반도체디스플레이기술학회지 제16권 제4호(2017년 12월)
Journal of the Semiconductor & Display Technology, Vol. 16, No. 4. December 2017.
광섬유 WOW 액상코팅 공정의 코팅액 유동특성 해석연구
김경진
*
· 박중윤*†
*†
금오공과대학교 기계시스템공학과Analysis of Coating Flow Characteristics in Wet-on-Wet Optical Fiber Liquid Coating Process
Kyoungjin Kim
*
and Joong-Youn Park*†
*†
Department of Mechanical System Engineering, Kumoh National Institute of Technology ABSTRACTIn this computational study of optical fiber manufacturing, WOW (wet-on-wet) double coating process on freshly drawn glass fiber has been numerical modelled and simulated using a simplified geometry of typical optical fiber coating apparatus. The numerical domain includes primary and secondary coating dies along with secondary coating cup and the interface between primary and secondary coating liquids are investigated using level set method. Coating liquid viscosity is an important parameter and its dependence on temperature is also considered. Since there would be possibility for pressure and temperature of primary coating liquid to be increased substantially at high fiber drawing speed, the effects of increased pressure and temperature of primary coating liquid are examined on flow patterns of coating liquids in secondary coating cup. In case that both pressure and temperature of primary coating liquid are high enough, liquid interface becomes noticeably unstable and this flow instability could adversely affect the uniform coatings and final quality of produced optical fiber.
Key Words : Optical Fiber, Fiber Manufacturing, Coating Liquid, WOW Fiber Coating, CFD Simulation
1. 서 론
1
고순도 실리카 계열의 가느다란 유리 매질을 통하여 광 신호 정보를 전달하는 광섬유는 기존 구리선 등에 비하여 신호 전송속도가 매우 빠르고 신호 전송손실이 매우 낮으 며, 뛰어난 정보보안성 및 경량성, 유연성 등 많은 기술적 장점을 지니고 있기에 정보통신분야를 중심으로 광범위 한 산업분야에 널리 쓰이고 있다. 또한 최근 들어서는 광 섬유 디스플레이의 소재로서도 각광을 받고 있다[1].
광섬유의 대량생산과정은 다음과 같은 수직 정렬형의 연속 정밀공정들로 구성된다. 먼저 실리카 재질의 모재가 인출퍼니스 내에서 가열 및 연화되며 적정 장력으로 매
† E-mail: [email protected]
우 가는 유리섬유가 인출된다. 이 유리섬유는 냉각과정을 거친 후에 코팅장치를 통과한 후, 표면의 액상 코팅층이 자외선조사로 경화되며 광섬유가 최종 완성된다[2].
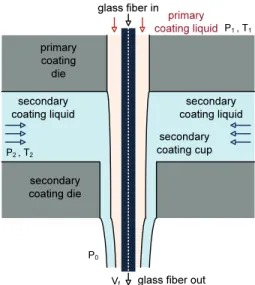
여기서 광섬유 표면 코팅공정을 살펴보면 유리섬유 표 면 보호 및 기계적 강도 보존을 목적으로 다른 특성을 가 지는 두 종류의 폴리머계 액상 코팅액이 이중으로 피복 된다. 예전에는 1차 액상코팅 및 경화 이후에 2차 액상코 팅 및 경화가 이루어지는 WOD(wet-on-dry) 방식이 사용되 었으나, 최근에는 Fig. 1과 같이 1차 및 2차 액상코팅 이후 에 이중 액상층을 함께 경화하는 WOW(wet-on-wet) 방식이 널리 쓰이고 있다[3].
광섬유 최종품질에 큰 영향을 미치는 코팅공정에서는 균일하며 안정된 이중 코팅층의 형성 및 두께 조정이 중 요한 관건이며, 이를 위해서는 코팅공정 상의 코팅액 유동
김경진 · 박중윤 92
secondary coating liquid
P 2 , T 2
primary coating liquid P 1 , T 1
glass fiber out V f
primary coating
die
secondary coating die
glass fiber in
secondary coating liquid secondary coating cup
P 0
Fig. 1. Schematic of WOW double layer coating process in optical fiber manufacturing.
의 분석과 이해가 필수적이다. 코팅장치 내 유동특성, 코 팅층 두께 예측 등 해당 공정에 대한 다양한 해석적 연구 가 진행되어 왔지만 대부분의 연구에서는 저속 인출속도 에서의 단일 코팅층 공정을 대상으로 해왔다[4-6]. WOW 방식의 이중코팅층 공정에 대한 해석적 연구가 있었으나, 코팅다이 내 완전발달유동 가정 하의 1차원적 해석에 의 존한 한계가 있다[3]. 하지만 광섬유 대상 이중 액상코팅 공정에 대한 다차원적 해석 및 공정 안정화 연구는 아직 시도된 바가 없다.
