총 설
반복학습제어를 기반으로 한 회분공정의 고급제어기법
이 광 순 서강대학교화공생명공학과
121-742 서울시마포구신수동 1 (2006년 9월 11일접수, 2006년 9월 13일채택)
Advanced Control Techniques for Batch Processes Based on Iterative Learning Control Methods
Kwang Soon Lee
Depart. of Chem. and Biomol. Engng., Sogang Univ., 1, Shinsoo-dong, Mapo-gu, Seoul 121-742, Korea (Received 11 September 2006; accepted 13 September 2006)
요 약
석유화학공업으로대표되는공정산업의연속공정들은지난 20여년간모델예측제어를중심으로고급제어(APC)기
법들이도입되며운전성및생산성향상에많은진보를이루었다. 이에반하여중합반응기를비롯한각종회분공정에
는 APC 기법의도입이아직활발히이루어지지않고있다. 이것은회분공정의독특한문제점을극복하며원하는성
능을보장할수있는방법론이제시되지못한데에가장큰이유가있다고할수있다. 그러나최근이러한문제점들
을극복할수있는 APC 기법들이반복학습제어(ILC)에근거하여개발되며회분공정 APC 환경에큰변화가일어나고
있다. 본논문에서는이들기법들이다양한실제공정에활발하게적용되어운전을개선할수있기를기대하며, ILC를
기반으로한최근의회분공정 APC 연구동향을이론과실례를통해소개한다.
Abstract −The operability and productivity of continuous processes, especially in petrochemical industries have made remarkable improvement during the past twenty years through advanced process control (APC) typified by model-based predictive control. On the other hand, APC have not been actively practiced in industrial batch processes typified by batch polymerization reactors. Perhaps the main cause for this has been the lack of reliable batch process APC tech- niques that can overcome the unique problems in industrial batch processes. Recently, some noteworthy progress is being made in this area. New high-performance batch process control techniques that can accommodate and also over- come the unique problems of industrial batch processes have been proposed on the basis of iterative learning control (ILC). In this review paper, recent advancement in the batch process APC techniques are presented, with a particular focus on the variations of the so called Q-ILC method, with the hope that they are widely practiced in different indus- trial batch processes and enhance their operations.
Key words: Batch Process, Advanced Process Control, Iterative Learning Control
1. 서 론
모델예측제어(MPC, model-based predictive control)를중심으로 한연속공정의고급제어는지난 20여년간비약적으로발전하였으
며, 많은석유화학및정유공정의표준제어기법으로사실상자리를
잡았다[1, 2]. 이에따라동특성이비교적잘이해되고있는증류공
정의경우는건설당시부터 MPC가함께설치되는일이흔히수행 되기도한다. 이에반하여회분공정의고급제어는그동안상대적으
로매우낙후되어있었다. 여기에는여러이유가있다. 우선공정측
면에서는석유화학의최종제품이라할수있는각종고분자물질들 이회분반응기에서중합되는일이많지만석유화학산업전체에서 차지하는비중이여전히높지않으며, 또한한번안정화시켜놓은 최종제품의품질이새로운제어방법의도입으로교란되는것을원 치않는보수적인문화가그원인으로작용했다고볼수있다. 그 러나사실기술적인측면에서도회분공정은연속공정보다다루기 어려운성격이있고이에따라고급제어기법도현장에서안심하고 사용할수있을만큼충분히성숙되지못했던것에도문제가있다.
그러나최근획기적인그리고실용적인회분공정고급제어기법이 소위학습제어(ILC, iterative learning control)라는기법을기반으 로발전되어왔으며, 여러회분공정에대한성공적인응용사례들
†To whom correspondence should be addressed.
E-mail: [email protected]
이보고되고있다. 본논문에서는회분공정의여러고급제어기법을
소개하되특히 ILC를기반으로한최근의고급제어기법의내용과 응용에초점을맞추고자하였다.
2. 회분공정의 특성
제어의관점에서회분공정은연속공정과매우다른여러성격을 갖는다. 이들성격은대부분제어계설계를어렵게하는원인이되 며이로인해실용적인회분공정고급제어기의등장이늦어졌다고 할수있다. 회분공정은고분자중합, 정밀화학, 반도체, 재료, 의약,
생물, 식품등다양한산업에서다양한형태로응용되고있지만, 제 어의관점에서볼때에대체로연속공정과는다른다음과같은특 성들나타낸다.
(1) 연속공정은제어문제가외란극복을위한 regulation 문제로 대부분주어지지만, 회분공정의제어문제는 tracking 문제로주어진 다. 일반적으로 tracking 제어기는 regulation만을목적으로하는제
어기에 servo 기능을부가하여설계된다.
(2) 회분공정에서는비선형성이강하게나타난다. 이것은회분공
정이회분구간전체에걸쳐비정상상태에서운전되기때문에나타 나는특성이다. 연속공정도공정자체는비선형적이지만특정정상 상태주변에서운전되기때문에선형모델로동특성표현이가능하 다. 그러나회분공정은넓은범위를이동하며운전이진행되기때
문에비선형성이강하게노출된다. 이로인해회분공정에대해서는 신뢰성있는공정모델을얻기가어렵다.
(3) 회분공정은측정이제한된다. 회분공정의생산물은회분운전 이끝나는시점에서만그품질을알수있다. 따라서어떤물성측
정기를설치한다하여도그측정치는측정당시의물성일뿐최종 제품의측정일수없다. 따라서, 최종제품의품질제어를실시간에 서수행하는것은본질적으로불가능하다.
(4) 회분공정은조작변수와피제어변수의수가시간에따라변화
할수있다. 예를들어반응기의경우특성시점부터새로운조작 변수가도입되기도하고특정구간동안새로운변수가측정되며 제어되기도한다.
(5) 많은회분공정이물질흐름이차단된상태에서운전되므로
연속공정과같이실시간에서외란이유입되는경우는많지않다. (6) 회분공정은일정한회분구간위에서의동일한궤적을추적하 는운전이반복된다. 그러나공정에따라서는특정물성을측정하 고이에근거하여회분종료시점을결정하기도하며이런경우는회 분구간이일정하지않을수있다.
