Trans. Korean Soc. Mech. Eng. A, Vol. 40, No.11, pp. 943~948, 2016 943
<응용논문> DOI http://dx.doi.org/10.3795/KSME-A.2016.40.11.943 ISSN 1226-4873(Print) 2288-5226(Online)
자기 디버링을 이용한 복합 미세패턴의 형상 정밀도 향상§
진 동 현* · 곽 재 섭*†
* 부경대학교 기계공학과
A Study on Accuracy Improvement of Dual Micro Patterns Using Magnetic Abrasive Deburring
Dong-Hyun Jin* and Jae-Seob Kwak*†
* Dept. of Mechanical Engineering, Pukyong Nat’l Univ.
(Received January 21, 2016 ; Received August 25, 2016 ; Accepted September 9, 2016)
1. 서 론
최근 디스플레이, 의료, 반도체, 광학, 항공 등 다양한 산업의 발달로 고성능, 고정밀도의 제품이 요구되고, 그 결과, 마이크로 및 나노 패턴에 관한 연구가 활발히 진행되고 있다. 특히, 광학 및 디스 플레이 분야에서는 사이즈와 형상이 다른 패턴이 혼재된 복합패턴에 관한 연구가 진행되고 있다.(1) Kim 등(2)은 누름 가공과 AAO(Anodic aluminum oxide) 공정을 융합하여 마이크로 패턴 내부에 나
노 패턴을 가공하는 기술을 제시하였다.
그러나 기계적인 미세패턴 가공에서 버(Burr)의 발생은 필연적이다. 버의 발생은 제품의 정밀도를 저하시키며, 나아가 제품의 성능 및 효율을 저하 시키는 원인이 된다. 그러므로 버를 제거하는 기 술은 제품의 완성도 및 성능을 평가하는 중요한 척도로 여겨지고 있다. 버를 제거하는 디버링에 관한 연구는 크게 기계적, 전기적인 방법 등으로 진행되고 있다.
Lee 등(3)은 전해-자기 복합가공에서 미세패턴의 디버링 공정을 실험계획법을 통하여 분석하고 그 효과를 확인하였다. Kwak 등(4)은 마이크로 유동 채널을 가공하고, 가공 후 생성된 버를 제거하기 위하여 magnetic array table을 이용하였고, 이를 통 Key Words: Magnetic Abrasive Deburring(자기 디버링), Dual Micro Pattern(복합 미세패턴), Response Surface
Method(반응표면법), Accuracy(정밀도)
초록: 최근, 산업에서는 미세패턴의 효과가 입증됨에 따라 미세패턴에 대한 연구가 활발히 진행되고 있 다. 그러나, 이러한 연구들은 단일 패턴에 집중되어있으며, 복합 미세패턴의 제작 및 디버링에 관한 연 구는 부족한 실정이다. 따라서, 본 연구에서는 원통형 공작물에 복합 미세패턴을 제작하고, 자기 디버링 을 이용하여 디버링을 실시하였다. 또한, 반응표면법을 이용하여 패턴의 높이에 대한 예측모델을 도출하 고, 자기 디버링 공정을 최적화하였다. 그 결과, 패턴의 높이에 대한 예측값과 실험값을 비교하였을 때, 평균적으로 7%의 오차가 발생하는 것을 확인하였다. 또한, 검증실험을 통하여 형상 정밀도가 우수한 복 합 미세패턴의 제작이 가능하고, 예측모델이 신뢰성이 있음을 알 수 있었다.
Abstract: In recent times, the requirement of a micro pattern on the surface of products has been increasing, and high precision in the fabrication of the pattern is required. Hence, in this study, dual micro patterns were fabricated on a cylindrical workpiece, and deburring was performed by magnetic abrasive deburring (MAD) process. A prediction model was developed, and the MAD process was optimized using the response surface method. When the predicted values were compared with the experimental results, the average prediction error was found to be approximately 7%.
Experimental verification shows fabrication of high accuracy dual micro pattern and reliability of prediction model.
§ 이 논문은 대한기계학회 창립 70 주년 기념 학술대회 (2015. 11. 10-14., ICC 제주) 발표논문임.
† Corresponding Author, [email protected]
Ⓒ 2016 The Korean Society of Mechanical Engineers
해 기존의 능함을 입 (Magnetorhe 출형 버의 명하였다. 그 상에 집중되 버링에 관한 따라서 본 구 및 금형 11에 복합 공작물에 자 MAD)을 적 응표면법을 화를 진행하
2. 복합
Fig. 1은 을 나타낸 11을 사용하 45, 10mm이 미세패턴을 의 형상을 본적으로는 마름모의 형 60μm, 높이 있다.
