 경우, 일반 생압고 철에 비해 비표면적이 훨씬 크다. 장입재 비표면적이 크면, 액상 용탕과의 접촉 면적이 많아지게 되므로 용해 반응이 신 속하게 진행된다. 따라서 용해로 내 액상의 용탕이 발생하고 난 후, 추가적으로 장입을 하는 단계에서는 비표면적이 큰 소형 파쇄고철을 장입하는 것이 시간, 에너지 측면에서 매우 효율적인 방안이 된다.
세 번째 에너지 측면 요인은 용해로 내 가교 현상(Bridg- ing Situation) 발생 빈도의 차이이다. 이 차이를 쉽게 이해 하기 위한 개략도를 Fig. 5에 나타내었다. 생압고철의 경우, 자체 크기가 크다보니, 용해로 도가니 내부에서 서로 맞물리 며 엉키게 되어, 절연체(Insulator)인 빈 공간(Air Gap)을 크
Table 1. Energy characteristics of press scrap and shredded scrap
Fig. 2. Comparison of the basic units of melting time and power in
each case (Case 1 : Press scrap, Case 2: Shredded scrap).
게 만들며 도가니 중간에 떠 있는 현상이 발생하기도 한다.
이러한 가교 현상이 발생하게 되면, 용탕은 정상 온도보다 과열(Superheating)되게 되고, 용해 에너지 원단위는 가교 현 상 지속시간에 따라 10~20% 이상 더 증가할 수 있다. 파쇄 고철의 경우, 크기가 작다보니, 가교 현상이 발생하지 않아 용해 시간, 에너지 측면에서 효율적이다.
네 번째 에너지 측면 요인은 용해로 뚜껑을 닫을 수 있는 시간의 차이이다. 이 차이를 쉽게 이해하기 위한 개략도를 Fig. 6에 나타내었다. 생압고철의 장입 과정 중, 작업자들은
생압고철을 용해로 내에 최대한 많이 장입하여 고충진화하려 고 노력하다보니, 용해로 도가니 높이보다 높게 생압고철이 튀어 나와 있는 경우가 종종 발생하게 된다. 이러한 상황에 서 용해로 뚜껑을 닫을 수가 없게 되기 때문에 열 손실이 따르게 된다. 용해로 뚜껑을 닫지 않아 발생하는 복사에 의 한 용탕 열 손실은 에너지 원단위의 약 3~5%를 차지할 정 도로 꽤 크다. 파쇄고철을 장입하는 경우에는 적당한 높이까 지 장입하기가 수월하여 용해로 뚜껑을 잘 닫고 용해할 수 있다.
Fig. 3. Schematic diagrams for comparing the empty space inside furnace in cases of press scrap and shredded scrap (Here, the red arrows mean the loss of heat energy by moving through the empty space.).
Fig. 4. Schematic diagrams for comparing the area of contact with molten metal in cases of press scrap and shredded scrap.
3.3 용해로 크기에 따른 소형 고철 장입재의 영향 비교 본고의 16t/h 저주파 유도 용해로 실험과 이전 편(Part I) 의 3t/h 중주파 유도 용해로 실험을 통해 용해로 크기에 따 른 소형 파쇄고철의 영향 정도를 비교 고찰해보았다. 소형 파쇄고철이 용해 시간, 에너지 절감에 미치는 영향은 용해로 크기가 작은 3t/h 중주파 유도로에서 더 효과적이었다. 용해
로 크기가 작을수록 생압고철 장입으로 인한 용해로 내 빈 공간 비율이 더 많게 된다. 생압고철 장입 시, 용해로 크기 가 작을수록 가교 현상이 더 잘 발생하고, 용해로 뚜껑 닫기 가 더 곤란해진다. 그렇기 때문에 용해로 크기가 작으면 작 을수록, 일반 생압고철 대신 소형 파쇄고철을 사용함에 따라 발생하는 용해 시간, 에너지 원단위 절감 효과는 더욱 더 클
Fig. 5. Schematic diagrams for comparing the occurrence frequency of bridging situation in cases of press scrap and shredded scrap.
Fig. 6. Schematic diagrams for comparing the closure ability of furnace cover in cases of press scrap and shredded scrap.
수 밖에 없다.
Table 1에서 언급한 네 가지 에너지 측면 요인들 중, 소 형 파쇄고철 활용에 따른 액상 용탕 접촉 면적의 증가 효과 는 다른 세 가지 요인들과 달리 용해로 크기와 거의 무관한 것으로 판단된다. 저주파 유도로에서 파쇄고철 사용에 따른 용해 에너지 절감 효과는 5% 정도로 비교적 크지 않았는데, 이는 용해로의 큰 크기로 인해서 생압고철의 에너지 측면 단 점이 약화되고, 파쇄고철의 비표면적 효과가 주로 작용한 결 과인 것으로 판단된다.