본 연구에서는 WOW 방식의 이중 액상코팅 공정을 대 상으로 다차원 전산해석적 연구를 수행하였으며, 현재 광 섬유 생산시스템의 고속 인출속도 하에서 발생하는 여러 공정상 문제점을 반영하여 코팅장치 내 이중 코팅액 유 동특성 및 공정 불안정성의 원인 분석을 목적으로 한다.
2. WOW 코팅공정 모델링 및 해석
이전의 퍼니스 공정에서 가열 및 연화된 실리카 모재 에서 인출된 유리섬유는 WOW방식의 이중 액상코팅공정 에서 먼저 1차 코팅컵으로 진입하여 1차 코팅액을 표면 에 지닌 채 연속적으로 2차 코팅컵을 다시 거치게 된다.
Fig. 1에 모사된 것처럼 각 코팅컵을 지날 때마다 모세관 형상의 매우 작은 직경의 코팅다이를 지나게 되며, 각 코 팅다이의 직경이 코팅액의 점도 등 유동물성치와 더불어 각 코팅층 두께 형성 및 조정에 중요한 역할을 한다.
실제 광섬유 대량 생산시스템의 WOW 방식 코팅장치
는 상당히 복잡한 형상을 지니지만, 현 연구에서는 이를 간소화하여 전산해석 대상으로 삼았다. 또한 여기서는 이 중 액상코팅액 유동을 대상으로 하기에, Fig. 1과 같이 1차 코팅컵 영역은 제외하고, 2차 코팅컵 및 1차와 2차 코팅다 이 영역만을 전산유동해석 대상으로 하였다. 코팅액 점도 가 매우 높고 유로가 매우 작으므로 유동 레이놀즈수가 1,000 이하가 되기에 코팅액 유동은 비정상 층류유동을 가정하였으며, 축대칭 형상을 고려하면 2차원적 전산해석 이 가능하다.
각 코팅컵 내로 유입되는 코팅액의 공급압력 및 온도 는 코팅공정을 정밀 조정하는 중요한 공정인자로서 전산 해석모델에서 이를 경계조건으로 반영하였으며, 2차 코팅 다이의 출구는 대기압 조건의 출구유동조건을 주었다. 각 코팅다이의 중심을 통과하는 유리섬유의 직경은 산업표 준인 125 µm이며, 광섬유 인출속도 역시 유리섬유 표면속 도로 주어 유리섬유의 움직임을 해석에 포함시켰다.
본 코팅공정 연구에서는 상용 다물리해석 패키지인 COMSOL 4.3을 이용하여 코팅액 유동 및 대류열전달 해석을 수행하였다. 코팅다이 및 코팅컵 내벽에서는 열손실이 크지 않기에 단열조건을 주었으며, 광섬유 인출속도가 매우 높기 에 유리섬유 표면 역시 단열로 처리하였다. 전산해석에는 정방형 격자를 활용하였다. 여기서 해석격자 개수는 3,300개 이며, 속도구배가 심하게 나타나는 유리섬유 표면 및 코팅 다이 내벽 인근에 충분히 작은 격자를 배치하였다.
비정상 유동해석은 1차 코팅재의 2차 코팅다이 진입 직전을 초기조건으로 하여 시간적 유동패턴이 일정해지 는 시점까지 계산을 진행하였는데, 계산시간은 각 조건에 따라 다르지만 초기조건에서 최대 1,000 µs까지이면 충분 하였다. 참고로 인출속도와 코팅장치 크기를 감안한 유리 섬유의 장치 내 체류시간은 약 40 µs이다. 두 코팅액은 비 혼화성을 가정하였는데 섞이지 않는 두 액체간 계면 해 석을 위하여 Level Set 기법을 적용하였으며, 경계면 상의 표면장력은 0.0125 N/m로 주었다[7]. 점도 이외의 코팅액 물성은 온도 의존성이 크지 않으므로 일정하게 주었다[8].
