구조성능 및 CO2 저감량 평가
StructuralPerformanceand CO2Reduction Evaluation oftheUltra simpleWide-shaped section Beam-to-Column Weak AxisConnection
김 상 섭1)† ․ 부 윤 섭2) Kim,Sang-Seup Boo,Yoon-Seob
요 약: 강구조에서 약축에 대한 접합기술 및 연구는 소수의 연구자들에 의해 진행되고 있으며,연구실적 및 접합부 기술발전의 성과가 많이 부족한 실정이다.기존 브라켓타입의 약축접합부는 효율적인 시공성 및 CO2배출량의 저감을 위하여 개선될 필요가 있으며,구조성능이 우수하고 CO2배출량이 적은 새로운 형태의 약축접합부로 대체되어야 할 것이다.그러나 새로운 형태의 약축접합부는 구조성능의 검증 및 안 전성에 대한 검토가 선행되어야 하며,CO2저감에 관한 연구가 진행되어야 할 것으로 판단된다.따라서 본 연구는 기존 브라켓타입의 약축접합 부,표준약축접합부 및 초간편 약축접합부를 대상으로 구조성능을 검토하였으며,약축접합에 필요한 접합재료의 소요수량 및 CO2배출량을 정 량적으로 평가하였다.그 결과,초간편 약축접합부가 구조성능이 우수하고,CO2배출량도 적으며,접합재료의 소요수량이 적기 때문에 시공성 이 우수하여 기존 브라켓타입의 약축접합부를 대체할 수 있을 것으로 판단된다.
ABSTRACT: Therehavebeenfew researchesontheconnectiontechnologyforsteelstructures,sotheresearchoutputsand the outcome ofthe technology developmentare stillinsufficient.The bracket-type connection should be improved for efficientconstructabilityandCO2reduction.Itshouldbereplacedbyanew typeofweak-axisconnectionthathasbetter structuralperformanceandlessCO2emission.Sincethestructuralperformanceandsafetyofthenew typeofweak-axis connectionmustfirstbeverified,however,astudyonCO2reductionwillbeconducted.Therefore,thisstudylookedinto the structuralperformance ofthe bracket-type details,standard details,and ultra-simple details.It evaluated the requirementsforconnection materialsand CO2emission.Itwasfound thatthe ultra-simple weak-axisconnection has thebest structuralperformance and the least CO2 emissions,so it is deemed capable ofreplacing the bracket-type weak-axisconnection.
핵 심 용 어 :초간편,기둥-보 접합,약축접합,CO2저감
KEYWORDS:ultrasimple,beam tocolumnconnection,weakaxisconnection,CO2reduction
1.서 론
강구조에서 H형강 기둥-보 접합기술 및 연구는 강축과 약축 의 두가지 측면으로 나눠서 검토를 할 수 있다.강축에 대한 접합기술 및 연구는 제1세대 접합부,제2세대 접합부,제3세 대 접합부를 거치면서 다양한 접합상세가 개발되어 연구결과 가 축척되고 있다.
그러나 약축에 대한 접합기술 및 연구는 소수의 연구자들에
1)교신저자.한국기술교육대학교 건축공학부 교수
(Tel:041-560-1330,Fax:041-560-1224,E-mail:kimss@kut.ac.kr) 2)한국기술교육대학교 건축공학부,석사과정(kingpunch@naver.com)
의해 진행되고 있으며,강축접합과 비교하면 약축접합에 대한 연구실적과 기술발전의 가시적 성과가 많이 부족한 실정이다.3) 또한 기존 브라켓타입의 약축접합부는 브라켓의 제작 및 설 치,H형강 기둥과 접합 시 과다한 용접에 따른 접합부의 취 성적 파괴에 대한 우려,현장에서 보 이음과 같은 추가시공 등으로 인한 공사비 및 공사기간의 증가 등의 문제점을 가지 고 있다.따라서 이와 같이 약축접합부에 관한 문제점들은 강 구조물의 경쟁력 저하에 커다란 요인으로 작용하고 있다.
본 논문에 대한 토의를 2012년 4월 30일까지 학회로 보내주시면 토의 회답을 게재하겠습니다.
따라서 본 연구에서 제안하는 시공성 향상을 위한 제4세대 H형강 기둥-보 약축접합부(이하 초간편 약축접합부라고 한 다.)는 기존 브라켓타입의 약축접합부에 대한 문제점을 개선 하여 간결한 접합상세를 통해 구조설계 및 시공성 향상에 기 여할 수 있을 것으로 판단된다.또한,초간편 약축접합부는 접합에 사용되는 부재의 사용량이 적기 때문에 스티프너의 제작,용접 및 보의 가공에 따른 접합부 제작비용을 감소시킬 수 있으며,기존 브라켓타입의 약축접합부를 사용했을 때에 비하여 CO2배출량이 감소할 것으로 예상된다.
