Decomposition of Ethylene by Using Dielectric Barrier Discharge Plasma
Doo Il Jang, Tae Hun Lim, Sang Baek Lee, Young Sun Mok
†, and Hoeman Park
*Department of Chemical and Biological Engineering, Jeju National University, Jeju 690-756, Korea
*
Rural Development Administration, National Academy of Agricultural Science, Suwon 441-706, Korea (Received November 9, 2012; Revised November 17, 2012; Accepted November 17, 2012)
유전체 배리어 방전 플라즈마를 모사 농산물 저장시설(1.0 m
3) 의 에틸렌 제거에 적용하였다. 에틸렌이 포함된 공기를 플라즈마 반응기에 유입시켜 처리한 후 다시 농산물 저장시설로 재순환하는 방식으로 시험을 수행하였다. 주요 운전 변수는 방전전력, 순환기체 유량, 초기 에틸렌 농도 및 처리시간이었다. 에틸렌의 분해속도는 주로 방전전력과 처리 시간에 의해 결정되었다. 다른 조건을 일정하게 유지한 상태에서 플라즈마 반응기 후단에 이산화망간 오존분해 촉매를 설치했을 경우 오존분해 촉매가 없을 때 보다 에틸렌 제거속도가 더 빨랐는데, 이 결과는 플라즈마 반응기에서 배출 되는 오존이 농산물 저장시설에 유입⋅축적되어 에틸렌을 추가적으로 분해했기 때문이다. 에틸렌 초기 농도 50 ppm 을 기준으로 하면 이를 완전히 분해하기 위한 에너지 요구량은 약 60 kJ이었다.
Dielectric barrier discharge plasma reactor was applied to the removal of ethylene from a simulated storage facility (1.0 m
3) of fruits and vegetables. The system operated in a closed-loop mode by feeding the contaminated gas to the plasma reactor and recirculating the treated gas back to the storage facility. The experiments were carried out with parameters such as dis- charge power, circulation flow rate, initial ethylene concentration and treatment time. The rate of ethylene decomposition was mainly controlled by the discharge power and the treatment time. With the other conditions kept constant, the ethylene decom- position rate in the presence of the manganese oxide ozone control catalyst installed downstream from the plasma reactor was lower than that in the absence of it. The suggests that unreacted ozone from the plasma reactor accumulated in the storage facility where it additionally decomposed ethylene. On the basis of an initial ethylene concentration of 50 ppm, the energy requirement for completing the decomposition was about 60 kJ.
Keywords: dielectric barrier discharge plasma, ethylene removal, ozone
1. 서 론
1)
과일, 채소류 및 원예작물은 저장 중에도 수확 전 진행하던 대사과 정과 생리적인 반응을 계속하므로 후숙과 관련된 품질의 변화가 발생 한다[1]. 에틸렌은 농작물의 호흡증가를 유발하는 물질로 알려져 있으 며, 조직의 연화는 기체상의 식물호르몬인 에틸렌의 작용과 매우 밀 접한 관련이 있는 것으로 알려져 있다[2]. 따라서 대사과정에서 발생 되는 에틸렌의 제거는 과실연화를 지연시키며, 당의 가수분해와 연화 관련 효소의 활성을 억제하는 효과가 있다[3,4]. 에틸렌 발생은 농작 물의 종류 및 품종에 따라 다르며, 에틸렌에 대한 반응 또한 다양하다.
† Corresponding Author: Jeju National University Department of Chemical and Biological Engineering Jeju Province 1, Ara-dong, Jeju 690-756, Korea Tel: +82-64-754-3682 e-mail: [email protected]
pISSN: 1225-0112 @ 2012 The Korean Society of Industrial and Engineering Chemistry.
All rights reserved.
에틸렌은 일단 생성되면 스스로 합성을 촉진시키는 자가 촉매적 성질을 갖고 있다. 에틸렌은 과채류의 숙성을 유도하므로 좋은 방향으로도 이용될 수 있지만, 수확 후 노화를 촉진하고 여러 가지 생리 장애를 일으키므로 농작물의 신선도 유지 및 장기저장을 위해서는 에틸렌의 제거가 필요하다.
