탄화조건이 메틸이미드계 탄소 분자체 중공사 분리막의 기체 투과특성에 미치는 영향 연구
성 기 혁⋅송 주 섭⋅고 형 철*⋅하 성 용*⋅한 문 희⋅조 철 희
† 충남대학교 녹색에너지기술전문대학원, *(주)에어레인(2013년 10월 3일 접수, 2013년 10월 7일 수정, 2013년 10월 9일 채택)
Effect of Carbonization Conditions on Gas Permeation of Methyl Imide Based Carbon Molecular Sieve Hollow Fiber Membranes
Ki Hyeok Seong, Ju Sub Song, Hyung Chul Koh*, Seong Yong Ha*, Moon Hee Han, and Churl Hee Cho†
Graduate School of Green Energy Technology, Chungnam National University, Yuseong-gu, Daejeon, Korea
*Airrane Co. Ltd, 120 Shinsungnam-ro, Yusung-gu, Daejeon 306-791, Korea (Received October 3, 2013, Revised October 7, 2013, Accepted October 9, 2013)
요 약: 본 연구에서는 Matrimid-5218로부터 메틸이미드 중공사 전구체를 비용매 유도 상분리법으로 제조한 후에 탄화시 켜 탄소 분자체 중공사 분리막을 제조하였으며 전처리, 열분해, 후처리 공정이 탄소 분자체 중공사 분리막의 기체 투과 특성 에 미치는 영향을 살펴보았다. 250°C에서 2시간 공기 중에서 전처리하고, 550°C에서 2시간 질소 분위기에서 열분해한 후, 250°C 에서 2시간 공기 중에서 후처리할 때에 가장 높은 기체 투과특성을 갖는 분리막이 제조되었다. 제조된 탄소 분리막은 H
2, He, CO
2투과도가 69.72, 35.61, 31.01 GPU이었으며 O
2, N
2가스는 거의 투과하지 않았다. 따라서 제조된 탄소분자체 중 공사 분리막은 H
2, He 등 작은 분자 기체와 CO
2회수용 분리막으로서 우수한 소재임을 확인할 수 있었다.
Abstract: In the present study, carbon molecular sieve (CMS) hollow fiber membranes were prepared by carbonizing a methyl imide hollow fiber precursor, which was spun by non-solvent induced phase separation process. And effects of car- bonization parameters such as pre-oxidation, pyrolysis, and post-oxidation on the gas permeation were systematically investigated. CMS membrane having the highest gas flux was obtained by carbonizing the precursor through a combined process of air pre-oxidation at 250°C for 2h, nitrogen pyrolysis at 550°C for 2h, and oxygen post-oxidation at 250°C for 2h.
The optimized membrane showed a considerable gas permeance : the H
2, He, CO
2permeances were 69.72, 35.61, 31.01 GPU, respectively, and the O
2and N
2permeances were ignorable. Therefore, it was clear that the prepared CMS hollow fi- ber membrane was a promising membrane for recovering small gases such as hydrogen and hellium and carbon dioxide.
Keywords: carbon molecular sieve (CMS), hollow fiber, separation membrane, carbonization, Matrimid-5218
1. 서 론
1)
기체 막분리 공정은 흡수, 흡착 등의 기존 분리공정 에 비하여 상전이를 동반하지 않으며 또한 장치가 간단 하고 차지하는 부피가 작기 때문에 에너지 절약적이고 효율적인 공정으로 인식되고 있어 CO
2/CH
4, O
2/N
2, H
2/N
2, CO
2/N
2, He/N
2등의 분리에 적용되거나 적용 가 능성이 평가되고 있다. 기체 막분리 기술에 대한 연구
†교신저자(e-mail: [email protected])
는 1970년대 후반부터 시작되었으며, 기체분리용 분리 막 소재로는 폴리술폰(polysulfone, PS), 셀룰로오즈 (cellulose), 폴리카보네이트(polycarbonate, PC)와 폴리 이미드(polyimide, PI) 등이 널리 알려져 있다. 그러나, 이러한 고분자막들은 기체투과특성, 성형성, 비용 저렴 성이 뛰어난 장점을 가지고 있지만, 최대 작동 온도가 100°C 정도로 제한받고 고압 공정이나 탄화수소, 극성 용매 등이 포함된 공정에서 장기간 노출될 경우 노화나 가소화 현상 등이 발생한다는 단점을 가지고 있다[1-3].
