한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 45, No. 6, 2012.
http://dx.doi.org/10.5695/JKISE.2012.45.6.248
<연구논문>
팔라듐 합금 수소 분리막의 전처리에 관한 연구
박동건, 김형주, 김효진, 김동원*
경기대학교 신소재공학과
A Study on the Surface Pre-treatment of Palladium Alloy Hydrogen Membrane
Dong-Gun Park, Hyung-Ju Kim, Hyo Jin Kim, Dong-Won Kim*
Department of Advanced Materials Engineering, Kyonggi University, Suwon 443-760, Korea (Received November 13, 2012 ; revised December 12, 2012 ; accepted December 30, 2012)
Abstract
A Pd-based hydrogen membranes for hydrogen purification and separation need high hydrogen perm-selec- tivity. The surface roughness of the support is important to coat the pinholes free and thin-film membrane over it. Also, The pinholes drastically decreased the hydrogen perm-selectivity of the Pd-based composite membrane. In order to remove the pinholes, we introduced various surface pre-treatment such as alumina powder packing, nickel electro-plating and micro-polishing pre-treatment. Especially, the micro-polishing pre- treatment was very effective in roughness leveling off the surface of the porous nickel support, and it almost completely plugged the pores. Fine Ni particles filled surface pinholes with could form open structure at the interface of Pd alloy coating and Ni support by their diffusion to the membrane and resintering. In this study, a 4 µm surface pore-free Pd-Cu-Ni ternary alloy membrane on a porous nickel substrate was successfully prepared by micro-polishing, high temperature sputtering and Cu-reflow process. And H2 permeation and N2 leak tests showed that the Pd-Cu-Ni ternary alloy hydrogen membrane achieved both high permeability of 13.2 ml·cm−2·min−1·atm−1 permation flux and infinite selectivity.
Keywords : Hydrogen membrane, Pd-based membrane, Surface treatment, Micro-polishing, Porous nickel support, Sputtering deposition, Cu-reflow
1. 서 론
현재 화학 산업의 전 세계적인 기술 개발의 동향 은 선택적 공정개발과 함께 에너지 절약형 공정개 발에 집중하고 있다. 대기 오염의 억제와 오염물질 의 소량 배출을 위한 선택적인 공정 개발이 환경문 제 완화에 필수적 요소이며, 따라서 높은 전환율과 선택적인 화학공정의 도입으로 에너지 효율을 증대 시켜 에너지를 절약하고 부산물이 적은 보다 청정 한 공정으로의 전환을 필요로 하고 있다. 이러한 목 적을 위해 무기막의 분리 능력과 촉매의 활성을 결 합하여 촉매반응과 반응물 및 생성물의 분리기능을
동시에 수행할 수 있는 무기막 촉매 기술이 광범위 하게 연구되고 있다1).
무기막 촉매기술은 하나의 매체에서 원하는 촉매 반응과 함께 반응물 또는 생성물의 선택적 투과에 의한 기체분리가 동시에 일어날 수 있기 때문에 산 업적인 공정이 실행되는 고온 영역에서도 물질의 반응 및 분리하는 효율적인 수단을 제공할 수 있다.
특히 투과선택적인 분리막 촉매를 공정에 적용한다 면 반응이 일어나는 동시에 생성물이 분리되어 정 제되는 동시 공정이 가능해짐으로서 이론적으로 전 환율을 100% 가깝게 향상시키고 높은 생성물 수율 을 얻을 수 있다. 이에 기체 분리용 분리막을 이용 한 수소정제 및 분리는 고온에서의 내화학성 및 구 조적 안정성이 뛰어나므로 수소정제뿐만 아니라, 고
*Corresponding author. E-mail : [email protected]
온 또는 고압공정 등에 적합한 수소 분리 방법으로 서 주목받고 있다.
그 중 팔라듐계 수소 분리막은 혼합가스에서 수 소의 높은 선택적 투과도를 가지고 있으며, 우수한 열적, 화학적 및 기계적인 성질을 가지고 있기에 널 리 사용된다. 그러나 순수한 팔라듐은 수소의 흡수 에 따른 팔라듐 격자가 α 상에서 β 상으로 상변화 가 일어남으로써 발생하는 격자변형으로 인한 분리 막 구조의 파괴원인이 된다2). 상변태를 방지하기 위 하여 팔라듐 분리막은 구리(Cu), 은(Ag), 니켈(Ni) 등과 같은 다른 금속과 함께 팔라듐 합금 분리막으 로 사용한다3). 이와 같은 합금분리막의 제조방법으 로는 무전해도금4), 전해도금5), 화학증착법6), 그리고 스퍼터 방법 등7)으로 제조할 수 있다.