기체상의 에틸렌 제거에는 다양한 방법이 이용될 수 있다. 에틸렌
생합성에 관여하는 각종 효소 또는 전구물질의 합성이나 분해를 인위
적으로 조절하여 에틸렌의 생성을 차단할 수 있으나 비용이 많이 드는
문제점이 있다. 활성탄 흡착은 부산물 발생이 없으며 재활용이 가능
한 장점이 있는 반면, 저농도의 에틸렌 제거가 어려우며 수분의 영향이
큰 단점이 있고, 또한 시간이 지남에 따라 운영비가 설치비보다 더 많이
소요된다[5]. 과망간산칼륨의 경우 지속적 효과는 있으나 자체가 강한
독성물질이며 이산화탄소가 발생되고 재활용이 불가하다. 오존처리의
경우 효과가 탁월하나 작물이 오존에 노출될 경우 과채류에 대한
직접적 피해를 유발 시킨다[6]. 그밖에 비교적 새로운 기술인 대기압
저온 플라즈마 공정이 에틸렌의 분해에 이용될 수 있는데, 플라즈마
Figure 2. Schematic diagram of the dielectric barrier discharge plasma reactor.
공정은 에틸렌 등 다양한 유기화합물을 실온에서도 쉽게 분해시킬 수 있는 에너지효과적인 기술로 인식되고 있다[7-9].
대기압 저온 플라즈마 기술에는 유전체 배리어 방전(dielectric barrier discharge), 코로나 방전(corona discharge), 표면 방전(surface discharge) 등 여러 가지 종류가 있으며, 적용 대상의 특성에 따라 적정한 기술이 선정되어야 한다. 유전체 배리어 방전을 에틸렌 제거 반응에 이용할 경우 반응기 크기에 비해 전력 투입을 상대적으로 높일 수 있고, 전극 사이에 삽입되어 있는 유전체가 스파크를 방지시킬 수 있으므로 대량의 기체를 경제적으로 처리할 수 있도록 한다. 기체가 플라즈마 상태가 되면, 라디칼, 이온, 고에너지 전자, 들뜬 상태의 분자와 같은 다양한 활성성분들이 생성되며, 이들 활성성분들이 에틸렌의 분해개시 반응 이나 중간생성물의 산화에 관여하여 최종적으로 에틸렌을 일산화탄 소나 이산화탄소로 전환시키게 된다.
본 연구에서는 1000 L 크기의 모사 농산물 저장시설의 에틸렌을 제거 하기 위하여 유전체 배리어 방전 플라즈마를 이용하였다. 플라즈마 반응기 후단에는 미반응 오존의 분해를 위하여 이산화망간 촉매를 설치하였다. 실험 변수는 투입 전력, 에틸렌 농도, 기체 유량이었으며, 이산화망간 촉매 설치 유무에 따른 에틸렌 분해효율 변화도 살펴보 았다. 모든 실험은 상온에서 수행되었다.
2. 실험장치 및 방법
Figure 1 은 본 연구의 실험 장치를 나타낸다. 모사 농산물 저장실은 투명 PVC로 제작되었으며 크기는 1 × 1 × 1 m
3이다. 저장실 내에 설 치된 기체 펌프를 이용하여 일정 유량의 기체를 플라즈마 반응기로 보내 처리한 후, 처리된 기체를 다시 저장실로 순환시켰다. 기체 펌프에 의해 순환되는 유량은 10∼20 L min
-1범위였다. 기체의 주성분은 공 기였으며, 에틸렌의 초기 농도는 10, 50, 100 ppm (parts per million) 으로 변화되었다. 유전체 배리어 방전 플라즈마 반응기는 Figure 2와 같이 유전체의 역할을 하는 석영관과 직경 8 mm의 스테인레스 스틸 재질의 나선형 볼트로 구성되어 있다. 석영관의 내경과 외경은 각각 21 mm 와 25 mm이다. 석영관의 외부에는 온도 유지를 위한 냉각수가 흐르며, 냉각수는 접지 전극의 역할도 한다. 스테인레스 스틸 볼트(방전 전극)에는 17.8∼23.4 kV (피크 값)의 교류 고전압이 인가되어 석영관 내에 플라즈마를 생성시킨다. 플라즈마 방전이 일어나는 유효길이 (냉각수 높이)는 250 mm이었다. 플라즈마 반응기 후단에 설치된 이산 화망간(MnO
2) 촉매는 미반응 오존을 분해하는 기능을 한다. 오존 분 해 촉매는 α-알루미나(Sigma-Aldrich; 직경 : 3 mm; BET 표면적 : 348 m
2g
-1) 에 Mn(NO
3)
2⋅6H
2O (Junsei Chemical Co.) 수용액을 함침
시킨 후 건조과정과 소성과정을 거쳐 제조되었으며, Mn의 함량은 5.0 wt% 로 하였다. 오존 분해 촉매의 부피는 85 cm
3이었다.