본 논문에 생된 버의
Fig. 1 Pho 방법보다 더 증하였다. J eological fluid 디버링 방법 그러나 이러 되어있으며, 복 한 연구는 아 본 논문에서는
의 소재로 사 미세패턴을 자기 디버링(
용시켜 형성 통하여 예측 하였다.
합 미세패턴
복합 미세패 것이다. 공작 하였고, 공작
다. Fig. 2는 촬영한 것이 도시화한 것
각각이 120 형태로 되어 이 1μm의 연
에서는 복합 형상과 높이
oto of specime 더 높은 효율
Jang 등(5)은 d)를 이용하 을 제시하고 한 연구들은 복합 미세패 아직까지 미흡 는 터닝가공 사용되고 있는
제작하였다 (magnetic ab 성된 미세 버를
측식의 도출
턴 형상 및
턴이 형성된 작물의 소재는 작물의 직경
SEM기법을 이다. Fig. 3은 것이다. 복합 00μm x 1200μ
있고, 또한 연속된 미세패
미세패턴 가 를 측정하기
en
율로 디버링이 은 자기유전유
여 시트형과 고, 그 효과를 은 단일 패턴 턴의 제작과 흡하다.
을 이용하여 는 원통형 S 다. 또한 가공
brasive deburr 를 제거하고
및 공정의 최
버의 정의
된 공작물의 사 는 원통형 S
및 길이는 각 을 이용하여 복 은 복합 미세패 미세패턴은 μm 길이를 가
그 내부에 피 패턴이 형성되 가공과정에서
에 앞서 이론 이 가
유체 과 돌 를 증 턴 형 과 디 여 공 KD- 공된
ring, 고, 반
최적
의
사진 KD- 각각 복합 패턴 은 기 가진 피치 되어 서 발 론적
인 패턴 이를 1μm
F 측정 것이 며, 수
Fig. 2 SE
Fig. 3 Schem 패턴의 높이 턴을 모델링하 를 나타낸 m로 나타났다 Fig. 5는 모델 정된 패턴의 이다. 가공 후
약 1μm의 있었다.
EM image of
matic diagram 이(Href)를 구하
하였다. Fig. 4 것이다. 이론 다.
델링을 통해서 높이(H)를 후, 측정된 패
버가 추가적
dual micro pa
m of dual micro 하기 위하여 4는 이론적인 론적인 패턴 서 얻은 패턴
기준으로 버 패턴의 높이는 적으로 생성되
attern
o pattern 복합 미세 인 패턴의 높 턴의 높이는 턴의 높이와 버를 정의한 는 약 2μm이 되었음을 알 높 는 와 한 알
Fig
3.
Fig. 6은 이다. 자기 점을 이용한 용하여 가공 물의 표면을 버링은 생성 시키는 공정 자속밀도가 에 돌출된 어진다.
본 논문에 Table 1에 나 공구의 직경 고정조건으로
g. 4 Modeling
Fig. 5 De
자기 디버
자기 디버링 디버링은 한 디버링 공 공하는 방법 을 균일하게 성된 버를 제 정이다. 공작
높아지고, 버에서 상대 에서는 자기 나타낸 것과 경, 자성입자
로 선정하여
자기 디버링
of dual micro
finition of bur
버링의 조건
링의 개념도를 일반적인 자 공정으로 유연
이다.(6) 자기 하는 공정이 제거하고 형상
작물이 공구 가공압력이 대적으로 많은
디버링을 수 같이 가공 시 크기, 연마입 실험을 진행
링을 이용한
o pattern
rr
건설정
를 도시화한 자기연마법의 연한 공구를 기연마법은 공
이라면, 자기 상정밀도를 향 구에 가까울수 증가하기 때 은 가공이 이 수행하기 위하 시간, 작업 간 입자 혼합비율 행하였다. Tab
복합 미세패
한 것 장 를 이 공작 기 디 향상 수록 때문 이루 하여 간극, 율을 ble 2
T
(G
Ma
는 자속 수로 마입 피치 피치 없을 T 것으 였다 가 이라
패턴의 형상 정 Table 1 Condi
Working t Working Tool diam Ferrous parti Mixing GC : Fe-particl
Table
Fact Abrasives siz agnetic flux de Feed, C (m Spindle spee
Fig. 6 가공변수를 속밀도, 공구 로 두어 실험 입자를 8~32μ 치가 60μm이 치 이상으로 을 가능성이 Table 3은 실 으로 실험은 다. 본 실험에
1±0.15μm 범 라고 판단하여
정밀도 향상 itions for mag Fixed cond time(min)
gap(mm) meter(mm)
icle size(μm) g ratio
e : Mineral Oi
2 Factors and
tor ze, A (μm) ensity, B (min) mm/min) ed, D (rpm)
6 Schematic di 나타낸 것으 의 이송속도 험을 진행하였
μm의 크기로 이므로, 연마 커지면 패턴 있기 때문이 실험에 사용된
각 조건에서 에서는 가공 범위 내에 있
여 실험을 진
gnetic abrasive ditions
l) 2
d levels in MA Le -1 8.5 ) 30 4
10 1300 14
iagram of MA 으로, 연마입 도, 공구의 회
였다. 실험에 로 선정한 이유 마입자의 크기
턴의 형상이 이다.