기존의 다공성 지지체로는 세라믹을 주로 사용하 였지만 높은 생산비, 낮은 열 충격저항, 금속과의 접합력 저하 및 모듈화의 부적합성 때문에 금속 지 지체를 사용하는 연구가 이루어지고 있다8). 이 중 최근 다공성 스테인리스 강 및 니켈 금속 지지체를 이용한 연구가 가장 활발히 이루어졌으나 다공성 스테인리스 강 지지체(porous stainless steel supprot) 에 팔라듐 분리막을 코팅하기 위해서는 지지체 표 면에 존재하는 10 µm 이상의 거대 기공들을 매립 하기 위해 금속 분말을 주입하거나 전해도금과 같 은 복잡한 전처리 공정을 필요로 한다9-12).
그래서 본 연구에서는 기존에 연구되어진 세라믹 지지체와 금속 지지체의 문제점을 보완하기 위해 니켈을 다공성 금속 지지체(porous nickel support) 로 사용하였다. 니켈은 수소 취성에 강하고 수소 촉 매 특성이 있으며 팔라듐 및 구리와 높은 화학적 친화력을 가짐으로서 안정한 Pd-Cu-Ni 3원계 합금 을 이룬다. 그러나 다공성 니켈 지지체의 경우에도 지지체 표면에 수마이크론급 이하의 표면기공이 존
재하며, 전처리를 하지 않고 치밀한 팔라듐 합금 증 착층을 형성하기 위해서는 팔라듐 합금 코팅층이 매우 두꺼워져야 한다.
따라서 물리적 증착법(PVD)의 특성상 다공성 니 켈 지지체 표면의 기공 크기가 다공성 스테인리스 강 지지체보다 작은 수마이크론급 크기의 내외라고 하더라도 균일한 증착을 위해서 다공성 니켈 지지 체의 전처리를 통한 표면 기공이 없는 경면의 균일 한 지지체 표면 개질공정이 필요하다. 본 연구에서 는 스퍼터코팅에 의한 균일한 팔라듐 금속층을 형 성하고 이에 따른 분리막 표면에 미세기공이 없는 수소의 선택투과적 특성이 우수한 수소 분리막을 제조하기 위해 다공성 니켈지지체를 니켈금속도금, 알루미나 분말 주입 및 마이크로 미세연마 전처리 공정을 통하여 표면 기공들을 매립하여 치밀한 팔 라듐 합금 층을 형성하였고 전처리 방법에 따른 팔 라듐 합금 수소 분리막의 특성을 고찰하였다.
2. 실험방법
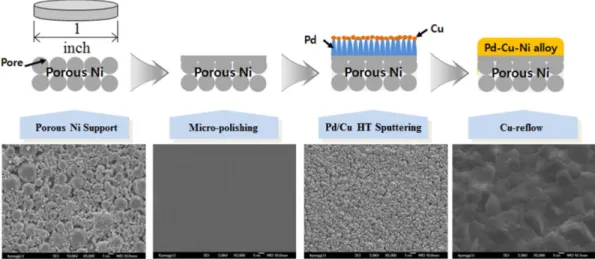
다공성 니켈 지지체의 상부에 팔라듐 합금 코팅 막은 그림 1에서 보는 것과 같이 다공성 니켈 금 속지지체 제조, 다공성 지지체 전처리 공정(마이크 로 미세연마, 니켈 금속 도금, 알루미나분말 주입), 고온스퍼터 증착 공정 및 구리 리플로우 열처리들 의 총 4단계의 공정을 실시해 팔라듐 합금 수소 분 리막을 제조하였다.
먼저 다공성 니켈 지지체는 나노크기의 니켈 파 우더를 압축프레스기를 사용하여 1인치 디스크형태 로 압축성형 제조하였다. 압축 성형된 다공성 니켈 지지체는 산화방지를 위해 환원분위기에서 700oC 에서 1시간동안 소결하여 열적 안정성 및 기계적 강도를 증가시켰다. 제조된 다공성 니켈 지지체 표
Fig. 1. The diagram of experimental processes for Pd-Cu-Ni ternary alloy hydrogen membrane.
