한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 50, No. 2, 2017.
https://doi.org/10.5695/JKISE.2017.50.2.98
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
금속 사출성형 방식의 다공성 스테인리스 강 지지체에 형성된 팔라듐 수소 분리막의 투과 선택도 특성
김세홍, 양지혜, 임다솔, 김동원*
경기대학교 신소재공학과
Hydrogen Perm-Selectivity Property of the Palladium Hydrogen Separation Membranes on Porous Stainless Steel Support Manufactured
by Metal Injection Molding
Se-Hong Kim, Ji-Hye Yang, Da-Sol Lim, and Dong-Won Kim*
Department of Advanced Materials Engineering, Kyonggi University, 94-6, Yiui-dong, Yeongtong-gu, Suwon 16227, Korea
(Received April 14, 2017 ; revised April 27, 2017 ; accepted April 27, 2017)
Abstract
Pd-based membranes have been widely used in hydrogen purification and separation due to their high hydro- gen diffusivity and infinite selectivity. However, it has been difficult to fabricate thin and dense Pd-based membranes on a porous stainless steel(PSS) support. In case of a conventional PSS support having the large size of surface pores, it was required to use complex surface treatment and thick Pd coating more than 6
μm on the PSS was required in order to form pore free surface. In this study, we could fabricate thin and dense Pd membrane with only 3
μm Pd layer on a new PSS support manufactured by metal injection molding(MIM).
The PSS support had low surface roughness and mean pore size of 5
μm. Pd membrane were prepared by advanced Pd sputter deposition on the modified PSS support using fine polishing and YSZ vacuum filling surface treatment. At temperature 400
oC and transmembrane pressure difference of 1 bar, hydrogen flux and selectivity of H
2/N
2were 11.22 ml cm
-2min
-1and infinity, respectively. Comparing with 6
μm Pd membrane, 3
μm Pd membrane showed 2.5 times higher hydrogen flux which could be due to the decreased Pd layer thickness from 6
μm to 3
μm and an increased porosity. It was also found that pressure exponent was changed from 0.5 on 6
μm Pd membrane to 0.8 on 3
μm Pd membrane.
Keywords : Pd hydrogen separation membrane, Perm-selectivity, Porous stainless steel support, Sputter deposition, Surface treatment, Metal injection molding
1. 서 론
세계 에너지 소비는 매년 1.9%씩 증가하며, 주된 에너지 자원인 화석 연료의 가채연수는 2015년 기 준 석유 50.7년, 천연가스 52.8년, 석탄 114년으로
추정된다. 기존 자원의 한계성 및 연소 후 발생되 는 환경 문제등으로 무한한 자원을 가지며 청정한 태양광, 풍력, 수력, 수소 등 대체 에너지 분야의 개 발 필요성이 증가하고 있다 [1-4]. 2050년의 세계 에너지 소비량은 현재소비량의 2배 정도로 예상되 며 자원의 한계성을 지닌 화석 연료의 대체 에너지 로 청정하고 효율이 높은 수소 에너지가 대두되고 있다 [5].
수소에너지는 무한한 자원을 가진 청정에너지원 으로 화석 연료가 지니는 문제점들을 해결할 수 있
*
Corresponding Author: Dong-Won Kim
Department of Advanced Materials Engineering, Kyonggi University
Tel: +82-31-249-9763
E-mail: [email protected]
김세홍 외/한국표면공학회 50 (2017) 98-107 99
으며 태양광, 수력, 풍력 등의 대체 에너지와는 달 리 지리적 제한이 없다. 또한 수소를 에너지원으로 사용하는 경우 효율이 우수하고, 기체 및 액체 형 태로 운송이 용이하며 금속수소화물의 형태로 에너 지화 할 수 있는 장점이 있다. 수소를 에너지원으 로 사용하기 위해서는 대량의 수소 생산방법이 필 요하기 때문에 합성가스에서 수소만 선택적으로 정 제 및 분리하는 기술들이 연구되고 있다 [6].
수소 정제 및 분리 기술에는 액화 증류, 열 순환 흡착, 게터, 압력 순환 흡착 및 분리막 방법 등이 있다. 그 중 분리막을 이용한 수소 정제 및 분리 기 술은 낮은 설치비용, 공정 간소화, 높은 수소 회수 율, 연속운전 가능, 고순도 수소 생산 가능 및 반응 분리 동시공정을 통한 효율 증가 등의 장점이 있어 가장 유망한 기술로 평가되고 있다 [6].
팔라듐계 수소 분리막은 혼합가스에서 높은 수소 투과 및 선택도를 지니고, 열·화학적 안정성과 기계 적 성질을 보유하기 때문에 널리 사용되고 있으며 무전해도금 [7], 전해도금 [8], 화학증착법 [9] 및 스 퍼터 방법 [7] 등으로 제조할 수 있다.
