한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 47, No. 6, 2014.
http://dx.doi.org/10.5695/JKISE.2014.47.6.303
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
구리 박막 제조중 증착 중단시 박막 결정립 크기 변화가 인장응력 방향으로의 응력 이동에 미치는 영향
이세리, 오승근, 김영만*
전남대학교 신소재공학부
The Effect of Grain Size on the Stress Shift toward Tensile Side by Deposition Interruptions in Copper Thin Films
Seri Lee, Seungkeun Oh, Youngman Kim*
Department of Materials Science and Engineering, Chonnam National University, Gwangju 500-757, Korea
(Received July 28, 2014 ; revised December 8, 2014 ; accepted December 9, 2014)
Abstract
In this study, the average in-situ stress in metallic thin film was measured during deposition of the Cu thin films on the Si(111) wafer and then the phenomenon of stress shift by the interruption of deposition was measured using Cu thin films. We have observed the stress shift in accordance with changing amount of atom's movement between the surface and grain boundary through altering the grain size of the Cu thin film with variety of parameters. The grain size is known to be affected on the deposition rate, film thickness and deposition temperature. As a experimental results, the these parameters was not adequate to explain stress shift because these parameters affect directly on the amount of atom's movement between the surface and grain boundary as well as the grain size. Thus, we have observed the stress shift toward tensile side in accordance with the grain size changing through the interlayer deposition. From an experiment with inserting interlayer before deposit Cu, in thin film which has big grain size with high roughness, amount of stress movement is higher along direction of tensile stress after deposition that means, after deposition process, driving force of atoms moving in grain boundary and on the surface of the film is relatively higher than before.
Keywords: thin film, in-situ, stress shift, grain size, E-beam Evaporation
1. 서 론
박막은 진공 증착이나 patterning 등을 이용하여 절연된 유리, 세라믹 또는 반도체 등의 기판상에 형 성된 아주 얇은 피막 또는 그 피막을 만드는 기술 을 가리킨다. 현재 이 박막 기술은 태양전지, 메모 리 소자, 발광다이오드 등의 기술적 응용 분야에 널 리 사용되고 있다. 일반적으로 박막의 잔류응력은 기판과 박막간의 격자상수와 열팽창 계수 등의 물