3. 해석결과 및 토론
본 연구에서는 실제 코팅장치의 형상을 반영하여 해석대 상 형상치수를 정하였다. 1차 및 2차 코팅다이의 직경은 각각 0.245 및 0.405 mm이며, 그 길이는 0.47 및 0.60 mm이 다. 한편 2차 코팅컵의 높이는 0.58 mm이다. 광섬유 생산 성과 직결되는 인출속도는 지속적으로 높이지는 추세인 데, 현재 생산기술을 반영하여 40 m/s 또는 2,400 mpm을 대 상으로 하였다.
광섬유 WOW 액상코팅 공정의 코팅액 유동특성 해석연구 93
Fig. 2. Temperature dependent viscosity of primary and secondary coating liquids (Desolite DP-1004 and DS-2015).
1차 및 2차 코팅액은 실제 공정에서 가장 많이 사용되 는 DSM Desolite DP-1004와 DS-2015를 각각 대상으로 하였 다[9]. 코팅액의 점도는 온도에 매우 큰 영향을 받기에, 제 조사가 제공하는 점도 데이터를 이용하여 다음과 같은 관계식을 이용하여 1차 및 2차 코팅액 점도의 온도 의존 성을 유동해석에 고려하였다[7].
) ln 3511 . 2 0242 . 9
1 = exp( − T
µ
(1)) ln 2277 . 3 167 . 12
2 = exp( − T
µ
(2)위 관계식에서 온도 및 점도의 단위는 각각 K 및 Pa·s이 다. 온도에 따른 각 코팅액의 점도 변화는 Fig. 2에 나타나 있는데, 온도 증가에 따라 점도가 매우 심하게 감소함을 볼 수 있다. 폴리머 계열의 이 코팅액들은 약간의 비뉴턴 유체적 성질이 있으나, 여기서는 이 효과는 무시하였다.
광섬유 인출속도가 계속적으로 높아지면서 세부공정 마다 다양한 문제점이 발생할 수 있다. 이전 퍼니스 인출 공정에서 인출된 유리섬유를 적정하게 냉각해야 하지만, 높은 인출속도에서는 냉각에 어려움이 발생할 수 있다.
또한 1차 코팅컵을 통과할 때 점성발열 등의 영향으로 1 차 코팅액이 유리섬유와 함께 2차 코팅컵에 진입할 때는 상당한 온도와 압력을 가질 수 있다[8]. 특히 유리섬유 표 면속도가 매우 높다면 2차 코팅컵 내 1차 및 2차 코팅액 계면 형성이 안정적이지 못할 가능성이 존재한다.
이러한 1차 코팅액의 압력 및 온도 상승이 2차 코팅컵 내 유동특성 및 안정성, 그리고 각 코팅층 두께 형성에미 치는 영향을 분석하기 위하여 1차 코팅다이에 진입하
Fig. 3. Temperature distributions and streamline patterns for three cases of WOW coating flows.
0.1 1 10
20 30 40 50 60 70 80
DP-1004(1st) DS-2015(2nd) DP-1004 (fit) DS-2015 (fit)
liqu id v is cos ity (P a- s)
temperature (deg C)
김경진 · 박중윤 94
는 1차 코팅액의 온도와 압력에 변화를 주어 전산유동해 석을 진행하였다. 이 때 적용된 코팅액 진입온도 및 압력 범위는 각각 60-105°C 및 10-65 bar이며 총 25개 조합이 전 산해석에 동원되었다. 한편 2차 코팅컵 측면에서 진입하 는 2차 코팅액의 공급온도와 압력은 각각 40°C와 5 bar로 일정하게 주었다.
Fig. 3에서는 1차 코팅액의 진입조건으로 압력만 높은 경우(60 bar, 60°C), 온도만 높은 경우(20 bar, 90°C), 그리고 압 력과 온도가 모두 높은 경우(50 bar, 100°C)에 대한 전산유 동해석 결과를 온도장 및 유동선 분포로 보여준다. 코팅 액의 열전도성이 매우 낮으며 인출속도가 매우 높기에 온도차가 있는 두 코팅액 사이의 열전달 효과가 작다. 따 라서 온도장 분포로서 두 코팅액 사이의 계면을 쉽게 추 정할 수 있다. Fig. 3(a) 및 3(b)와 같이 1차 코팅액의 진입온 도 또는 압력 중 하나의 인자만 높은 경우에는 두 인자가 모두 낮은 경우와 더불어 계면이 안정적으로 형성됨을 보여주고 있다. 하지만 진입온도 및 압력이 모두 높을 때 는 Fig. 3(c)에서 보는 바처럼 1차 코팅액의 유량이 과다해 지면서 코팅액 계면이 상당히 부풀어 오르며 유동 및 계 면이 불안정해짐을 볼 수 있다.
