1. 서론
최근, 다양한 부품의 정밀 가공 수요가 증가함에 따라 기존 3축 가공의 한계를 극복하고 가공 효율을 증대시키
기 위한 다축(Mult-axis) 공작기계가 많이 활용되고 있 다. 선반 및 밀링 가공을 겸할 수 있는 다축 공작기계의 경우 다양한 기하학적 오차 항목을 포함하고 있어 오차 의 원인을 파악하고 이를 보상해 주는 것이 매우 중요
1대구대학교 대학원 기계공학과, 2대구대학교 기계공학부
A study on the test workpiece for accuracy analysis of multi-axis turning and milling center
Jae-Hun Shin
1, Hong-Seok Kim
2, Jae-Woong Youn
2*1
Department of Mechanical Engineering, Graduate School, Daegu University
2
Division of Mechanical Engineering, Daegu University
요 약 최근 다축 가공을 통한 정밀가공의 수요가 크게 증대되고 있다. 그러나 5축 이상의 다축 공작기계는 기하학적 관계 가 복잡하여 공작기계의 기하학적 정밀도 평가와 분석이 어렵다. 본 연구에서는 먼저, 여러 가지 규정으로 분산되어 있는 KS/ISO 규격을 정리하여 다축 공작기계의 기하학적 정밀도 평가 항목을 체계화하였다. 또한, 다축 공작기계의 정밀도를 평가하고 분석하기 위해 표준공작물을 제안하였고, 표준 공작물을 사전에 정해진 방법과 절차에 따라 가공한 후, 가공면을 3차원 측정하여 분석하였다. 그 결과 표준공작물의 가공 결과와 공작기계의 정밀도가 정성적 및 정량적으로 매우 유사함을 확인하였다. 이 결과로부터 다축 공작기계의 정밀도 분석이 표준공작물의 가공만으로 가능함을 확인할 수 있었다.
주제어 : 다축공작기계, 표준공작물, 기하학적 오차, 정밀도 평가
Abstract
Recently, the demand for precision machining through multi-axis machining has been greatly increased.However, it is difficult to evaluate the geometrical accuracy of the machine tool because of its complicated geometric relationship. In this study, we organized the KS/ISO specifications which are distributed in various regulations, and re-organized the geometrical precision evaluation items of multi-axis machine tools. In addition, a test workpiece was proposed to evaluate and analyze the accuracy of a multi-axis machine tool, and a test workpiece was machined according to predetermined methods and procedures, and then the machined surfaces were measured using CMM.
As a result, it was verified that the machining results of the standard workpiece and the precision of the machine tool were very similar qualitatively and quantitatively. From these results, it can be confirmed that the precision analysis of the multi-axis machine tool is possible only by machining the test workpiece.
Key Words :
Multi-axis machine tool, Test workpiece, Geometrical error, Accuracy evaluation*This research was supported by the Daegu University Research Grant, 2017
*Corresponding Author : Jae-Woong Youn ([email protected]) Received August 14, 2018
Accepted November 20, 2018
Revised September 11, 2018 Published November 28, 2018
에 대한 오차를 측정하고 그 원인을 분석함으로써 공작 기계의 정밀도를 항시 유지하고자 한다. 그러나, Fig.1에 서와 같이, 3축 공작기계의 경우는 KS B ISO 10791 -7의 규정에 공작기계의 오차 원인을 분석하기 위한 표준공작 물(Test workpiece)이 정의 되어 있지만, 5축 이상의 다 축 가공기에 대해서는 KS/ISO 규정으로 정의되어 있지 않고 있다[1].
5축 이상의 복합가공기의 경우, 일반적으로 3축 가공 기에 비하여 훨씬 더 많은 부분에서 기하학적 오차를 갖 게 되며 그 분석도 매우 복잡하다고 할 수 있다. 또한, 다 축 복합가공기는 회전축의 다양한 구성 방식에 따라 기 하학적 오차의 측정 방식도 다를 수 있어 오차의 측정과 원인 분석에 어려움이 있다. 또한, Fig. 1에서와 같이 오 차의 측정 방법이 규정으로 정의하고 있지 않아 각 제조 사 및 사용자 별로 별도의 표준공작물을 사용할 뿐만 아 니라, 오차 측정에 매우 많은 시간이 소요되며 측정에 있 어서의 높은 작업자 숙련도도 필요하게 된다[1-3].