반면에, Koresh와 Soffer[4]에 의해 1983년에 유기전
구체를 열분해하여 만들어진 탄소 분자체(carbon mo- lecular sieve, CMS) 분리막은 평판층이 무질서하게 배 열된 난층(turbostratic) 구조에 의해 서로 연결된 마이 크로기공(open micropore)을 가져 기체 투과특성을 발 현할 뿐만 아니라 열적, 기계적, 화학적 안정성이 우수 한 것으로 알려져 있다. 따라서 탄소 분자체 분리막은 화학 산업의 수소 및 탄화수소 회수, 전자산업의 불화 가스 회수 등 기체 분리용 분리막으로 많은 관심을 받 고 있다.
탄소 분자체 분리막은 전구체 물질 선정, 고분자 분 리막 제조, 전처리(pre-oxidation), 열분해(pyrolysis), 후 처리(post-oxidation) 등의 복잡한 공정을 거쳐 제조되어 진다. 특히, 탄소 분자체 분리막의 분리성능은 전구체 분리막의 특성과 열분해 공정에 가장 큰 영향을 받는다 고 알려져 있으며, 열분해공정이 진행되는 동안, 탄소 분자체 분리막의 기체 투과특성이 결정된다. 따라서 분 리막의 응용 목적에 맞는 분리능을 가진 탄소 분자체 분리막을 제조하기 위해, 각 열처리 단계에서 섬세한 공정 변수 조절이 반드시 필요하다[5-9].
열분해는 전구체를 진공 또는 불활성 분위기에서 가 열처리하는 단계로, 이 과정에서 탄소 재료에 미세기공 이 형성된다[10]. 전구체 물질이 열분해 되는 동안 여러 휘발성 물질이 발생되고 이에 따라 무게 변화가 일어난 다. 이때 발생하는 휘발성 물질로는 암모니아(NH
3), 시 안화수소(HCN), 메탄(CH
4), 수소(H
2), 질소(N
2), 일산화 탄소(CO), 이산화탄소(CO
2) 등이 있다[11-12]. 전구체 는 열분해 과정에서 가교도가 높아지며, 흑연 같은 큰 결정을 형성하는 대신 평판층이 무질서하게 배열하여 아주 좁은 기공을 형성하는 난층(turbostratic) 구조가 형성된다[13].
탄소 전구체 물질로는 폴리아크릴로니트릴(polyacry- lonitrile, PAN), 페놀 수지(phenolic resins), 폴리퍼퓨릴 알콜(polyfurfuryl alcohol, PFA), 폴리이미드(polyimide) 등이 알려져 있다. 그러나 현재 폴리이미드계 전구체는 자유체적(free volume) 제어가 가능하며 열적, 기계적 성질이 우수하여 탄소 분자체 분리막의 전구체 소재로 가장 각광받고 있다. 따라서 대표적인 상업용 폴리이미 드 물질을 이용한 기체 분리용 탄소 분리막 제조에 대 한 연구가 활발히 진행되고 있으며 그중 기계적 성질 및 내구성이 우수한 Matrimid-5218을 이용한 탄소 분 리막 제조도 많이 이루어지고 있다.
Liren Xu 등[14]은 탄소 분자체 분리막의 전구체로
폴리이미드인 Matrimid-5218을 이용하여 판형, 중공사 형의 두 가지 형태의 분리막을 진공조건으로 열분해 온 도 550°C에서 800°C까지의 범위에서 제조하여 에틸렌 (C
2CH
4)/ 에탄(C
2CH
6) 의 투과선택도가 12인 탄소 분자 체 분리막을 제조하였다. 또한 E.P. Favvas 등[15]은 열 분해공정에서 중공사형 Matrimid-5218 전구체에 N
2, N
2-water, CO
2를 흘려주어 최대 900°C로 탄소 분자체 중공사 분리막을 제조하였으며, H
252 GPU, 수소(H
2)/
메탄(CH
4) 투과선택도 137, 수소(H
2)/ 이산화탄소(CO
2) 투과선택도 37.82의 탄소 분리막의 제조가 가능함을 확 인하였다.
