Woojin Kim, Bimal Subedi and Jang-Soo Choi
Key Words: Air-Assisted injector(공기 보조식 분사기), Vortex generator(회전 와류자), Low pressure atomization (저압 미립화), Two fluid nozzle(이유체 노즐)
Abstract
A nozzle with vortex generator was used to develop the low pressure nozzle with high atomization performance and the nozzle atomized the liquid by centrifugal shear forces. In order to analyze the atomization characteristics, a shadowgraphy method was used and the measurement of droplet size was performed by using laser diffraction analyzer. The liquid injection pressure was fixed as 0.03 bar which is very low pressure and the gas injection pressures were changed from 0 bar to 2.0 bar. As a result, the breakup was achieved at the air injection pressure of 0.25 bar and over. The nozzle with the orifice diameter of 0.4 mm and the orifice gap of 0.25 mm presented small droplet diameters under 50 at the air injection pressure of 0.75 bar.
1. 서 론
대형 물체의 표면에 대하여 빠른 도장을 필요로 할 때는 공기보조식 분사기가 사용된다. 단일 유체를 사용 한 압력 분사식 분사기는 고압 펌프를 필요로 하기 때 문에 초기 제품 구성에 대한 투자 비용이 상대적으로 많게 되며, 고압의 분사 조건에 대해 비산특성이 커지는 단점을 지니기도 한다(1).
공기 보조식 분사기(air-assisted nozzle)는 기체와 액 체의 혼합 또는 전단력을 이용하여 액체를 미립화시키
는 분사기이며 일반적으로 중심부에 도료 및 액체가 분 사되고 주위로 공기를 보조적으로 분사하는 형상을 가
진다(2,3). 공기 보조식 분사기는 다양한 산업분야 및 항
공우주 분야에 사용되고 있으며, 특히 산업용에서는 기 체와 액체의 유량조절이 용이하고 공기의 분사압력이 대략 0.5~3 bar, 공기의 토출 유량이 200~400 l/min의 범 위에서 사용되며, 도착효율이 약 40~65%정도이다. 또한 공기 보조식 분사기는 압력 분사기와는 달리 매우 작은 분무 입자 토출이 가능하여 차량 도장, 반도체 등의 정 밀분야에 사용된다.
기체분사압력 2.0 bar 이하의 낮은 압력에서 액체를 미립화하는 기술은 매우 유용한 핵심 기술이다. Fig. 1 의 (a)는 일반 노즐로 높은 압력으로 가압 공급되는 액 체를 토출구 끝단의 좁은 액체 토출구를 통하여 분사시 킴에 의해 발생되는 토출시 전단력으로 액체를 미립화 하여 분사시킨다. 이러한 방식은 토출구에서 분사되는 액체의 가속만으로 액체를 분열시켜야 하기 때문에 매 Recieved: 25 Mar 2015, Recieved in revised form: 10 Jun
2015, Accepted: 11 Jun 2015)
*초당대학교 항공정비학과
**한국항공대학교 대학원
***이노비스(주)
†책임저자, 회원, 초당대학교 항공정비학과 E-mail : [email protected]
TEL : (061)450-1672 FAX : (061)453-4567
우 낮은 미립화 성능을 보인다(5-8).
Fig. 1(b)는 내부 혼합 이유체 노즐로 가압된 액체와 공기가 각기 다른 통로를 통해 유입되고 토출구 끝단에 서 액체와 공기가 혼합되면서 유체를 미립화시키는 공 기보조식 노즐이다. (b)는 (a)와 비교하여 낮은 액체 공 급압력으로도 미립화가 가능하지만 여전히 높은 수준이 며, 종래의 (a)와 (b)방식에서는 오버 스프레이 및 되튀 김 현상이 발생되므로 사용되는 도료의 손실이 많다. 또 한, 입자분포가 균일하지 않기 때문에 도포면 품질이 저 하되어 고품질 정밀 도포에는 부적합하다.
Fig. 1의 (c) 노즐은 다른 노즐과는 달리 가압된 공기 가 토출전에 삽입되어 있는 회전 와류자(vortex genera- tor)를 통해 공기가 고속으로 회전하여, 공급되는 액체를 회전 전단력으로 미립화시키는 방식이다. 이러한 회전 미립화 방식은 비교적 낮은 압력의 가압공기로도 원심 력에 의해 쉽게 액체를 미립화 시킬 수 있는 장점을 가 지며, 이러한 장점은 상업용 분사시스템에서 저압의 압 축기를 사용함으로써 제품 개발 및 생산 비용을 절감할 수 있다.