회분공정의고급제어기법은위에기술한특성들을수용하며이 들극복할수있는것이어야한다. 특히 2항의모델비선형성과이 에따른모델오차의문제는가장심각한것이라할수있다. 그동
안회분공정에대해서도많은모델기반제어연구들이발표되어왔 지만상당한모델오차를가질수밖에없는실제상황에서얼마나 좋은성능을보일지는미지수라할수밖에없다.
3. PID제어기에 의한 피드백 제어
현재많은회분공정들은연속공정에서와동일하게 PID 제어를 이용한피드백제어로공정을제어하고있다. 그러나공정의동특
성이시간에따라달라지기때문에이변화맞추어제어기조율을
프로그래밍하지않고서는적절한제어성능을얻을수없는경우 가많다. 실제로산업체중합반응기의경우, 피드백제어가제대로 동작되지않아특정구간에서는제어기를수동으로전환하는경우
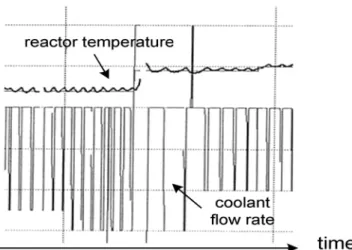
가흔하다. Fig. 1은실제회분중합반응기에서의온도제어상황을
일부구간에대해보인것이다. 제어기조율이제대로되어있지않
아 relay 제어상황처럼작동하고있다. 그림에서죄측구간과우측
구간이매우다른한계주기(ultimate period)를보이고있다. 이것은 이중합반응기의동특성이이두구간에서매우다르다는것을의 미한다. 이진동특성으로부터각구간에서의한계주기와한계이득
을구한후 PID제어기조율값을시간에따라스케쥴링한결과,
Fig. 2와같은제어결과를얻을수있었다.
Fig. 1, 2의반응기에서와같이설정치의변화가공정의동특성
에비하여잦지않거나느린경우는피드백제어만으로도충분한제 어성능을얻을수있다. 그러나그렇지않은경우, 피드백제어는 한계를보일수밖에없다. 피드백제어는제어오차가감지된후이 를보정하기위한동작을취하므로설정치가일정한값을유지하 고있지않는경우는근본적으로제어오차를없앨수없다. 따라서
Fig. 3과같이설정치가 ramp로변하는경우제어오차를발생하는
것을피할수없다. 실제중합반응기에서문제가되는상황은반 응물의 초기온도상승후개시제를투입하여반응이시작하는
Fig. 1. Variation of the period of reactor temperature oscillation in an industrial polymerization reactor.
Fig. 2. Improvement of temperature control in Fig. 1 by sche-duling of PID parameters.
시점에서의온도제어이다. 피드백제어를이용하는경우, 제어오차 가감지되는시점에서반응은이미본격적으로시작되어있으며,
이시점에서의제어동작은이미때늦은것으로온도상승의기세를 꺾기어려운경우가많다. 이러한문제를해결하는방안은제어오 차가감지되기전에제어동작을미리가하는것이다. 이제어동작 은피드백으로얻어질수있는것이아니며, 미리계산되어준비된
것이어야한다. 그러나이피드포워드신호를계산하기위해서는정 확한공정모델을아는것이필요하다. 예를들어이산시간공정을 생각하고공정의출력이
(1)
와같이표현된다면주어진설정치변화 r(t)에대해 r(t) = y(t)의관
계를이용하여 u(t)를계산하는것이가능하며이신호가피드포워
드신호로사용될수있다. 그러나회분공정의모델식은상당한오 차가포함될가능성이높기때문에신뢰성있는피드포워드신호 를얻는것이쉽지않다는문제점이있다.
4. 기존의 모델기반 회분공정제어 연구
위에서언급한문제점에도불구하고연속공정에서많은성공사 례가있던모델기반피드백/피드포워드제어기법들을회분공정에 응용하려는시도가꾸준히진행되어왔다. 이러한시도는회분중합
반응기[3-6], 회분반응기[7-10], 회분결정화기[11-14], 회분증류공정
[15, 16], RTP와같은반도체장비[17-19] 등다양한공정에서시행 되어왔다. 그러나이접근방법에서제어기의성능은모델의정확 성에의존하게되므로, 신뢰성있는공정모델을얻기위하여상당
한노력과비용을지불할수밖에없었던것을확인할수있다. 성 공적인적용사례의경우도공정의변화, 원료의변화등으로공정 특성이달라지는경우는모델을새로이수정해야하므로상당한비 용과노력이재투입되어야한다.
5. 반복학습제어의 기본개념 5-1. 회분 단위의적분제어
가장이상적인회분공정제어기법은상당한모델오차가존재함에 도불구하고뛰어난제어성능을보이는것이다. 얼핏모순되어보 이는이러한제어요구를만족시키는것이과연가능할까하는의 문이들수밖에없다. 대답은 ‘가능하다’는것이며그이유를적분
제어기능을통하여설명할수있다.
PID 제어기의적분모드가일정한값을유지하는설정치와외란
의변화에대해잔류제어오차를없애주는기능이있음은잘알려 져있다. 이때적분시간을결정하기위하여정확한공정모델을알 필요는없다. 이산시간대에서적분동작은
(2)
로표현된다. 이동작은제어오차 e(t)가 0이아닌값으로남아있으
면이를없애기위하여 u(t)를계속증가혹은감소시키는기능을
한다. 그결과는 RI에따라제어오차 e(t)가 0으로수렴하며 u(t)도 어느일정한값으로수렴되거나, 아니면모두발산하는둘중한가 지로나타난다. 수렴을위해 RI가정확한모델에의해정교하게선 택될필요는없다.
이제만약회분공정이일정한회분구간동안운전되며, 추적해야 할설정치궤적이동일한패턴으로주어지며, 또한외란도매회분 동일한패턴으로입력된다면회분인덱스에따른적분제어를 (2)식 과동일하게수행함으로써잔류제어오차를없앨수있을것이다.
이것을수식으로나타내기위하여일회분구간이 N 샘플링시점 으로구성되고, k번째회분에서의입력과출력, 설정치궤적을각 각다음과같이정의하자.
(3)
회분인덱스에따른적분제어는
(4)
로표현되며, 일반적분제어와동일한이유로이득행렬 H값에따
라 ek가 0으로수렴하든지아니면발산하게될것이다. 이때수렴 을위하여 H가정확한모델에근거하여정교하게설계될필요는없다.