이러한 팔라듐계 수소 분리막은 수소를 정제 및 분리하는 팔라듐계 수소 분리층과 기계적 강도를 보 완해주는 다공성 지지체로 구성되며 지지체로 사용 되는 재료는 크게 금속과 세라믹으로 나누어진다. 세 라믹 지지체의 경우 지지체의 성분이 수소 분리층 인 팔라듐으로 확산하지 않아 지지체의 내구성이 우수하며 열적 내구성이 뛰어나다는 장점이 있으나 높은 생산 비용과 낮은 열 충격 저항, 금속 박막층 과의 낮은 접합력 및 모듈화의 부적합성 등의 단점 이 있다. 이에 따라, 금속 지지체를 사용하는 연구 가 이루어지고 있으며 대표적으로 스테인리스 강이 사용되고 있다 [10,11]. 스테인리스 강의 경우 수소 분리층인 팔라듐과 화학적 친화도가 우수하며 상용 화 조건에서 기계적 강도와 열·화학적 안정성이 높 고, 가공 및 모듈화가 용이한 장점이 있다 [12,13].
그러나 기존의 다공성 스테인리스 강 지지체(Porous
stainless steel support, PSS)의 경우 불균일한 표면 과 10 μm이상의 거대 기공들이 표면에 분포되어 있 기 때문에 수소 분리막 제조 시 우수한 수소 투과 도 및 선택도를 동시에 달성하기 힘들다 [14].
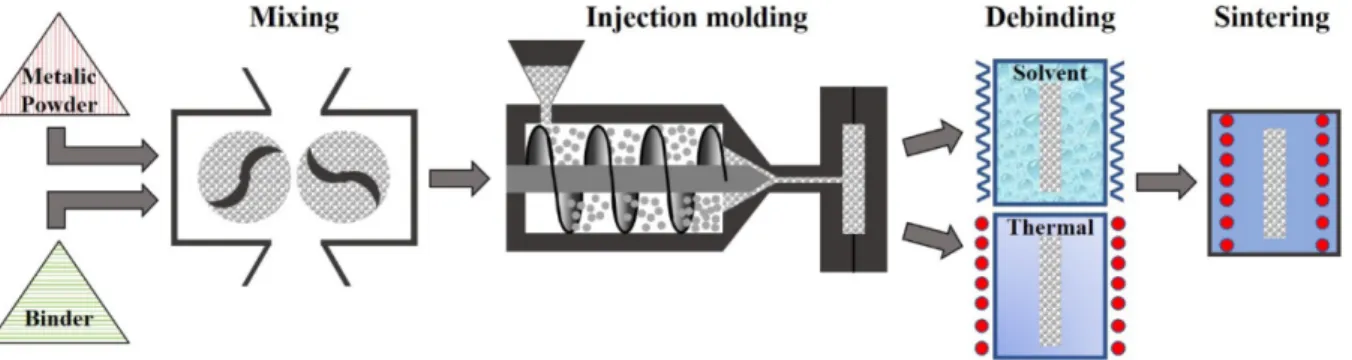
기존의 다공성 스테인리스 강 지지체를 개선하기 위해서는 표면에 미세한 기공들이 균일하게 분포되 어 있고, 낮은 표면 조도를 지니고 있어야 한다. 따 라서 지지체의 제조 방식으로 금속 사출성형(Metal injection molding, MIM) 공정을 이용하였다. MIM 은 기존의 분말야금 공정과 수지 사출공정이 결합 된 방식으로 제조 공정 모식도는 그림 1에 나타낸 것처럼 금속 분말과 바인더의 혼련, 사출성형, 탈지 및 소결과정의 4가지 과정으로 구성된다. MIM 공 정의 장점은 다양한 금속분말 및 세라믹분말 등을 원료로 사용할 수 있으며 치수 정밀도가 높고, 실 형상(net-shape)으로 제조되어 절삭작업 등이 불필 요하다. 또한, 바인더의 함량 및 입자크기를 조절하 여 기공크기를 제어할 수 있기 때문에 다공성 스테 인리스 강 지지체의 제조에 적합한 이점이 있다 [15]. 반면 표면이 구형 입자로 구성되어 있고, 평 균 5 μm 크기의 표면기공들이 분포되어 있기 때문 에 치밀질 박막의 분리층을 제조하기 위해서는 표 면연마 및 세라믹 분말 진공 매립 공정을 통한 표 면 개질이 필요하다.
따라서 본 연구에서는 기존의 다공성 스테인리스 강 지지체가 가지고 있던 문제점을 개선하기 위하 여 MIM 공정을 이용한 다공성 스테인리스 강 지 지체를 사용하였으며 표면 개질에 따른 팔라듐 수 소 분리막의 투과 및 선택도 특성을 고찰하였다.
2. 실험방법
다공성 스테인리스 강 지지체를 이용한 팔라듐 수소 분리막의 제조는 다공성 스테인리스 강 지지 체의 표면 개질(연마 및 세라믹 분말 매립 공정)과 플라즈마 표면 처리 및 고기능성 DC 마그네트론
Fig. 1. Schematic diagram of metal injection molding process.