본 연구는 초간편 약축접합부에 대한 연구결과를 현재 시공 중인 건축물에 적용하여 약축접합부에 대한 구조성능비교,접 합재료의 사용량 및 CO2배출량을 정량적으로 평가하는데 목 적이 있다.
2.H형강 접합부의 구조성능 평가 및 분석
본 연구는 한국강구조학회의 건축강구조 표준접합상세지침 에 제시된 표준약축접합부 및 초간편 약축접합부의 구조성능 을 실험한 기존의 문헌(김필중 등,2011)을 통해 약축접합 부에 대한 내력 및 구조특성을 파악하고 비교 분석하였다.
표 1은 약축접합부 실험체의 최대하중 및 최대변위,실험결 과로 나타난 접합부 최대하중 시의 휨모멘트와 이론적 검토 를 통한 보의 소성모멘트의 비를 나타낸 것이다.또한 그림 1은 약축접합부 실험체의 하중-변위의 관계를 나타낸 그래프 이다.
표준약축접합부인 HH-WK-2의 경우는 최대하중 시 수평 스티프너와 보 플랜지의 그루브 용접부에서 취성적 파괴형상 을 나타내며 내력이 저하되었다.접합부의 응력이 가장 많이 집중되는 기둥플랜지 끝의 그루브 용접부에서 뒷댐재와 모재 와의 용접불량으로 인해 나타난 현상으로 판단된다.
표준약축접합부인 HH-WK-4의 경우는 최대하중 시 수평 스티프너와 보 플랜지의 그루브 용접을 하기 위하여 제작된 스캘럽에서 파괴가 나타나면서 내력이 저하되었다.기둥 플 랜지 끝에서 75mm가 떨어진 형태로 HH-WK-2 접합부에 비하여 내력 및 연성은 증가하였으나,스캘럽이 파괴의 기점 으로 되기 때문에 내력이 다소 급격하게 떨어진 것으로 판단 된다.
표준약축접합부인 HH-WK-5의 경우는 일정한 파괴기점이 없는 모재와 브라켓의 휨파괴로 내력이 저하되었다.항복하중 은 다소 낮으나 항복하중 이후 보 이음부의 고력볼트의 마찰 접합이 지압접합으로 변화하면서 변위가 크게 증가한 것으로 판단된다.그림 1과 같이 연성은 우수하나,브라켓 제작 시 용접량이 많으며,고력볼트의 사용량도 많은 관계로 시공성
표 1.약축접합부 구조성능 실험결과 및 분석
분류 실험체명
(kN)
(mm)
(kN・m)
표준 약축접합부
HH-WK-2 748.41 48.05 1.05 HH-WK-4 793.41 53.21 1.12 HH-WK-5 780.16 106.91 1.10 초간편
약축접합부
WPL-WK-2 1000.70 87.19 1.41 WPL-WK-3 1054.91 90.70 1.49 주) ;약축접합부 최대하중, ;접합부의 최대하중 시 변위
; 접합부 최대하중 시의 휨모멘트와 H형강 보의 소성모멘트의 비
그림 1.약축접합부의 하중-변위 관계
이 다소 불리할 것으로 판단된다.
초간편 약축접합부인 WPL-WK-3의 경우는 항복하중 이후 에 고력볼트접합부의 마찰접합이 지압접합으로 변화하며 슬 립현상이 발생하였으며,슬립현상 이후에 특별한 파괴기점이 없는 보의 휨파괴로 내력이 저하되었다.초간편 약축접합부는 최대하중이 가장 크게 나타났으며,웨브에 전단접합이 없어도 충분한 내력과 연성을 가지고 있는 것으로 판단된다.
3.접합부 부재선정 및 구조안전성 평가 3.1접합부 부재선정
본 연구는 실물크기의 부재적용을 위하여 그림 2 및 그림 3과 같이 현재 서울역 및 서소문공원 인근에 지상 27층,지 하 7층으로 시공 중인 W빌딩의 H형강 기둥-보 약축접합부 를 대상으로 적용하였다.
W빌딩의 기둥은 SRC기둥,보는 합성보로 시공이 되고 있 으며,본 연구에서 사용한 H형강 기둥-보 약축접합부는 그림 2및 그림 3에서 기준층인 2층~27층에 시공되는 최외곽 골 조이다.또한 그림 3과 같이 약축에 접합된 보의 스팬은 10m이며,기둥은 H-400×400×13×21,보는 H-500×200
×10×16의 압연 H형강을 사용하였다.
W빌딩의 기준층 약축접합부에 사용된 접합형식은 보 플랜 지 및 웨브를 기둥웨브에 용접접합하고,기둥플랜지 사이에 수평 스티프너를 사용하여 보강을 한 기존 브라켓타입의 약 축접합부이다.