다축 복합가공기의 정밀도를 평가하는 방법으로 레이 저를 사용한 이동 대각 오차 측정법[4], 시뮬레이션을 이 용한 예측[5] 다양하게 이루어지고 있으나, 가장 적절한 방법은, 3축 가공기 혹은 선삭가공에서와 같이, 표준공작 물을 가공하고, 그 가공된 시편을 측정함으로 복합가공 기의 정밀도를 유추하는 방법이다[6-8]. 기존의 다양한 연구에서 표준공작물을 제시하였으나[9-12] 다축 가공기 의 정밀도를 분석하기에는 한계가 있고, 오차 원인의 분 석보다는 오히려 가공 능력을 홍보하기 위한 수단의 표 준공작물 정의가 일반적이라 할 수 있다. 한편, 5축 가공 기의 오차 원인을 분석하기 위한 표준공작물이 제시된 경우가 있으나[13-15], 선반과 밀링 겸용의 다축 공작기 계의 정밀도 분석에는 한계가 있다고 할 수 있다.
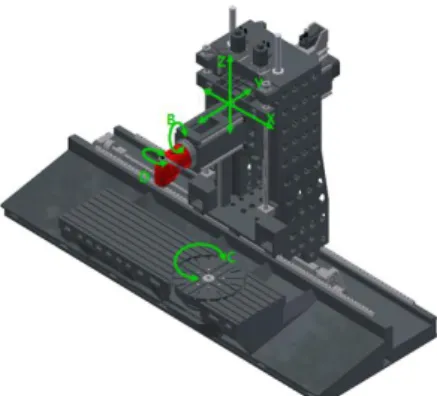
Fig. 2. 6-axis turning/milling machining center
Objectives KS/ISO Standards Remarks Universal head M/C KS B ISO 10791-3 Universal head
5-axis M/C KS B ISO 10791-2 Universal head KS B ISO 3655 Turning/Boring Position Accuracy
standard
KS B ISO 10791-4 Turning KS B ISO 230-2 All machines
Table 1. KS/ISO specifications for multi-axis M/C본 연구에서는 먼저, 다축 공작기계의 정밀도 측정 방 법에 있어서 KS 및 ISO 규격에 분산되어 제시되어 있는 정밀도 평가 항목을 체계적으로 정리하고 부족한 부분에 대하여 추가적으로 도출하고자 한다. 또한, 평가항목을 토대로 다축 복합가공기의 정밀도 분석을 위한표준공작 물을 제시하고자 한다. 설계된 표준공작물을 제작하고, 그 표준공작물을 특정한 방법으로 가공한 후 다축 복합 가공기의 정밀도 측정 결과와 표준공작물의 가공정밀도 를 측정함으로써 최종적으로 공작기계 오차를 비교 분석 하고자 한다.
2. 다축 복합가공기의 정밀도 측정을 위한 평가항목의 도출
Fig. 2는 본 연구에서 대상으로 하고자 하는 6축 공작 기계를 보여주고 있다. 그림에서와 같이 밀링과 선반 가 공을 동시에 할 수 있도록 설계되어 있다. 기본적으로 3 축 공작기계의 경우, 공작기계 정밀도를 평가하는 표준 공작물이 정의되어 있으며, 그 측정방법도 제시되어 있 다. 그러나 다축 공작기계의 경우는 기본적인 축의 구성 에 따른 정밀도 측정방법이 다양한 KS/ISO 규격에 산발
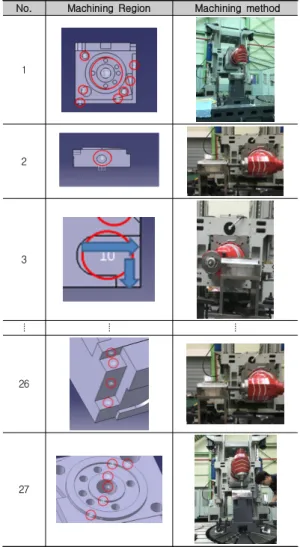
적으로 제시되어 있다. 따라서 Table 1과 같이 다축 공작 기계 정밀도 평가 관련 KS/ISO 규격을 정리 하여 체계 적으로 수립하는 것이 필요하다. 본 연구에서는 다축 공 작기계의 평가 항목을 총 27개 도출하였으며 그 결과는 Fig. 3과 같다.
