하이브리드 Ti
2AlC 세라믹 소결체의 재료특성 및 Micro-EDM 유용성 연구
정국현a·김광호a,b·강명창a,*
a부산대학교 융합학부(하이브리드소재솔루션 국가핵심연구센터), b부산대학교 재료공학부
Micro-EDM Feasibility and Material Properties of Hybrid Ti
2AlC Ceramic Bulk Materials
Guk-Hyun Jeonga, Kwang-Ho Kimb,
and Myung-Chang Kang
a,*aGraduate School of Convergence Science, Pusan National University, San 30, Jangjeon-Dong, Geumjeong-Gu, Busan 609-735, Korea
bSchool of Materials Science and Engineering, Pusan National University, San 30, Jangjeon-Dong, Geumjeong-Gu, Busan 609-735, Korea
(Received August 6, 2014; Revised August 13, 2014; Accepted August 18, 2014)
···
Abstract Titanium alloys are extensively used in high-temperature applications due to their excellent high strength and corrosion resistance properties. However, titanium alloys are problematic because they tend to be extremely difficult-to- cut material. In this paper, the powder synthesis, spark plasma sintering (SPS), bulk material characteristics and machin- ability test of hybrid Ti2AlC ceramic bulk materials were systematically examined. The bulk samples mainly consisted of Ti2AlC materials with density close to theoretical value were synthesized by a SPS method. Random orientation and good crystallization of the Ti2AlC was observed at 1100oC for 10 min under SPS sintering conditions. Scanning electron microscopy results indicated a homogeneous distribution and nano-laminated structure of Ti2AlC MAX phase. The hard- ness and electrical conductivity of Ti2AlC were higher than that of Ti 6242 alloy at sintering temperature of 1000oC~
1100oC. Consequently, the machinability of the hybrid Ti2AlC bulk materials is better than that of the Ti 6242 alloy for micro-EDM process of micro-hole shape workpiece.
Keywords: Electric conductivity, Hybrid Ti2AlC bulk materials, MAX phases, Micro electrical discharge machining, Machinability
···
1. 서 론
최근 항공, 우주, 의료, 전자, 자동차 산업 등의 발전에 따라 제품의 효율성을 높이기 위한 고경도, 초경량 난삭성 재료의 사용 빈도가 상당히 증가하고 있다[1]. 그 중, 티타 늄 및 티타늄 합금계는 철보다 60% 낮은 밀도, 연성과 인 성, 내부식성 및 높은 강성을 가지고 있으며 특히, Ti 6242(Ti-6Al-2Sn-4Zr-2Mo) 합금은 Ti-6Al-4V 합금에 비해 약 550oC 보다 더 높은 온도에서도 크리프(creep) 성질과 조직 안정성이 매우 우수하여 1970년대부터 우주항공분야 에서 요긴하게 사용되어져 왔다[2-4].
세라믹 소결체는 대부분 낮은 탄성, 높은 취성으로 인해 복잡한 형태의 가공이 어려운 단점을 가지고 있으며, 이를 가공하기 위해서는 초음파가공 등 특수가공법이 적용되고 있다[5]. 그러나 난삭성 소재의 대부분은 우수한 장점을 가지고 있는데도 불구하고, 열 전도성이 낮아 가공 시 절 삭 날 부근에서는 고온의 열이 집중되어, 가공 점에서 원 활한 열적 확산이 이루어지지 않아 고온화에 의해 공구가 쉽게 마멸되어 수명이 매우 짧아지게 된다[6,7].
1960년대 Nowotny’s group에 의해 제안된 MAX Phase 는 Mn+1AXn(n=1, 2 또는 3)의 화학식에 의거하여 금속의 뛰어난 열 전도성 및 전기 전도성의 장점과 세라믹의 낮
*Corresponding Author : Myung-Chang Kang, TEL: +82-51-510-2361, FAX: +82-51-510-7396, E-mail: [email protected]
은 밀도와 높은 탄성율(young’s modulus), 내부식성 및 내 산화성의 장점을 가진 독특한 소재로써 화학적, 물리적 성 질에 대해 연구가 활발히 진행되고 있다. 이러한 독특한 성질은 P63/mmc 공간군에 속하는 조밀 육방격자(Close- packed hexagonal lattice)에서[8] C축을 따라 M-X는 강한 공유결합을 하고, M-A는 약한 결합을 함으로써 나타난다 (M은 3~6족 전이금속, A는 12~16족 원소, X는 C 또는 N)[9-12].