본 연구에서는 동일한 회전와류자를 사용하여중심 오 리피스 직경 및 환형간극(annular gap)의 크기를 변화시 켜가면서 저압에서의 평균 액적직경(SMD; Sauter mean diameter) 특성을 분석하여, 저속, 저유량 액체를 저압의 공기보조제트를 사용하여 분열시킬 때 나타나는 분열 특성 및 분무 액적 직경을 도출하였다.
2. 실험장치 및 방법
공기보조식 와류노즐의 분무 분열 특성 연구를 위해 액체와 기체의 유량을 변화시켜가며 실험을 수행하였다.
공기보조식 와류노즐은 중심에서 액체가 분사되고 환형 간극에서 공기가 회전 와류자에 의해 접선방향(tangen- tial direction)으로 분사되는 형태이다. 분무 특성 평가를 위한 시스템은 압력전송기, 가압탱크, 기체 보조 탱크, 압력조절 밸브, 축압기, 니들밸브 등으로 구성되고 분무 가시화 장치와 입경 측정장치를 사용하였다(9-11).
2.1 분무 시험 장치
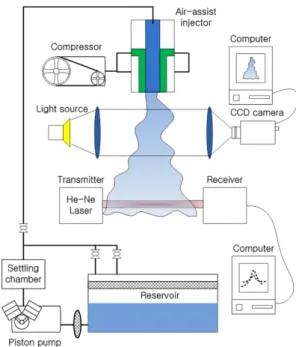
분무시험은 물을 지속적으로 공급하기 위해 Fig. 2과 같이 순환식 실험장치를 구성하여 사용하였다. 물은 수 조에서 피스톤 펌프로 가압되며, 펌프의 진동을 감쇄시 키기 위해 중간에 세틀링 챔버를 통과하여 물이 공급된 다. 피스톤 펌프를 통해 가압되는 물은 바이패스 라인을 통해 유량을 조절한다. 분사된 물은 수조를 통해 회수되 고, 거름망을 통해 다시 펌프로 공급된다. 공기는 압축 기로 가압된 탱크로부터 공급되어 레귤레이터로 압력이 제어된다.
2.2 분무특성 측정 장치
Fig. 2에서와 같이 분무 패턴의 가시화를 위해 CCD 카메라, 고속카메라, 스트로보 스코프 광원, 평볼록(pla- nar convex) 렌즈를 사용하였으며, 그림자 기법을 사용 하여 가시화 이미지를 획득하였다. 그림자 기법에 사용 된 렌즈는 지름 90 mm, 초점거리 60 mm 이며, 광원의 Fig. 1 Various nozzle types; (a) single hole type, (b) air-
assist type and (c) swirl type(4)
Fig. 2 Schematic of spray system
핀홀은 1 mm 이다. 미립화된 분무의 평균입경과 입도 분포를 평가하기 위해 레이저 회절 입자측정 방법을 사 용하였다. 분무 액적의 평균 직경 측정은 레이저 회절 원리를 이용한 분무입경 측정장치를 사용하여 측정하였 다. 헬륨-네온 레이저는 5.0 mW의 출력과 632 nm의 파 장으로 발진하고 헬륨-네온 레이저 빔의 직경은 29 mm 이며, 액적의 산란 중 회절에 따른 광량을 31개의 다원 소 검출기를 사용하여 측정한다. 헬륨-네온 레이저를 사 용한 분무 입경 측정 장치는 완전한 구형 입자에 대해 Mie 산란이론을 이용하여 액적의 크기를 측정하며, 2,000 HZ의 응답속도로 최소 0.1 µm에서 1,750 µm의 액적 직경을 측정할 수 있다.
2.3 이유체 분사 노즐
본 연구의 실험에 사용되는 노즐은 Fig. 3와 같이 가 압된 공기가 토출 전에 삽입되어 있는 회전 와류자를 통해 공기가 고속으로 회전하여, 낮은 압력으로 공급되 는 액체를 회전 전단력으로 미립화시키는 방식이다. 본 연구에서는 액체 토출구의 직경과 기체 토출구의 간극 (gap)을 설계 인자 로 선정하였다. 분무 실험을 하기 위 해서 3가지 형상을 고려하였고 노즐의 기하학적 형상은 Table 1과 같고 와류자 내부에는 접선방향으로 3개의 유 로를 가진다.