성 차이로 인해 발생하게 된다. 박막에 압축-잔류 응력이 존재하면 박막은 박리가 일어나며, 인장-잔 류응력이 존재하면 미소균열이 발생하여 박막의 신 뢰성을 감소시킨다. 일반적으로 Volmer-Weber 성장 을 하는 금속 박막을 증착하게 되면 증착 물질의 원자 이동도에 따라서 서로 다른 고유 응력 거동이 나타난다. 상대적으로 원자 이동도가 높은 Ag, Cu, Al 같은 금속의 경우 증착 과정 중 압축-인장-압축 의 3단계 응력 거동이 나타나고, 상대적으로 원자 이동도가 낮은 Cr, Ti, W 같은 금속의 경우 압축- 인장의 2단계 응력 거동이 나타난다1,2). 박막을 증 착 할 때 ad-atom이 기판 표면에 도달 하게 되면 섬을 형성하고 이 섬에 작용하는 표면 응력이 초기
*
Corresponding Author : Youngman Kim
Department of Materials Science and Engineering, Chonnam National University
E-mail : [email protected]
압축응력을 발생 시킨다3,4). 이후 섬들이 성장하게 되면 섬 병합이 진행되면서 박막 전체의 부피가 감 소하게 되는데 이 결과 인장응력이 발생된다7-10). 이 후 원자 이동도가 높은 금속의 경우 2차 압축 응 력이 발생된다. Chason에 따르면 2차 압축응력이 발생되는 이유는 섬들이 병합되는 과정에서 형성된 결정립계와 박막 표면으로 증착 과정에서 유입되는 원자들에 의해 박막 표면과 박막의 결정립계에 화 학 퍼텐셜 차이가 발생하게 되고 증착 과정에서 박 막 표면으로 계속해서 유입되는 원자들에 의해 박 막 표면의 화학 퍼텐셜이 증가하게 되고 상대적으 로 화학 퍼텐셜이 낮아진 결정립계로 박막 표면의 원자들의 일부가 유입됨으로써 2차 압축응력이 발 생되는 것이라 하였다1,2). 인장 응력 방향으로의 응 력 이동 현상은 2차 압축응력이 발생되는 원자 이 동도가 높은 금속 박막에서 나타난다. 이러한 응력 이동 현상은 박막 증착을 중단 혹은 종료하게 되면 박막 표면으로의 원자들의 유입 또한 중단되게 되 고, 이로 인해 결정립계의 화학 퍼텐셜이 박막 표 면보다 더 높아지게 되면서 결정립계로 유입된 원 자들 중 일부가 결정립계에서 박막 표면으로 확산 되어 나오면서 발생되는 것으로 알려져 있다1,2).원 자 이동도가 높은 금속의 경우 증착을 중단 할 때 나타나는 응력 이동이 박막의 잔류 응력에 영향을 미치게 된다. 반면 상대적으로 운동도가 낮은 금속 의 경우에는 증착 중단 이후에 응력이 이동 되는 현상이 나타나지 않고 중단 혹은 종료 시의 인장응 력이 그대로 유지되는 현상이 나타나며, 이때의 인
장응력이 박막의 잔류응력에 영향을 미치게 된다.
본 논문에서는 원자 이동도가 높은 금속 박막의 응 력 이동 현상의 원인으로 알려진 결정립계의 영향 을 간접적으로 알아보기 위해 구리 박막의 결정립 크기를 변화 시키고 그에 따른 응력 이동 현상을 관찰 하였다.
2. 실험 방법
실험은 그림 1의 E-beam Evaporation 장비를 사 용하여 진행하였다. 기판은 (111) 방향의 실리콘 웨 이퍼를 사용하였고, 민감한 곡률 변화를 측정하기 위해 100 µm까지 양면 연마하였다. 박막 증착과 동 시에 다중 광 곡률 측정 장치를 이용하여 실시간으 로 박막 두께변화에 따른 곡률 변화를 관찰하였다2,21-
25). 증착 시 챔버 내부의 압력은 약 5 × 10−6torr 이 하로 유지하였으며, 기판과 증착 물질 사이의 거리 는 25 cm이다. 결정립 크기에 영향을 미치는 여러 가지 공정 변수 중 응력완화에 직접적인 영향을 미 치지 않는 공정 변수를 찾기 위해 증착 속도, 증착 시간(박막 두께), 증착 온도 및 중간층의 변화를 주 어 실험을 진행하였다. 증착 속도의 경우 구리 박 막을 이용하여 1 Å/s, 5 Å/s, 10 Å/s으로 바꿔가며 실험을 진행하였고, 박막 두께 또한 구리 박막을 이 용하여 100 nm, 150 nm, 250 nm로 박막 두께를 변 화시키면서 실험을 진행하였다. 증착 온도의 경우 Cr 박막을 이용하여 RT, 200ºC, 300ºC로 증착 온도 를 변화시키면서 실험을 진행하였다. 중간층을 삽
Fig. 1. Schematic diagram of experimental equipment (a) e-beam evaporation chamber, (b) in-situ multi-beam
curvature measurement system.
입한 실험의 경우 표 1과 같이 실험을 진행하였다.
응력의 거동을 관찰하기 위하여 모든 실험은 증착 후 2,000초까지 관찰 하였다.