된 직교배열표 서 3회 반복하 후, 측정된 있을 때, 정상 진행하였다.
945 e deburring
5 1 16 150 : 2 : 1
AD evel
0 1 17 32 40 50 15 20 400 1500
AD
입자의 크기, 전속도를 변 에 사용된 연 유는 패턴의 기가 패턴의 유지될 수 표를 나타낸 하여 실시하 된 버의 높이 상적인 가공 5
, 변
수 낸 하 공
Table 3 Orthogonal array table No.
Factors (μm) A B
(mT) C
(mm/min) D (rpm) 1 17 50 15 1500 2 32 40 10 1400 3 8.5 40 10 1400 4 17 50 15 1300 5 17 30 15 1300 6 8.5 40 20 1400 7 17 30 15 1500 8 32 40 20 1400 9 17 40 15 1400 10 17 50 20 1400 11 17 30 20 1400 12 17 30 10 1400 13 32 40 15 1300 14 17 40 15 1400 15 32 40 15 1500 16 8.5 40 15 1500 17 17 50 10 1400 18 8.5 40 15 1300 19 17 40 20 1500 20 32 50 15 1400 21 17 40 10 1300 22 17 40 20 1300 23 8.5 30 15 1400 24 8.5 50 15 1400 25 32 30 15 1400 26 17 40 15 1400 27 17 40 10 1500
4. 실험 결과 및 분석
4.1 실험 결과
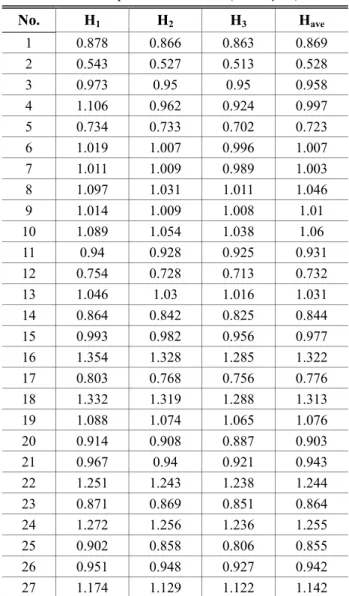
Table 4는 각각의 조건에서 반복하여 실험한 결 과와 평균값을 나타낸 것이다. 패턴의 높이는 임 의의 위치에서 3회 측정하여 평균값을 사용하였다.
실험 결과로부터 가공조건에 따른 패턴의 높이를 예측할 수 있는 2차 반응표면모델을 식 (1)과 같 이 도출하였다.
(1)
Table 4 Experimental results (Unit : μm )
No. H1 H2 H3 Have
1 0.878 0.866 0.863 0.869 2 0.543 0.527 0.513 0.528 3 0.973 0.95 0.95 0.958 4 1.106 0.962 0.924 0.997 5 0.734 0.733 0.702 0.723 6 1.019 1.007 0.996 1.007 7 1.011 1.009 0.989 1.003 8 1.097 1.031 1.011 1.046 9 1.014 1.009 1.008 1.01 10 1.089 1.054 1.038 1.06 11 0.94 0.928 0.925 0.931 12 0.754 0.728 0.713 0.732 13 1.046 1.03 1.016 1.031 14 0.864 0.842 0.825 0.844 15 0.993 0.982 0.956 0.977 16 1.354 1.328 1.285 1.322 17 0.803 0.768 0.756 0.776 18 1.332 1.319 1.288 1.313 19 1.088 1.074 1.065 1.076 20 0.914 0.908 0.887 0.903 21 0.967 0.94 0.921 0.943 22 1.251 1.243 1.238 1.244 23 0.871 0.869 0.851 0.864 24 1.272 1.256 1.236 1.255 25 0.902 0.858 0.806 0.855 26 0.951 0.948 0.927 0.942 27 1.174 1.129 1.122 1.142
Table 5 Analysis of the variance for RSM
DOF SS V F0 F0.01
Model 14 0.713 0.051 3.92 0.2248 Residual 12 0.154 0.013
Total 26 0.867
Table 5는 2차 반응표면모델의 분산분석 결과를 나타낸 것이다. 그 결과, 예측모델은 99%의 유의 수준을 만족함을 알 수 있다.