Pei Shi Tin 등[16]은 상온에서 Matrimid-5218 전구 체의 가교 조정을 위해서, 제조된 전구체 분리막을 1일 동안 메탄올 용액에 담근 후, 건조하여 진공조건으로 800°C 에서 열분해하여 판형 탄소 분자체 분리막을 제 조하였다. 이 분리막은 가교 조정되지 않고 탄화되어 제조된 분리막에 비해 투과도는 낮지만 선택도는 높은 결과를 나타내고 있다. 이외에도 Matrimid-5218을 전구 체로 이용하여 열처리 공정을 거친 탄소 분자체 분리막 을 DMFC (direct methanol fuel cell) 전해질로 응용하 려는 연구도 진행되었다[17]. 또한, 세라믹 지지체 표면 에 단일 Matrimid-5218 또는 무기 필러가 분산되거나 Ultem-1000 등이 혼합된 Matrimid-5218 전구체를 코팅 한 후 열분해하여 탄소분자체 분리막이나 혼합기지 분 리막을 제조하여 분리성능을 평가하는 등 다양한 응용 연구들이 진행되고 있다[18-21]. 그러나 탄화 공정에서 중요한 변수인 전처리, 열분해, 후처리 공정이 제조된 탄소분자체 분리막의 기체투과 특성에 미치는 영향에 관한 체계적인 연구의 수행이 부족한 실정이다.
따라서, 본 연구에서는 대표적인 상업용 폴리이미드 인 Matrimide-5218을 고분자 전구체로 이용하여 메틸 이미드 중공사 전구체를 제조하고 전처리, 열분해, 후처 리 탄화공정이 탄소 분자체 중공사 분리막의 기체투과 특성에 미치는 영향을 고찰하였다.
2. 실 험
2.1. 폴리이미드 중공사 전구체의 제조
폴리이미드 중공사 전구체를 제조하기 위하여 테트
라하이드로퓨란(Tetrahydrofuran, Aldrich, USA)과 에탄
올(Ethanol, OCI, 대한민국)이 각각 20 g씩 첨가된 N-
Methyl-2-Pyrrolidone (NMP, BASF, Germany) 용매 200
(a)
spinneret L/C pump
Gear pump
(b)
Fig. 1. Schematic diagrams of (a) spinneret and (b) NIPS system.
g 에 폴리이미드(Matrimid-5218, Ciba Specialty Chemicals, Switzerland) 60 g 을 첨가하여 상온에서 24시간 이상 교반하였다.
얻어진 도프 용액은 50°C의 건조오븐에서 24시간 이 상 탈기를 시킨 후에 비용매 유도 상분리(NIPS) 공정으 로 폴리이미드 전구체 중공사막을 제조하였다. 전구체 를 만드는 NIPS 공정에 있어서 노즐의 규격은 형성된 분리막 치수에 절대적인 영향을 미친다. 본 연구에서는 Fig. 1.(a) 에서 나타낸 것과 같이 0.44-0.2-0.1 mm 규격 의 스피너렛(Kasen nozzle, Japan)과 Fig. 1.(b)에서 나 타낸 것과 같은 NIPS 장치가 이용되었다.
합성된 중공사 전구체는 남아있는 용매를 제거하기 위 해서 흐르는 물에 2일 이상 세척조에 담가주었으며 세척 조에서 꺼내진 후에는 또 다시 끓는 물에 2시간 이상 담 가주었다. 물로 세척된 전구체는 다시 헥산(Hexanes, 덕 산약품공업, 대한민국)에서 1시간, 에탄올(Ethyl Alcohol, 덕산약품공업, 대한민국)에서 1시간 동안 순서대로 담 근 다음 꺼내어 자연 건조시켰다.