3. 결과 및 고찰
3.1 증착 속도
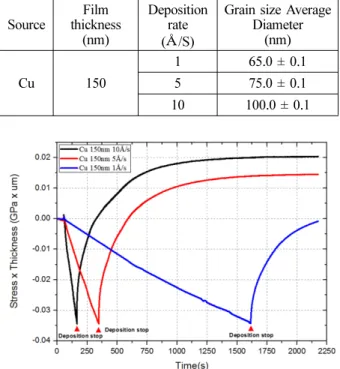
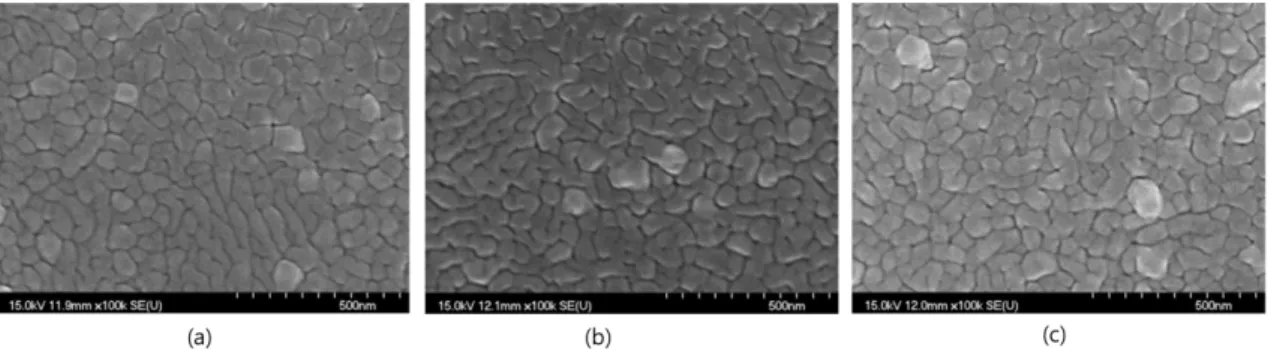
다음 그림 2는 증착 속도에 따른 Cu 박막의 SEM image이며 linear intercept method를 사용하여 측정 한 결정립 크기를 표 2에나타내었다. 증착 속도가 증가함에 따라 Cu 박막의 결정립 크기가 65.0 nm, 75.0 nm, 100.0 nm(오차 범위 ±0.1 nm)로 증가하는 것을 볼 수 있었다. 증착 속도가 증가함에 따라 같 은 표면적에 유입되는 원자들의 양 역시 많아졌고, 원자들이 더 많은 병합을 하도록 이끌었기 때문에 증착 속도가 증가함에 따라 결정립 크기가 증가한 것으로 보인다15,16).
다음 그림 3은 증착 속도에 따른 Cu 박막의 인 장 응력 방향으로의 응력 이동 그래프이다. 박막 두 께를 150 nm로 고정 시켜 놓고 증착 속도를 1 Å/s, 5Å/s, 10 Å/s으로 변화 시켜 Cu 박막의 증착 속도 에 따른 응력 거동을 관찰 하였다. 박막 두께는 150 nm로 모든 조건에서 동일하다. 박막이 증착 됨 에 따라 초기 압축 응력에서 인장 응력, 이후 다시 압축 응력의 응력 거동이 나타나는 것을 볼 수 있 다. 증착 종료 이후에는 모든 조건에서 응력 이동 현상이 나타났으며, 증착 속도가 클수록 인장 응력 방향으로의 응력 이동은 증가하였다. Chason9-11)에 의하면 높은 이동도 물질의 경우 증착 종료 이후
표면적으로 유입되는 원자들의 양이 적어지면서 결 정립계의 화학퍼텐셜보다 표면적의 화학퍼텐셜이 낮아져 원자들이 결정립계에서 표면적으로 이동하 고, 이에 따른 증착 종료 이후 인장응력 방향으로 의 응력이동이 발생한다고 하였다. 그렇기 때문에 증착 속도가 증가함에 따라 결정립계에 유입되는
Table 1. Experimental conditions for Cu, Cu/Al, Cu/Cr, Cu/ Al
2O
3thin film depositions
Top layer Inter-layer Deposition Temperature Deposition Rate (Å/s) Deposition Time (sec)
Cu
- RT 5 2,000
Al RT 5 2,000
Cr RT 5 2,000
Al
2O
3RT 5 2,000
Fig. 2. SEM images(surface and cross section) of the Cu thin films as a function of the deposition rate during deposition; (a) 1 Å/s (b) 5Å/s (c) 10Å/s.
