Performance Evaluation of Bar Plates without a Draft Angle to Improve Refining Efficiency
Min-Seok Lee
1, Chul-Hwan Kim
2†, Ji-Young Lee
2, See-Han Park
3and Byeong-Geol Min
4Received September 19, 2019; Received in revised form October 4, 2019; Accepted October 18, 2019
ABSTRACT
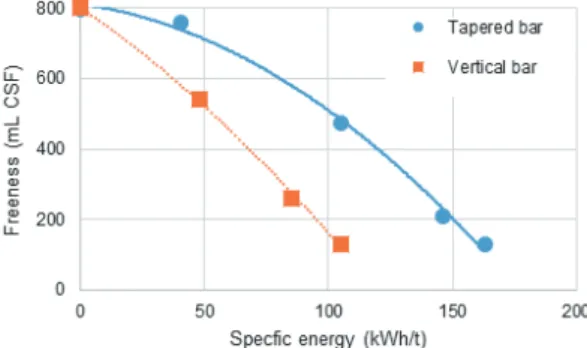
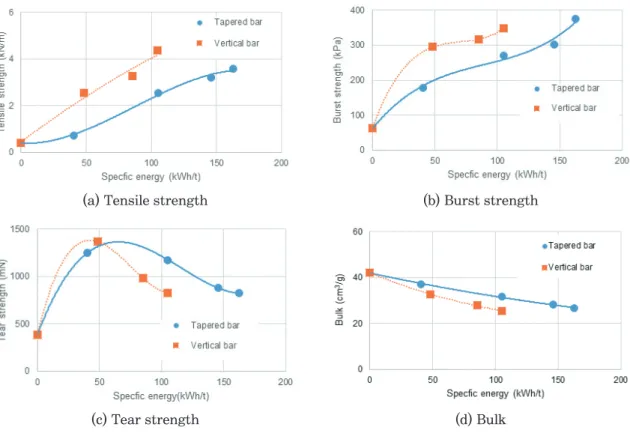
Most of the refiner plates currently in use are made via sand casting, so a draft angle is given to prevent damage to the mold; in addition, the draft angle can reduce the flow rate of the pulp stock and sharpness of the bar edge. In this study, the effect of a bar plate without a draft angle was compared by manufacturing the bar plate using lost-wax casting technology. The vertical bar had a larger cutting edge load and consumed less refining energy than the tapered bar until the target freeness was reached. Instead, more fiber cutting by the vertical bar caused more sacrifice of fiber length and more fines content, which resulted in a faster reduction in the tear strength properties of the paper. Moreover, the tensile and burst strength of the paper was more developed by the vertical bar plate.
The rectangular groove inlet of the vertical bar had a larger surface area than the trapezoidal groove of the tapered bar, so more throughput of pulp stock could be processed in a certain period. In conclusion, the vertical bar-shaped plate is expected to yield better results than the tapered bar-shaped plate in terms of energy saving and refining effects on pulp fibers.
Keywords: Stock preparation, refining, energy, fine bar, vertical bar plate
1. Introduction
Refining during stock preparation is one of the most important papermaking processes to improve machine runnability and paper quality.
1)However,
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2019.10.51.5.84
1 Department of Forest Products, Gyeongsang National University, Jinju, 52828, Republic of Korea
2 Major of Environmental Material Science, IALS, Gyeongsang National University, Jinju, 52828, Republic of Korea 3 Major in Pulp & Paper Chemical Engineering, Gyeongsang National University, Jinju, 52828, Republic of Korea 4 KOS1 Inc., Gimhae, 50873, Republic of Korea
† Corresponding Author: E-mail: [email protected]