2.2. CMS 중공사 분리막의 제조
건조된 전구체는 튜브 가열로(튜브내경 100 mm, 아 전가열, 대한민국) 내에서 500 mL/min의 유량으로 공 기를 흘리면서 250°C까지 15분에 승온시켰으며, 다시 250 ~450°C 범위의 전처리 온도까지 4 °C/min 속도로 승온시킨 후에 전처리 온도에서 2시간 동안 유지하였 다. 전처리가 끝나면 분위기를 공기에서 N
2로 바꾸고
전처리 온도에서 1시간 동안 500 mL/min의 유량으로 N
2를 흘려준 후에, 450~1050°C 범위의 열분해 온도까 지 4 °C/min의 속도로 승온시킨 후에 열분해온도에서 1 ~8시간 유지하였다. 열분해가 끝나면 250~450°C 범 위의 후처리 온도까지 자연하강 시킨 후에 후처리 온도 에서 공기분위기로 2시간 동안 후처리하여 최종적으로 탄소분자체 중공사 분리막을 제조하였다. 사용된 폴리 이미드 전구체와 제조된 탄소분자체 분리막의 길이, 그 리고 주사전자현미경 사진으로부터 내경과 외경을 구 하여 수축율을 계산하였다.
2.3. 기체투과특성 분석
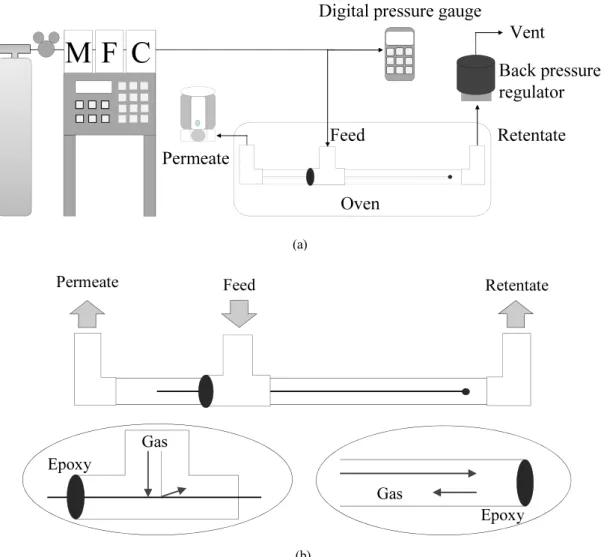
분리막의 기체투과거동은 Fig. 2.(a)와 같이 전구체 및
탄소 중공사 막 5가닥을 에폭시 레진(J-B INDUSTRO
WELD, USA) 을 이용해 1/4 inch SUS 튜브와 밀봉시
켜 시험모듈을 제조하여 연구하였다. 이때에 사용된 기
체는 H
2, He, CO
2, O
2, N
2기체이었다. 기체투과거동은
50°C 로 유지된 건조오븐에서 3시간 이상 시험모듈을
건조한 후에 상온에서 평가되었다. 기체주입속도는 유
량조절기(5850E, BROOKS, Japan)를 이용하여 150
mL/min 으로 조절하였으며, retentate부에 압력조절기
(BB-36AL3TKA2, TESCOM, USA) 를 장착하여 주입부
압력을 1~5 bar로 조절하였다. 분리막을 통과한 기체의
투과량은 투과부에 장착된 비눗방울 전자유량계(Gili-
brator 2, Gilian, USA) 를 이용하여 측정하였으며 이때
에 비눗방울 전자유량계의 측정한계는 0.1 mL/min이었
M F C
Feed Retentate
Permeate
Back pressure regulator Digital pressure gauge
Vent
Oven
(a)
Epoxy Gas
Gas
Feed Retentate
Permeate
Epoxy
(b)
Fig. 2. Schematic diagrams of (a) test module and (b) gas permeation system.
다. 따라서, 비눗방울 전자유량계로 측정할 수 없는 기 체 투과량은 0.1 mL/min으로 간주되어 투과도가 계산 되었다. Fig. 2.(b)에 사용된 기체 투과장치의 모식도를 나타내었다.
각 기체의 투과도(P)는 측정된 막면적(A), 주입부와 투과부의 압력차(ΔP), 투과량(Q)를 이용하여 다음 식 (1) 에 의해 계산되었으며 기체투과단위(GPU)로 표현되 었다. 참고로 1GPU는 1 × 10
-6cm
3(STP)/cm
2s cmHg 이다.