먼저, 선반과 밀링 기능을 갖고 있는 다축 공작기계의 정밀도 평가항목은 기본적으로 크게 X, Y, Z축 기본 이 송에 해당하는 9개의 평가항목과 두 개의 회전축을 갖고 있는 공작기계 헤드 부분(B축 및 D축)의 5개 항목 및 회 전 테이블 부분의 3개 항목으로 구성된다. 또한 주축의 정밀도를 측정하기 위한 3개 항목과 각 축 간의 상관관계 에 해당하는 정밀도 평가항목 7개 등 총 27개의 정밀도 평가항목으로 구성된다. 이 중 기존 KS/ISO에 기재된 기 계정밀도 측정방법인 24개 항목과, 회전축의 위치 및 반 복정밀도에 해당하는 2개 항목 및 축 간의 상관관계에 해 당하는 1개 항목을 새롭게 도출하여 추가하였다. 추가된 항목은 정밀도 평가에 꼭 필요한 요소라도 판단하였다.
한편, 공작기계 정밀도 분석에 있어 열변형과 주축의 강 성은 매우 중요한 항목이라고 할 수 있으나, 본 연구에서 는 기하학적 정밀도 분석에 초점을 두었으므로 이 항목 은 배제하였다.
3. 평가항목별 정밀도 측정 및 분석
앞서 언급한 바와 같이 도출된 정밀도 평가 항목 중 KS/ISO 규격에 정해져 있는 항목은 그 측정 방법이 정 의되어 있다. 또한 평가 방법이 정의되어 있지 않은 세 가지 항목은 유사한 방식으로 적용하여 측정방법을 정의 하였고 측정을 수행하였다. Fig. 4는 선반과 밀링 겸용의
Fig. 4. Accuracy measurement of 6-axis machine tool
No. Evaluation Item Permissible Measured 1 X-axis Straightness (X1) 0.025 mm 0.01 mm 2 X-axis Angular deviation (X2) 0.06 mm 0.02 mm 3 X-axis Perpendicularity (X3) 0.02 mm 0.006 mm
⦙ ⦙ ⦙ ⦙
25 Directional movement (S1) 0.005 mm 0.003 mm 26 Run-out of internal taper (S2) 0.01 mm 0.003 mm 27 Parallelism of Z-axis and S-axis
(S3) 0.015 mm 0.01 mm
Table 2. Accuracy measurement result
다축 가공기의 정밀도를 측정하는 모습이다. 그림에서와 같이, 측정 항목별로 다이얼 인디케이터 및 직각자, 테스 트 바 등을 이용하여 정의된 방법으로 측정하였다. 기하 학적 정밀도에 대한 각 항목별 측정 결과는 Table 2와 같 으며 모든 항목에서 간략화된 명칭을 사용하여 정리 하 였다. Fig. 5는 각각 KS/ISO 규격에서 정의하고 있는 허 용 오차와 실제 측정된 오차의 결과를 보여주고 있다. 그 림에서와 같이 전 항목에 대하여 본 다축가공기는 기하 학적으로 정밀한 공작기계임을 알 수 있다.