Ti-Al-C계 시스템에서 MAX Phase를 형성시키기 위하 여 TiC는 이원계 탄화물 세라믹스로써, 강한 공유결합을 이루고 있고, 전자의 농도가 낮아 비저항(ρ) 값은 약 200 µΩ·cm로 높은 편에 속한다. 전기저항을 감소시키기 위한 방법으로는 A layer를 형성시키게 되면 각 층에 대한 M- A, M-X의 결합력 차이가 발생하게 되어 더욱 향상된 전 기전도도를 가진다고 알려져 있다[12]. Ti-Al-C계의 소결체 합성은 Hot Pressing법 및 Self-propagation High temperature Synthesis법[12,14] 등이 있으며, Tzenov 및 Barsoum등은 Hot Isostatic Pressing법[12]으로 소결하는 것을 보고하였다. 이는 1400oC의 높은 소결온도와 70 MPa의 높은 압력 및 16시간 의 오랜 소결시간이 요구된다고 알려져 있다[15].
한편, 마이크로 방전가공(Micro-Electrical Discharge Milling, Micro-EDM)법은 미세 구멍 및 복잡한 형상을 고정밀도로 가공하는데, 가장 중요한 핵심 공정기술이며, 경도와는 무 관하게 가공할 수 있다[16]. 또한 비접촉식 가공법이므로 물리적인 힘이 추가적으로 발생하지 않는 장점이 있다. 하 지만 방전발생의 원리상 전도성이 없는 소재에 대해서는 적용할 수 없다는 단점이 있다.
따라서 본 연구에서는 Ti, Al, TiC 분말을 1:1:1 몰 비율 로 혼합하여 하이브리드 Ti2AlC 세라믹 소결체를 제조하 기 위해 방전 플라즈마 소결법(Spark Plasma Sintering, SPS)으로 비교적 저온에서 급속 소결하여 합성하였고, 소 결온도 변화에 대한 제조된 소결체의 특성 분석을 위해 X-선 회절, SEM-cross section, 경도, 밀도 및 전기전도성 을 측정하였다. 이러한 Ti2AlC 세라믹 소결체의 가공 응용 가능성을 알아보기 위하여 미세 홀 형상을 Micro-EDM을 통하여 구멍 직경 및 표면 가공 상태를 기존 상용화된 티 타늄 합금어 (Ti 6242 합금)소재와 비교 평가하였다.
2. 실험방법
2.1. Ti2AlC 세라믹 소결체의 제조 및 특성평가
본 실험에서 하이브리드 Ti2AlC 세라믹 소결체 제조를 위한 출발물질로써, 중국의 Whole win(beijing) materials Sci.&Tech사에서 제조된 Ti(99.5%, 43 µm), Al(99.6%, 30 µm), TiC(99.5%, 3 µm)의 원료분말을 사용하였다. Ti2AlC
를 합성하기 위해서 Ti, Al, TiC=1:1:1의 몰 비율로 측량 한 후, 3차원 혼합기(3-D. mixer)에서 2시간 동안 stainless ball(직경 0.5 mm)을 사용하여 혼합하였다. 3축 방향으로 회전하는 용기는 단순 볼 밀링 보다 혼합 상태를 극대화 할 수 있는 장점이 있다. 균일하게 혼합된 분말은 직경 30 mm 전도성 흑연몰드(graphite mold)에 장입 후 압축 성형 하였다. 또한 흑연몰드와 분말과의 고온 반응을 최소화시 키기 위하여 BN을 도포하였으며, 각 분말의 혼합 및 채취 과정은 산화 방지를 위해 Ar가스 분위기의 glove box 안 에서 수행하였다.