Table 2. Grain size of the Cu thin films as a function of the deposition rate during deposition
Source
Film thickness
(nm)
Deposition rate ( Å/S)
Grain size Average Diameter
(nm)
Cu 150
1 65.0 ± 0.1
5 75.0 ± 0.1
10 100.0 ± 0.1
Fig. 3. Stress-thickness versus time of the Cu thin
films as a function of the deposition rate during
deposition.
ad-atom의 양이 더 많아졌고, 증착 중단 이후 결정 립계에서 표면적으로 원자들이 이동할 수 있는 구 동력 또한 커져 인장 응력 방향으로의 응력 이동 크기가 컸다. 실험 결과를 통해서 증착 속도를 변 수로 하였을 경우 증착 속도는 결정립 크기를 변화 시킬 수 있을 뿐만 아니라, 유입되는 원자들의 양 에도 영향을 끼쳐 증착 종료 이후 응력 이동에도 직접적으로 영향을 미치는 것을 알 수 있었다. 그 러므로 증착 속도는 결정립 크기를 변화함으로써 결정립계와 표면의 화학퍼텐셜 차이로 인한 응력 이동현상을 밝히기에는 적합하지 않는 변수로 생각 된다.
3.2 증착 두께
다음 그림 4는 증착 두께에 따른 Cu 박막의 SEM image이며, linear intercept method를 사용하여 측정 한 결정립 크기를 표 3에 나타내었다. 증착 두께가 증가함에 따라 Cu 박막의 결정립 크기가 100.0 nm, 150.0 nm, 250.0 nm (오차 범위 ±0.1 nm)로 증가하 는 것을 볼 수 있었다. 박막이 처음 부도체 위에 기 판이 형성 될 때 원자들간의 결합력이 원자와 표면 간의 결합력보다 더 작아 원자들이 병합하는데 시 간이 걸리지만, 증착 두께가 증가함에 따라 원자들간 의 결합력이 원자와 표면간의 결합력보다 더 커지기 때문에 원자들의 병합 또한 빨라진다27-28). 그렇기 때 문에 증착 두께가 증가함에 따라 결정립 크기가 커 진다.
다음 그림 5는 증착 두께에 따른 Cu박막의 인장 응력 방향으로의 응력 이동 그래프이다. 증착 속도 를 5 Å/s로 고정시키고 박막의 두께를 100 nm, 150 nm, 250 nm로 증가시켜서 Cu 박막의 두께에 따 른 응력 거동을 실시간으로 관찰하였다. 박막의 두 께 또한 증착 속도와 같이 결정립 크기 외에 박막 의 응력 이동에 직접적으로 영향을 미치는 것으로 생각된다. 박막의 두께가 점차 두꺼워짐에 따라 2 차 압축 응력의 크기 역시 증가하였고, 증착 종료 시점에서의 박막의 두께가 두꺼워질수록 증착 종료 이후에 나타나는 인장 응력 방향으로의 응력 이동 크기도 증가하는 것을 관찰 할 수 있었다. 박막의 두께가 두꺼워 질수록 2차 압축응력의 크기가 증가 하였고, 증착 종료 시점에서의 박막의 두께가 두꺼 울수록 증착 종료 이후에 나타나는 압축응력 완화 현상의 크기도 증가하는 것을 관찰할 수 있었다. 이 는 증착 두께가 두꺼워 질수록 표면에서 결정립계 로 확산되어 들어가는 원자들이 많아짐으로 인해서 2차 압축응력이 증가하고, 증착 종료 이후에는 결 정립계에 좀 더 많이 축적된 원자들이 표면으로 확 산되면서 응력 완화 크기 또한 증가한 것이라고 보
Fig. 4. SEM images (surface and cross section) of the Cu thin films as a function of the deposition thickness during
deposition; (a) 100 nm (b) 150 nm (c) 250 nm.