스퍼터 증착 공정으로 구성된다. 본 연구에서는 MIM 공정으로 제조된 다공성 스테인리스 강 지지체((주) 대화알로이테크, Stainless steel 316L E)를 사용하였 다. 연마 공정은 지지체의 표면 기공크기 제어, 표면 평탄화 및 스크레치 제거를 위해 진행되었다. 연마 공정은 Auto-polisher(SSAUL BESTECH, BESTPOL P262)를 이용하여 100 rpm, 0.8 ~ 1 bar의 조건으 로 진행되었다. 연마재는 SiC 연마지(#2000, #4000) 와 평균입도 1 μm의 알루미나 분말(BUEHLER Micropolish Alumina)을 증류수에 부피비 1:10으로 혼합하여 사용하였다. 연마에 따른 지지체의 표면 구조의 변화를 분석하기 위하여 초미세 연마, 미세 연마 및 단순 연마의 조건으로 실험하였다. 초미세 연마의 경우 SiC 연마지(#2000, #4000) 및 알루미 나 현탁액을 사용하여 연마하였고, 미세 연마의 경 우 SiC 연마지(#4000) 및 알루미나 현탁액을 사용 하였으며, 단순 연마의 경우 알루미나 현탁액만을 사용하여 연마하였다. 표면 연마된 지지체에 존재 하는 불순물을 제거하기 위하여 증류수 및 아세톤 을 사용하여 초음파 세정을 실시하였으며 세정된 지지체는 70oC의 진공 오븐에서 1시간 건조하였다.
표면 연마 공정을 통하여 표면 기공크기의 제어 및 표면 조도가 개선된 지지체의 표면에는 수 μm 크기의 기공들이 잔존하기 때문에 표면과 기공내부 간의 단차가 존재하게 된다. 이러한 단차는 스퍼터 공정을 사용하여 팔라듐 박막층을 증착할 때 낮은 단차피복 특성에 의해 핀홀이 발생할 수 있다 [16].
따라서 고투과 및 선택도를 지니는 치밀질 박막의 수소 분리층을 제조하기 위해서는 추가적인 기공크 기의 제어가 필요하다. 추가적인 기공크기의 제어 는 이전 연구에 나타낸 것처럼 세라믹 분말 진공
매립 방법을 사용하였다 [5].세라믹 분말 진공 매 립 방법은 진공 펌프와 연결된 모듈에 지지체를 장 착 후 지지체에 이트리아 안정화 지르코니아(Yttria- stabilized zirconia, YSZ) 현탁액을 도포하여 매립하 는 방식이다. 진공 펌프 가동 시 지지체 표면의 기 공에 저압이 형성되어 지지체 표면에 도포된 현탁 액을 흡인하고 이에 따라 기공 내부는 YSZ 분말들 로 매립된다. 세라믹 분말은 평균입도 5 μm, sub μm, 100 nm의 YSZ 분말을 이용하였으며 입도별로 이소 프로필 알코올에 0.01 g/ml로 혼합하여 입도가 높은 순으로 진공 매립하였다. 세라믹 분말 매립 공 정 후 지지체 내부에 남아있는 이소 프로필 알코올 을 제거하기 위하여 70oC의 진공 오븐 내에서 24 시간 동안 건조하였다.
표면 개질 후 지지체 표면의 산화막 및 잔여하는 불순물의 제거 및 수소 분리층과 접합력을 증가시 키기 위해 건식 플라즈마 공정을 실시하였다. 고순 도 질소로 퍼징을 실시하고 아르곤과 수소 혼합가 스(Ar:H2=9:1) 분위기에서 2.2 × 10-1 torr의 압력 및 RF power 100 W의 공정 조건으로 20분간 플라즈 마 공정을 실시하였다. 건식 플라즈마 표면처리 후 고기능성 DC 마그네트론 스퍼터를 사용하여 3 μm 의 두께로 팔라듐(99.95%)을 증착하였으며, 공정은 DC power 160 W, 아르곤 분위기 7.0×10-4 torr의 압력에서 진행하였다. 그림 2에 팔라듐 수소 분리 막을 제조하기 위한 개략적인 공정순서를 나타내었다.
전계방사형 주사전자현미경(Field emission scanning electron microscope, FE-SEM, Hitachi, S-4800)을 이용하여 각 공정단계별 구조를 관찰하였다. MIM 공정으로 제조된 다공성 스테인리스 강 지지체의 표면 개질 전과 후의 표면 구조를 관찰하였고, 분
Fig. 2. Schematic illustration of experimental processes for Pd hydrogen separation membrane.
김세홍 외/한국표면공학회 50 (2017) 98-107 101
리막 증착 후 표면 구조 및 단면 구조를 관찰하였 다. 또한, 공초점 레이저 현미경(Confocal laser scanning microscope, CLSM, Olympus, OLS3000) 을 이용하여 지지체 표면 개질 전, 후의 표면 조도 를 측정하였다.