Fig. 7은 이론적인 패턴의 높이, 실험결과값, 식 (1)을 이용한 예측값(Hpre)을 그래프로 나타낸 것이 다. 예측값과 실험값의 차이는 평균적으로 약 6.86%의 오차를 가지고, Table 5와 관련 지어 생각 해보면, 도출된 예측모델은 신뢰성이 있다고 볼 수 있다.
Fig. 8은 자속밀도와 공구의 회전속도에 따른 패 턴의 높이를 표면도와 등고선도로 나타낸 것이며,
Ta F Abrasive Magnetic flu Feed, C Spindle s
1 3
0.5 1.0 1.5
Pattern height (μm)
Hr
H Hp
Fig. 7 Comp heigh 이를 통하여 으로 확인할 범위에 있고 에 있으면 을 수 있어,
4.2 검증 예측모델의 배열표에서 앞서 구한 의 조건은 T 정하였다. T 타낸 것이다 8.5μm, 자속 의 회전속도 의 크기 32 16mm/min, 로 실험을 진
Table 7은 진행한 후 이, 예측값을 실험값과 예 값과 실험값 발생하였다
ble 6 Optimal Factor es size, A (μm) ux density, B (m
C (mm/min) speed, D (rpm)
5 7 9 11
Num
ref
pre
parison of m ht
여 인자의 변 할 수 있다.
고, 회전속도가 목표값인 1μ , 이것이 최적
실험 의 신뢰도를
실험을 실시 최적조건에서 Table 3에서 Table 6는 임
다. 임의의 속밀도 50mT, 도는 1500rpm 2μm, 자속밀 공구의 회전 진행하였다.
은 임의의 조 얻은 패턴의 을 나타낸 것 예측값은 각각 값을 비교하 다. 최적조건
자기 디버링 l conditions fo
C Arbitra
) 8.5 mT) 50
10 ) 1500
13 15 17 1
mber of specimen
measured and
화에 따른 결 자속밀도가 가 약 1340~
μm에 가장 적조건임 음을
를 평가하고 검 시하지 않은 서 실험을 진
포함되지 않 의의 조건과 조건은 연 , 이송속도 m이고, 최적조
도 49mT, 공 전속도는 132 조건과 최적조 높이, 이론 것이다. 임의 각 1.257, 1.2 하였을 때, 약
에서의 실험
링을 이용한 or MAD Conditions
ary Optim 32 49 16 0 1320
19 21 23 25
predicted pat
결과값을 입체 약 38~46m
~1460rpm의 범 가까운 값을 을 알 수 있
검증하고자 직 임의의 조건 진행하였다. 임 않은 조건으로 과 최적조건을 연마입자의 크
10mm/min, 공 조건은 연마입 공구의 이송속 20rpm의 조건 조건으로 실험 론적인 패턴의
의의 조건에서 299μm이며, 예 약 3%의 오차 험값과 예측값
복합 미세패
mal
0
27
ttern
체적 mT의
범위 을 얻 다.
직교 건과 임의 로 선 을 나 크기 공구 입자 속도 건으 험을 의 높
서의 예측 차가 값은
Ar O
Fig
각각 하였 목표 을 상정 할
F 을 을 교하 불규 에서
패턴의 형상 정 Ta
(μH rbitrary Optimal
. 8 Surface a magnetic 각 1.001, 0.9 였을 때, 약 표치인 패턴의
관련 지어 정밀도가 우수
수 있다.
Fig. 9는 임의 한 후, 금속 촬영한 것이 하였을 때, 규칙한 것을 서의 패턴은
정밀도 향상 able 7 Verifica
Href
μm) Hpre
(μm) 1 1.299 0.999
(a) Surfac
(b) Contou and contour
flux density a 99μm이며, 예
0.2%의 오차 의 높이 1μm
생각해보면, 수한 패턴의 의의 조건과 최 속현미경을 이
이다. 임의의 임의의 조건 확인할 수 간격과 폭이
ation results Experime (μm) H 1.257 1.001
ce plot
ur plot plot of patte and spindle sp 예측값과 실 차가 발생하 m와 최적조건
오차가 0.1 제작이 가능 최적조건으로 이용하여 복합
조건과 최적 건에서는 패턴 있다. 반면에 이 일정하며,
947
ental result Prediction Error (%)
3.34 0.2
ern height on peed
험값을 비교 하였다. 또한, 건의 실험값
%이므로 형 능함을 확인 로 검증 실험 합 미세패턴 적조건을 비 턴의 형상이 에 최적조건 균일한 가
7
n
교 , 값
Fig. 9 Dual optim 공이 이루어
본 연구에 을 제작하고 미세패턴의 또, 반응표면 석하여 아래
(1) 선삭가 고, 피치가 가공 후, 측 중에 약 1μ 었다.
