• Dept. of Bio-based Materials, Chungnam National Univ., Daejun, Yousung-Gu, Gung-Dong 220, Republic of Korea
1 Hansol Paper Co., Republic of Korea
† Corresponding Author: E-mail: [email protected], Fax: 82-42-821-6159
http://dx.doi.org/10.7584/JKTAPPI.2016.08.48.4.62 Printed in Korea
Evaluation of Fracture Toughness of Paper in Wet State (I) - Effect of Fiber Furnish and Refining -
You Sun Roh
1 and Yung Bum Seo
†
Received July 30, 2016; Received in revised form August 17, 2016; Accepted August 19, 2016
ABSTRACT
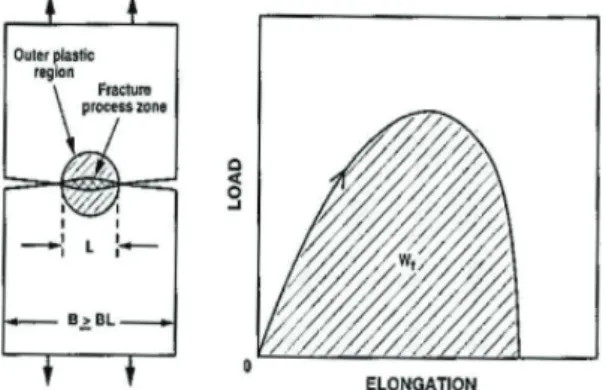
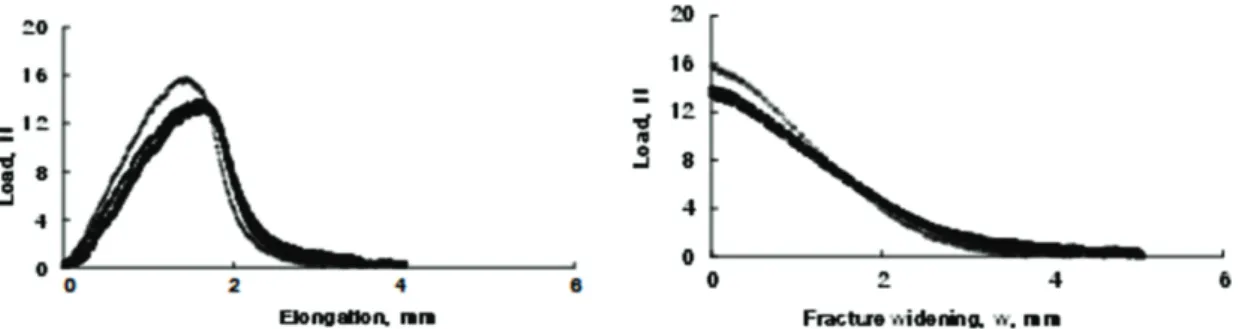
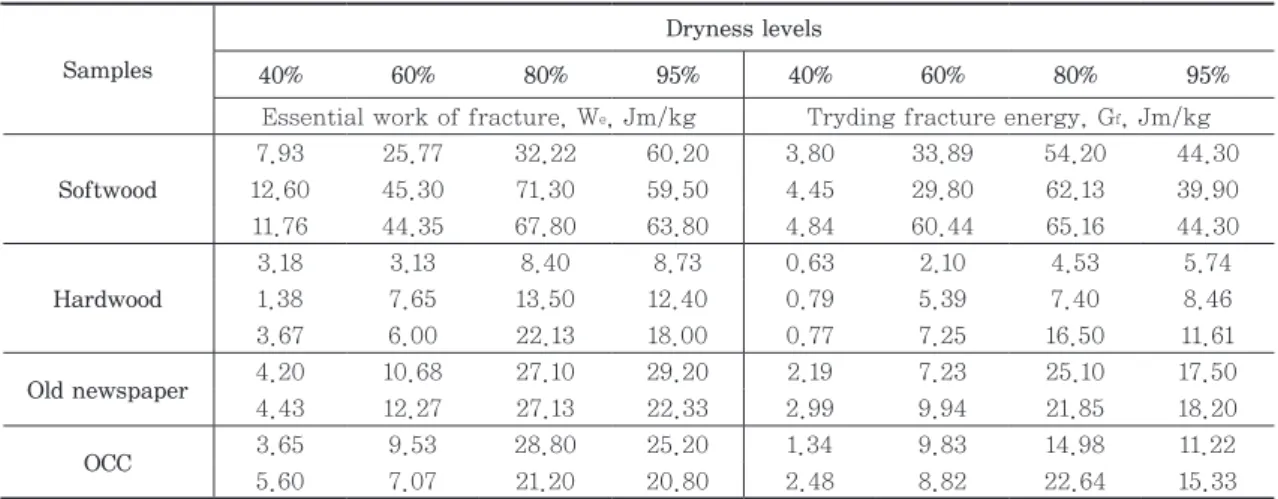
Fracture toughness is considered to be a good estimate of the paper breaking tendency of a paper web in a paper machine and press room. Paper breaks are caused by many fac- tors, such as the irregular vibrations of a paper machine, impurities in the fiber furnish, and presence of shive. On a paper machine, the dryness of the paper web changes very rapidly from less than 1% to more than 95%. We tried to measure the fracture toughness of a paper web at different dryness levels in order to acquire a fundamental knowledge of paper breaks. Stretches of wet webs were also measured and compared to the changes in fracture toughness. Four different fiber furnishes were refined to different degrees, and their fracture toughness values were measured at different dryness levels (40%, 60%, 80%, and 95%). Two fracture toughness measurement methods (essential work of fracture and Tryding’s load-widening method) were compared, and found to give identical results.
However, Tryding’s method was much easier to implement. The highest stretch was most- ly at 80% solid content, where the highest fracture toughness occurred.
Keywords: Fracture toughness, dryness, stretch, essential work of fracture, load-widen- ing, paper break
1. Introduction
Frequent paper breaks in the middle of the pa- per manufacturing process are the worst possible nightmare for papermakers.
1) Loss of productivi- ty, energy, raw materials, and manpower are often the results. A large amount of under-spec paper
products produced during a paper break should
be handled properly so that such products do not
reach the customers. However, papermakers can-
not avoid paper breaks, but they can reduce the
frequency of breaks. The paper breaks in a paper
machine usually occur at three sites: wet web pick-
up roll at the end of the wire, between the last wet