Table 3. Grain size of the Cu thin films as a function of the deposition thickness during deposition
Source
Deposition rate ( Å/S)
Film thickness
(nm)
Grain size Average Diameter
(nm)
Cu 5 Å/S
100 65.0 ± 0.1 150 75.0 ± 0.1 250 85.0 ± 0.1
Fig. 5. Stress-thickness versus time of the Cu thin
films as a function of the deposition thickness
during deposition.
고되어 지고 있다9-14). 증착 두께를 변수로 하였을 경우 결정립 크기에 영향을 미치지만 응력 이동에 도 직접적으로 영향을 미치는 것으로 나타났기 때 문에 결정립 크기에 의한 응력 이동 현상을 밝히기 에는 적합하지 않는 변수로 생각된다.
3.3 증착 온도
그림 6은 증착 온도에 따른 Cr 박막의 응력 거동 데이터이다. 상온과 200ºC에서는 이동도가 낮은 재 료가 보여주는 전형적인 압축-인장의 2단계 응력 거동을 보인다. 하지만 증착 온도가 300ºC 일 경우 원자 이동도가 높은 재료의 3단계 응력거동을 보인 다. 이는 낮은 이동도 물질인 Cr의 경우 증착 온도 가 증가에 의해서 이동도가 높아져 원자들이 결정 립계로 이동할 수 있었기에 2차 압축 응력을 보인 것이다1-2). 실험 결과에 의하면, 증착 속도를 증가 시켰을 경우 물질들의 이동도까지 증가시켜 결정립 을 형성하는 데에도 영향을 끼쳤을 뿐만 아니라, 원 자들의 이동 정도에도 영향을 끼쳤기 때문에, 결정 립계와 표면의 화학퍼텐셜 차이로 인해 발생하는 인장 응력 방향으로의 응력 이동현상을 밝히기에는 적합하지 않는 변수로 생각된다.
3.4 Interlayer 삽입
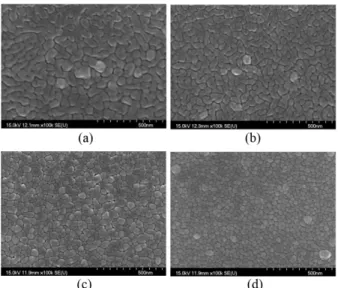
다양한 interlayer가 Cu 박막의 결정립 크기에 미 치는 영향을 알아보기 위하여 Al2O3, Cr, Al를 interlayer로 사용하여 Cu 박막을 증착 하였다. Cu 박막의 속도는 5 Å/s, 두께는 150 nm로 고정시키고 Al, Cr, Al2O3 박막을 각각 30 nm 두께로 중간에 증 착 하였다. 다음 그림 7은 interlayer에 따른 Cu 박 막의 결정립 크기의 변화를 SEM image이며 linear intercept method를 사용하여 결정립 크기를 측정하 였다. 그리고 표 4에 interlayer에 따른 결정립 크기 와 증착 종료 이후 인장 응력 방향으로의 이동한
응력 이동의 크기를 나타내었다. Interlayer에 의한 그림자 효과로 인해 top-layer인 Cu박막의 lateral 성 장이 방해 되어 interlayer가 없을 때보다 결정립이 작아질 수 있었다20). Al2O3 interlayer를 사용하였을 때 결정립 크기가 가장 작았으며, interlayer를 사용 하지 않은 Si wafer위에 증착 한 경우 결정립 크기 가 가장 큰 것을 관찰 할 수 있었다.