3.2초간편 약축접합부의 형상적 특징
초간편 약축접합부는 다음과 같은 형상적 특징을 가지며, 현장에서 접합부 시공 시의 형태는 그림 4와 같다.
(1)상부 및 하부의 용접플레이트가 수평스티프너와 플랜지 이음판의 역할을 동시에 수행하며,전단접합에 필요한 웨브 이음판이 없다.
(2)상부 및 하부 보플랜지에 접합된 용접플레이트는 두께 조정이 자유롭기 때문에 접합부의 내력 및 강성을 조절 할 수 있다.
(3)접합상세가 단순하여 접합개소의 수가 적고,이에 따라 용접량도 적으며,보의 이음을 위한 스칼럽이 존재하지 않는다.
(4)접합부에 작용하는 힘의 흐름이 명확하기 때문에 구조계 산이 용이하여 구조설계가 간편하다.
(5)접합부제작 및 현장에서 접합부시공이 용이하여 용접플 레이트와 수평보의 설치기간이 단축되므로 공기단축으 로 인한 공사비절감의 효과가 기대된다.
3.3접합형식에 따른 접합부의 구조안전성 평가
본 연구에서는 접합형식에 따른 구조안전성 평가를 위하여 전강도설계법을 사용하였다.전강도설계법은 부재의 유효단면 의 설계강도를 소요강도로 보고 설계하기 때문에 비경제적일 수 있다.그러나 내진설계 혹은 건축구조상 주요부분의 접합 부는 강도 및 강성에 대해 확실한 결과를 얻을 수 있기 때문 에 전강도설계법에 따라 구조안정성을 평가한다.
그림 5는 표준약축접합부에 대한 접합상세이며,그림 6은 초간편 약축접합부에 대한 접합상세이다.
본 연구에서 약축접합부의 기둥부재 및 보부재는 W빌딩과 동 일하게 H-400×400×13×21,H-500×200×10×16이며 강종은
그림 2.W빌딩 H형강 기둥-보 접합부 골조 입면도
그림 3.W빌딩 H형강 기둥-보 접합부 골조 평면도
그림 4.초간편 약축접합부의 접합형태
SM490,고력볼트는 플랜지에 M24,웨브에 M22(F10T, 표준구멍)를 사용한다.
단,표준약축접합부에서 수평스티프너와 보플랜지의 그루브 용접 이음부는 완전용입 그루브용접이므로 보 플랜지의 인장 강도와 동등하다고 가정한다.
3.3.1표준약축접합부의 구조안전성 평가
표 2는 그림 5의 W빌딩에 적용한 표준약축접합부의 접합 상세에 따른 구조안전성의 평가 결과를 나타낸 것이다.
그림 5.W빌딩에 적용한 표준약축접합부의 접합상세 표 2.표준약축접합부의 구조안전성 평가결과
평가항목 산정결과
1)보의 소성모멘트 · ·
2)보의 전단강도 × ×
3)보의 작용 인장력
4)보 웨브의 고력볼트 미끄럼강도 및 개수
∴
⇒ 개
5)보 웨브 이음판의 안전성 검토
O.K 6)보 웨브 이음판의
안전성 검토
O.K
7)보 웨브 이음판의 필릿용접 이음부 검토
O.K
8)수평 스티프너의 필릿용접 이음부 검토
O.K
3.3.2초간편 약축접합부의 구조안전성 평가
표 3은 그림 6의 W빌딩에 적용한 초간편 약축접합부의 접 합상세에 따른 구조안전성의 평가 결과를 나타낸 것이다.
그림 6.W빌딩에 적용한 초간편 약축접합부의 접합상세 표 3.초간편 약축접합부의 구조안전성 평가결과
평가항목 산정결과
1)보의 소성모멘트 · ·
2)보의 전단강도 × ×
3)보의 작용 인장력
4)보 웨브의 고력볼트 미끄럼강도 및 개수
∴
⇒ 개
5)상부 용접플레이트의 용접이음부에 작용하는 응력 검토
(필릿)
(그루브)
O.K
6)용접이음부의 안전성 검토 (축방향응력,전단응력,
조합응력검토)
O.K 7)하부 용접플레이트의
용접이음부에 작용하는 응력 검토
O.K
4.접합형식에 따른 CO2발생량 분석 4.1접합부재용 재료소요량의 정량적 산출
접합형식에 따른 CO2발생량을 분석하기 위하여 접합형식 에 따른 각 접합부재용 재료소요량을 정량적으로 산출하였다.
단,공통적으로 사용되는 기둥-보 부재는 제외하였다.
4.1.1플레이트 소요량의 산출방법
용접플레이트,수평 스티프너,이음판 및 브라켓에 사용되 는 플레이트의 소요량산출은 표 4와 같이 KS D 3500 '열 간 압연 강판 및 강대의 모양,치수,무게 및 그 허용차‘에 따라 산출하였으며 그 결과는 표 6과 같다.