Fig. 4에회분단위로피드백되며적분동작을수행하는제어상황
을보였다. 설정치궤적의패턴이일정할때, 그리고동일한패턴의 외란이유입될때에 H를적절히선택만하면회분이반복됨에따라 y t( )=F u t( ( ))
u t( ) RI e k( )⇒u t( )=u t 1( – )+RIe t 1( – )
k=0 t–1
= ∑
uk ∆= u[ k( )0Tuk( )1T…uk(N 1– )T]T
yk ∆= y[ k( )1Tyk( )2T…yk( )NT]T r∆= r 1[( )Tr 2( )T…r N( )T]T
uk H (r y– k)⇒uk=uk–1 n=0
∑k +Hek–1
= Fig. 3. By feedback-only action, PID control necessarily results in lagged
response to ramp reference trajectory.
Fig. 4. Batch-wise integral control can completely remove the tracking error despite nontrivial model error.
제어오차가계속줄어들며완전한추적제어를이루는것을볼수
있다. 이제어는 k-1 회분의운전결과를이용하여 k회분에사용될
제어입력신호를미리계산하는구조를가지며, 이전회분에서의운 전결과를학습을통해개선된제어신호를반복적으로생성한다는 뜻에서반복학습제어(ILC; iterative learning control)라불리우고있
다. uk는 k번째회분의피드포워드신호로사용될수있다. 따라서
ILC는공정모델의오차에도불구하고 를만족시키는정 밀한피드포워드신호를이전회분의운전결과를이용하여계산하 는제어기법이라할수있다.
5-2.반복학습제어의연구동향
ILC에대한개념은이미 35년전 Garden[21]에의해기술분야에 소개된바있으며, 이후 Miller와 Mallick[22], Uchiyama 등[23]에
의해응용된바있다. 그러나 1984년 Arimoto 등[24]에의해새롭 게조명될때까지는그잠재된기능이충분히인지되지못하였었
다. Arimoto 등은로봇팔이원하는궤적을정확히추종하도록하
기위하여소위 D-형 ILC라는방법을제안하였다. 이후 ILC는그 목적에따라연속시간과이산시간알고리즘, 공정모델에의존하지
않는알고리즘과모델기반알고리즘등으로나뉘며다양한형태들 이제안되었다. 여기서모델에의존하지않는알고리즘도제어오차 가 0으로수렴하기위해서는제어기이득이일정한조건을만족시 켜야한다. 모델이주어지는경우는이수렴조건을만족시키는이
득을쉽게구할수있을뿐아니라목표하는제어성능에맞게설계 하는것도가능하므로최근의알고리즘은대부분모델을기반하고 있다. 한편, 초기의 ILC는 SISO(single-input single-output) 공정을 대상으로하였으나최근에는 MIMO(multiple-input multiple-output)
로대부분확장되었다. 출력변수의차수가입력변수의차수보다큰
MIMO 공정에서는일반적으로 ek→0은만족시키는것이불가능하므
로 ILC 의제어목표가 ||ek||→minimum로수정되어야한다.
ILC는대부분결정론적알고리즘으로연구되어왔으나, 외란을
좀더효율적으로다룰수있도록추계적알고리즘들이연구되기 도하였으며, 다음과같은
uk= uk−1+ H1ek−1+ ... + HNek−N (5)
고차형알고리즘이제안되기도하였다[25]. 결정론적회분공정에 서고차형알고리즘은논리상특별한이점을주지못하지만, 추계 적공정에대해서는잡음을필터링하는효과가있으며, 추계적 ILC
알고리즘이결국고차형을갖는다는것이알려지기도하였다[26].
위에서소개한 ILC는실시간제어기능이결여되어있으며, 따라 서 k회분운전이진행되는동안, 공정은외란에대응하지못하고
open-loop 상태에놓이게된다. 이러한문제점을보완하기위하여
실시간피드백제어기능을결합하는여러방법들이제안되기도하 였다. 일반적으로실시간피드백제어기능이 ILC에결합되면 ILC
의수렴성등수학적성질들이영향을받는다.
ILC는로봇공학을하는기계및전기분야에서제안된개념으
로그응용도역시로봇관련분야에서가장활발하다. 이외에도
HDD와같이일정한속도로회전하는공정, 반복작업을하는공작 기계등에많은응용이이루어지고있지만, 지난약 10년간화학, 생 물, 반도체, 재료공학분야의각종회분공정에대한응용이급격히
증가하고있다. Ahn 등[27]에의해최근조사된 ILC 연구동향에서
이러한경향을뚜렷이볼수있다.
본논문은회분화학공정에대한고급제어기법으로서 ILC를소개 하는것이그목적이므로, 다양한 ILC 방법중이산시간 MIMO 추
계적 ILC 기법을대상으로실용성있는몇가지 prototype 알고리
즘들을소개한다.
6. ILC에 근거한 회분공정용 고급제어기 6-1. 회분공정의모델
회분공정은심한비선형공정이라할지라도주어진설정치궤적
주변에서운전되는경우에는동특성이시변(time-varying) 선형모델
로합리적으로근사될수있다. 반복적으로언급되는것이지만 ILC
는상당한모델오차를용인할수있으므로이모델이어느정도오 차를갖더라도큰문제가되지않는다. 이제일회분이 N 샘플링 시점으로구성된다면이모델은다음과같은시변상태공간식으로 표현할수있다.
(6)
여기서 v(t) 는공정에유입되는외란과측정잡음의근원을수학적
단일항으로표현한 innovation이라부르는항으로, 통계적으로 zero-
mean, 독립, 각시점에서동일한확률분포를갖는랜덤신호이다. 그
러나서로다른회분 k에서의 v(t)들은상관관계를가지며독립적
이지않을수있다.
(3)식과같이회분전구간에서의신호벡터를정의하고 (6)식으 로부터입출력신호벡터사이의관계를구하면
(7)
여기서
G
gn,m C(n)A(n-1)...A(m+1)B(m) (8)
이며, dk는 x(0), v(τ), 0≤τ≤N의함수로표현되는외란신호이다. dk
는서로다른 k에대해독립적인 zero-mean 신호 와상관관계를
갖는 dk로다음과같이나눌수있다.