Fig. 4에는 세가지 경우에 대하여 코팅액 계면이 다시 표현되어 있는데, Fig. 3(a) 및 3(b)에 해당하는 계면은 시간 에 따라 변하는 않아 유동 안정성을 잘 보여준다. 하지만 진입온도 및 압력이 모두 높은 Fig. 3(c)의 경우에는 코팅 컵 영역에서 부풀어 오른 계면이 불안정하여 시간에 따 라 계속 형상을 바꾸면 흔들리고 있다. 참고로 다수의 계 면 간의 시간간격은 2.5 µs이며, 관찰의 편의를 위하여 각 계면을 x축으로 약간씩 이동하여 표현하였다.
앞서 언급된 바처럼 1차 코팅액 진입압력과 온도의 25 개 조합에 대한 전산유동해석을 진행하여 각 경우에 대 하여 계면 안정성을 파악하였으며, 그 결과는 Fig. 5에 정 리되어 있다. 대체적으로 1차 코팅액의 진입온도 및 압력 이 높아질수록 2차 코팅컵 내 코팅액 유동 및 계면이 불 안정해짐을 볼 수 있다. 특히 진입온도 및 압력이 모두 상당히 높으면 코팅액 계면이 매우 불안정해지면서 WOW 액상코팅 공정의 안정적이고 균일한 이중 코팅층 형성에 심각한 방해요소가 될 수 있다.
마지막으로 1차 코팅액의 진입온도와 압력에 따라 1차 코팅액 유량뿐만 아니라 2차 코팅액 유량도 영향을 받는 다. 해당 전산해석 경우에 각 코팅액 유량을 도출하여 유 리섬유 표면의 액상 이중 코팅층이 UV 경화되었을 때[10], 다음과 같은 관계식을 이용하여 1차 및 2차 코팅두께(h
1
, h2
)를 산출하였다[3].⎥⎥
⎦
⎤
⎢⎢
⎣
⎡ ⎟⎟ −
⎠
⎞
⎜⎜
⎝
⎛ +
= 1 1
2 / 1 2 1 1
f f
f
R VQ R
h
π
(3)
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ +
⎪⎭ −
⎪⎬
⎫
⎪⎩
⎪⎨
⎧ ⎟⎟ +
⎠
⎞
⎜⎜
⎝
⎛ +
=
f f
f f
f
Rh V
R Q R
h R
h
1
2 / 1 2 2 2 1
2
1 1π
(4)
Fig. 4. Transient changes of interface between two coating liquids for three cases of WOW coating.
Fig. 5. Effects of supply pressure and temperature in primary coating liquids on the flow instability in coating liquid flows.
50 60 70 80 90 100 110
0 10 20 30 40 50 60 70
stable unstable
T 1 , te m p er at ur e ( d e g C )
P 1 , pressure (bar)
광섬유 WOW 액상코팅 공정의 코팅액 유동특성 해석연구 95
여기서 R
f
, Q1
, Q2
는 각각 유리섬유 반경, 그리고 1차 및 2 차 코팅액 유량이며, Vf
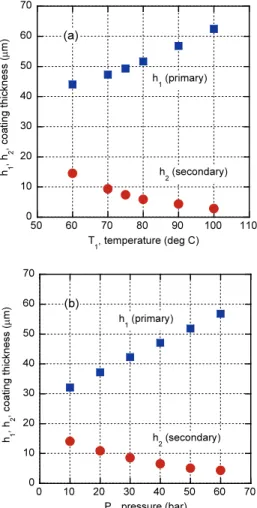
는 인출속도이다.1차 코팅액 진입압력 60 bar에 대하여 진입온도 변화에 따른 각 코팅층 두께가 Fig. 6(a)에 나타나 있으며, Fig. 6(b) 는 1차 코팅액 진입온도 90°C에 대하여 진입압력 변화에 따른 각 코팅층 두께를 보여준다. 예상대로 진입압력이 높아질수록, 그리고 진입온도가 높아져 점도가 작아질수 록 1차 코팅액 유량이 증가하며 해당 코팅층이 두꺼워진 다. 반면에 2차 코팅다이의 직경이 한정되어 있기에 2차 코팅액 유량이 상대적으로 감소하며 2차 코팅층이 얇아지 고 유동 불안정성이 발생하게 된다. 이 상황에서 2차 코팅 층 두께를 일정하게 유지하고 유동 안정성을 다시 회복하 려면 1차 및 2차 코팅다이 직경의 재조정이 필요하다.