표 4.플레이트의 소요량 산출(kg)
계산순서 계산방법
기본무게 ( ․ ) 7.85
(두께 1 ,면적 1의 무게) 단위무게( ) 기본무게× 판두께( )
1매의 무게() 단위무게( )× 면적()
4.1.2T/S볼트 세트 소요량의 산출방법
T/S볼트의 소요량 산출은 KS B 2819“구조물용 토크-전 단형 고장력볼트,6각너트,평와셔세트”에서 표준볼트길이는
“조임길이 + 조임길이에 더하는 길이”로 산정한다.또한,해 당 T/S볼트의 길이별 중량은 표 5와 같이 산출하였다.
(단,T/S볼트 1세트 = 볼트 1개 + 너트 1개 + 와셔 1개)
표 5.T/S볼트 세트의 소요량 산출(kg) 볼트의
호칭
조임길이에 더하는 길이
( )
볼트길이에 따른 T/S볼트의 중량
()
M22 36 60 BOLTSET:0.493 65 BOLTSET:0.508 M24 40 75 BOLTSET:0.703 80 BOLTSET:0.721
4.1.3용접재료 소요량 산출방법
용접재료의 소요량 산출은 필릿용접과 그루브용접으로 분류 하여 그림 7및 그림 8에 따라 산출하였다.단,용접의 종류 에 따른 용접효율은 무시하였으며, 용착금속의 비중은 0.00785이다.
1)필릿용접 재료소요량 산출방법
그림 7.필릿용접 재료소요량 산출
× ×
여기서, :필릿사이즈( )
:필릿용접부의 단면적()
:용접길이( )
:용착금속의 비중()
2)그루브용접 재료소요량 산출방법
그림 8.그루브용접 재료소요량 산출
× ×
× × × 여기서, :루트간격( )
:루트면( )
:그루브용접의 목두께( )
:개선각( )
:용착금속의 비중()
4.1.4약축접합부 재료소요량 산출결과
표 6은 약축접합부의 접합형식에 따른 재료소요량의 산출 결과이다.약축접합부의 접합상세가 복잡함에 따라 소요재료 수가 많아지는 결과를 나타냈다.기존 브라켓타입인 BR- WK-0 약축접합부 및 표준약축접합부인 HH-WK-5 약축접 합부의 소요재료수가 가장 많은 것으로 나타났다.
표 6.약축접합부 재료소요량 산출(kg)(부록참조)
실험체명
플레이트 소요량 T/S볼트 소요량 용접소요량
수평 스티프너
웨브 이음판 (기둥용접)
플랜지 이음판
웨브 이음판 (고력볼트)
용접
플레이트 합 계
T/S볼 트 (M22)
T/S볼 트 (M24)
합 계 필릿 용접
그루브 용접 합 계 브라켓
접합부 BR-WK-0 30.35 - 62.78 22.64 - 115.8 10.16 34.61 44.8 2.41 1.98 4.4
표준 약축 접합부
HH-WK-2 34.68 34.50 - - - 69.2 9.86 - 9.9 4.66 1.06 5.7
HH-WK-4 48.24 41.48 - - 89.7 9.86 - 9.9 4.95 1.06 6.0
HH-WK-5 106.80 43.64 62.78 22.64 - 132.5 10.16 34.61 44.8 4.81 - 4.8 초간편
약축 접합부
WPL-WK-2 - - - - 124.14 124.1 - 39.37 39.4 1.92 1.11 3.0
주1)HH-WK-5의 수평 스티프너와 웨브 이음판은 각각 브라켓의 플랜지 및 웨브를 뜻함
주2)HH-WK-5의 브라켓의 일부는 보를 대체하므로 보의 사용량만큼의 브라켓 소요강재량을 합계에서 감소시켰음 (보 플랜지 및 웨브 사용 강재량 :103.4kg)
(1)기존 브라켓타입 약축접합부의 재료소요량 산출결과 기존 브라켓타입인 BR-WK-0 약축접합부의 경우, HH-WK-5 약축접합부와 함께 고력볼트 소요량이 가장 많다.또한 필릿용접 및 그루브용접을 합친 용접재료 소요 량이 표준약축접합부 중 용접량이 가장 많은 HH-WK-4 약축접합부보다 약 27%가 더 많은 것으로 나타났다.
실제로 BR-WK-0약축접합부는 기둥과 보가 접합되는 부분이 모두 용접으로 이루어지며,또한 수평 스티프너도 H형강 기둥플랜지에 그루브용접으로 되며,수평 스티프너 와 보 플랜지에 접하는 모든 부분이 필릿용접으로 되기 때 문에 소요용접량이 많아지는 것으로 판단된다.