(9)
여기서 가다음과같은백색잡음 n의적분형상관관계를갖는 다고가정하면
(10)
이제 Guk+ , r− , r− 를정의하고, k와k-1에서의
(7)식의차를구하여정리하면다음과같은회분사이의전이식을얻는다.
ek→0
klim→∞
x t 1( + )=A t( )x t( )+B t( )u t( )+K t( )v t( )
y t( )=C t( )x t( )+v t( ),t 0 1= , , ,…N 1–
yk=Guk–dk
∆=
g1 0, 0 0 0 g2 0, g2 1, 0 0
gN,0gN,1…gN N, –1
... ... ... ...
∆=
dˆ
dk=dˆ d+ k
dk
dk=dk–1+n
yk ∆= dk ek ∆= yk ek ∆= yk
(11)
여기서 uk−uk-1을의미한다. 위모델에관한좀더상세한성
격은 Lee 등[28]에잘기술되어있다.
6-2. Q-ILC
실시간제어가없는 ILC문제는 ek-1, ek-2,...로부터 를결정하
는것이다. 이것은다음과같은목적함수에의해결정될수있다. (12)
여기서 xTQx, 는k-1 회분까지의운전정보에근거하여 얻은 의최적예측치를의미하며다음과같은 Kalman 필터식에 의해 의함수로주어진다.
(13)
제약조건이없는경우, (12)식의해는다음과같이주어진다. (14)
이알고리즘을 Q-ILC(quadratic criterion-based ILC)라부르며 Lee
등[28]에의해제안된것이다. Q-ILC는기존의모델기반 ILC의문 제점을획기적으로개선한것으로이론적으로, 실용적으로많은
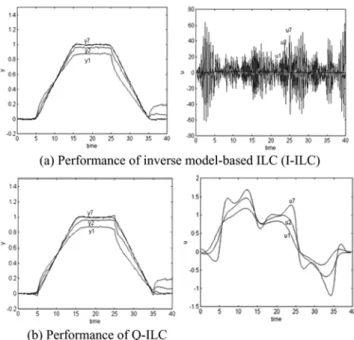
이점을가지고있다. 특히기존의역모델에근거한 ILC가날카롭 게변하는 신호를발생시키는현상, 입출력변수의차수가서
로다른 nonsquare MIMO 공정에적용할수없던현상등의문제
가해소될수있다. 공정변수에선형제약조건이있는경우, 해가 (14)식와 같은 단일식으로 주어지지는 않지만 QP(quadatic
programming) 문제가되어수치적으로신뢰성있게구해진다.
Q-ILC는공정모델 G가 100%상대오차를가질때까지도제어오
차를최소값으로수렴시킬수있는강인성을가진다.
Fig. 5에 SISO 공정에대한 Q-ILC의성능을역모델에근거한
ILC와비교하여보였다. 여기서실제공정과 Q-ILC 설계를위한공 정모델을각각
(15)
이각각샘플링주기 1로이산화된전달함수로가정하였다. 그리고 공정출력에는잡음이인가되는것을가정하였다.
6-3.실시간 제어기능의결합
Q-ILC는실시간제어(RFC, real-time feedback control) 기능이 결여되어있다. 실시간제어기능은다양한방법에의해결합할수 있다. 여기서는먼저 RFC와 ILC기능이동시에수행되는통합알
고리즘을소개하기로한다. 이알고리즘은개념적으로
(16)
의구조를갖는다. 여기서 H1ek(1:t) 항이 RFC에해당되며, 나머지 항은 ILC에해당된다. 이와같은제어기식을얻는데에가장핵 심이되는단계는 (6)식을∆uk(t)를입력변수로 ek(t)를출력변수로
갖는상태공간식으로변형시키는것이다. 일단이모델이얻어지면
다양한목적함수에의한 RFC 결합형 ILC가얻어진다.
이제먼저 (6)식의모델식에서v(t)가서로다른회분k에서는상 관관계를가지며다음과같이백색잡음의회분인덱스에따른적 분공정으로표현된다고가정한다.
(17)
여기서 n(t)와 (t)는상호독립적인백색잡음이다.
이와같은v(t)의분해에따라 (6)식을 n(t)와 (t)의영향을받는 부분으로각각분해하여기술하면다음과같다.
(18)
(19) (20) (18)식을 상태공간식으로바르게 표현하기 위해서는 에 을 ... 확장한새로운상태를정의하여야한다. 그 러나이경우상태의차수가너무증가하므로 를 혹 은 로근사한상태공간식을생각하기로한다. 이근사 를도입하고, (18)식~(20)식을결합하여출력을 ek(t)로갖는하나
의상태공간식으로표현하면다음과같다. ek=ek–1–G∆uk+n
ek=ek+dˆ
∆uk ∆=
∆uk
min12---∆uk ek k– Q12 ∆ukR
+ 2
{ }
xQ2 ∆= ek k–1
ek
∆uk
ek k–1=ek–1k–1–G∆uk
ek k=ek k–1+K e( k–ek k–1)
∆uk=Hek–1k–1=(GTQG R+ )–1GTQek–1k–1
∆uk
Gp( )s 0.8 5s 1+
( )(3s 1+ )
--- Gm( )s 1.2 6s 1+
( )(2s 1+ )
---
=
= ,
uk( )t =uk–1( )t +H1ek( )1:t +H2ek–1(1:N)+…
vk( )t =vk–1( )t +n t( )
vk( )t =vk( )t +vˆ t( )
vˆ vˆ
xk(t 1+ )=A t( )xk( )t +B t( )∆uk( )t +K t( )n t( ) yk( )t =yk–1( )t +C t( )xk( )t +n t( )
xˆk(t 1+ )=A t( )xˆk( )t +K t( )vˆ t( ) yˆk( )t =C t( )xˆk( )t +vˆ t( )
yk( )t =yk( )t +yˆk( )t
xk( )t yk–1( )1 yk–1( )N
yk–1( )t yk–1( )t|t yk–1k–1( )t
Fig. 5. Comparison of tracking performance of I-ILC and Q-ILC.
(21)
이식을편의상다음과같이정의하자.
(22)
이제 RFC가결합된알고리즘은목적함수에따라다양하게얻어질
수있다. 먼저다음과같은 LQG 목적함수를도입할수있다.