에틸렌의 농도는 불꽃 이온화 검출기(FID)가 장착된 기체 크로마토 그래프(450-GC, Bruker)를 이용하여 분석하였다. 방전에 의해 생성 되는 오존의 양은 검지관(Product number 18M, GASTEC)으로 측정하 였다. 방전전극에 인가된 전압은 1000 : 1 고전압 프로브(PMK-14KVAC, Lecroy) 와 디지털 오실로스코프(Wavejet 354A, Lecroy)를 이용하여 측정하였다. 1.0 µF 캐패시터를 플라즈마 반응기에 직렬 연결하여 전 하량을 측정하였으며, 방전전력은 Lissajous curve (전압-전하 선도)를 이용하여 측정하였다[10]. 1.0 µF 캐패시터 양단의 전압에 10
-6을 곱하 면 µC 단위의 전하량이 된다. Figure 3(a)는 방전전극에 23.4 kV의 전 압이 인가되었을 때의 전압과 전하량을 나타내고 있으며, Figure 3(b) 는 전압-전하 선도를 나타낸다. Figure 3 (a)와 같이 전압과 전하의 파 형은 π/4의 위상 차이를 보이고 있다. 전압-전하 선도의 평행사변형 면적은 교류 1주기당 플라즈마 반응기에서 방전으로 소모된 에너지를 나타내며, 이 면적에 교류 주파수(60 Hz)를 곱하면 방전전력이 결정 된다. Figure 3(b)의 경우는 방전전력이 9.5 W인 것으로 계산되었다.
다른 전압이 인가되었을 때도 같은 방법으로 방전전력을 계산하였다.
3. 결과 및 고찰
플라즈마 반응기에서 자유전자와 기체 분자들의 충돌로 이온, 라디칼, 오존 등 여러 종류의 활성성분들이 발생된다. 에틸렌의 분해는 이러한 활성성분들과의 충돌에 의해 개시되는 것으로 이해된다. 플라즈마 반 응기 내에서 에틸렌의 분해 형태를 파악하기 위하여 Figure 4에 제시 된 에틸렌의 질량 스펙트럼을 살펴보면 에틸렌은 우선 플라즈마 반응 기 내에서 C
2H
3또는 C
2H
2로 분해되는 것으로 판단된다. 일단 활성성 분과의 충돌로 에틸렌이 C
2H
3나 C
2H
2로 분해되면[11]
C
2H
4+ energetic species → C
2H
3, C
2H
2(1)
공업화학, 제 23 권 제 6 호, 2012 (a)
(b)
Figure 3. Example waveforms of voltage and charge (a) and Lissajous curve (b).
Figure 4. Mass spectrum of ethylene.
(a)
(b)
Figure 5. Effect of the discharge power on the ethylene decomposition efficiency as a function of elapsed time (a) and delivered energy (b) (circulation flow rate : 20 L min
-1; initial ethylene concentration : 50 ppm; without ozone control catalyst).