표면 개질 전, 후의 지지체 수소 투과도와 팔라 듐 수소 분리막의 수소 투과 및 선택도를 측정하기 위해 그림 3의 측정 시스템을 사용하였다. 그림 3 에 나타낸 측정 시스템의 구성은 유량 조절기, 압 력 조절기, 분리막 측정 모듈, 열처리로, 온도 조절 기, 비누거품 유량계 및 K-type 열전대로 이루어진 다. 먼저 표면 개질 전, 후 지지체의 수소 투과도 측정은 상온에서 0.1 bar의 압력으로 수소를 가하 여 비누거품 유량계로 확인하였다. 그리고 팔라듐 수소 분리막의 투과 및 선택도 특성 측정방법은 먼 저 상온에서 질소를 0.1 bar의 압력으로 가해 기체 의 누설여부를 확인하여 팔라듐 수소 분리막의 표 면 기공 유무를 확인하였다. 질소 기체의 경우 팔라 듐 수소 분리막을 투과하기 위해서는 분리층에 개 기공이 생성되어야 한다. 반면 이와 같은 경우 수소 투과도는 우수하나 선택도 특성이 매우 저조하여 수 소 분리막으로써 우수한 기능을 하기 어렵다. 따라 서 질소 기체의 누설이 없는 것을 확인하고 상온에 서 400oC까지 승온시키며, 승온 과정에서 분리막 측정 모듈의 내부 온도를 K-type 열전대로 측정하 였다. 모듈의 내부 온도가 300oC 미만까지는 질소 기 체를 주입하여 0.1 bar의 압력으로 유지하였으며, 300oC에 도달 시 수소 기체로 전환하여 0.5 bar의
압력으로 유지하였다. 온도에 따른 가스 전환 이유 는 순수한 팔라듐의 경우 300oC 미만에서 수소 흡 수에 따른 상변화가 발생하기 때문이다. 상변화는 격자상수의 큰 변화를 발생시켜 분리막 파괴의 원 인이 된다 [17]. 수소 투과 및 선택도 특성은 400oC 에서 수소 및 질소가스를 이용하여 0.5 bar, 1 bar, 1.5 bar의 압력조건하에서 비누거품 유량계로 측정 하였다.
3. 결과 및 고찰
3.1. MIM 공정으로 제조된 다공성 스테인리스 강 지지체의 특성 평가
기존의 다공성 스테인리스 강 지지체는 매우 거 친 표면 조도 및 표면의 거대기공들에 기인한 복잡 한 표면 개질과 이로 인한 공정 재연성 감소 문제 점이 있다. 또한, 치밀질 분리층을 제조하기 위한 분리층의 증착 두께가 증가하며, 이로 인하여 분리 막의 수소 투과도가 저하된다. 이러한 문제점들을 개선하기 위하여 표면에 미세한 기공들이 분포되어 있는 MIM 공정으로 제조된 다공성 스테인리스 강 지지체를 사용하였다.
그림 4에 나타낸 것처럼 기존의 다공성 스테인리 스 강 지지체의 경우 표면에 수십 μm의 기공들이 불균일하게 분포되어 표면과 기공간의 단차가 발생 되고 3.69 μm의 높은 표면 조도(Ra)를 보인다. 위 와 같은 표면 특성의 지지체에 치밀질의 분리층을 증착하기 위해서는 분리층의 두께가 증가하게 되고
Fig. 3. Schematic diagram of the hydrogen permeation test apparatus.
이에 따라 수소 기체의 투과 거리가 증가하여 수소 투과도가 저하된다. 반면에 MIM 공정으로 제조된 다공성 스테인리스 강 지지체의 경우 표면에 평균 5μm 이하의 기공들이 균일하게 분포되어 있는 것 을 확인할 수 있으며 표면 조도도 0.57 μm로 기존 의 지지체에 비하여 매우 우수한 표면 조도를 지니 고 있다. 또한, 기존의 다공성 스테인리스 강 지지 체에 비하여 약 12% 높은 기공율을 나타내며, 이 에 따라 표면 개질 전 지지체의 수소 투과도는 0.1 bar(ΔP)의 조건에서 6087 ml cm-2 min-1 bar-1로 기존 의 지지체의 수소 투과도인 5321 ml cm-2 min-1 bar-1 보다 766 ml cm-2 min-1 bar-1만큼의 높은 수소 투과 도를 보였다. 표면 개질 전 지지체의 특성을 비교 하면 기존의 지지체에 비해 미세 기공이 균일하게 분포되어 지지체의 표면 조도가 낮고 이에 따라 치 밀한 분리층을 증착하기 위해 필요한 분리층의 두께 를 감소시킬 수 있다. 그림 4에 나타낸 것처럼 기존 의 지지체를 표면 개질하고 3 μm 두께의 팔라듐을 증착하여 분석한 결과 기존 지지체에서는 팔라듐 수 소 분리층의 표면에 기공이 발생하였다. 반면에 MIM 공정으로 제조된 지지체를 표면 개질하고 3 μm 두께 의 팔라듐을 증착하여 분석한 결과 MIM 공정으로 제조된 지지체에서는 팔라듐 수소 분리층의 표면에 기공이 없는 치밀한 구조가 형성되었다. 따라서 MIM 공정으로 제조된 다공성 스테인리스 강 지지체가 기 존의 다공성 스테인리스 강 지지체에 비하여 우수한 표면 특성을 가지는 것을 알 수 있다.