방전 플라즈마 소결장치(SPS-825, SPS Syntex사, Japan) 을 이용한 하이브리드 Ti2AlC 세라믹 소결체의 제조에 있 어서는 800oC~1100oC, 50 MPa 압력, 10분 유지시간에서 on/off를 12:2로 제어한 DC Pulse 전류로 인해 분말 입자 들 사이에서 발생하는 열적 및 전기적 현상에 따라 급속 소결을 가능하게 하였다. 그림 1은 본 실험을 위한 공정순서 를 나타내었다. 위의 실험에서 제조된 소결체의 결정성을 확 인하기 위하여 X-선 회절(XRD, X-Ray Diffraction, D8 advance, Bruker사, Germany)분석을 하였고, 주사전자현미경 (FE-SEM, Field Emission Scanning Electron Microscope, Inspect F50, Fei사, USA)을 이용하여 파단면 및 미세구조 를 관찰하였다. 소결체의 물성을 확인하기 위해 온도 변화 에 대한 경도값을 Vickers hardness(WMT-X, Matsuzawa사, Japan)로, 밀도 변화를 아르키메데스(archimedes) 법으로 측정했으며, 4-Point probe(CMT-SR1000N, Advanced Instrument Technology사, USA)를 이용하여 측정된 비저 항 값을 전기전도도로 환산하였다. 각각의 물성은 3개의 시험편에 대하여 5회 측정하여 standard deviation으로 나 타내었다.
2.2. Micro-EDM 장치 및 방법
하이브리드 Ti2AlC 세라믹 소결체의 미세구멍(hole) 가 Fig. 1. Schematic diagram for fabrication of hybrid Ti2AlC ceramic bulk materials.
공성 평가를 위한 마이크로 방전가공기(Hyper-15, Hybrid precision사, Korea)를 그림 2에 도식화하였다.
마이크로 펄스 발생이 용이한 RC-type의 전원 공급 장 치가 장착되어 있고, 130 mm(X-axis) × 75 mm(Y-axis) × 80 mm(Z-axis)이고, x, y 방향의 resolution은 0.1 µm이다. 실 험조건은 표 1과 같고, Micro-EDM에 사용된 전극은 직경 300 µm 환봉형태의 tungsten 전극을 사용하였다. 또한 원 활한 방전가공을 위해 Electro-A급의 방전가공유 (Dyna solution사, Korea)를 사용하였다. 가공물은 Ti2AlC 세라믹 소결체와 hole 가공 성능을 비교하기 위한 시편으로써, 티 타늄 합금소재에서 고온부품 등에 많이 사용되고 있는 Ti 6242 합금소재를 사용하였으며, 가공물의 두께는 각각 2 mm로 제작하였다. 또한 Micro-EDM 가공시 전극마모율 을 줄이기 위해 전극 극성(polarity)을 음극(negative)으로 설정하였다.
본 연구에서 제조된 Ti2AlC 세라믹 소결체와 Ti 6242 합금의 미세구멍 형상을 평가하기 위해 광학현미경 (Optical microscope, KH-8700, Hirox사, Japan)을 이용하 여 구멍직경 크기 및 표면 가공 상태를 관찰하였다.
3. 실험결과 및 고찰
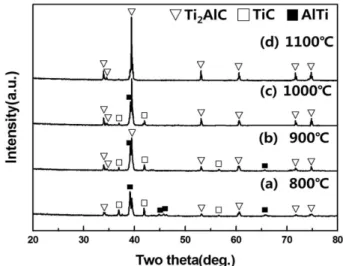
3.1. 하이브리드 Ti2AlC 세라믹 소결체의 XRD Patten 그림 3은 소결온도 변화에 대한 Ti2AlC 세라믹 소결체 의 결정성을 확인하기 위하여 800oC, 900oC, 1000oC, 1100oC에서 각각 합성시킨 시편의 XRD patten 결과이다.