본 연구의 대상인 다축 복합가공기에 대한 정밀도 측 정을 실시해본 결과, 27개의 평가항목에 대하여 모든 오 차를 측정하기에는 상당히 많은 시간이 소모되었다. 또 한, 공작기계의 정밀도 측정에는 고가의 측정 장비를 필 요로 하며, 측정을 위한 숙련자 또는 전문가가 필요하다 는 문제 등을 확인할 수 있었다. 이러한 문제들을 해결하 Fig. 3. Proposed evaluation items
기 위하여, 다축 복합가공기의 기하학적 오차 크기와 원 인을 파악 할 수 있는 표준공작물이 개발 된다면, 공작기 계 정밀도를 측정하고 오차의 원인을 파악하는데 발생할 수 있는 많은 제한적인 부분이 해결될 것이라 판단된다.
따라서, 다축 복합가공기 정밀도 오차에 대하여 원인 파 악이 가능한 표준공작물을 개발하고, 개발된 표준공작물 을 가공하여 그 결과를 3차원 측정함으로써, 공작기계의 오차와 그 원인을 분석하고자 한다.
4. 다축가공기의 기하학적 정밀도 평가를 위한 표준공작물 개발 및 가공
4.1 정밀도 평가를 위한 표준공작물 설계 앞에서 언급한 바와 같이, 3축 공작기계의 정밀도를 평가하는 표준공작물이 KS/ISO 규격에 정의되어 있으 나 5축 이상의 다축 가공기에 적용하기에는 큰 한계가 있다.
따라서 본 연구에서는, 27개 정밀도 평가항목에 대해 정밀도를 평가하고 오차의 원인을 파악할 수 있는 표준 공작물을 개발하고자 한다. 즉, 표준공작물을 다축 가공 기에서 정해진 방식으로 가공을 하고, 그 가공부위를 3차 원 측정하면, 각 27개 평가 항목에 대한 오차의 크기와 오차의 원인을 파악할 수 있도록 하는 것이 표준공작물 의 개념이라고 할 수 있다. 이와 같이 표준공작물의 가공 과 가공부위의 측정을 통해 정밀도 오차의 크기와 원인
을 파악할 수 있다면, 숙련자가 고가의 장비를 이용하여 오랜 시간 정밀도 평가를 해야 하는 문제를 해결할 수 있 을 것으로 기대된다.
Table 3은 여러 차례의 시행착오를 거쳐 설계된 다축 가공기용 표준공작물과 KS/ISO의 정밀도 측정 방법및 해당 평가항목에 대한 표준공작물의 가공부위를 보여주 고 있다. 표준공작물의 가공에서, 특정 부위를 가공하는 경우 일반적으로 몇 개의 정밀도 평가 항목이 중첩되는 경우가 있다. 이럴 경우 오차 원인을 정확히 분석하기 어려우므로, KS/ISO에 제시된 평가 항목과 표준공작물 가공 부위가 가능하면 1:1 매칭 될 수 있도록 하였다.
(b) Measured error
Fig. 5 Permissible and measured error1 Straightness (X1)
2 X-axis Angular deviation (X2)
3
X-axis perpendicularity
(X3)
⦙ ⦙ ⦙ ⦙
26
Run-out of internal taper
(S2)
27
Parallelism of
Z-axis and
S-axis (S2)
4.2 정밀도 평가를 위한 표준공작물 가공 설계한 표준공작물은 사전에 0.5mm 정도의 최종 정 삭가공 여유를 남겨 놓고 가공하였다. 이는 표준공작물 의 정삭 가공 시 가공부하에 따른 공구 변형을 최소화하 기 위함이다. 또한, 가공부하를 줄이고 가공성을 향상시 키기기 위해 표준공작물의 재료는 알루미늄 70계열을 이 용하였다. 표준 공작물의 가공조건은 Table 4와 같다. 기 하학적 오차만을 보기 위하여 가공부하를 최소화 하였고 가공 30분~1시간 간격으로 휴식을 취함으로 열에 의한 공작기계 오차를 줄이도록 하였다. 한편, 가공 시 공구의 휨을 최소화하기 위하여 직경이 큰 공구를 사용하였으며 전체적으로 각 평가 항목과 가공부위가 1:1 매칭 되도록 가공하였다.