∆ (1)
3. 실험 결과 및 고찰
3.1. 메틸이미드 중공사 전구체의 기체 투과 특성
상업용 메틸이미드인 matrimid 5218을 원료로 하여
NIPS 공정으로 제조된 메틸이미드 중공사 전구체의 주
사전자현미경 사진을 Fig. 3.(a)에 나타내었다. 그림에
서 볼 수 있듯이 외경은 약 428 µm이었고, 내경 약
262 µm 이었으며, 두께는 42.9 µm부터 126.1 µm까지
분포가 매우 컸으며 평균 두께는 약 84.5 µm이었다. 메
틸이미드 전구체를 확대한 Fig. 3.(b)의 주사전자현미경
사진을 보면 외부 표면과 내부 표면에 skin 층으로 보
이는 치밀한 층을 확인할 수 있으며, 중앙부는 큰 fin-
ger-like 기공이 분포함을 알 수 있다. 넓은 두께 분포를
갖는 이유는 NIPS 공정 중에 spinneret의 내부 및 외부
(a)
(b)
Fig. 3. (a) Low-/(b) high-magnified SEM images of methyl imide hollow fiber membrane.
Fig. 4. Gas permeances of a prepared Matrimid-5218 hol- low fiber membrane.
부분이 잘 정렬되지 못하였기 때문에 나타는 현상이었 다. 그러나 분리 거동이 주로 표면의 skin 층에서 이루 어지므로 넒은 두께 분포가 기체 투과거동에는 큰 영향 을 주지 못할 것이라 예상되었다.
Fig. 4 는 제조된 메틸이미드 전구체 중공사 막의 H
2, He, CO
2, O
2, N
2투과도를 나타내었으며 H
2, He, CO
2, O
2, N
2투과도는 각각 400, 365, 113, 115, 121 GPU이 었다. 메틸이미드는 전형적인 유리상 고분자 분리막으 로 그 기체 투과도는 기체의 확산에 지배된다. 따라서 기체분자 크기는 기체 투과도에 큰 영향을 미칠 것이 다. 본 연구에서 사용한 기체 H
2, He, CO
2, O
2, N
2의 운동역학적 직경이 각각 2.89, 2.60, 3.30, 3.46, 3.64 Å
이다. 제조된 메틸이미드 전구체 분리막은 운동역학적 직경이 3 Å보다 큰 CO
2, O
2, N
2에 비하여 운동역학적 직경이 3 Å보다 작은 H
2, He 에서 높은 투과도를 보였 으며 이는 제조된 메틸이미드 분리막이 유리상 고분자 분리막임을 고려할 때에 당연한 결과이었다. 또한 제조 된 메틸이미드 전구체 분리막이 운동역학적 직경이 3 Å이상인 CO
2, O
2, N
2기체에 대하여도 100 GPU 부근 의 큰 투과도를 갖는 것으로 보아 제조된 메틸이미드 전구체 분리막은 큰 그리고 넓은 기공구조를 가질 것이 예상되었다. 이러한 결과는 H
2/CO
2, He/N
2, O
2/N
2투과 선택도가 각각 3.54, 3, 0.946으로 기존 S. Shishatskiy 등[22]에 의해 보고된 2.69, 92, 6.8에 비해 매우 낮음에 서도 알 수 있다. 즉, 제조된 메틸이미드 중공사 분리막 은 기존 문헌에 보고되고 있는 메틸이미드 분리막에 비 하여 기공이 넓게 분포하며 기공율도 매우 큰 것으로 판단된다.
3.2. 탄소분자체 중공사 분리막의 기체 투과 특성
3.2.1. 전처리공정의 영향
전처리공정은 열분해공정을 진행하기 전에 분리막
형상의 안정성을 높이기 위한 공정으로, 공기 또는 산
소 분위기에서 열처리 하는 pre-oxidation 단계를 나타
낸다. 전처리공정에서 산화처리를 하지 않을 경우, 열분
해공정에서 막이 연화되어 투과도가 낮은 분리막이 형
성 되는 반면에 산화처리를 했을 때는 투과도가 높아진
200 300 400 0
30 60 90
Gas Permeance (GPU)
H2 He CO2 O2 N2
Pre-oxidation Temperature (oC)
450
Fig. 5. Gas permeances of CMS hollow fiber membranes prepared at different pre-oxidation temperatures.