3.2. MIM 공정으로 제조된 다공성 스테인리스 강 지지체의 표면 개질에 따른 특성 평가
일반적으로 우수한 수소 분리막은 지지체의 수소 투과 저항이 적고, 수소 분리층의 두께가 얇아 높 은 투과도를 지녀야하며, 치밀한 수소 분리층으로 제조되어 수소 선택도가 높아야 한다. 이와 같은 치 밀질 박막의 수소 분리층을 제조하기 위해서는 지 지체의 표면 특성이 매우 중요하다. 지지체의 표면 이 불균일하거나 표면 조도가 높은 경우에는 치밀 질의 수소 분리층을 제조하기 위한 분리층의 증착 두께가 증가하게 된다. 분리층의 두께 증가는 수소 의 확산 거리가 증가함을 의미하고 이에 따라 수소 투과저항도 증가하게 된다 [18]. 이처럼 지지체의 표면 특성은 수소 분리막의 특성에 큰 영향을 미치 기 때문에 표면 개질이 다공성 스테인리스 강 지지 체의 수소 투과도에 미치는 영향을 분석하였다.
그림 5는 초미세 연마, 미세 연마, 단순 연마 3가 지 조건으로 지지체에 표면 연마를 실시하여 표면 개질된 결과를 나타내었다. 즉, 표면 기공들의 크기 제어 및 조도를 개선시킨 후 동일하게 평균입도 5μm, sub μm, 100 nm 의 YSZ 분말을 이용한 진공 매립 공정을 진행하여 표면 개질한 결과이다. 초미 세 연마, 미세 연마, 단순 연마의 순으로 연마 과정 이 간소화됨에 따라 표면 기공 크기의 제어 및 표 면 조도 개선이 감소하는 것을 보였다. 초미세 연 마의 경우 과도한 표면 연마로 표면 기공들이 매립 되어 표면 기공이 거의 없으며 이에 따라, 표면 개
Fig. 4. Surface FE-SEM and CLSM images of as received PSS supports and Pd hydrogen separation membranes:
(a) Conventional PSS support, (b) MIM PSS support
김세홍 외/한국표면공학회 50 (2017) 98-107 103
질 후 지지체의 표면 조도는 0.13 μm로 매우 우수 하지만 수소 투과도는 0.1 bar(ΔP)의 조건에서 55 ml cm-2 min-1 bar-1로 매우 낮은 수소 투과도를 보였다.
미세 연마의 경우 지지체 표면에 기공이 유지되어 YSZ 분말이 매립되어 있는 것을 확인할 수 있었으 며 표면 조도는 0.25 μm, 수소 투과도는 419 ml cm-2 min-1 bar-1로 측정되었다. 마지막으로 단순 연마의 경우 가장 완화된 연마 공정으로 미세 연마 공정보 다 지지체 표면에 더 많은 기공들이 분포되어 있는 것을 확인할 수 있었으며, 표면 조도는 0.35 μm, 수 소 투과도는 601 ml cm-2 min-1 bar-1로 측정되었다.
결과적으로 초미세 연마와 같이 표면 조도는 좋으 나 지지체 표면에 기공이 적다면 수소 분리층을 용 해 확산하여 투과한 수소 기체들이 이동할 수 있는 경로가 적기 때문에 높은 투과도를 얻기 힘들다. 따 라서 표면 조도뿐만 아니라 수소 투과도도 우수한 미세연마 공정 및 단순 연마 공정으로 표면 개질된 지지체가 수소 분리막의 지지체로써 더 우수할 것 으로 예상된다.