(2)표준약축접합부의 재료소요량 산출결과
표준약축접합부의 경우,플레이트의 소요량 및 플랜지, 웨브에 보 이음을 위한 고력볼트의 소요량은 HH-WK-5 약축접합부가 가장 많은 것으로 나타났다.
HH-WK-5 약축접합부는 보 이음을 위하여 보 플랜지 및 웨브에 고력볼트로 접합을 한다.이때,브라켓의 웨브 및 플랜지가 이음판을 사용하여 고력볼트접합을 할 수 있 도록 길어야 하며,2면 전단접합을 하기 때문에 HH- WK-4약축접합부에 비해서 약 30%의 플레이트가 더 소 요되는 것으로 나타났다.그러나 용접소요량은 HH-WK -2 및 HH-WK-4 약축접합부보다 필릿사이즈가 작고 그 루브 용접이 없으므로 소요용접량은 HH-WK-4약축접합 부에 비해 약 20% 가량 적은 것으로 나타났다.
(3)초간편 약축접합부의 재료소요량 산출결과
초간편 약축접합부인 WPL-WK-2는 용접 플레이트와 보 플랜지의 접합용 T/S볼트 사용량이 기존 브라켓타입의 약축접합부에 비해 약 12%정도 적은 것으로 나타났다.또 한 이음판 및 수평 스티프너를 사용하지 않기 때문에 소요 재료수가 가장 적어 본 연구의 약축접합부 중 접합상세가 가장 간결한 것으로 나타났다.
WPL-WK-2약축접합부는 전단접합이 없으므로 웨브의 T/S볼트 소요량도 없으며,또한 소요용접량도 본 연구의 약축접합부 중 가장 적은 것으로 나타났다.
4.2접합형식에 따른 시공성 평가
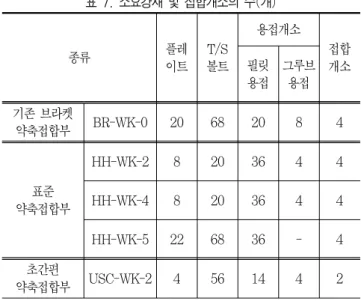
표 7은 접합형식에 따라 플레이트,T/S볼트,용접개소 및 접합개소의 수를 나타낸 것이다.
표 7에서와 같이 초간편 약축접합부는 플레이트,용접개소 및 접합개소의 수가 가장 적게 나타났다.강구조물의 소요강 재 및 접합개소의 수의 감소는 약축접합부의 제작 및 현장시 공 시 공기단축에 큰 영향을 미치는 요소이다.따라서 표 7 과 같이 접합재료 소요수를 정량적으로 평가할 수 있다면 강 구조물의 공기단축 및 시공성 향상에 큰 영향을 미칠 수 있 을 것으로 예상된다.
표 9.재료소요량에 따른 CO2산출(kg)
실험체명
플레이트 CO2배출량 T/S볼트 CO2배출량 용접 CO2배출량 수평 총 합
스티 프너
웨브 이음판 (기둥용접)
플랜지 이음판
웨브 이음판 (T/S볼트)
용접
플레이트 합 계 M22 M24 합 계 필릿 용접
그루브 용접 합 계 브라켓
접합부 BR-WK-0 90.75 - 187.71 67.69 - 346.2 228.80 779.49 1,008.3 193.84158.87 352.7 1,707.2
표준 약축 접합부
HH-WK-2103.69 103.16 - - - 206.9 222.05 - 222.1 374.9985.22 460.2 889.1 HH-WK-4144.24 124.03 - - - 268.3 222.05 - 222.1 398.1485.22 483.4 973.7 HH-WK-5319.33 130.48 187.71 67.69 - 705.2 228.80 779.49 1,008.3 386.88 - 386.9 1,791.2 초간편
약축 접합부
WPL-WK-2 - - - - 371.18 371.2 - 886.61 886.6 154.0589.08 243.1 1,500.9 주1)HH-WK-5의 수평 스티프너와 웨브 이음판은 각각 브라켓의 플랜지 및 웨브를 뜻함
주2)HH-WK-5의 브라켓의 일부는 보를 대체하므로 CO2배출량을 합계에서 감소시켰음 (보 플랜지 및 웨브를 대체한 브라켓의 CO2배출량 :309.17kg)
표 7.소요강재 및 접합개소의 수(개)
종류 플레
이트 T/S 볼트
용접개소 접합 필릿 개소
용접 그루브
용접 기존 브라켓
약축접합부 BR-WK-0 20 68 20 8 4
표준 약축접합부
HH-WK-2 8 20 36 4 4
HH-WK-4 8 20 36 4 4
HH-WK-5 22 68 36 - 4 초간편
약축접합부 USC-WK-2 4 56 14 4 2
4.3접합형식에 따른 CO2배출량의 정량적 평가
본 연구는 약축접합부의 접합형식에 따라 CO2배출량을 정 량적으로 평가하기 위하여 표 6의 접합재료 소요량을 표 8의 소요재료에 대한 CO2배출량 원단위를 통하여 표 9와 같이 정량적으로 산출하였다.