그림 3(a)는 800oC에서 소결시킨 시편의 상태로서, Ti2AlC, Al-Ti 및 TiC 상이 관찰되었다. Wang 및 Zhou 등 에 따르면, 약 740oC 온도에서 용융상태인 Al은 Ti 입자 표면에 넓게 코팅되어 금속간 화합물인 Al-Ti 및 Ti3Al 상 이 형성되며, 합성 온도가 올라갈수록 탄소가 확산되어 고 온에서는 Ti2AlC, Ti3AlC 및 TiC 등의 탄화물계의 물질이 형성된다고 알려져 있다[11]. 그림 3(b)에서 보는 것과 같 이 900oC 온도에서 합성시킨 시편에서는 TiC 및 Al-Ti 상 의 회절 강도가 감소하였으며, 그림 3(c)의 1000oC에서 온 도가 증가할수록 Ti2AlC 상의 회절강도가 증가함을 관찰 하였고, TiC 및 Al-Ti 상이 미미하게 남아 있는 것을 확인 하였다. 그림 3(d)는 1100oC에서 합성시킨 시편으로서 거 의 순수한 Ti2AlC 상이 형성되는 것을 확인하였다. 이는 고온반응에 의해 먼저 형성된 Al-Ti 금속간 화합물에서 TiC 상이 반응 합성되어 이루어진 결과라고 생각된다.
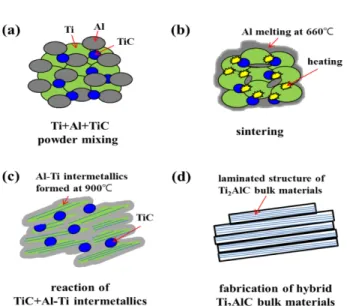
그림 4는 Ti2AlC의 반응 합성을 이루는 개략도이다.
그림 4(a)~(d)에서 보는 것과 같이 약 660oC 부근에서 Al 녹아 빠르게 Ti 입자 주위를 감싸게 되며, 약 900oC 부근 에서는 Al의 확산에 의해 Al-Ti 금속간 화합물이 형성된 다. 이때 TiC와 반응하게 되어 적층구조를 가지는 Ti2AlC 세라믹 소결체가 제조되며, 이는 그림 5에서 보여지는 결 과와 잘 일치함을 확인할 수 있다.
Fig. 2. Schematic diagram of the micro-EDM process.
Table 1. Experiment conditions for micro-EDM test Electrode
Material Tungsten (W)
Electrode diameters 300 µm
Length 300 mm
Workpiece
Material Ti2AlC, Ti 6242
Thickness 2 mm (Aspect ratio:4)
RC Circuit
Voltage (V) 200
Capacitance (pF) 10,000
Feed rate (µm/sec) 1
Spindle Speed (rpm) 1000
Fig. 3. XRD pattern of the Ti2AlC bulk materials with different SPS sintering temperature at (a) 800oC, (b) 900oC, (c) 1000oC, and (d) 1100oC.
Al(s) → Al(l) melting at 660oC
Al(l) + Ti(s) → Al-Ti intermetallics(s) forming at 900oC TiC(s) + Al-Ti intermetallics(s) → Ti2AlC(s)
3.2. 하이브리드 Ti2AlC 세라믹 소결체의 미세구조 그림 5는 SPS법을 이용하여 800oC부터 1100oC까지 각 소결온도를 변화시켜 각각 3회에 걸쳐 제조된 Ti2AlC 소 결체의 파단면을 FE-SEM으로 관찰한 미세구조 결과이다.
각 시험편에 있어서 미세구조의 특성이 일정하게 나타남 을 알 수 있었다. Ti2AlC의 합성 온도가 증가할수록 TiC + Al-Ti 금속간 화합물 → Ti2AlC의 반응이 진행되어 동
시에 결정입자가 성장하였고, 1000oC에서는 입계가 더욱 선명해졌다. 1100oC에서는 결정립 크기가 더욱 커졌으며, 211 MAX(M2AX) phase의 가장 큰 특징인 판상의 적층 (laminated layer) 구조[11]를 갖는 하이브리드 Ti2AlC의 입 자가 동일하게 생성되는 것을 관찰하였다.