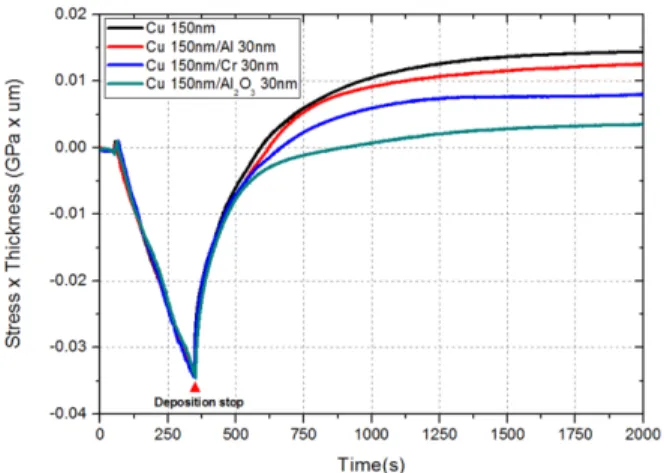
그림 8는 interlayer에 따른 Cu의 인장 응력 방향 으로의 응력 이동 그래프이다. 결정립 크기가 가장 큰 interlayer를 사용하지 않은 시편의 경우 응력 이 동이 가장 컸으며, 결정립 크기가 가장 작은 Al2O3 의 interlayer를 사용한 경우 응력 이동이 가장 작은 것을 관찰 할 수 있었다. Interlayer 증착을 완료하 고 다중 광 곡률 측정 장치를 이용하여 그 시점의 곡률을 기준으로 박막의 응력을 측정하였기 때문에 interlayer가 인장응력방향으로의 응력이동에 직접적 인 영향을 끼치지 않는다2,21-25). 그렇기 때문에 interlayer는 top layer인 Cu의 결정립 크기에만 영 향을 미친 것으로 생각된다. 또한 interlayer 증착에
Fig. 6. Stress-thickness versus time for deposition of
Cr thin film at 200ºC and 300ºC.
Table 4. Grain size and stress shift of the Cu 150nm thin films as a function of the interlayer during deposition; (a) no interlayer (b) Al (c) Cr (d) Al
2O
3Top-layer material
Inter-layer material
Grain size Average Diameter
(nm)
Stress shift (GPa x µm)
Cu
- 75 ± 0.1 +0.0489433
Al 55 ± 0.1 +0.04697
Cr 45 ± 0.1 +0.04238
Al
2O
325 ± 0.1 +0.03793 Fig. 7. SEM images (surface and cross section) of the
Cu 150 nm thin films as a function of the
interlayer during deposition; (a) no interlayer (b)
Al (c) Cr (d) Al
2O
3.
의해 기판의 두께변화는 극히 미소량만 변화하였기 때문에 응력 이동에 영향을 미치지 않았을 것으로 생각된다. 그림 9은 interlayer에 따른 Cu의 AFM (Atomic Force Microscope) image이다. Mobility에 따라 Al, Cr, Al2O3 interlayer 순으로 조도가 거친 interlayer를 형성했다. 이 interlayer에 의한 그림자 효과로 인해 top-layer인 Cu박막의 lateral 성장이 방
해 되어 interlayer가 없을 때보다 결정립이 작아질 수 있었다20). 그 결과, 결정립 크기가 가장 큰 interlayer를 사용하지 않은 Cu 시편의 조도가 가장 거칠었으며, 결정립 크기가 가장 작은 Al2O3 interlayer를 사용한 경우 조도가 완만한 것을 관찰 할 수 있었다
결정립 크기가 인장 응력 방향으로의 응력 이동 에 미치는 영향을 알아보기 위해 다양한 변수를 사 용하여 실험을 진행하였다. 증착 속도, 증착 두께, 증착 온도는 결정립 크기뿐만 아니라 응력완화에도 직접적인 영향을 미쳐 실험에 적합한 변수가 되지 못했다. 하지만 interlayer 삽입을 통한 실험의 경우 응력 이동에는 영향을 미치지 않고 결정립 크기를 효과적으로 조절 할 수 있었다.