Table 5는 각 정밀도 평가 항목별 가공 자세를 보여주 고 있다. 본 표준가공물은 사전에 정해진 특별한 자세와 방법으로 가공해야 한다. 표준공작물의 가공을 통해 공 작기계의 정밀도를 평가하기 위해서는 특정한 가공 자세 와 가공절차로 가공해야만 각 평가 항목에 대한 정밀도 평가가 가능하기 때문이다. 예를 들어, Table 5의 첫 번 째 그림은 가공 자세를 수직으로 하여 표준공작물의 윗 면을 가공하는 방법 및 절차를 나타내고 있다. 그 세부적 인 절차는 다음과 같다.
■ 윗면 가공(첫번째 그림)
① 25Φ 엔드밀을 사용, 절삭깊이 0.5mm로 X축을 따라 아래와 옆면 가공
② 25Φ 엔드밀을 사용, 절삭깊이 0.5mm로 Y축을 따라 아래와 옆면 가공
③ 50Φ U드릴을 사용하여 깊이 50mm 가공
④ 25Φ U드릴을 사용하여 깊이 50mm 가공
⑤ 25Φ U드릴을 사용하여 깊이 50mm 가공
⑥ 25Φ 엔드밀을 사용, X축 15°로 가공
⑦ 25Φ 엔드밀을 사용, Y축 15°로 가공
⑧ 20Φ U드릴 혹은 엔드밀을 사용, 6개의 홀 가공 (0°, 90°, 180°, 225°, 270°, 300° 가공)
2
3
⦙ ⦙ ⦙
26
27
No. Evaluation Item
Permissible value
Measured M/C accuracy
Machining accuracy
1 S1 0.005 0.003 0.009
2 S2 (a) 0.01 0.003 0.012
3 S2 (b) 0.02 0.01 0.015
4 S3 0.015 0.004 0.002
5 B1 0.035 0.001 0.001
⦙ ⦙ ⦙ ⦙ ⦙
25 T5 0.025 0.003 0.005
26 T6 0.025 0.004 0.007
27 T7 0.02 0.002 0.001
Table 6. Comparison of measured M/C accuracy and machining accuracy of test workpiece
■ 측면 가공(두번째 그림)
① D축을 90도 회전하여 50Φ U드릴을 이용, 깊이 50mm 홀 가공
한편, 회전테이블의 오차는, 표준공작물을 회전테이블 로 옮겨 가공하였다. 회전테이블 가공의 경우, 보링 공구 를 사용하지 않고 엔드밀을 회전 시킨 후 헤드를 고정시 키고 회전테이블을 회전하며 가공을 실시하였다.
5. 표준공작물의 가공 정밀도와 복합가공기 정밀도와의 상관관계 분석
가공된 표준공작물의 가공 정밀도를 분석하기 위해 3 차원 측정을 수행하였다. 3차원 측정은 Mitutoyo사의 191-254모델을 이용하여 측정하였으며, 3회 측정값의 평 균으로 하여 측정값을 얻었다.