플레이트의 CO2배출량은 국가 LCIDB에서 탄소강의 제 작 시 배출되는 CO2배출량과 탄소강을 통하여 후판을 제작 할 때 배출되는 CO2배출량을 합산하여 산출하였다.그리고, 고력볼트의 CO2배출량은 (이강희 등,2010)의 연구결과에 따라 산출하였다.또한,용접에 대한 CO2배출량은 국가 LCI DB에서 GMAW의 CO2배출량에 따라 산출하였다.
표 8.소요재료의 CO2배출량(kg-CO2/kg)
재료 플레이트* 고력볼트** 용접*
CO2배출량 2.99 22.52 80.40
*한국환경산업기술원,국가 LCIDB 정보망
**건축재료의 이산화탄소 배출원단위 변화추이연구 (이강희 등,2010년),한국생태환경건축학회논문집
4.3.1기존 브라켓타입 약축접합부의 CO2배출량
현재 W빌딩에서 시공되고 있는 기존 브라켓타입 약축접합 부의 접합재료에 대한 CO2배출량의 총합은 표 9와 같이 본 연구의 약축접합부 중에서 HH-WK-5 약축접합부를 제외하 고 가장 많은 CO2배출량을 보였으며,특히 T/S볼트와 용접 에서의 CO2배출량이 다소 많은 경향을 나타냈다.
따라서 현재 보편적으로 사용되고 있는 기존 브라켓타입의 약축접합부는 CO2배출량 저감을 위해서 개선될 점이 많으 며,구조성능이 우수하고 CO2배출량이 상대적으로 적은 새 로운 형태의 약축접합부로 대체하여야 할 것으로 판단된다.
4.3.2표준약축접합부의 CO2배출량
HH-WK-2및 HH-WK-4약축접합부는 순수한 CO2배출 량의 측면에서 검토하면 CO2배출량이 가장 적기 때문에 저 탄소 녹색성장에 가장 이상적인 약축접합부라고 할 수 있다.
그러나,약축접합부에 대한 구조성능 개선에 대한 연구가 선 행되어야 할 것으로 판단된다.
HH-WK-5약축접합부의 경우는 본 연구의 약축접합부 중 에서 CO2배출량의 총합이 가장 많은 것으로 나타났다.
특히,용접을 제외하고 플레이트 및 T/S볼트의 CO2배출 량은 본 연구의 약축접합부 중에서 가장 높은 것으로 나타 났다.또한 현재 시공 중인 기존 브라켓타입의 약축접합부보 다 CO2배출량이 많다는 것과 접합개소 및 소요재료 수가 많아 시공성에 불리한 점은 추후에 개선되어야 할 것으로 판단된다.
4.3.3초간편 약축접합부의 CO2배출량
WPL-WK-2 약축접합부는 BR-WK-0 및 HH-WK-5 약 축접합부에 비해서 CO2배출량이 감소하는 것으로 나타났다.
또한 표준약축접합부와 동등이상의 구조성능을 발휘하였고, 시공성이 우수하기 때문에 기존 브라켓타입의 약축접합부와 대체가 가능할 것으로 예상된다.따라서,본 연구는 접합형 식에 따른 CO2배출량을 정량적으로 비교,분석하기 위하여 현재 시공중인 W빌딩의 약축접합부와 동일한 크기의 기둥- 보 부재를 적용하였고,각 접합형식에 따른 접합부재의 수량 에 따른 CO2배출량을 산정하였다.
5.결 론
본 연구는 초간편 약축접합부의 CO2배출량을 기존 브라켓 타입 약축접합부 및 표준약축접합부에 비교하여 산출하고, 사용성의 타당성을 검증하고자 하였으며,본 연구를 통하여 얻은 결과는 다음과 같다.
(1)기존 브라켓타입의 약축접합부는 시공성 뿐만 아니라, CO2배출량 저감을 위해서 개선되어야 하며,구조성능 이 우수하고 CO2배출량이 적은 새로운 형태의 약축접합 부로 대체하여야 할 것으로 판단된다.
(2)강구조물의 소요강재 및 접합개소의 수의 감소는 접합부 의 제작 및 공기단축에 큰 영향을 미치는 요소이며,접 합재료의 소요수량를 정량적으로 평가할 수 있다면 강구 조물의 공기단축 및 시공성 향상에 큰 영향을 미칠 수 있을 것으로 판단된다.
(3)초간편 약축접합부의 CO2배출량은 구조성능이 떨어지 는 HH-WK-2,HH-WK-4약축접합부보다는 다소 높 게 나타났다.