그림 6은 그림 4(d)의 1100oC 온도에서 합성된 Ti2AlC 소결체의 파단면을 고배율에서 관찰한 SEM 미세구조로 서, Ti2AlC 적층두께는 40 nm~200 nm정도이며, 나노크기 의 적층구조로 구성되어 있음을 확인하였다.
3.2. 하이브리드 Ti2AlC 세라믹 소결체의 재료물성 방전 플라즈마 소결법으로 제조된 Ti2AlC 세라믹 소결 체의 소결온도에 대한 물성은 3개의 시험편에 대해서 5회 측정한 값을 그림 7에 나타내었다. 적층구조를 가지는 Ti2AlC 세라믹 소결체의 이론적 밀도는 4.11 g/cm3이며, 경도 값은 약 6 GPa의 값을 가진다고 보고되고 있다 Fig. 4. Mechanisms showing of formation sequence of hybrid
Ti2AlC bulk materials.
Fig. 5. FE-SEM image of fracture surface of Ti2AlC bulk materials with different SPS sintering temperature at (a) 800oC, (b) 900oC, (c) 1000oC, and (d) 1100oC.
Fig. 6. FE-SEM images of fracture surface of laminate structure Ti2AlC formed at 1100oC.
Fig. 7. Variation of average vickers hardness, relative density, and electrical conductivity of the hybrid Ti2AlC bulk materials with different SPS sintering temperature.
[8,17]. 본 연구에서는 소결온도가 800oC 일 때, 2.5 GPa의 경도 값을 보였으며 이때 Ti2AlC 세라믹 소결체의 상대 밀도는 94.18%로 나타났다. 900oC에서 1000oC의 소결온 도 구간에서는 상대밀도가 95.12%에서 98.01%로 급격하 게 증가하였고, 1000oC 소결온도에서의 경도 값은 4.6 GPa로 급격히 증가함을 확인하였다. 이는 소결온도가 증 가함에 따라 Al-Ti 금속간 화합물에서 TiC와 반응 합성으 로 인한 소결체의 치밀화 거동이 이루어졌기 때문이라 생 각된다. 1100oC의 소결온도에서는 치밀화가 안정화를 이 루면서 경도 값이 5.1 GPa로 최대치를 나타냈으며, 이때 상대밀도 값은 98.78%까지 증가하여 고치밀화된 시편임 을 알 수 있었다.
본 연구에서 제조된 하이브리드 Ti2AlC 세라믹 소결체 시편의 온도에 대한 전기전도도를 파악한 결과, 800oC에 서 소결한 시편에서는 4500 S/cm, 900oC에서는 5160 S/cm, 1000oC에서는 5800 S/cm, 1100oC에서는 6200 S/cm 로 측 정되었다. 이는 Ti 6242 합금소재에 비해 1.4배, 1.6배, 1.8 배 및 1.9배로 소결온도가 증가함에 따라 전기전도도가 증 가함을 확인하였다. 이는 800oC에서부터 1100oC까지 소결 온도가 증가함에 따라 M-Al과 M-C의 결합력이 강해지기
때문이라 생각된다. 또한 Barsoum 등이 제시한 Ti3SiC2, Ti3Al1.1C1.8, Ti4AlN2.9 또는 M2AC와 같은 312, 413 또는 211 MAX Phase 층상 구조를 갖는 세라믹스는 모두 7~270 Ω·cm의 우수한 전기전도도를 지니며, 소결온도가 증가함에 따라 비저항(ρ) 값이 감소하는 경향을 갖는다는 것과 일치함을 알 수 있었다[17].