3.3. MIM 공정으로 제조된 다공성 스테인리스 강 지지체를 사용한 팔라듐 분리막의 특성
미세연마 공정 및 단순 연마 공정으로 표면 개질 된 지지체가 수소 분리막의 지지체로 적합한지 확 인하기 위해 약 3 μm 두께의 팔라듐 수소 분리층 을 고기능성 DC 마그네트론 스퍼터로 증착하여 수 소 투과도 및 선택도를 측정하였다. 팔라듐 수소 분 리층이 주상정(Columnar) 구조나 조밀하고 미세한 주상정(Fine columnar) 구조로 증착될 경우 핀홀이
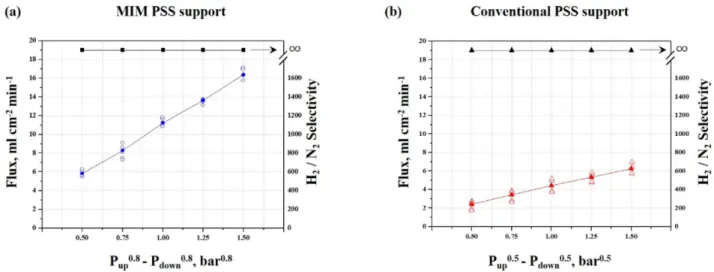
발생되어 수소 선택도를 감소시키기 때문에 치밀질 구조로 증착될 수 있는 조건인 DC power 160 W, 상온, 아르곤 분위기 및 7.0×10-4 torr의 압력에서 공 정을 진행하였다 [19]. 그림 6과 같이 미세 연마 공 정으로 표면 개질한 팔라듐 수소 분리막의 표면은 치밀한 구조를 보이지만 단순 연마 공정으로 표면 개질한 팔라듐 수소 분리막의 표면에는 핀홀이 발 생되었다. 이러한 원인은 단순 연마 공정으로 표면 개질한 지지체의 표면 조도가 상대적으로 높기 때 문이다. 따라서 핀홀이 발생되지 않은 미세 연마로 표면 개질한 팔라듐 수소 분리막만 수소 투과 및 선택도를 측정하였다. 기존의 다공성 스테인리스 강 지지체를 이용한 팔라듐 수소 분리막의 투과 및 선 택도를 비교하여 그림 7에 나타내었다. 그림 7은 수소 분압에 따른 투과량으로 400oC, 0.5 ~ 1.5 bar(ΔP)의 조건에서 측정한 결과이다. 그림 7 (a)는 MIIM 공정으로 제조된 지지체 상부에 팔라듐이 3μm 두께로 증착된 수소 분리막의 수소 투과 및 선택도 특성을 나타내었다. 1 bar(ΔP)에서 수소 투 과도는 11.22 ml cm-2 min-1로 측정되었으며 질소는 검출되지 않는 우수한 선택도를 보였다. 그림 7 (b) 는 기존의 지지체 상부에 팔라듐이 6 μm 두께로 증 착된 수소 분리막의 수소 투과 및 선택도 특성을 나타내었다. MIM 지지체와 동일한 같은 측정 조건 에서 수소 투과도는 4.45 ml cm-2 min-1이며 질소가 검출되지 않는 우수한 선택도를 나타내었다. 이와 같은 수소 투과량 차이는 수소 분리층의 두께 감소 로 수소 투과저항이 감소되었기 때문이다 [20].
팔라듐 수소 분리막을 통한 수소의 확산은 용해
Fig. 5. Surface FE-SEM and CLSM images of the modified MIM PSS supports: (a) Micro polished PSS, (b) Fine
polished PSS support, (c) Rough polished PSS support.
와 확산 메커니즘에 의해 진행되며 식 (1)로 나타 낼 수 있다.
(1)
여기서 J는 수소 투과량, Q는 수소 투과도, l은 분 리층의 두께, Pup과 Pdown은 각각 막의 상단부와 하 단부에서의 압력, n은 압력 지수 값을 나타낸다. 식
(1)에서 압력 지수 n은 일반적으로 0.5로 알려져 있 다. siverts’ law에 의하면 분리막을 통한 수소 투과 현상에서 분리막 내부에 용해된 수소의 농도가 수소 압력의 제곱근에 비례한다는 가정으로 얻어지며, 이 경우 팔라듐 내부에서의 수소 확산이 율속 단계가 된다. 즉, 식 (1)에서 제곱근은 분리막 내부에서 수 소 분자가 수소원자 형태로 존재한다는 것을 의미 한다. 압력 지수는 투과량과 압력을 회귀 분석하여 J Q=----l(Pupn –Pdownn )
Fig. 6. FE-SEM images of Pd membrane according to surface treatment: (a) Fine polishing and YSZ vacuum filling surface treatment, (b) Rough polishing and YSZ vacuum filling surface treatment.
Fig. 7. Hydrogen permeation and selectivity of (a) 3
μm Pd deposited on modified PSS supports made by MIM process
and (b) 6
μm Pd deposited on modified conventional PSS supports at 400
oC.
김세홍 외/한국표면공학회 50 (2017) 98-107 105
산출할 수 있다. Hurbert와 Knecny[21]는 팔라듐 분 리막의 두께가 20 μm 이상에서는 분리막 내부에서 수소의 확산이 율속 단계라고 보고하였으며, S. E.
Nam[22] 외 2명은 팔라듐 합금 분리막의 두께가 0.8μm일 때 압력 지수는 1에 근접하며 분리막 표 면의 수소 흡착과 같은 표면 반응이 율속 단계가 된다고 보고하였다. 일반적으로 분리층의 두께가 4
~ 5μm보다 얇은 경우 율속 단계는 수소의 확산이 아닌 분리막 표면에서 수소의 흡착, 해리와 같은 표 면 반응이 되고 압력 지수는 0.5보다 증가한다 [23,24].