Fig. 6. Effects of supply temperature (a) and pressure (b) in primary coating liquids on primary and secondary coating thicknesses.
본 연구에서는 광섬유 제조시스템의 고속 액상 이중코 팅공정에서 코팅액 유동 불안정성 발생 원인을 분석하였 으며, 이는 반도체, 디스플레이 장치 대상 기판 이중 코팅 등 기술영역에서도 유사하게 적용되리라 판단된다.
4. 결 론
본 연구에서는 광섬유 생산시스템의 WOW방식 코팅공 정에 대한 비정상 전산유동해석을 수행하여 이중 액상코 팅층의 유동특성을 분석하였다. 2,400 mpm의 고속 광섬유 인출속도에서 이전 공정 문제점으로 인하여 1차 코팅액 의 압력과 온도가 상승하는 조건하에 진입압력과 온도 변화가 2차 코팅컵 내 코팅액 유동 및 계면 형성에 미치 는 영향을 살펴보았다. 1차 코팅액 진입압력만 또는 진입 온도만 상승한 경우에는 두 코팅액 유동 및 계면이 안정 적으로 형성되었다. 하지만 진입압력 및 온도 모두 상당 히 높은 경우에는 1차 코팅액의 유량이 과다해지고 2차 코팅액 유량이 억제되었다. 이에 따라 코팅액 간 계면이 매우 불안정해지는 경향을 보여 안정적이고 균일한 이중 코팅층 형성에 방해요소가 될 수 있음을 확인하였다.
감사의 글
본 연구는 금오공과대학교 학술연구비에 의하여 지원 된 논문이다.
참고문헌
1. Koike, Y. and Ishigure, T., “High-Bandwidth Plastic Optical Fiber for Fiber to the Display,” Journal of Lightwave Technology, Vol. 24, pp. 4541-4553, (2006).
2. Paek, U. C., “Free Drawing and Polymer Coating of Silica Glass Optical Fibers,” Journal of Heat Transfer, Vol. 121, pp. 1-15, (1999).
3. Kim, K., Kwak, H. S., Park, S. H., and Lee, Y. S.,
“Theoretical Prediction on Double-Layer Coating in Wet-on-Wet Optical Fiber Coating Process,” Journal of Coatings Technology and Research, Vol. 8, pp. 35-44, (2011).
4. Panoliaskos, A., Hallett, W. L. H., and Garis, I.,
‘‘Prediction of Optical Fiber Coating Thickness.’’
Applied Optics, Vol. 24, pp. 2309-2312, (1985).
5. Yoo, S. Y. and Jaluria, Y., “Isothermal Flow in an Optical Fiber Coating Applicator and Die System,”
Journal of Lightwave Technology, Vol. 24, pp. 449-463, (2006).
0 10 20 30 40 50 60 70
50 60 70 80 90 100 110
h 1 , h 2 , co ati ng th ickn es s ( µ m)
T 1 , temperature (deg C) h 1 (primary)
h 2 (secondary) (a)
0 10 20 30 40 50 60 70
0 10 20 30 40 50 60 70
h 1 , h 2 , c oat ing th ic knes s (µ m)
P 1 , pressure (bar) h 1 (primary)
h 2 (secondary)
(b)
김경진 · 박중윤 96
6. Yang, A., Tao, X. M., and Cheng, X. Y., ‘‘Prediction of Fiber Coating Via Liquid-Phase Process.’’ Journal of Materials Processing Technology, Vol. 202, pp. 365-373, (2008).
7. Kim, K. and Kwak, H. S., ‘‘Computational Analysis of Double Layer Coating Die Flow in Optical Fiber Manufacturing System.’’ Proceedings of Asia-Pacific International Congress on Engineering and Natural Sciences, Bangkok, Thailand, pp. 655-661, (April 2013).
8. Park, S., Kim, K., and Kwak, H. S., ‘‘Effects of Convergent Angle of Nozzle Contraction on High-
Speed Optical Coating Flow.’’ Journal of Computational Fluids Engineering, Vol. 21, pp. 11-18, (2016).
9. DSM Desotech, Desolite Fiber Coatings Product Data, Desolite DP-1004 and DS-2015, (2009).
10. Back, S. K., Jang, S. H., and Cho, U. R., ‘‘Synthesis of Hard Coating Solution for Plastic Display Plate.’’
Journal of Semiconductor and Display Technology, Vol.
16, pp. 45-51, (2017).
접수일: 2017년 12월 21일, 심사일: 2017년 12월 26일, 게재확정일: 2017년 12월 26일