(2) 반응표
(a) Arbitr
(b) Optim micro patte mal condition 어졌음을 알
5.
에서는 원통형 고, 자기연마
형상정밀도 면법을 활용 래와 같은 결 가공을 이용 60μm인 복 측정된 패턴의
μm의 버가 생 표면법을 이
rary condition
mal condition ern polished
수 있다.
결 론
형 공작물에 마 디버링을 도를 향상시 용하여 각 인자
론은 얻었다 하여 패턴의 합 미세패턴 의 높이는 약
생성되었음을 용하여 2차
n
n
at arbitrary
복합 미세패 실시하여 복 키고자 하였 자별 특성을 다.
높이가 1μ 턴을 제작하였 약 2μm이며, 가
을 확인할 수 반응표면 예
and
패턴 복합 였다. 을 분
μm이 였다.
가공 수 있
예측
모델 때, 수
(3 도 전속 인 었다
이 년)
(1) C T K V (2)
P Y N M K 1 (3) P n K V (4)
M M M (5)
J 2 to T (6) A th N
델을 도출하고 전체적으로 있었다. 3) 최적조건
49mT, 공구 속도는 1320r 패턴의 높이 다.
이 논문은 부 에 의하여 연
Jae, T. J., Ch Choi, H. J., 2 Technology w Korean Society Vol. 11, No. 2,
Kim, H. H, Park, Y. M., Ja Y. H., 2015, “ Nano-Micro Machining Me Korean Society , pp. 63~68.
Lee, S. H. an Parameter Opt ning for Micr Korean Society Vol. 12, No. 2,
Kwak, T. K.
Micro-Channe Magnetic Abr Mech. Eng. A, Jang, K. I., K . J., Seok, J. W 2012, “Debu
orheological F Tools and Man Kwak, T. S Abrasive Polis he Korean Soc No. 3, pp. 266~
고, 예측값과 약 7%의 오 은 연마입자 구의 이송속도 rpm이고, 검증 이인 1μm에 가
후 기
부경대학교 자 연구되었음.
참고문
(Referen hoi, D. S., Je 2012, “Trends with Micro P ty of Manufac
pp. 1~6.
Jeon, E. H., ae, T. J., Choi,
“A Study on Hybrid Pat ethod and AA y for Precision nd Kwak, J. S timization of ro Pattern D ty of Manufac
pp. 113~119.
. and Kwak, el Fabrication rasive Deburr
Vol. 35, No. 8 Kim, D. Y., Ma
W., Je, T. J., K urring Micro
Fluid,” Interna nufacture, Vol S. and Kwak shing and Its ciety for Prec
~272.
과 실험값을 오차가 발생함 자의 크기 32 도 16mm/min
증실험을 통 가까운 값을
기
자율창의학술
문헌
nces)
eon, E. C., Pa s of Flat Mol Pattern,” Jou cturing Proce
Choi, D. H., , D. S., Kim, B
Manufacturin ttern Using AO Process,” J
n Engineering S., 2013, “Ap f EP-MAP Hy
eburring,” Jo cturing Proce
.
J. S., 2011, n by Micro- ring,” Trans.
8, pp. 899~90 aeng, S. J., Le Kang, S. I. an
parts Using ational Journa . 53, pp. 170~
k, J. S., 2012 s Application, cision Enginee
비교하였을 함을 확인할 2μm, 자속밀 , 공구의 회 하여 이론적 얻을 수 있
술연구비(2016
ark, E. S. and ld Machining urnal of the ss Engineers, Jang, W. K., B. H. and Seo ng Method of Indentation Journal of the g, Vol. 32, No pplication and ybrid Machi- ournal of the ss Engineers,
“A Study of -Milling and Korean Soc.
4.
e, W. K., Han nd Min, B. K., a Magne- al of Machine
~175.
2, “Magnetic ,” Journal of ering, Vol. 29, 을 할
있
6
d g e , , o,
f n e o.
d - e
, f d
n, , - e c f ,