이들 분해 생성물은 기체의 주요 성분인 산소분자 및 산소라디칼과 같은 산화성 물질에 의해 더욱 산화된다[12]:
C
2H
3+ O
2→ CH
2CHO + O (2) C
2H
3+ O
2→ C
2H
2+ HO
2(3)
C
2H
3+ O → CH
2CO + H (4) C
2H
2+ O → CO + CH
2(5) 위의 중간생성물들과 관련하여 실제로 수많은 반응이 일어나며 궁극적으로 에틸렌은 CO나 CO
2로 산화된다. 예를 들어 반응 (2)에서 생성된 CH
2CHO 는 다음과 같은 반응을 거쳐 CO나 CO
2로 산화된다 [12]:
CH
2CHO + O
2→ HCHO + CO + OH (6)
HCHO + O → HCO + OH (7)
HCO + O → CO + OH (8)
HCO + O → CO
2+ H (9)
HCO + O
2→ CO + HO
2(10)
HCO + O
2→ CO
2+ OH (11)
Figure 5(a) 는 플라즈마 반응기에 인가된 전압 (피크 값)을 17.8,
Figure 6. Comparison of the ethylene decomposition efficiencies obtained in the presence and in the absence of the ozone control catalyst (circulation flow rate : 20 L min
-1; initial concentration: 50 ppm;
discharge power : 6.31 W).
(a)
(b)
Figure 7. Effect of the discharge power on the ethylene decomposition efficiency as a function of elapsed time (a) and delivered energy (b) (circulation flow rate : 20 L min
-1; initial concentration : 50 ppm; with ozone control catalyst).
19.3, 21.2, 23.4 kV 로 변화시켰을 때 에틸렌의 분해효율 변화를 시간 의 함수로 표현한 그림이다. 위와 같이 전압을 변화시켰을 때 방전전 력은 각각 1.18, 3.41, 6.31, 9.50 W였다. 순환되는 기체의 유량은 20 L min
-1, 초기 에틸렌의 농도는 50 ppm이었으며, 이 실험에는 오존 분해 촉매가 사용되지 않았다. 그림과 같이 방전전력이 클수록 플라 즈마 반응기내에 더 많은 활성성분들이 발생되므로 에틸렌이 더 빨리 제거된다. 방전전력이 1.18 W였을 때는 모든 에틸렌을 분해하는데 약 250 min 의 시간이 걸렸으나, 방전전력이 9.5 W였을 때는 100 min이 내에 모든 에틸렌이 분해되었다. 방전전력에 시간을 곱하면 그 시간 까지 소비된 에너지가 계산된다. Figure 5(b)는 에틸렌 분해효율과 소 비된 에너지의 관계를 도시한 것이다. Figure 5(a)와 같이 방전전력이 낮을 때 에틸렌을 모두 분해하는데 더 많은 시간이 걸리지만, Figure 5(b) 와 같이 에너지 관점에서 살펴보면 방전전력이 낮을수록 같은 양 의 에틸렌을 분해하는데 더 적은 에너지가 소비된다. 따라서 경제적 인 처리를 위해서는 에너지소비와 처리시간을 고려하여 적정한 방전 전력이 결정되어야 한다.
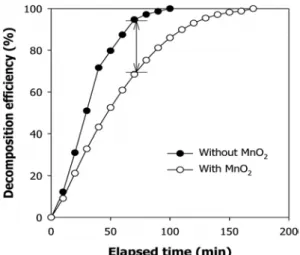
오존분해 촉매가 설치되었을 때와 설치되지 않았을 때의 에틸렌 분 해효율이 Figure 6에 제시되어 있다. 이 실험은 순환유량 20 L min
-1, 초기 에틸렌의 농도 50 ppm, 방전전력 6.31 W 조건에서 수행되었다.
그림과 같이 오존촉매 설치 유무에 따라 상이한 결과가 얻어지는데, 이는 플라즈마 반응기에서 미반응된 오존이 모사 농산물 저장실로 유입되어 추가적으로 에틸렌을 분해하기 때문으로 판단된다. 오존이 에틸렌의 이중 결합에 추가되는 다음과 같은 반응은 전형적인 오존- 알켄화합물 사이의 반응으로서[13], 이때 생성되는 HCO
2와 포름알데 하이드(HCHO)는 후속 반응을 거쳐 최종적으로 일산화탄소나 이산화 탄소로 전환된다.