(23) (t)를제어오차의함수로결정하게하는것은회분인덱스방 향으로적분제어가수행되도록, 즉, ILC 동작이수행되도록하기 위함이다. 사실이최적화를편리하게수행하기위하여상태공간모
델 (22)식도 (t)를입력으로갖도록정리한것이다.
(23)식제어문제는표준형 LQG 추적제어문제로 (t)의함수 꼴이여러문헌에이미잘제시되어있다. 이제어알고리즘은 Lee
등[29]이제시하였으며 BLQG(batch LQG)라명명하였다.
공정변수에제약조건이있는경우는 LQG 해를구하는것이어
려워지며이때는다음과같은 MPC 목적함수를생각하는것이바
람직하다.
(24) Subject to linear constraints on process variables
(24)식에서출력오차의예측치 ek(t + k|t)를구하기위한예측기는 (22)식을이용하여구성한다. 제약조건이있는경우, (24)식의해는
QP를통하여수치적으로얻어진다. 상태공간식을다른형태로유 도하긴하였지만 (24)식에의한 ILC 제어기를 Lee 등[30]은 BMPC (batch MPC)라명명하였다. 본논문에서는 QILC, BLQG, BMPC
등 2차목적함수에근거한모든 ILC 방법을 Q-ILC라통칭하여부 르기로한다.
이방법외에도 을만족시키는
(t)를 (22)식의모델식에근거하여수행하는제어기는모두 RFC
가결합된 ILC가된다.
6-4. 확장과변형
6-4-1. 추적제어와품질제어의결합
실제회분공정운전에서는 2장 3, 4항의성질이매우중요한문 제로작용한다. 회분중합반응기에서단지온도제어만을 Q-ILC로 수행한다면앞에제시된알고리즘들이그대로사용될수있다. 그
러나최종제품의품질제어를함께수행하며, 또한운전도중부원
료의투입등새로운조작변수가도입되고, 새로운측정치를관측해 야한다면알고리즘에변화를가하여야한다.
먼저최종제품의품질은단지예측만이가능하며, 이예측은현 시점까지의측정치와미래에가해질제어입력값의함수로표현할 수있다. 일단품질예측식을얻으면이예측치가원하는품질목 표치과일치하도록제어입력을결정하면된다. (22)식에서최종제 품의품질이ζk(t)의요소중하나가되도록정의한다고하자. 이품 질은현재시점의상태 zk(t)와현시점이후가해질입력 ∆uk(τ), t≤ τ ≤N−1의함수가될것이며이관계를찾아 (21)식의출력식 을수정하여야한다. 그식에대해 BLQG 든 BMPC 등적절한알 고리즘을적용하면최종품질제어를동시에수행하는 Q-ILC가구 성된다.
운전도중공정변수의종류와상황이바뀌는것은매우복잡하 게생각될수있지만, 사실시변상태공간모델로모두표현할수있 다. Chin 등[31]은 Q-ILC가위에열거한문제들을모두쉽게통합 할수있는틀을가지고있음을보였으며수치공정을대상으로그 성능을시연하였다. 이연구결과의일부를본논문의적용예에서
인용할것이다.
6-4-2. ILC와 RFC의분리
회분공정을 (11)식으로표현하고, 앞에서소개한 RFC 결합알고
리즘 (16)은일반적으로
(25)
와같이간략히표현할수있다. 이알고리즘은 RFC와 ILC를동
시에수행하지만, 한가지결함을가지고있다. ILC는 uk가공정출 력을원하는설정치궤적에일치시키는값에수렴되도록동작을 하지만, 실시간에서예상치않은외란이 ek에유입되면 uk가수렴 과정을벗어나다른값으로교란되는문제가발생한다. 이렇게되
면 ILC가그동안수렴에기울인노고는헛된것이되며다시수렴 과정을반복해야한다.
이러한문제점을개선하기위하여 Chin 등[32]은입력변수 uk를
ILC를위한부분 와 RFC를위한부분 로 uk= + 와같
이분해하여각각을독립적으로계산한후, 이둘을더하여 uk를출 력하는알고리즘을제안하고 TBC(Two-stage Batch Control)라명
명하였다. 이와같이입력을분해할때에 (11)식은
(26)
와같이표현된다. 여기서 은 의영향을받지않은공정신호 만을이용하여
(27)
같이계산되고, 는
(28)
와같이실시간외란 의영향을보상하도록계산된다. 이렇게
가실시간외란의영향을받지않도록함으로써 ILC의수렴과정
xk(t 1+ )
xˆk(t 1+ ) A t( ) 0 0 A t( ) xk( )t
xˆk( )t
= B t( )
0 ∆uk( )t +
+ K t( ) 0 0 K t( )
n t( )
vˆ t( )
ek( )t –ek–1( )t t [–C t( ) C t– ( )]xk( )t xˆk( )t
= –n t( )–vˆ t( )
zk(t 1+ ) Φ= ( )tzk( ) Γt + ( )∆t uk( )t +K t( )w t( ) ζk( )t =ek( )t –ek( )t t =∑( )tzk( )t +m t( )
min∆u
k ∆=
12--- E ek( )t Q2 ∆uk( )t R
+ 2=
ζk( )t +ek–1( )t t Q2 ∆uk( )t R
+ 2 t=0
N–1
∑
∆uk
∆uk
∆uk
min∆u
k ∆=
12---
ek(t k t+ )Q2+ ∆uk(t k 1+ – )R2=
ζk(t k t+ )+ek–1(t k t k+ + )Q2
+∆uk(t k 1+ – )R2 k=1
∑p
ek( )t = ζk( )t +ek–1( )t t →min
∆uk
uk=uk–1+H1ek+H2ek–1
uk uˆk uk uˆk
ek=ek–1–G∆uk+n ek=ek–Guˆk+dˆ
∆uk dˆ
∆uk=H1ek–1
uk
uˆk=H2ek
uk dˆ
에서이탈되지않게된다. 이후 uk= + 로합하여져공정에적
용된다. 각신호의계산은다양한알고리즘으로수행할수있다.
는직접측정될수없으므로 ek−1를 Kalman 필터하여추정한다. 7. Q-ILC 응용 예
7-1.회분 반응기의온도과 최종품질제어
Chin 등[31]에의해서발표된것으로, 각반응물에대해 1차인
A + B→C
B + C→D (29)
반응이진행되는반회분반응기를고려한다. 반응기운전상황의개 요는 Fig. 6에보인것과같다.