국내에는 저주파 유도 용해로보다 0.5~5t/h 고·중주파 유도 용해로가 보편적으로 더 많이 보급되어 있는 편이다. 저주파 유도 용해로에 비해 중고 설비 확보, 설치 비용 및 공간, 전 력 제어, 소량 다품종 용해 대응 등 측면에서 유리했기 때문 이다. 고·중주파 유도로 중심의 국내 용해로 보급 상황을 고 려해 볼 때, 소형 파쇄고철 활용기술의 연구개발은 전 국가 적 에너지, 환경 관리 측면에서 매우 유의미한 가치와 파급 효과를 야기할 수 있을 것으로 기대된다.
3.4 소형 고철 장입재의 활용성 제고 전략
본고의 이전 편(Part I)에서 소형 파쇄고철의 사용에 따르 는 제약사항들을 면밀히 살펴보았다. 그 제약사항들은 주로 공급 측면의 것들이었다. 소형 파쇄고철의 경우, 공급 물량을 많이 확보하지 못하거나, 운송 거리가 멀게 되면, 그 제약사 항들로 인해 공급 단가를 충분히 낮추지 못하게 되어, 확실 한 에너지 절감 효과에도 불구하고 경쟁력을 갖출 수 없다는 결론을 내릴 수 있었다.
한 대당 10~30억원 이상에 달하는 파쇄기 구축에 소요되 는 초기 비용을 중소·중견기업 규모의 단일 수요업체가 전적 으로 감당하여 투자하기에는 무척 부담스러운 수준이 아닐 수 없다. 아울러 해당 단일 수요업체 내부적으로만 자체 공 급 사용하여서는 원소재 단가 경쟁력을 갖추기가 쉽지 않다.
국내 실정을 고려할 때, 중소·중견기업 규모의 단일 수요업체 가 파쇄기 구축에서부터 파쇄고철의 활용까지 자력만으로 문 제없이 이끌어 나간다는 것은 사실상 거의 불가능에 가까운 일이다.
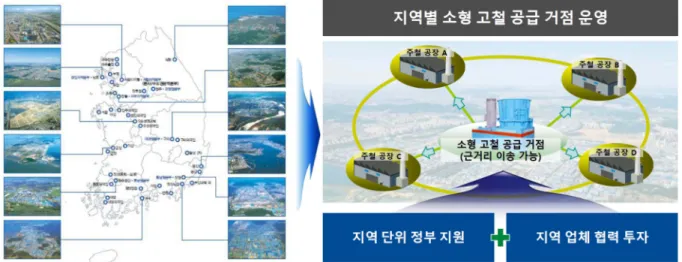
소형 파쇄고철의 활용성을 제고하기 위해서는 각 지역 산 업단지별로 파쇄고철을 직접 가공하여 주변 수요업체들에게 근거리 공급할 수 있는 거점을 구축하여 운영하는 방식이 매 우 유효할 것으로 판단된다(Fig. 7). 이 거점에 구축되는 파 쇄기는 지역 단위로 정부의 지원을 받거나, 지역 수요업체의 협력 투자를 통해 각 업체별로 감당해야 할 초기 투자 비율 을 크게 줄일 수 있다. 소형 파쇄고철 공급 거점은 해당 지 역 조합에서 운영하거나, 수요업체들이 공동 운영하거나, 생 압고철 공급업체에서 운영하는 등 다양한 운영 방식이 존재 할 수 있다. 이러한 방안을 통해, 초기 투자 비용, 운송 비 용 등의 제약사항을 크게 완화할 수 있을 뿐만 아니라 공급 물량을 충분히 확보할 수 있기 때문에, 공급 단가를 안정화 하여 활용성을 제고하는 것이 가능할 것으로 기대된다.
4. 결 론
16t/h 저주파 유도로에서 고철의 형상, 크기가 용해 공정에 미치는 영향을 평가하였다. 저주파 유도로에서 일반 생압고철 대신 소형 파쇄고철을 사용함에 따라 용해 에너지 원단위는 약 5% 향상되었다. 고철의 형상, 크기에 따른 에너지 측면 특징과 용해로 크기에 따른 영향 차이를 고찰하였고, 본 기 술의 활용성을 제고하기 위한 전략을 제안하였다. 소형 파쇄 고철은 용해로 내 빈 공간, 장입재 비표면적, 가교 현상, 용해로 뚜껑 닫기 등 에너지 측면 요인들에 긍정적인 영향 을 미치기 때문에 용해 공정을 효율화하는데 매우 유용하다.
소형 파쇄고철이 에너지 절감에 미치는 영향은 용해로 크기 가 작을수록 더 효과적이기 때문에 고·중주파 중심의 국내
Fig. 7. Strategy for improving the utilization of small shredded scrap.
용해로 보급 상황에 적합한 기술인 것으로 판단된다. 소형 파쇄고철의 활용성을 제고하기 위해서는 각 지역 산업단지별 공급 거점을 구축하고 운영하는 전략이 유효할 것으로 기대 된다.
감사의 글
본 연구는 산업통상자원부에서 추진하는 산업기술혁신사업 의 지원을 받아 수행되었습니다.
References