(12)
포름알데하이드(HCHO)의 산화반응은 위의 반응 (7)∼(11)과 같으 며, HCO
2의 산화반응은 다음과 같다:
COOH + O
2→ CO
2+ HO
2(13) 오존 이외의 다른 활성성분들은 수명이 짧아 모사 농산물 저장시설 에 누적될 가능성이 거의 없다. Figure 6에서 이산화망간 오존분해 촉 매가 설치되지 않았을 때 에틸렌 분해 효율이 더 높더라도 농산물 저 장실내의 오존은 과채류에 대한 직접적 피해를 유발시킬 수 있으므로 플라즈마 반응기를 통과한 기체가 재순환되기 전에 제거시켜야 한다.
Figure 7(a) 와 (b)는 각각 플라즈마 반응기에 공급된 방전전력이
1.18, 3.41, 6.31, 9.50 W 였을 때 에틸렌의 농도변화를 시간의 함수와
에너지의 함수로 표현한 그림으로써 오존분해 촉매를 설치한 상태에
서 얻어진 결과들이다. 순환유량 20 L min
-1, 초기 에틸렌의 농도 50
ppm 에서 방전전력이 1.18, 3.41, 6.31, 9.50 W였을 때 플라즈마 반응
기에서의 오존 생성량은 각각 10, 20, 38, 58 ppm이었다. 뒤에 설명하
겠지만 플라즈마 반응기에서 생성된 오존은 촉매에서 완전히 분해되
었다. Figure 7(a)처럼 방전전력이 높을수록 더욱 빨리 에틸렌이 저감
되나, 소비된 에너지 관점으로 에틸렌 저감효율을 나타내면 Figure 7(b)
에 제시된 바와 같이 9.5 W인 경우를 제외하고는 실험데이터가 모두
같은 곡선주변에 위치하게 된다. 모든 실험데이터가 같은 곡선주변에
위치한다는 것은 주어진 에너지로 생성할 수 있는 활성성분의 양이
공업화학, 제 23 권 제 6 호, 2012
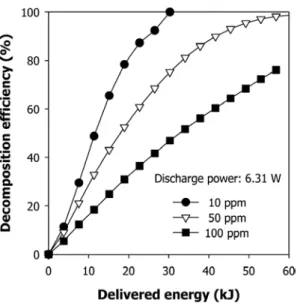
Figure 8. Dependence of the ethylene decomposition efficiency on its initial concentration (circulation flow rate : 20 L min
-1; discharge power : 6.31 W; with ozone control catalyst).
Figure 9. Effect of the circulation flow rate on the ethylene decomposition efficiency (initial concentration : 50 ppm; discharge power : 6.31 W; with ozone control catalyst).
Figure 10. Ozone concentration in the simulated storage facility in the presence and in the absence of the ozone control catalyst (circulation flow rate : 20 L min
-1; initial ethylene concentration : 50 ppm;
discharge power : 9.5 W).
방전전력에 관계없이, 즉, 피크 전압에 관계없이 모두 같다는 것을 의 미한다. 9.5 W인 경우 다른 방전전력의 경우보다 에너지대비 에틸렌 분해효율이 더 낮은 이유는 다음과 같이 설명할 수 있다. 오존분해 촉 매가 설치되지 않았을 때는 미반응 오존이 모사 농산물 저장시설로 유입되므로 방전전력이 높을수록 저장실내에서 추가적으로 오존에 의한 분해반응이 많이 일어난다. 이와 달리 오존분해 촉매가 있을 때 는 에틸렌의 분해가 플라즈마 반응기에서만 일어나므로 너무 높은 전 력을 공급하면 에너지 효율이 떨어진다. Figure 7(b)와 같이 에너지가 낮을 때는 에틸렌 분해 효율이 직선적으로 증가하다가 에너지가 증가 할수록 점차 둔화되는데, 이 결과를 통해서도 너무 높은 전력에서는 에너지효율이 떨어지게 된다는 것을 쉽게 이해할 수 있다.
