DOI https://doi.org/10.9725/kts.2018.34.5.183
씰 투스 간극이 틸팅 패드 저어널 베어링 손실과 온도에 미치는 영향
방경보1,†ㆍ최용훈1ㆍ조용주2
1
두산중공업 터빈발전기그룹,
2부산대학교 기계공학과
Effect on Seal Tooth Clearance on Power Loss and Temperature of Tilting Pad Journal Bearing
Kyungbo Bang
1,†, Yonghoon Choi
1and Yongju Cho
21
Doosan Heavy industries & Construction
2
Dept. of Mechanical Engineering, Pusan National University
(Received June 25, 2018; Revised September 20, 2018; Accepted September 26, 2018)
Abstract – Tilting pad journal bearing is widely used for steam turbines because of its excellent dynamic sta- bility. As the turbine capacity increases, power loss in the bearings becomes a matter of concern. Power loss in tilting pad journal bearings can be reduced by increasing the bearing clearance and reducing the pad arc length.
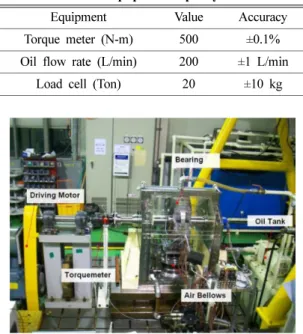
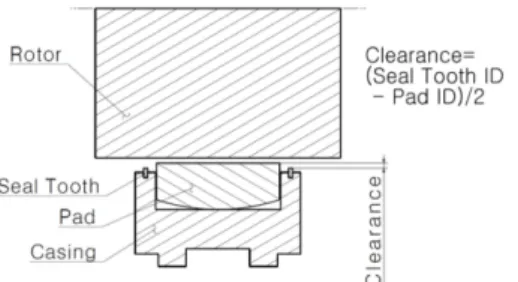
In this study, the tilting pad journal bearing is tested by changing the seal tooth clearance to verify the static char- acteristics of the bearing. Bearing power loss and bearing metal temperature are evaluated to compare the bear- ing's performance and reliability for several test cases. The test bearing is a tilting pad journal bearing with 300.62mm inner diameter and 120.00mm active length. The bearing power loss, its metal temperature, and oil film thickness are measured and evaluated based on the rotor's rotational speed, oil flow rate, and bearing load.
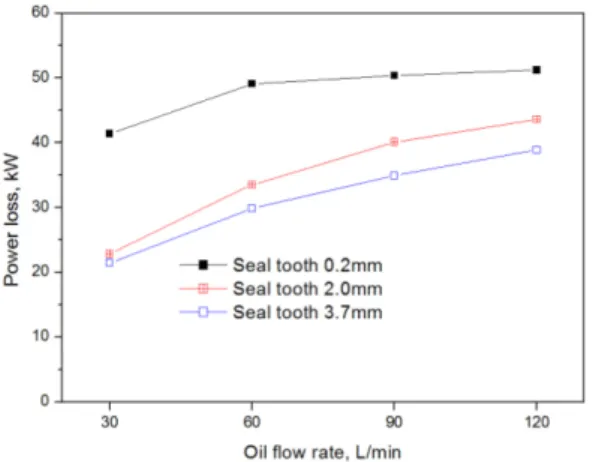
Test results show that a tilting pad journal bearing with large seal tooth clearance has 40% lower power loss com- pared with a bearing with a small seal tooth clearance. As the seal tooth clearance is increased, the power loss of the tilting pad journal bearing decreases. However, with respect to the bearing metal temperatures, a detuning point is observed that makes the minimum bearing metal temperature. Moreover, as the seal tooth clearance is increased, the oil film thickness increases due to high viscosity.
Keywords – tilting pad journal bearing( 틸팅 패드 저어널 베어링), power loss(동력 손실), temperature(온도), end seal( 엔드 씰), seal tooth(씰 투스)
Nomenclature
Q
f=Forced flow (L/min) Q
s=Side leakage (L/min) Q
i=Inlet flow (L/min) Q
e=End flow (L/min)
1. 서 론
증기터빈은 고온 고압의 증기를 회전운동으로 만드는 장치다. 전기는 증기터빈 로터와 연결된 회전하는 발전 기에 의하여 만들어진다. 최근 증기터빈은 고효율, 고안 정성, 고용량으로 개발방향을 가진다[1]. 이러한 요구 조 건을 충족하기 위하여 최적의 베어링을 설계하고 선정 하는 것은 터빈이 운전하는 동안 발생할 수 있는 진동 과 온도 문제와 같은 신뢰성 측면과 기기의 효율 측면에 서 매우 중요하다. 화력용으로 설계된 고압 증기 터빈은
†