Temp. (°C)
Permeance (GPU) Permselectivity Shrinkage (%)
H2 He CO2 O2 N2 H2/N2 CO2/N2 L OD ID
250 69.72 35.61 31.02 1.03 1.24 56.2 25 35 36 33
350 31.35 26.67 35.45 7.06 0.82 38.5 43.2 33 38 36
400 50.42 22.54 16.89 1.03 1.03 48.96 16.4 36 41 40
Table 1. Gas Permeance, Permeselectivity, and Shrinkage of CMS Hollow Fiber Membranes Prepared at Different Pre-oxida- tion Temperatures
300 600 900
0 20 40 60 80
400
Gas Permeance (GPU)
H2 He CO2 O2 N2
Pyrolysis Temperature (oC)
1100
Fig. 6. Gas permeance of CMS hollow fiber membrane prepared at different pyrolysis temperatures.
다고 보고되어 있다[23].
Fig. 5 는 전처리 온도에 따라서 제조된 탄소분자체 중공사 분리막의 H
2, He, CO
2, O
2, N
2기체에 대한 투 과도를 나타낸 그림이다. 탄소분자체 중공사 분리막 제 조시 열분해 온도는 550°C이었고 열분해 시간은 2시간 이었으며, 후처리 온도는 250°C이었다. 전체적으로 전 처리 온도가 증가함에 따라서 각 기체의 투과도가 감소 하였으며, 410°C 이상의 온도에서 전처리할 경우 얻어 진 분리막은 형상을 유지하지 못하고 부스러졌다.
Table 1 에 각 기체의 상세한 투과도와 투과선택도 그 리고 수축율을 나타내었다. 합성된 탄소 분리막은 H
2, He, CO
2에 대하여 상대적으로 우수한 투과도를 가졌으 며 높은 H
2/N
2, CO
2/N
2투과선택도를 가졌다. 그리고, 전처리 온도가 증가할 때에 전체적으로 투과도가 감소 하는 현상은 전처리 온도가 증가할수록 수축율이 증가 하기 때문에 나타나는 현상으로 설명할 수 있다. 즉, 수 축율 증가는 난층(turbostratic) 구조에서 연결된 마이크 로기공(open micropore)의 부피의 감소를 의미하므로
투과도가 감소할 것을 의미한다. 본 연구에서 관찰된 결과는 문헌에 보고된 결과와 다르다. 즉, 일반적으로 문헌에서는 전처리 온도가 증가할수록 투과도가 증가 한다고 보고하고 있다[23-24]. 이는 아마도 본 연구에서 적용된 전처리 조건이 분리막의 형상을 유지하기에 충 분하지 못하여서 열분해 중에 형상 유지가 되지 않았기 때문에 나타나는 현상으로 판단된다. 즉, 전처리 온도가 증가함에 따라서 수축율이 증가하였고 투과도가 감소 되었다. 그러나 이에 대한 정확한 원인 규명은 추가적 인 연구가 필요하였다.
3.2.2. 열분해공정의 영향
Fig. 6 은 열분해 온도에 따라서 제조된 탄소분자체
중공사 분리막의 H
2, He, CO
2, O
2, N
2기체에 대한 투
과도를 나타낸 그림이다. 탄소분자체 중공사 분리막 제
조 시 전처리 온도는 250°C이었고, 열분해 시간은 2시
간이었으며 후처리 온도는 250°C이었다. 550°C에서 열
Temp. (°C)
Permeance (GPU) Permselectivity Shrinkage (%)
H2 He CO2 O2 N2 H2/N2 CO2/N2 L OD ID
450 0.7 0.7 0.7 0.7 0.7 1 1 28 28 20
550 69.72 35.61 31.02 1.24 1.24 56.2 25 35 36 33
750 16.41 10.32 7.74 1.11 1.11 14.83 6.99 40 46 41
950 0.11 0.11 0.11 1.11 1.11 1 1 41 46 44
1,050 0.12 0.12 0.12 1.22 1.22 1 1 41 44 41
Table 2. Gas Permeance, Permselectivity, and Shrinkage of CMS Hollow Fiber Membrane Prepared at Different Pyrolysis Temperature
0 2 4 6 8 10
0 20 40 60 80
Gas Permeance (GPU)
H2 He CO2 O2 N2
Pyrolysis Time (h)
Fig. 7. Gas permeance of CMS hollow fiber membrans prepared at different pyrolysis times.