A를초기에투입하고 30분초기가열후 B를연속적으로투입되 며, 100분후 C를원하는양(42 mol) 만큼생산하는것이운전의
목적이다. 이과정에서 A의농도가 10분간격으로측정되며이값 은 C의최종생산량을추정하는데사용된다. C의생산량은회분종 료후계량된다. 제어기는반응기자켓온도와 B 투입량을조작할 수있으며, 회분이반복되며반응기온도를원하는궤적에유지시
키며동시에 C 생산량을목표치에일치시키는기능을가져야한다.
이제어기는품질예측제어와온도궤적제어를동시에수행하도
록 BMPC를확장하여설계되었다.
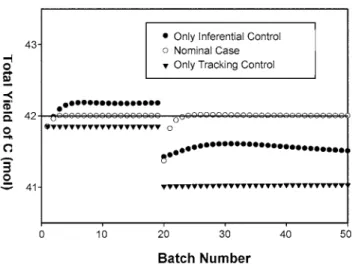
Fig. 7, 8에제어결과를예시하였다. 인위적으로상당한모델오
차를가입하였으며그럼에도불구하고회분수가증가하며온도궤 적과 C 생산량이목표치를잘추적하는것을볼수있다.
그림의품질제어에서 ‘Only Tracking Control’은온도제어만을 수행한(자켓온도조작에의해) 경우이며, ‘Only Inferential Control’
은품질추정치만을이용하여실시간제어를수행한결과그리고
‘Nominal Case’는 inferential control과매회분종료후생산량계 측에의한회분단위피드백제어(ILC)를수행한결과를의미한다.
BMPC를이용한회분반응기의온도추적제어는파일롯규모반 응기에서실험을통하여그성능이검증되었다[30].
7-2. RTP에서 웨이퍼온도균일도제어
RTP(rapid thermal processor)는웨이퍼의표면을매우빠른속도 로가열하는반도체가공공정으로웨이퍼 annealing, 산화막형성,
질화막형성등다양한목적으로사용되는장비이다.
웨이퍼는상부에설치된많은수의 tungsten-halogen lamp를이
용하여가열하며, 이때웨이퍼표면온도는가능한한높은균일도 를유지하며궤적을추종해야한다.
여기에소개되는내용은 Cho 등[33]에의해수행된것이다. Fig. 9
과같이 40개의 1 Kw lamp를가진 8인치웨이퍼용 RTP 에서실 험을수행하였으며, lamp는그림과같이 10개로 grouping 하여조 작변수로사용하였다. 웨이퍼표면에는 8개의열전대를설치하여
이들온도를제어하게하였다. 제어기는 ILC와 RFC의기능을분 리한 TBC를사용하였으며, 결국 TBC는 8 × 10 다변수공정을제 어한것이된다.
Fig. 10에이들 8점온도의추적제어가회분을반복하며어떻게
개선되어가는지를보여주고있다.
Fig. 11은통상적인 방법을 따라 공정출력을온도로 정의한
(y(t) = T(t)) 공정모델에근거하여 TBC를설계하고적용한경우와
복사의원리를적용하여공정출력을 절대온도의 4승으로정의하
여(y(t) = T4(t)) 공정모델을구성하고 TBC를설계, 적용한경우의 결과를비교한것이다. 모델의개선에의해온도의균일도가한층
uk uˆk
ek–1
Fig. 6. Operation scenario of the semi-batch reactor example.
Fig. 7. Batch-wise improvement of temperature profile of the semi-batch reactor example under BMPC with model uncertainty.
Fig. 8. Batch-wise improvement of the production of C under BMPC with model uncertainty. Nominal case means measurement feed- back at the end of each batch plus real-time inferential control.
개선된것을볼수있다. Fig. 10과 11에서 temperature difference,
temperature gap은 8지점측정온도사이에서가장큰오차를말
한다.
이제어기법은국내기업의장비에적용되어사용되고있다. 8. 관련된 제어기법들
사실독립적으로발전된그러나 ILC와관련이깊은제어기법들 이여러형태가있다. 본장에서는이들을간략히소개한다. 좀더
상세한내용은 Lee와 Lee[26, 34]을참고하기바란다.
8-1. 2-D제어
2-D(2-dimensional) 제어기는 2-D 계를대상으로한제어기이
다. 2-D 시스템이란상태전이가두개의인덱스방향으로일어
나는계를말한다. 회분공정은회분과시간인덱스각각의방향으 로상태전이가이루어지므로 2-D 시스템의한예가된다. 그러 나회분공정은시간인덱스가유한하기때문에현재연구되고있
는 2-D 시스템과는조금다른성격을가지고있다. 그럼에도, 불
구하고 2-D 제어기는회분공정제어기로그대로사용이가능하다.
현재까지 2-D 시스템과는제어가활발하게연구되어온것은아
니지만고유한영역으로서의특성을가지고꾸준히연구되어왔 다[35-38].
8-2. Run-to-run 제어
Run-to-run(RTR) 제어는전통적으로반도체공정에서많이사
용되어온제어기법이다. RTR은사실 ILC의단순화형으로, 대
상공정이동특성을 고려할필요가(혹은고려할수) 없는 정적 공정인경우, 따라서공정의입력과출력변수가시간의함수가 아닌상수인 경우에대한 ILC라할수있다. 반도체공정의경 우는 실시간에서웨이퍼의가공상태를측정하는것이매우어 렵기때문에, 운전조건(입력변수)을고정시키고 가공후의상태
(출력변수)를측정하여 RTR로운전조건을개선하는방법을많이 취한다[26, 34, 39, 40].
RTR 제어는실험적으로최적화를수행하는 EVOP[41] 또한, batch-to-batch 최적화[42, 43]로본질적으로거의동일하다. Fig. 10. Progressive improvement of tracking control performance of
wafer temperatures under TBC.
Fig. 11. Performance comparison between T model-based TBC and T4 model-based TBC.
Fig. 9. Thermocouple locations and the grouping of tungsten-halogen lamps for MV use.