(4)초간편 약축접합부는 구조성능이 우수하고 HH-WK-5 약축접합부 및 기존 브라켓타입의 약축접합부보다 CO2
배출량이 낮게 나타나 구조성능 뿐만 아니라 CO2배출량 에서도 만족할 만한 수준인 것으로 판단된다.또한,시 공성이 개선되었으며,CO2배출량의 측면에서도 현재 사 용되고 있는 기존 브라켓타입의 약축접합부를 대체하기 에 충분한 것으로 판단된다.
감사의 글
이 논문은 2011년도 정부(교육과학기술부)의 재원으로 한 국연구재단의 지원을 받아 수행된 기초연구사업임 (No.
2011-0009860).
참고문헌
김상섭,이도형,함정태,김규석(2004)H형강 기둥의 약축에 대한 기둥-보 접합상세 개발 및 내력평가,한국강구조학회 논문집,한국강구조학회,제16권,제1호,pp.169-180.
김상섭,이도형,함정태(2004)약축 접합부 형식에 따른 강축 접합부의 구조적 거동 -연직하중이 작용하는 경우 -,한 국강구조학회 논문집, 한국강구조학회, 제16권, 제2호, pp.275-284.
김필중,부윤섭,양재근,이은택,김상섭(2011),시공성 향상을 위한 제4세대 H형강 기둥-보 약축접합부의 개발 및 성능 평가,한국강구조학회 논문집,한국강구조학회,제23권, 제3호,pp.1-10.
박종원,강승민,오용준(2007)약축 보-기둥 접합부의 경제성에 관한 연구,한국강구조학회 논문집,한국강구조학회,제19 권,제6호,pp.663-670.
이강희,이하식,양재혁(2010)건축재료의 이산화탄소 배출원단 위 변화추이 연구,한국생태환경건축학회 논문집, 한국생 태환경건축학회,제10권,제5호,pp.123-129.
이도형,함정태,김성배,김영호,김상섭(2004)수평스티프너를 이용한 철골 기둥-보 약축접합부 상세 개발에 관한 연구, 한국강구조학회 논문집,한국강구조학회,제16권,제5호, pp.641-652.
한국강구조학회(2009)건축강구조 표준접합 상세지침,한국강구 조학회.
한국강구조학회(2011)개정판 강구조설계,한국강구조학회.
정영선(2009)주거건물의 전과정에 따른 이산화탄소 배출량 예 측모델에 관한 연구,박사학위논문,시울시립대학교.
한국건설기술연구원 건설코스트연구실(2010) 2010 건설공사 표준품셈 건축부문,건설기술연구원.
한국생산기술연구원 국가청정생산지원센터(1998), 국가 LCI DB종합정보망,http://www.kncpc.re.kr/
한국토지주택공사,건축공사 표준시방서(2006)한국토지주택공사.
한국환경산업기술원 탄소경영팀,국가 LCI데이터베이스정보망 (2008)http://www.edp.or.kr/
한국표준협회(2003)KS D 3500 연간 압연 강판 및 강대의 모양,치수 무게 및 그 허용차,한국표준협회.
한국표준협회(2005)KSB 2819구조물용 토크-전단형 고장력 볼트․6각 너트․평와셔의 세트,한국표준협회.
AISC (2005)ManualofSteelConstruction,American InstituteofSteelConstruction.
6.부 록
6.1기존 브라켓타입 약축접합부의 소요물량산출(BR-WK-0)
그림 9.BR-WK-0약축접합부의 형상 및 접합상세 표 10.스티프너 및 이음판 소요량
종 류 폭
(mm)
길이 (mm)
두께 (mm)
면적 (mm2)
단위중량 (kg/m2)
중량 (kg/개)
사용량 (개)
총 중량 (kg)
합계 (kg) 수평스티프너 18T 358 150 18 0.054 141.3 7.59 4 30.35
115.77 플랜지 이음판 12T 200 490 12 0.098 94.2 9.23 4 36.93
플랜지 이음판 12T 70 490 12 0.034 94.2 3.23 8 25.85 웨브 이음판 9T 210 380 9 0.080 70.7 5.66 4 22.64
표 11.T/S볼트 소요량
종류 볼트
조임길이 (mm)
더하는 길이 (mm)
볼트 길이 (mm)
표준 볼트길이
(mm)
사용량
(set) 중량
(kg/set) 총중량
(kg) 합계 (kg)
F10TM22 28 36 64 65 20 0.508 10.16
44.77
F10TM24 40 40 80 80 48 0.721 34.61
표 12.용접재료 소요량 필릿용접
필릿 사이즈 (mm)
용접부 단면적 (mm2)
용접부 길이 (mm)
용접재료 사용량 (kg/면)
면의수 (면)
용접 개소 (개소)
브라켓 개수 (개)
용접재료 총사용량 (kg)
합계 (kg)