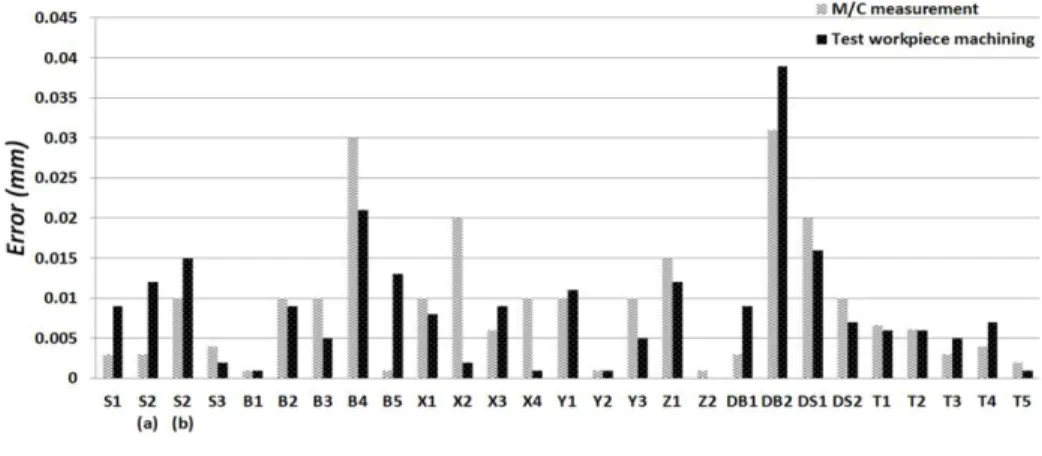
27개 평가 항목 각각에 대해, 기하학적 오차의 허용값, 공작기계 정밀도 측정 결과 및 표준공작물 가공 후의 측 정 결과를 Table 6에 정량적으로, Fig. 6에 정성적으로 나타내었다. Fig. 6에서 각 항목별 사선으로 나타나 있는 부분이 공작기계 정밀도 측정값이고 짙은 색은 표준공작 물의 가공 정밀도이다. 공작기계 정밀도 측정값과 표준 공작물의 가공 정밀도 측정값을 비교하였을 때, 대체적 으로 결과값이 유사하게 나타나는 것을 볼 수 있다. 그러 나, 일부 항목들은 표준공작물의 가공 정밀도가 공작기 계 정밀도 보다 크게 나오는 것을 알 수 있다. 예를 들어, S1 및 S2 항목은 각각 주축의 축방향 움직임과 내면 테 이퍼부의 흔들림을 의미하나, 표준공작물의 가공 관점에 서는 각 축의 정밀도 및 D축과 S축의 관계 등도 반영된 다고 할 수 있다. 따라서 표준공작물의 가공으로 100%
정확한 오차의 원인을 분석하는 것은 한계가 있을 수 있
다. 따라서 가능하면 정밀도 항목과 표준공작물의 가공 정밀도가 1:1 매칭될 수 있도록 표준공작물을 설계하는 것이 중요하다고 할 수 있다.
이상의 전체적인 결과로부터, 측정된 표준공작물의 가 공오차가 기계정밀도 오차와 거의 유사한 값을 갖는다는 것을 알게 되었고, 본 연구에서 제안한 표준공작물의 가 공 결과로부터 다축 공작기계의 오차 크기와 그 원인을 평가할 수 있음을 확인하였다. 이와 같은 결과는 5축 밀 링과 회전 테이블을 갖춘 다축 복합가공기에는 모두 활 용 가능할 것으로 기대된다.
6. 결론
본 연구에서는 다축 복합가공기의 복잡한 기하학적 정밀도 평가를 쉽게 하기 위해 표준공작물의 가공을 통 한 기하학적 정밀도 산출 방법을 제안하였다.
이를 위해 본 연구에서는 먼저, 하나의 규정으로 정의 되어 있지 않고 분산되어 흩어져 있는 KS/ISO 규정을 체계화하여 다축 복합가공기의 정밀도 평가 항목 27개를 도출하였고, 각 축별 그리고 각 축 간의 상관관계에서 발 생되는 오차의 원인을 정밀도 평가 항목으로 체계화 하 였다.
본 연구에서는 도출된 27개 항목에 대해 KS/ISO 규정 에서 정의하고 있는 방법에 따라 다축 복합가공기의 정 밀도 측정을 수행하였다. 본 측정을 통해 연구의 대상인 복합가공기는 규정에서 정의하고 있는 공차를 만족하는 것으로 파악되었다.
Fig. 6. Error correlation between machining accuracy of the test workpiece and M/C accuracy
석할 수 있는 표준공작물을 제시하였다. 또한, 표준공작 물의 가공 방법과 절차에 대해서도 정의하고 표준공작물 을 가공하였다.