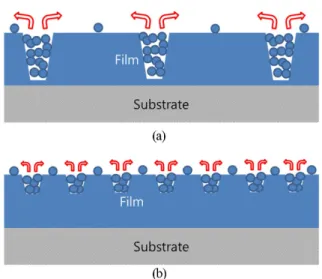
그림 10은 결정립 크기가 크고 거칠기가 컸던 박 막과 상대적으로 결정립 크기가 작고 거칠기가 작 았던 박막의 증착 종료 후의 원자이동을 나타낸 그 림이다. 결정립의 크기가 클수록 인장응력 방향으 로 응력 이동은 커졌으며, 결정립 크기가 작을수록 응력 이동은 감소하였다. 상대적으로 결정립 크기 가 크며 결정립계의 조도가 거친 박막에, 박막 표 면으로부터 결정립계로 유입되는 원자 또한 과잉
Fig. 8. Stress-thickness versus time of the Cu thin
films as a function of the interlayer during deposition.
Fig. 9. AFM images of the Cu 150nm thin films as a function of the interlayer during deposition; (a) no interlayer
(b) Al (c) Cr (d) Al
2O
3.
축적될 수 있었고, 증착 중단 이후 결정립계에서 박 막 표면으로 이동할 수 있는 원자들의 구동력 또한 커져 응력 이동 크기 정도도 컸다10, 26). 높은 이동 도 금속 박막 증착을 멈추었을 때 인장 응력 방향 으로의 응력 이동은 결정립계와 박막 표면간의 화 학 포텐셜 차이에 의해 발생된다고 그 동안 보고되 어왔다1,2). 본 실험을 통해 이 주장을 증명 할 수 있 었다.
4. 결 론
본 연구에서는 Cu 박막의 결정립 크기를 변화시 킴으로써 결정립계와 박막 표면간의 원자 이동량을 바꿔 이에 따른 응력 이동의 변화를 알아보고자 하 였다. 결정립 크기를 변화시키는 변수는 증착 속도, 증착 두께, 증착 속도, interlayer를 사용하였다.
박막의 결정립 크기를 변화시키기 위해 증착 온도를 조절하였으나, 이는 증착 원자의 이동도를 증가 시켜 결정립 크기 외에 응력 이동 현상에도 영향을 미쳤다. 또한 증착속도를 변화 시켰을 경우 ad-atom의 flux에 영향을 미쳐 응력 이동 현상에 영 향을 미쳤다. 증착 두께 또한 증착 종료 시점의 압 축 응력 크기에 영향을 미쳐 응력 이동 현상에 영 향을 미쳤다.
이 세가지 변수들은 원자 이동량에도 직접적인 영향을 끼쳤기 때문에 결정립계와 박막 표면간의 원자 이동량을 바꿔 이에 따른 응력 이동의 변화를 알아보고자 하는 연구에 적합하지 않는 변수인 것 을 알 수 있었다.
Interlayer를 사용하여 Cu박막의 결정립 크기를 변
화시킴으로써 중간층을 삽입 하는 방식으로 결정립 크기만의 변화를 유도하였다. Al, Cr, Al2O3의 중 간층을 삽입하여 순수 구리 박막을 증착 했을 때 보다 미세한 결정립 크기를 얻었다. 순수 구리를 증 착한 경우 박막의 결정립 크기가 가장 컸으며, Al, Cr, Al2O3 interlayer 박막을 사용한 순으로 결정립 크기가 작아 졌다.
결정립 크기가 클 경우 인장 응력 방향으로의 응 력 이동은 크게 나타났으며, 결정립 크기가 작아질 수록 응력 이동은 작아 졌다. 상대적으로 결정립 크 기가 크며 결정립계의 조도가 거친 박막이 결정립 계와 박막 표면간에 원자들이 이동할 수 있는 구동 력 또한 상대적으로 더 크기 때문에 인장응력 방향 으로의 응력 이동량 역시 증가 한 것으로 보인다.
Reference