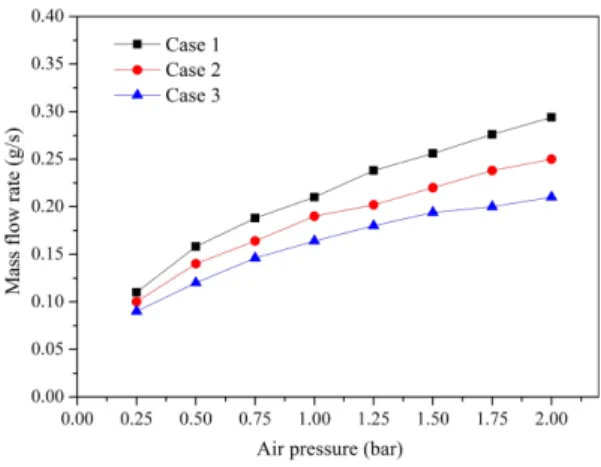
transmitter)는 최대 0.3%의 오차를 가지고 터빈 유량계 는 최대 1% 이내의 오차를 가지며 부유식 면적 유량계 는 약 ±0.5 l/min의 오차를 가진다. 액체 공급압력은 최 소유량 20 ml를 기준으로 하여 0.03 bar로 고정하였고 기체의 분사압력은 0~2.0 bar 조건에서 실험을 수행하 였으며, 이에 따라 질량유량비는 case 1은 0.35~0.93, case 2는 0.23~0.58, case 3는 0.09~0.21 조건을 고려하였
Table 1. Injector geometries
Nozzle case Orifice diameter Orifice gap Case 1 0.4 mm 0.25 mm
Case 2 0.5 mm 0.3 mm
Case 3 0.7 mm 0.3 mm
Fig. 3 Schematic of air-assist swirl injector
Fig. 4 Mass flow rates of liquid at various injection pres- sures
Fig. 5 Mass flow rates of gas at various injection pres- sures
다. 기체 공급압력 증가에 따른 분무 분열 이미지를 Fig.
6에 나타내고 있다. 기체가 분사되지 않는 경우에는 액 주만 일정하게 분사되어 거의 분열되지 않으며, 낮은 기 체 압력조건에서는 기체의 전단력에 의해 액주가 진동
하는 모습을 보이며 액적으로의 분열길이가 약간 짧아 지는 특성을 보인다. 기체의 분사압력이 증가함에 따라 액주의 전단 분열을 가속화하여 미립화가 향상되는 경 향을 파악할 수 있었다. Case 1의 분사기의 경우 기체압 Fig. 6 Spray images at various gas injection pressures with liquid injection pressure of 0.03 bar
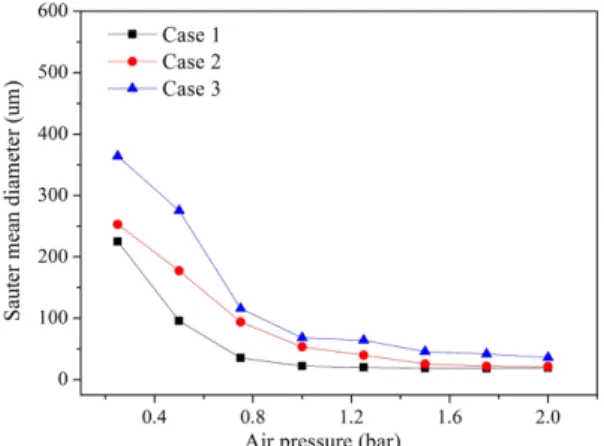
력 0.25 bar부터 기체 전단력에 의한 높은 미립화가 시 작되나, case 2 및 case 3의 경우에는 기체 압력 약 1.00 bar까지는 낮은 미립화 성능을 보인다. 이와 같은 결과 는 Fig. 7과 같이 레이저 회절 입도 분석기를 사용하여 분무 액적의 크기의 경향에서도 나타난다. Case 1의 조 건에서는 공기압력 약 0.75 bar 조건이후로 50 µm 이하 의 목표수준의 미립화성능이 나타났다. Case 2는 기체 공급압력 약 1.0 bar 이상부터 목표수준을 달성할 수 있 었으며, Case 3는 1.75 bar 이상에서 50 µm 이하의 평 균액적 직경을 보였다. 이와 같은 결과는 회전 와류자를 사용할 경우 2.0 bar 이하의 낮은 공기 공급압력에서도 회전 와류자의 사용을 통해 높은 미립화 성능을 얻을 수 있음을 나타낸다. 기체 분사압력이 증가하게 되면 토 출 전에 삽입되어 있는 회전 와류자의 회전을 증가시켜 회전 와류자를 통해 토출되는 기체의 전단분열을 가속 화시키고 회전 전단력이 증가하여 액체 유량이 증가하 여도 액적 평균 입자 크기는 증가하지 않는다.