오존 분해 촉매를 사용하고 순환되는 기체의 유량을 20 L min
-1, 방전 전력을 6.31 W (피크 전압 : 23.4 kV)로 했을 때, 초기 에틸렌의 농도 를 10∼100 ppm으로 변화시키며 측정한 에틸렌 분해효율이 Figure 8 에 제시되어 있다. 위에 설명한 바와 같이 주어진 에너지로 생성할 수 있는 활성성분의 양은 일정하므로 초기 에틸렌의 농도가 낮을수록 당연히 더 적은 에너지로도 에틸렌을 완전히 분해할 수 있다. 에틸렌 의 초기농도가 10 ppm일 때는 약 30 kJ의 에너지로 대부분의 에틸렌 을 분해할 수 있었으나 초기농도가 50 ppm이었을 때는 60 kJ 이상이 소요되었고, 100 ppm이었을 때는 60 kJ의 에너지로 대략 75% 가량의 에틸렌을 분해할 수 있었다.
Figure 9 는 순환되는 기체의 유량에 따른 에틸렌 분해효율을 나타 낸다. 초기 에틸렌 농도 50 ppm, 방전전력 6.31 W 조건에서 유량을 10 ∼20 L min
-1범위로 변화시켰다. 이 유량 범위에서는 유량에 따른 영향이 크지 않았으나 유량이 증가할수록 에틸렌 분해효율이 조금씩 향상됨을 알 수 있었다. 주어진 에너지에서 생성되는 활성성분의 양 은 동일할지라도 유량이 낮을 때는 체류시간이 증가되어 생성된 활성 성분이 플라즈마 반응기내에서 다시 소실될 가능성 또한 높아지므로 이러한 결과가 나온 것으로 해석된다. 예를 들면 활성성분의 하나인 오존은 플라즈마 반응기내에서 산소원자 (O)와 반응하여 다시 산소분 자로 전환된다. 다른 활성성분들(들뜬 상태의 질소분자, 산소원자 등) 도 마찬가지로 반응기내에 머물며 소실될 수 있으므로 체류시간이 길
어질수록 에너지가 비효율적으로 이용될 수 있다.
Figure 10은 오존 분해 촉매 사용여부에 따른 모사 농산물 저장시설
내의 오존농도를 시간의 함수로 표현한 것이다. 이 결과는 방전전력
9.5 W, 초기 에틸렌 농도 50 ppm, 순환 기체 유량 20 L min
-1에서 측
정한 것이다. 오존 분해 촉매가 없을 때는 플라즈마 반응기에서 배출
된 미반응 오존이 모사 농산물 저장 시설 내에 계속 누적되어 농도가
지속적으로 증가한다. 그러나 오존 분해 촉매를 설치하면 플라즈마
반응기 배출 기체가 모사 농산물 저장시설로 유입되기 전에 오존이
완전히 분해되므로 오존이 누적되지 않는다. Figures 5∼7에서와 같이
오존 분해 촉매가 없을 때 상대적으로 에틸렌 분해에 더 적은 에너지
가 소모되더라도 오존은 농작물을 산화시켜 피해를 유발할 수 있고
유사하였는데, 이는 주어진 에너지로 생성할 수 있는 활성성분의 양 이 유사하기 때문이다. 플라즈마 반응기에서 배출되는 미반응 오존은 이산화망간 촉매에 의해 완전히 분해될 수 있었다. 주어진 에너지로 생성되는 활성성분의 양은 유사하므로 초기 에틸렌 농도가 높을수록 더 낮은 에틸렌 분해속도를 보여주었으나, 같은 이유로 순환 유량에 따른 영향은 크지 않았다. 초기 농도 50 ppm을 기준으로 하면, 1.0 m
3크기의 모사 저장시설내의 에틸렌을 완전히 분해하는데 약 60 kJ의 에너지가 소비되었다.
감 사