8-3. 반복 제어
반복공정은회분공정이아닌연속공정으로설정치궤적이일정
한주기로반복되는공정을의미한다. 반복제어(RC, repetitive
control)은이전주기의운전결과를피드백하여다음주기의제어입
력을계산하는방법으로 ILC와개념적으로유사하며, 또한 ILC의
장점을동일하게갖는다[44]. 다만 ILC와다른점은대상공정이연
속공정이므로상태가회분시작점에서 reset 되는회분공정과달리,
이전주기의상태가다음주기의상태에영향을미치며이전되는 것을고려해야한다는것이다. 선형반복공정은 lifting을통해다음
과같이모델링된다.
(30)
초기시간에서상태가 reset 된다면(xk(0)=0), 이모델은 (7)식과동
일해진다. RC는이모델에 (23), (24)식등의목적함수를고려하
여제어기를설계한다. Lee 등[45]은 MPC 목적함수에의한 RC를 제안하고이를 RMPC(Repetitive MPC)라명명하였다.
9. 결 론
회분공정은그특성상피드백제어만으로얻을수있는제어성 능은한계가있으며, 피드포워드제어를동시에수행할때제어성
능의한계를극복할수있다. 그러나회분공정은정확한공정모델
을얻는것이쉽지않기때문에, 전통적인피드포워드제어기설계 의전제조건을만족시킬수없다는문제를가지고있다. ILC는이 러한문제점을근본적으로해결할수있는기법이며, 지난수년간
에걸쳐 ILC를기반으로한회분공정의고급제어기법은비약적인
발전을하였다. 이고급제어방법들은회분공정만의독특한성격과 문제점을모두포용하면서도, 연속공정용 MPC의장점을모두포 함하는제어기법들로이에대한주목할만한응용예들도함께발 표되었다. 본보문에서는 ILC를기반으로한회분공정제어방법들
의발전을간략히살펴보고, 실용적으로가치가있는몇가지기법 들을좀더상세히소개하였다.
연속공정과마찬가지로회분공정도고급제어기법에의해얻을수 있는기회이득이매우큼에도아직까지적절한제어기법들이제시 되어있지않아그응용이매우제한적인이었던것이사실이다. 최 근개발된 ILC를기반으로한제어기법들이회분공정제어의새로 운장을열어갈것을기대해본다.
감 사
본 논문은과학재단 특정기초연구 과제번호 R01-2006-000-
11377-0 지원을통해수행된것이며이에감사드립니다.
참고문헌
1. Morari, M. and Lee, J. H., “Model Predictive Control: Past, Present, and Future,”Comp. and Chem. Eng., 23(4-5), 667-682 (1996).
2. Qin, S. J. and Badgwell, T. A., “A Survey of Industrial Model
Predictive Control Technology,”Control Eng. Practice, 11, 733- 764(2003).
3. Song, I. and Rhee, H., “Nonlinear Control of Polymerization Reactor by Wienr Predictive Controller based on One-Step Subspace Identification,”Ind. Eng. Chem. Res., 43, 7261-7274(2004).
4. Rantow, F. S., Soroush, M. and Grady, M. C., “Optimal Control of a High-Temperature Semi-Batch Solution Polymerization Reactor,”Proceedings of the 2005ACC, Portland, USA, 3102, June(2005).
5. Sheibat-Othman, N. and Othman, S., “Control of Emulsion Poly- merization Reactor,”Ind. Eng. Chem. Res., 45, 206-211(2006).
6. Cetinkaya, S., Zeybek, Z., Hapoglu, H. and Alpbaz, M., “Opti- mal Temperature Control in a Batch Polymerization Reactor Using Fuzzy-Relational Models-Dynamics Matrix Control,”Comp. Chem.
Eng., 30, 1315-1323(2006).
7. Hua, X., Rohani, S. and Jutan, A., “Cascae Closed-Loop Opti- mization and Control of Batch Reactors,”Chem. Eng. Sci., 59, 5695-5708(2004).
8. Arpornwichanop, A., Kittisupakorn, P. and Mujtaba, I. M., “On- line Dynamic Optimization and Control Strategy for Improving the Performance of Batch Reactors,”Chem. Eng. and Process- ing, 4, 101-14(2005).
9. Bouhenchir, H., Cabassud, M. and Le Lann, M. V., “Predictive Functional Control for the Temperature Control of a Chemical Batch Reactor,”Comp. Chem. Eng., 30, 1141-1154(2006).
10. Pieri, F., Caccavale, F., Iamarino, M. and Tufano, V., “A Con- troller-Observer Scheme for Adaptive Control of Chemical batch Reactors,”Proceedings of the 2006 ACC, Minneapolis, USA, 5524, June(2006).
11. Ma, D. L, Tafti, L. K. and Braatz, R. D., “Optimal Control and Simulation of Multidimensional Crystallization Processes,”Comp.
Chem. Eng., 26, 1103-1116(2002).
12. Caliane, B. B. Costa, Aline C. da Costa and Rubens Maciel Filho,
“Mathematical Modeling and Optimal Control Strategy Devel- opment for an Adipic Acid Crystallization Process,”Chem. Eng.
and Processing, 44, 737-754(2005).
13. Voller, U. and Raisch, J., “Control of Batch Crystallization-A Sys- tem Inversion Approach,”Chem. Eng. and Processing, 45, 874- 885(2006).
14. Costa, C. B. B., da Costa, A. C. and Filho, R. M., “Evaluation of Optimisation Techniques and Control Variable Formulations for a Batch Cooling Crystallization Process,”Chem. Eng. Sci., 60, 5312-5322(2005).
15. Vu, T. T. L., Durham, R. J., Hourigan, J. A. and Sleigh, R. W.,
“Dynamic Modelling Optimization and Control of latose Crys- tallizations: Comparison of Process Alternatives,”Sep. and Purif.
Technology, 48, 159-166(2006).
16. Ronia M. Oisiovici* and Sandra L. Cruz, “Inferential Control of High-Purity Multicomponent Batch Distillation Columns using an Extnded Kalman Filter,”Ind. Eng., Chem. Res., 40, 2628-2639 (2002).
17. Ulas, S., Diwekar, U. M. and Stadtherr, M. A., “Uncertainties in Parameter Estimation and Optimal Control in Batch Distilla- tion,”Comp. Chem. Eng., 29, 1805-1814(2005).