결과적으로 Case 1의 형상에서 기체 공급압력 약 0.75 bar 최소 압력에서 50 µm이하의 높은 미립화 성능 을 보였다. 하지만 Case 2의 조건에서는 약 1.0 bar의 약 간의 공기압력 상승으로 약 두배의 액체유량을 높은 미 립화 성능으로 분사 시킬 수 있어, 액체도료를 빠른 속 도로 도포해야하는 경우 Case 2의 노즐이 더 좋은 결과 를 도출할 수 있을 것으로 보인다.
4. 결 론
공기보조식 와류 노즐의 액체 오리피스 직경 및 환형
서 최저압력 0.75 bar의 분사압력으로 약 50 µm 이하의 높은 미립화 성능을 보였다. 이와 같은 연구결과를 실제 산업 적용분야에 도입하면 낮은 유량 및 고성능 미립화 를 요구하는 분야에서는 액체노즐 직경을 0.4 mm, 기체 노즐 환형간극 0.25 mm의 형상이 적절하고, 고속도장 등의 높은 액체 유량을 요구하는 경우 액체노즐 직경을 0.5 mm, 기체노즐 환형간극 0.3 mm의 형상에서 1.0 bar 의 약간의 공기 공급압력 상승으로 약 2배의 유량을 약 50 µm로 미립화 시킬 수 있어 경우에 따라 이 조건이 최적노즐로써 선정이 가능할 것으로 보인다.
후 기
본 연구는 중소기업청에서 지원하는 2013년도 중소 기업기술개발지원사업(과제번호 : S2081919)의 일환으 로 수행되었으며 지원에 감사드립니다.
참고문헌
(1) Lefebvre, A. Henry, 1989. “Atomization and spray”, Hemisphere Publishing Corporation.
(2) http://www.spray.com
(3) http://www.airless-best-quality.com (4) http://www.innovis21.co.kr
(5) Huimin Liu, 2000. “Science and engineering of droplets:
fundamentals and applications”, Noyes Publications.
(6) A. Kufferath, B. Wende and W. Leuckel, 1999. “Influ- ence of liquid flow conditions on spray characteristics of internal-mixing twin-fluid atomizer”, International Journal of Heat and Fluid Flow, Vol. 20, pp. 513-519.
(7) Feras, Z. Batarseh, Markus GnirB, Ilia, V. Roisman and Cameron Tropea, 2009. “Fluctuations of a spray generated by an air blast atomizer”, Experiments in Fluids, Vol. 46, pp. 1081~1091.
Fig. 7 Sauter mean diameters of droplets at various injec- tion pressures
(8) G. M. Faeth, L.P. Hsiang and P. K. Wu, 1995. “Struc- ture and breakup properties of sprays”, International Journal of Multiphase Flow, Vol. 21, Suppl. pp. 99~127.
(9) Kulshreshtha, B. Digvijay, Diksit Saurabh and Channi- wala, S. B., 2011. “Experimental investigations of air assisted pressure swirl atomizer”, Indian Journal of Science and Technology, Vol. 4, No. 2 pp. 126~130.
(10) Pipatpong W., Hiroyuki H., Hirofumi M., Teruyuki F., Masanori N., and Sumpun C, 2012, “Experimental
Study on the Spray Characteristics of an Air Assisted Atomizer with Internal Mixing Chamber”, European Journal of Scientific Research, ISSN 1450-216X Vol. 84, pp. 507~521.
(11) A. Coghe and G. E. Cossali, 2011. “Quantitative opti- cal techniques for dense spray investigation: A sur- vey”, Optics and Lasers in Engineering, Vol. 50, pp.
46~56.