분해하여 제조된 분리막이 가장 높은 기체투과거동을 보임을 확인할 수 있다.
Table 2 에 열분해 온도에 따른 각 기체의 상세한 투 과도와 투과선택도 그리고 수축율을 나타내었다.
450°C 에서 열분해하여 제조된 분리막은 모든 기체에 대하여 매우 낮은 투과도를 가진 반면, 550°C 이상에서 열분해하여 제조된 분리막은 열분해 온도가 증가함에 따라서 투과도가 급격히 감소하였다.
탄소 전구체를 열분해 시키는 과정에서 난층(turbos- tratic) 구조가 형성되는데 난층구조의 기공은 열분해 온 도가 증가함에 따라서 감소한다고 알려져 있다[1,25].
즉, 열분해 온도가 증가함에 따라서 투과도는 일반적으 로 감소한다고 보고되고 있다. Kusuki 등[23]은 TG- GCMS 분석을 통해 열분해 온도가 투과도에 미치는 영 향을 상세히 고찰하였다. 탄소 분자체 분리막의 열분해 온도가 약 500°C일 경우, 이산화탄소, 산소, 일산화탄 소 등이 발견되었으나 전구체 막의 특별한 구조적 변화 가 없음을 보고하였다. 또한, 약 600°C의 열분해 온도 에서는 이산화황, 지방족과 방향족 화합물인 지방족 탄 화수소(aliphatic hydrocarbons), 아세토니트릴(acetoni- trile), 벤젠(benzene), 비페닐(biphenyl), 벤조니트릴(ben- zonitrile) 등이 발견되었다고 보고하였다. 전구체 분리 막에서 존재하던 이러한 물질들이 빠져나오게 되면서 그 물질들이 차지하던 공간이 열에 의해 수축되어, 기 공의 임계거리가 좁아지게 된다. 이는 분리막의 길이 수축율과도 비례하는데, 온도가 높을수록 길이 수축율 이 높아지고, 이와 동시에 투과도는 낮아짐을 확인 할 수 있었다. 따라서 탄소 분자체 분리막의 길이 수축율 이 높아지면 기공의 임계거리가 좁아지게 됨을 알 수 있다.
따라서, 450°C에서 열분해 되어 제조된 탄소 분자체 중공사 막의 경우에 길이 수축율의 경우 약 28%로 많 은 수축이 발생하지만 열분해가 일어나지 않아서 낮은 기체 투과도를 가짐을 확인할 수 있다. 이와 더불어 열 분해 온도가 증가함에 따라서 기체투과도가 감소하는 현상은 수축율이 급격히 증가하여 기공크기가 작아지 기 때문으로 설명되었다.
Fig. 7 은 550°C에서 열분해 시간에 따라서 제조된 탄
소분자체 중공사 분리막의 H
2, He, CO
2, O
2, N
2기체에
대한 투과도를 나타낸 그림이다. 탄소분자체 중공사 분
리막 제조 시 전처리 온도는 250°C이었고, 후처리 온도
는 250°C이었다. 전체적으로 열분해 시간이 증가함에
따라서 기체투과도는 증가하다가 열분해 시간이 2시간
인 경우 최대치를 보이다가 다시 감소하여 포화됨을 알
수 있다.
Temp. (°C)
Permeance (GPU) Permselectivity Shrinkage (%)
H2 He CO2 O2 N2 H2/N2 CO2/N2 L OD ID
1 44.58 17.59 28.62 5.5 0.95 47.08 30.22 34 39 36
2 69.72 35.61 31.02 1.24 1.03 56.2 25 35 36 33
3 43.19 18.21 23.94 4.3 0.82 52.89 27.25 35 39 37
4 40.58 12.21 25.61 3.9 1.03 39.38 24.85 36 41 41
8 52.85 21.13 25.84 3.8 0.85 62.02 27 37 36 35
Table 3. Gas Permeance, Permselectivity, and Shrinkage of CMS Membrane Prepared at Different Pyrolysis Times
200 300 400
0 15 30 45
450 H2 He CO2 O2 N2
Post-oxidation Temperature (oC)
Gas Permeance (GPU)
Fig. 8. Gas permeance of CMS hollow fiber membranes prepared at different post-oxidation temperatures.