가공된 표준공작물에서 27개 평가 항목에 해당하는 가공면울 3차원 측정하고, 그 결과를 측정한 공작기계 정 밀도 결과와 비교 분석하였다. 그 결과, 전체 27개 항목의 기하학적 정밀도 평가항목에 대해, 공작기계 측정 결과 와 표준공작물 가공 정밀도가 매유 유사한 크기와 경향 을 가짐을 확인할 수 있었다. 이를 토대로, 다양한 다축 복합가공기의 기하학적 오차를 표준 NC코드를 활용한 표준공작물의 가공만으로 분석할 수 있음을 확인하였으 며, 이를 통해 기존의 숙련자와 고가 장비에 의존하던 복 잡한 정밀도 분석을 매우 쉽게 할 수 있게 될 것이라 판 단된다.
REFERENCES
[1] ISO 10791 series. Test conditions for machining centers.
International Organization for Standardization. (1998).
[2] ISO 3655 series. Acceptance conditions for vertical turning and boring lathes with one or two columns and a single fixed or movable table — General introduction and testing of the accuracy. International Organization
for Standardization. (1998).
[3] ISO 230 series. Test code for machine tools.
International Organization for Standardization. (1998).
[4] J. H. Hwang, J. Y. Shim & T. J. Ko. (2011). Evaluation Method of the Multi-axis Errors for Machining Centers.
Journal of the Korean Society for Precision Engineering, 28(8), 904-914.
[5] J. Hwang, C. H. Park, C. H. Lee & C. K. Song. (2013).
Simulation technology for accuracy of machine tools.
Proceeding of the KSMPE autumn conference. 41.
[6] Q. H. Yan, M. Luo & K. Tang. (2018). Multi-axis variable depth-of-cut machining of thin-walled workpieces based on the workpiece deflection constraint.
Computer-Aided Design. 100. 14-29.
[7] J. Yang, D. Asian & Y. Altintas. (2018). Identification of
Engineers. 10(6). 9-15.
[9] Y. L. Schmitz, J. C. Ziegert, J. S. Canning & R. Zapata.
(2009). Case study: A comparison of error sources in high-speed milling. Precision Engineering. 32. 126-133.
[10] X. W. Xu & S. T. Newman. (2006). Making CNC machine tools more open, interoperable and intelligent-a review of the technologies. Computers in Industry. 57, 141-152.
[11] B. Bringmann, J. P. Besuchet & L. Besuchet. (2008).
Systematic evaluation of calibration methods. CRIP
Annals-Manufacturing Technology. 57. 529-532.
[12] S. Ibaraki, M. Sawada, A. Mastsubara & T. Matsushita.
(2010). Machining tests to identify kinematic errors on five-axis machine tools. Precision Engineering. 34.
387-398.
[13] J. W. Youn, K. H. Kim & J. T. Park. (2014). A study on the test workpiece for accuracy evaluation of 5-axis machine tool. Journal of Korean Society for Precision
Engineering. 31(5). 431-439.
[14] S. lbaraki, M. Sawada, A. Matsubara & T. Matsushita.
(2010). Machining tests to identify kinematic errors on five-axis machine tools. Precision Engineering. 34(3).
387-398.
[15] K. H. Kim, J. T. Park, S. K. Park & J. W. Youn. (2013).
A Study on Correlation between the Test Workpiece and Machine Tool Accuracy. Proceeding of the KSMTE
autumn conference. 4
신 재 훈(Jae-Hun Shin) [학생회원]
․2016년 8월 : 대구대학교 기계공학 부 기계공학과 (공학사)
․2016년 9월 ∼ 현재 : 대구 대학교 대학원 기계공학과 석사과정
․관심분야 : 공작기계 설계 및 해석, 5축 가공, 성형해석
․E-Mail : [email protected]
CAE 해석
․E-Mail : [email protected]
윤 재 웅(Jae-Woong Youn) [정회원]
․1990년 2월 : KAIST 생산공학과 (공학석사)
․1995년 2월 : KAIST 정밀공학과 (공학박사)
․1994년 12월 ∼ 1999년 8월 : 삼성 중공업 중앙연구소 선임연구원
․1999년 9월 ∼ 현재 : 대구대학교 기계공학부 교수
․관심분야 : 정밀가공, 5축 가공, 공작기계 설계, 생산자 동화
․E-Mail : [email protected]