이를 바탕으로 수소 투과량과 압력을 회귀 분석 하여 수소 분리층의 두께 감소에 따른 압력 지수의 변화를 분석하였다. 분석결과 MIM 방식의 지지체
Table 1. Comparison of preparing method of palladium-based membrane [18].
Support Method Membrane Temperature
(
oC)
Permeance (mol m
-2s
-1Pa
-1)
Selectivity n-Value Material Material Thickness (µm)
γ
-Al
2O
3/
α-Al
2O
3Sputtering PdAg 0.35 250 1.5
×10
-75.7 1.0
γ-Al
2O
3/
α-Al
2O
3Sputtering PdAg 0.40 300 1.0
×10
-780 1.0
γ-Al
2O
3/
α-Al
2O
3Sputtering PdAg 1.00 411 1.6
×10
-71000 1.0
γ-Al
2O
3/
α-Al
2O
3Sputtering PdAg 0.18 300 7.7
×10
-83845 (H
2/He) 1.0
γ-Al
2O
3/
α-Al
2O
3Sputtering PdAg 1.00 350 2.0
×10
-780 (H
2/N
2) 1.0
γ-Al
2O
3/
α-Al
2O
3Sputtering PdAg 1.00 200 3.5
×10
-63.6 (H
2/Ar) ND Silicon wafer Sputtering PdAg 0.75 450 8.6
×10
-61500 (H
2/He) 1.0 Silicon wafer Sputtering PdCu 0.75 452 1.4
×10
-5500 (H
2/He) ND Polycarbonate/SS Sputtering Pd 5.00 100 5.0
×10
-7Very large 1.0
γ-Al
2O
3/
α-Al
2O
3ELP Pd 1.0 314 1.6
×10
-7130 1.0
γ-Al
2O
3/
α-Al
2O
3ELP Pd 15 400 8.7
×10
-71000 0.61
SS ELP Pd 5 400 1.5
×10
-6200 0.7
CeO
2/SS ELP Pd 13 550 1.4
×10
-7Infinity 0.5
Al
2O
3/SS ELP Pd 6 500 3.0
×10
-6Very high 1.0
Metal oxide/SS ELP Pd 22 450 2.2
×10
-7Infinity 0.58
SS ELP Pd 11.7 350 2.5
×10
-6ND 0.5
α
-Al
2O
3ELP Pd 10.3 577 3.7
×10
-61000 0.65
α-Al
2O
3ELP PdAg 5.5 347 1.0
×10
-64500 0.61
ZrO
2/SS ELP Pd 10 500 8.3
×10
-7160 0.5
γ
-Al
2O
3/
α-Al
2O
3CVD Pd 0.5 450 1.0
×10
-61000 1.0
α-Al
2O
3CVD Pd 2-4 300 6.7
×10
-65000 0.5
γ-Al
2O
3/
α-Al
2O
3CVD Pd 1.0 300 2.0
×10
-7200 1.0
- Foil Pd 140 200 1.6
×10
-7Infinity 0.5
α
-Al
2O
3ELP PdAg 8.6 500 3.9
×10
-6Infinity 0.5
γ
-Al
2O
3/
α-Al
2O
3ELP Pd 2-3 450 1.2
×10
-61000 1.0
Vycor glass ELP Pd, PdAg 0.75 350 6.5
×10
-8Infinity 0.5-1.0
α
-Al
2O
3ELP PdAg <2.2 410 5.5
×10
-6900 0.5
SS EP PdFe 10 200 6.5
×10
-7200 1.0
Pd/anodic Al
2O
3EP Pd 4 350 2.0
×10
-636 0.5
γ
-Al
2O
3/
α-Al
2O
3 aPdAg 7.5 500 4.3
×10
-71640 ND
- Foil Pd 56 350 3.6
×10
-71200 0.61
- Foil PdAg 68 400 2.4
×10
-7Infinity 0.5
Porous Ni Sputtering PdCuNi
b4 500 2.3
×10
-7Infinity 0.5
Porous SS
cSputtering Pd 3 400 8.3
×10
-7Infinity (H
2/N
2) 0.8 ELP : electroless plating; EP : electroplating
a
The Commercial membrane is from Johnson Matthey.
b
Pd and Cu was deposited on Ni support and ternary alloy was formed after copper reflow at 650
oC
c
Manufactured by MIM process (This work)
를 사용한 수소 분리막의 압력 지수는 0.8, 기존의 지지체를 사용한 팔라듐 수소 분리막의 압력 지수 는 0.5로 분석되었다.
따라서 기존의 다공성 스테인리스 강 지지체에 비해 MIM 공정으로 제조된 다공성 스테인리스 강 지지체가 수소 분리막에 더욱 적합하다는 것을 알 수 있으며, 미세 연마 공정 및 YSZ 분말 진공 매립 을 이용하여 표면 개질을 할 때 3 μm 두께의 치밀막 을 형성할 수 있었다. 본 연구결과는 표 1에 팔라듐 분리막과 관련하여 보고된 다양한 연구결과와 비교 하여도 우수한 특성을 나타내는 것을 알 수 있다.