Temp. (°C)
Permeance (GPU) Permselectivity Shrinkage (%)
H2 He CO2 O2 N2 H2/N2 CO2/N2 L OD ID
250 38.4 16.85 12.38 2.4 0.78 49.13 15.84 35 39 35
350 20.28 12.23 12.83 0.77 0.77 26.35 16.67 37 40 37
400 0.13 4.47 0.13 1.34 1.34 1 1 46 47 76
Table 4. Gas permeance, permselectivity, and shrinkage of CMS membrane at different post-oxidation Temperature Table 3 에 열분해 시간에 따른 각 기체의 상세한 투
과도와 투과선택도 그리고 수축율을 나타내었다. 이러 한 현상은 기체 투과도의 열분해 온도 의존성과 동일한 이유로 설명되었다. 즉, 열분해 시간이 적을 경우 열분 해가 충분히 일어나지 않으나 수축은 크게 일어나 낮은 투과도를 갖는 반면, 열분해 시간이 증가할수록 열분해 가 발생하여 수축율이 급격이 발생하므로 투과도가 감 소하기 때문이다.
3.2.3. 후처리공정의 영향
후처리공정은 열분해 과정에 얻어진 탄소 분리막의 기공 벽에 퇴적된 탄소 원자를 산화반응을 유도하여 제 거함으로서 평균 기공경과 기공율을 증진시켜 투과도 를 증진시키는 post-oxidation 공정이다[26-28].
Fig. 8 에 후처리 온도에 따라서 제조된 탄소분자체 중공사 분리막의 H
2, He, CO
2, O
2, N
2기체에 대한 투 과도를 나타낸 그림이다. 탄소분자체 중공사 분리막 제 조 시 전처리 온도는 250°C이었고, 열분해 온도는 550°C 이으며 열분해 시간은 2시간이었다. 후처리 온도가 증 가함에 따라서 기체 투과도는 급격히 감소함을 확인할 수 있었다.
Table 4 에 후처리 온도에 따른 각 기체의 상세한 투
과도와 투과선택도 그리고 수축율을 나타내었다. 후처
리 온도가 증가함에 따라서 급격히 투과도가 증가함을
확인할 수 있으며 이는 기존 문헌에 보고되는 경향과는
정반대되는 현상이었다. 그러나 후처리 온도가 증가함
에 따라서 수축율이 급격히 증가하는 것으로 보아 투과
도 감소는 수축율 증가에 따른 기공 수축에 의해 일어
나는 현상으로 설명되었다. 그러나 왜 후처리 온도가
증가함에 따라서 수축율이 증가되었는지는 추가 연구
가 필요하며, 아마도 열분해 시에 완벽한 열분해가 발
생하지 못해서 일어나는 것으로 예측되었다.
(a)
(b)
Fig. 9. SEM images of CMS hollow fiber membranes with (a) Low- and (b) high-magnification.
Pyrolysis conditions Permeance (GPU) Perm selectivity Perm. Temp.
(°C) Ref.
Precursors At. Temp. (°C) H2 CO2 H2/N2 CO2/N2
Matrimid-5218 N2 550 69.72 31.02 56.2 25 R.T. this work
Matrimid-5218 N2 900 17.23 14.15 100 [34]
Kapton Vac. 950 214 122 35 [33]
BP-base PI N2 850 80 380 50 [29]
PM-ODA PI Vac. 950 0.7 1080 35 [30]
83 140 250 [31]
0.7 720 0 [31]
BTDA-TDI/MDI N2 900 4.6 707 40 [32]
Other materialsα Vac. 550 473 110 [12]
Ar 550 713 31 [12]
CO2 550 676 30 [12]
He 550 654 35 [12]
α Polyfurfuryl alcohol, Kapton-type polyimide, 6F-containing polyimide copolymer, cellulose and derivatives, thermosetting polymers, and peach tar mesophase.
Table 5. Gas permeation data reported in literatures
3.2.4. 최적 탄화조건에서 제조된 분리막의 기체투과 특성