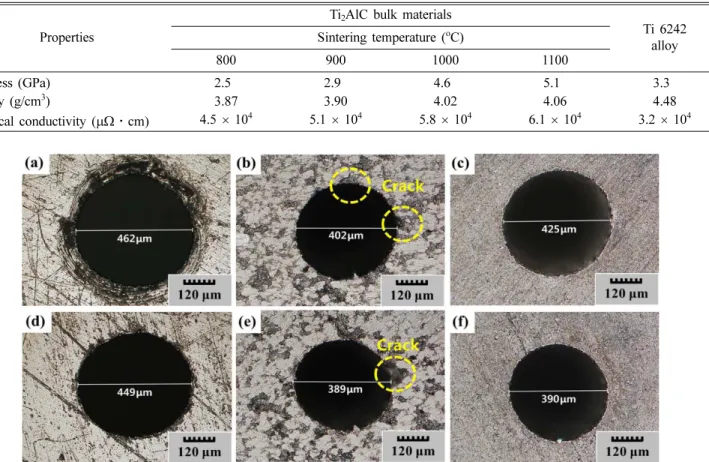
따라서 본 연구에서 하이브리드 Ti2AlC 소결체의 방전 가공 평가를 위한 소결체로서, 1100oC 소결온도에서 합성 시킨 시편의 조건이 가장 적합함을 알 수 있다. Table 2는 하이브리드 Ti2AlC 소결체와 Ti 6242 합금소재의 재료 물 성비교를 나타내었다.
3.2. 하이브리드 Ti2AlC 세라믹 소결체의 EDM가공성 그림 8은 Ti 6242 합금소재와 900oC와 1100oC에서 제조 된 하이브리드 Ti2AlC 세라믹 소결체의 미세구멍 방전 가 공성(machinability)을 평가하기 위해 광학현미경으로 관찰 한 결과이다. 그림 8(b)와 (e)에서 보는 것과 같이 900oC 에서 소결된 Ti2AlC 세라믹 소결체의 경우, 입/출구 주변 부에서 크랙(crack)으로 인한 소재의 탈락 현상을 관찰하 였다. 이는 전극과 소재간의 절연파괴가 발생함에 따라 그 Table 2. Comparisons of material properties for hybrid Ti2AlC bulk materials sintered at 1100 and Ti 6242 alloy
Properties
Ti2AlC bulk materials
Ti 6242 alloy Sintering temperature (oC)
800 900 1000 1100
Hardness (GPa) 2.50 2.90 4.60 5.10 3.30
Density (g/cm3) 3.87 3.90 4.02 4.06 4.48
Electrical conductivity (µΩ·cm) 4.5 × 104 5.1 × 104 5.8 × 104 6.1 × 104 3.2 × 104
Fig. 8. The optical microscope image of compare entrance with exit hole of the (a), (d) : Ti 6242 alloy and Ti2AlC at different sintering condition (b), (e) : 900oC, (c), (f) : 1100oC with 10 min holding time under 50 MPa.
로 인한 충격 에너지가 입/출구부에서 발생하기 때문이다 [18]. 하지만 1100oC 소결온도에서 10분간 유지 및 50 MPa의 압력을 주어 소결한 그림 8(c)와 (f)의 하이브리드 Ti2AlC 세라믹 소결체의 경우 홀 주위의 버(burr) 및 크랙 이 없는 양호한 미세구멍의 형상을 얻을 수 있었다. 반 면, 그림 8(a)에서 보는 것과 같이 Ti 6242 합금소재의 입 구형상의 경우 방전가공시 낮은 전기전도도로 인해 심하 게 그을린 자국을 선명하게 관찰하였으며, 출구 형상에서 도 홀 주위의 크랙이 발생했음을 확인하였다. 이는 본 연 구에서 제조된 하이브리드 Ti2AlC 세라믹 소결체가 Ti 6242 합금소재에 비해 약 2배 높은 전기전도도를 지니고 있기 때문이라 생각되며, 900oC에서 제조된 시편에 비해 1100oC에서 제조된 소결체가 적층구조를 형상함에 따라 M-X, M-C의 결합력으로 인해 높은 전기전도도가 부여되 었기 때문이라고 생각된다.