수소 분리막의 특성을 더욱 향상하기 위해서는 지지체에 대한 추가적인 연구가 필요하다. 즉, 미세 한 표면 기공과 표면 기공 분포율이 높은 지지체의 개발 및 지지체의 표면 개질에 대한 연구가 필요하 다. 또한, 지지체 성분인 철, 크롬, 니켈 등의 원소 들이 팔라듐 또는 팔라듐계 합금 등의 수소 분리층 으로 확산되는 것을 방지할 수 있는 확산 방지막에 대한 연구도 필요하다.
4. 결 론
수소 분리막이 수소 정제 및 분리 분야에서 상용 화되기 위해서는 수소 분리막의 수소 투과 및 선택 도 특성이 우수해야 하며, 이와 같은 특성을 만족 시키기 위해서는 수소 분리층에 치밀질 박막 구조 가 형성되어야 한다. 기존의 스테인리스 강 지지체 는 10 μm이상의 거대기공, 불균일한 표면 기공분포, 높은 표면 조도 및 복잡한 표면 개질에 의한 재연 성 감소 등의 문제로 수소 분리층에 치밀질 박막을 형성하기 어렵다. 따라서 기존 지지체의 문제점을 보완한 MIM 방식의 다공성 스테인리스 강 지지체 를 도입하였다. MIM 지지체는 기존의 지지체에 비 해 상대적으로 표면 기공크기가 미세하며, 표면 조 도가 낮고, 기공율이 높았다. MIM 지지체에 대한 표면 개질은 초미세 연마, 미세 연마 및 단순 연마 공정과 YSZ 세라믹 분말 진공 매립의 방법으로 진 행하였다. 표면 개질 방법에 따른 지지체의 표면 조 도 및 수소 투과도를 분석하였으며, 표면 개질이 치 밀질 박막의 수소 분리층 제조에 미치는 영향과 수 소 분리층의 두께가 수소 분리막의 투과도 및 선택 도에 미치는 영향을 분석하였다.
MIM으로 제조된 다공성 스테인리스 강 지지체는 기존의 다공성 스테인리스 강 지지체보다 기공율이 12% 향상되었고, 평균 5 μm 크기의 미세한 표면 기공을 보유하고, 0.57 μm의 균일하고 낮은 표면 조 도를 나타내었다. MIM 지지체의 우수한 특성으로
표면 개질 공정이 간소화되었으며, 기존 지지체 대 비 766 ml cm-2 min-1 bar-1 향상된지지체 수소 투과 특성을 나타내었다.
초미세 연마 표면 개질 방법의 경우 지지체는 0.13μm의 우수한 표면 조도를 나타내었으나 표면 기공이 거의 매립되어 기체 투과 저항이 증가되었 다. 수소 투과도는 55 ml cm-2 min-1 bar-1의상대적 으로 낮은 값을 나타내어 수소 분리막의 지지체로 적합하지 않았다.
단순 연마 표면 개질 방법의 경우 지지체의 수소 투과도는 601 ml cm-2 min-1 bar-1의 우수하였지만, 표면 조도가 0.35 μm로 상대적으로 높았다. 표면 조 도 특성이 나쁘면 낮은 단차 피복특성을 갖는 스퍼 터 공정으로는 3 μm 두께의 치밀질 수소 분리층 제 조는 매우 어렵다.
미세 연마 표면 개질 방법의 경우 지지체의 수소 투과도 및 표면 조도는 각각 419 ml cm-2 min-1 bar-1 및 0.25 μm로 모두 양호하였으며, 3 μm 두께의 치 밀질 수소 분리층의 제조가 가능하기 때문에 박막 의 치밀질 수소 분리막을 위한 지지체에 적합한 것 으로 사료된다.
MIM 지지체를 사용한 박막의 치밀질 수소 분리 막은 분리층의 두께가 3 μm로 감소되어 수소 투과 저항이 감소되었다. 400oC, 1 bar(ΔP)의 수소 투과 량은 11.22 ml cm-2 min-1로 측정되며, 기존의 지지 체를 이용한 수소 분리막에 비해 6.77 ml cm-2 min-1 만큼 수소 투과량이 향상되었다. 또한, 두께 감소에 따라 압력 지수가 0.5에서 0.8로 변화하는 것을 확 인하였다.
후 기
본 연구는 산업통상자원부(MOTIE)와 한국에너지 기술평가원(KETEP)의 지원을 받아 수행한 연구 과 제입니다. (No. 20143030040820)
Reference
![Table 1. Comparison of preparing method of palladium-based membrane [18].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5301464.379246/8.892.87.812.342.1132/table-comparison-preparing-method-palladium-based-membrane.webp)