합계 (kg) 기둥웨브-보
웨브 용접 8 32 418 0.105 2 1 2 0.420
2.411
4.387 기둥웨브-보 플랜지
용접 11 60.5 200 0.095 2 2 2 0.760
보플랜지-수평
스티프너 용접 14 98 200 0.154 1 4 2 1.231
그루브용접 루트
간격 (mm)
모재의두께 (mm)
용접부길이 (mm)
루트면
(mm) 개선각 (θ)
용접재료사용량 (kg/개소)
용접 개소
스티프너의 수 (개)
용접재료총사용량 (kg) 기둥플랜지-수평
스티프너 용접 5 18 150 5 45 0.247 2 4 1.976
6.2표준약축접합부의 소요물량산출 6.2.1HH-WK-2의 소요물량산출
그림 10.HH-WK-2약축접합부의 형상 및 접합상세 표 13.스티프너 및 이음판 소요량
종 류 폭
(mm)
길이 (mm)
두께 (mm)
면적 (mm2)
단위중량 (kg/m2)
중량 (kg/개)
사용량 (개)
총 중량 (kg)
합계 (kg) 수평스티프너 16T 358 193.5 16 0.069 125.6 8.67 4 34.68
69.18 웨브 이음판 13T 458 368.5 13 0.169 102.1 17.25 2 34.50
표 14.T/S볼트 소요량 종류
볼트 조임길이
(mm)
더하는 길이 (mm)
볼트 길이 (mm)
표준 볼트길이
(mm)
사용량 (set)
중량 (kg/set)
총 중량 (kg)
합계 (kg)
F10TM22 23 36 59 60 20 0.493 9.860 9.860
표 15.용접재료 소요량
필릿용접
필릿 사이즈 (mm)
용접부 단면적 (mm2)
용접부 길이 (mm)
용접재료 사용량 (kg/면)
면의수 (면)
용접 개소 (개소)
브라켓 개수 (개)
용접재료 총사용량 (kg)
합계 (kg)
합계 (kg) 웨브이음판-수평
스티프너 용접 11 60.5 168.5 0.080 2 2 2 0.640
4.664
5.724 기둥웨브-웨브
이음판 용접 11 60.5 408.0 0.194 2 1 2 0.776 기둥웨브-수평
스티프너 용접 11 60.5 308.0 0.146 2 2 2 1.168 기둥플랜지-수평
스티프너 용접 14 98 168.5 0.130 2 4 2 2.080
그루브용접 루트
(간격mm)
모재의 (mm)두께
용접부 (mm)길이
루트면
(mm) 개선각 (θ)
용접재료 (kg/개소)사용량
용접 개소
스티프너 의 수(개)
용접재료 총사용량(kg) 수평스티프너-보
플랜지 용접 5 16 200 5 45 0.265 2 2 1.060
6.2.2HH-WK-4의 소요물량산출
그림 11.HH-WK-4약축접합부의 형상 및 접합상세 표 16.스티프너 및 이음판 소요량
종 류 폭
(mm)
길이 (mm)
두께 (mm)
면적 (mm2)
단위중량 (kg/m2)
중량 (kg/개)
사용량 (개)
총 중량 (kg)
합계 (kg) 수평스티프너 16T 358 268.5 16 0.096 125.6 12.06 4 48.24
89.72 웨브 이음판 13T 458 443.5 13 0.203 102.1 20.74 2 41.48
표 17.T/S볼트 소요량
종류
볼트 조임길이
(mm)
더하는 길이 (mm)
볼트 길이 (mm)
표준 볼트길이
(mm)
사용량 (set)
중량 (kg/set)
총 중량 (kg)
합계 (kg)
F10TM22 23 36 59 60 20 0.493 9.860 9.860
표 18.용접재료 소요량
필릿용접
필릿 사이즈 (mm)
용접부 단면적 (mm2)
용접부 길이 (mm)
용접재료 사용량 (kg/면)
면의수 (면)
용접 개소 (개소)
브라켓 개수 (개)
용접재료 총사용량 (kg)
합계 (kg)
합계 (kg) 웨브이음판-수평
스티프너 용접 11 60.5 243.5 0.116 2 2 2 0.928
4.952
6.012 기둥웨브-웨브
이음판 용접 11 60.5 408.0 0.194 2 1 2 0.776 기둥웨브-수평
스티프너 용접 11 60.5 308.0 0.146 2 2 2 1.168 기둥플랜지-수평
스티프너 용접 14 98 168.5 0.130 2 4 2 2.080
그루브용접 루트
간격 (mm)
모재의두께 (mm)
용접부길이 (mm)
루트면(mm) 개선각 (θ)
용접재료사용량 (kg/개소)
용접개소
스티프너의 수 (개)
용접재료총사용량 (kg) 수평스티프너-보
플랜지 용접 5 16 200 5 45 0.265 2 2 1.060