4. 결 론
Ti, Al, TiC 분말의 몰 비율을 1:1:1로 혼합한 후, SPS법 에 의해 1100oC의 소결온도에서 10분간 유지하고, 50 MPa의 압력에서 합성시켜 MAX Phase 구조의 하이브리 드 Ti2AlC 세라믹 소결체를 제조하였다. 제조된 시편은 소 결온도에 대한 물성평가 및 Micro-EDM에 의한 홀 형상 의 가공특성을 비교하여 다음과 같은 결과를 얻었다.
Ti2AlC의 반응은 소결온도가 증가함에 따라 TiC 상이 먼 저 생성된 Al-Ti 금속간 화합물에 확산되어 소결 반응에 따라 1100oC에서 적층두께 40 nm ~ 200 nm를 가지는 나 노크기의 적층구조(laminated layer)로 형성되었음을 확인 하였다. 또한 치밀화 거동에 따라 경도는 5.1 GPa, 상대밀 도는 98.78%,의 최대치를 보였으며, Ti-Al의 약한 결합과 Ti-C의 강한 결합에 의해 전기전도도는 6200 S/cm로 Ti 6242 합금소재 보다 약 2배 정도 더 높음을 확인하였다.
미세구멍의 마이크로 방전가공을 통하여 소결온도 1100oC에서 제조된 Ti2AlC 세라믹 소결체가 상용화된 Ti 6242 합금소재에 비해 적층구조와 높은 전기전도도로 매 우 우수한 가공성을 확인하였다.
감사의 글
이 논문은 정부(미래창조과학부)의 재원으로 한국연구 재단-글로벌프론티어사업 (재)하이브리드 인터페이스기반 미래소재연구단의 지원을 받아 수행된 연구임(No.
2013M3A6B1078874).
참고문헌
[1] T. J. Ha and T. W. Kim: J. Kor. Soc. Compos. Mater., 17 (2004) 47 (Korean).
[2] C. S. Lee, C. Choi and Y. T. Lee: J Korean. Inst. Met.
Ma., 7 (1994) 236 (Korean).
[3] X. Y. Li, Y. C. Zhu, K. Fujita, N. Iwamoto, Y. Matsunaga, K. Nakagawa and S. Taniguchi: Surf. Coat. Technol., 136 (2001) 276.
[4] J. C. Williams and E. A. Stake: Acta Matter. 51 (2003) 5775-5799.
[5] J. J. Park: J. KSPE., 14 (1997) 80 (Korean).
[6] G. Spur and J. Schonbeck: CIRP Ann-Manuf. Technol., 42 (1993) 253.
[7] E. O Ezugwu and Z. M. Wang: J. Master. Process. Tech., 68 (1997) 262.
[8] T. Thomas and C. R. Bowen: J. Alloy. Compd., 602 (2014) 72.
[9] W. B. Zhou, B. C. Mei, J. Q. Zhu and X. L. Hong: Mater.
Lett., 59 (2005) 131.
[10] J. Lane, M. Naguib, J. Lu, P. Eklund, L. Hultman and W.
Barsoum: J. Am. Cer. Soc., 95 (2012) 3352.
[11] X. H. Wang and Y. C. Zhou: J. Mater. Sci. Technol., 26 (2010) 385.
[12] G. Liu, K. Chen, H. Zhou, J. Guo, K. Ren and J. M. F.
Ferreira: Mater. Lett., 61 (2007) 779.
[13] P. Eklund, M. Beckers, U. Jansson, H. Hogberg and L.
Hultman: Thin Solid Flims., 518 (2010) 1851.
[14] C. L. Yeh and Y. G. Shen: J. Alloy. Compd., 470 (2009) 424.
[15] N. V. Tzenov and M. W. Barsoum: Z. Metalkd., 93 (2002) 66.
[16] E. Ferraris, V. Castiglioni, F. Ceyssens and D. Reynaerts:
CIRP Ann-Manuf. Technol., 62 (2013) 191.
[17] M. Barsoum: Prog. Solid State. Chem., 28 (2000) 201.
[18] J.-Y. Heo, Y.-K. Jeong, M.-C. Kang and Ahmed BUSNAINA:
J. Kor. Soc. Compos. Mater., 4 (2013) 285 (Korean).