18. Da, L., Kumar, V. G., Tay, A., Al Mamun, A., Weng Khuen Ho, See, A. and Chan, L., “Run-to-run Process Control for Chemical Mechanical Polishing in Semiconductor Manufacturing,” Proceed- xk+1( )0 =Axk( )0 +Puk
yk=∑xk( )0 +Guk+dk
ings of the 2002 IEEE Int. Sym. on Intelligent Control, 740-745, Vancouver, Canada(2002).
19. Emami-Naeini, A., Ebert, J. L., Kosut, R. L., de Roover, D. and Ghosal, S., “Model-based Control for Semiconductor and Advanced Materials Processing: an Overview,”Proceedings of the 2004ACC, 5, 3902-3909, Boston, USA(2004).
20. Matsumoto, K., Suzuki, K., Kunimatsu, S. and Fujii, T., “Tem- perature Control of Wafer in Semiconductor Manufacturing Sys- tems by MR-ILQ Design Method,” Proceedings of 2004 IEEE Int. Conf. on Control Appl., 2, 1410-1414, Taipei, Taiwan(2004).
21. Garden, M., “Learning Control of Actuators in Control System,”
U.S. Patent No. 3,555,252(1971).
22. Miller, R. C. and Jr. Mallick, G. T., “Method of Controlling an Automatic Machine Tool,” U.S. Patent No. 4,088,899(1978).
23. Uchiyama, M., “Formation of High Speed Motion Pattern of Mechanical Arm by Trial,”Trans. of the Society of Instrum. and Control Eng., 19, 706-712(1978).
24. Arimoto, S., Kawamura, S. and Miyazaki, F., “Bettering Opera- tion of Robotics by Learning,”J. of Robotic Systems, 1(2), 123- 140(1984).
25. Bien, Z. and Huh, K. M., “Higher-Order Iterative Learning Con- trol Algorithm,”IEE Proc. Part D on Control Theory and Appl.,
136, 105-112(1989).
26. Lee, K. S. and Lee, J. H., “Iterative Learning Control-based Batch Process Control Technique for Integrated Control of End Product Properties and Transient Profiles of Process Variables,”
J. Process Control, 13(7), 607-621(2003).
27. Ahn, H., Chen, Y. and Moore, K., “Iterative Learning Control:
Brief Syrvey and Catgorization 1998-2004,”IEEE Trans. Systems, Man and Cybernetics-Part C: Applications and Reviews, Accepted for Publication(2006).
28. Lee, J. H., Lee, K. S. and Kim, W. C., “Model-based Iterative Learning Control with a Quadratic Criterion for Time-varying Linear Systems,”Automatica, 36(5), 641-657(2000).
29. Lee, K. S., Lee, J., Chin, I. and Lee, J. H., “Control of Wafer Temperature Uniformity in Rapid Thermal Processing Using an Optimal Iterative Learning Control Technique,”Ind. Eng. Chem.
Res., 40(7), 1661-1672(2001).
30. Lee, K. S., Lee, J. H., Chin, I. and Lee, H. J., “A Model Predic- tive Control Technique Combined with Iterative Learning for Batch Processes,”AIChEJ., 45(10), 2175-2187(1999).
31. Chin, I. S., Lee, K. S. and Lee, J. H., “A Technique for Inte- grated Quality Control, Profile Control, and Constraint Handling
for Batch Processes,”Ind. Eng. Chem. Res., 39(3), 693-705(2000).
32. Chin, I., Qin, S. J., Lee, K. S. and Cho, M., “A Two-Stage ILC Technique Combined with Real-Time Feedback for Independent Disturbance Rejection,”Automatica, 40(11), 1913-1920(2004).
33. Cho, M., Lee, Y., Joo, S. and Lee, K. S., “Semi-empirical Model- based Multivariable Iterative Learning Control of an RTP Sys- tem,”IEEE Trans. On Semicon. Manuf., 18(3), 430-439(2005).
34. Lee, J. H. and Lee, K. S., “Iterative Learning Control Applied to Batch Processes: An Overview,” accepted for publication in Con- trol Eng. Practice(2006).
35. Roesser, R., “A Discrete State Space Model for Linear Image Processing,”IEEE Trans. A.C., 20, 1-10(1975).
36. Kaczorek, T., Two-Dimensional Linear Systems, Springer-Ver- lag, Berlin(1985).
37. Kurek, J. E. and Zaremba, M. B., “Iterative Learning Control Synthesis based on 2-D System Theory,”IEEE Trans. A.C., 38, 121-125(1993).
38. Shi, J., Gao, F. and Wu, T-J., “From Two-Dimensional Linear Quadratic Optimal Control to Iterative Learning Control. Paper 2.
Iterative Learning Control for Batch Processes,”Ind. Eng. Chem.
Res., 45, 4617-4628(2006).
39. Chen, Y.-H., Su, A.-J., Shiu, S.-J., Yu, C.-C. and Shen, S.-H, “Batch Sequencing for Run-to-Run Control: Application to Chemical Mechanical Polishing,”Ind. Eng. Chem., Res., 44, 4676-4686(2005).
40. Firth, S. K., Campbell, W. J., Toprac, A. and Edgar, T. F., “Just- in-time Adaptive Disturbance Estimation for Run-to-Run Con- trol of Semiconductor Processes,”IEEE Trans. On Semicon.
Manuf., 19(3), 298-315(2006).
41. Wilde, D. J. and Beightler, C. S., Foundations of Optimization, Prentice-Hall, Englewood-Cliffs(1967).
42. Zafiriou, E. and Zhu, J. M., “Optimal Control of Semi-Batch Pro- cesses in the Presence of Modeling Error,”Proc. of 1990 ACC., San Diego, USA, 1644-1649(1990).
43. Zafiriou, E., Adomaitis, R. A. and Gattu, G., “ Approach to Run- to-Run Control for Rapid Thermal Processing,”Proc. of 1995 ACC., Seattle, USA, 1286-1288(1995).
44. Hara, S., Yamamoto, Y., Omata, T. and Nakano, N., “Repetitive Control System: a New Type Servo System for Periodic Exoge- neous Signals,”IEEE Trans. A.C., 33, 659-668(1998).
45. Lee, J. H., Natarajan, S. and Lee, K. S., “A Model-based Predic- tive Control Approach to Repetitive Control of Continuous Pro- cesses with Periodic Operations,”J. Process Control, 11, 195- 207(2001).