면에는 표면에 수마이크로 이하의 기공들이 존재 하게 된다. 치밀한 팔라듐 합금층을 증착하기 위해 서는 이러한 표면 기공들을 매립시키고 표면 조도 를 개선해야 할 필요가 있다. 따라서 다공성 니켈 지지체의 기공 매립 및 표면 조도를 제어하기 위한 첫 번째 방법으로 Al2O3 분말을 주입시키는 공정을 실시하였다. Al2O3 분말 주입은 증류수에 20 g에 300 nm 사이즈의 Al2O3(SIGMA-ALDRICH社) 파우 더 0.5 g과 Boehmite(SASOL社) 0.025 g을 혼합하여 Al2O3 졸(sol)을 제조하였다. 제조된 Al2O3 졸은 다 공성 니켈 지지체 위에 떨어뜨려 aspirator 진공장 치로 흡입시켜 다공성 니켈 지지체의 내부에 채워 주었다. 두 번째로 니켈 도금을 공정을 실시하였다.
염화 니켈 용액(NiCl2-HCl-H2O)을 사용하여 50oC, 전류 밀도 2 A/dm2에서 3분동안 1 µm 두께로 니 켈 도금을 한 후 60oC, 진공 상태에서 2시간동안 건조 시켜주었다. 마지막으로 마이크로 미세연마 공 정을 실시하였다. 미세연마공정은 auto-polisher(GLP KOREA, GLP-S20/25)를 사용하였다. 먼저 400-grit sandpaper 사용하여 다공성니켈 지지체의 큰 표면 기공들을 제거하였다. 400-grit sandpaper의 사용 후 다공성 니켈지지체 표면에 남아 있는 큰 스크레치 는 1000-grit, 1500-grit sandpaper를 이용하여 순차 적으로 사용하여 제거하였다. 그 다음으로 3 µm와 1 µm 다이아몬도 슬러리(Struers 社)를 이용하여 스 크레치 및 기공들을 완벽히 제거시켰다. 3 µm와 1µm 다이아몬드 슬러리를 이용하여 미세연마로 제 조된 다공성 니켈지지체는 그림 1에서 알 수 있는 바와 같이 미세기공이 없는 경면의 표면을 유지하 였다.
미세연마 후 스퍼터 공정 또는 구리 리플로우 열 처리 공정시 형성되는 결함들을 방지하기 위해 니 켈 지지체에 남아있는 다이아몬드 슬러리 및 미세 연마를 통해 생성된 니켈 파우더를 아세톤과 이소 프로필 알코올을 이용하여 니켈 지지체를 세척하였 다. 그 후 지지체는 진공 오븐에서 60oC, 2시간 동 안 건조하였다. 그리고 니켈 지지체 및 팔라듐 스 퍼터 코팅층과의 접착력을 향상하고 지지체 표면에 잔존하는 불순물 제거를 위해 수소, 아르곤 혼합가 스(Ar:H2= 9:1)를 사용하여 1.0 × 10−1 torr 공정압력 과 RF 100 W의 파워로 10분간 건식 플라즈마 표 면처리공정을 실시하였다.
플라즈마 표면처리 후, DC Magnetron Sputter를 사용하여 팔라듐(Pd 99.95%/Kurt J. Lesker 社)과 구리(Cu 99.99%/Kurt J. Lesker 社)를 연속적으로 증착하였다. 증착조건은 스퍼터 기판 온도 200oC에 서 팔라듐은 DC 40 W(350 V, 120 mA)의 파워, 아
르곤가스 30 sccm, 공정압력 5.0 × 10−2 torr에서 증 착하였으며, 연속적으로 DC 20 W(500 V, 40 mA)의 파워, 아르곤가스 30 sccm, 공정압력 5.0 × 10−2 torr 에서 구리를 증착하였다.
다공성 니켈 지지체위에 팔라듐과 구리를 고온스 퍼터 코팅한 시편을 진공가열로를 이용하여 수소분 위기의 1.0 × 10−1 torr진공 조건에서 700oC, 1시간동 안 구리 리플로우 열처리를 하여 최종적으로 팔라 듐-구리-니켈 합금 수소 분리막을 제조하였다.
위와 같이 제조된 팔라듐-구리-니켈 합금 수소 분 리막은 주사전자현미경(FE-SEM; JEOL, JSM-6500F) 을 이용하여 분리막의 표면 및 단면 미세구조를 관 찰하였고, 에너지 분산 분광기(EDS; Oxford, EDS 7557)를 이용하여 성분분석을 하였으며, X선 회절 분석기(XRD; PANalytical, X'Pert PRO MPD)를 통 해 분리막의 합금화 여부를 관찰하였다.
수소 분리막의 분리 및 정제 특성을 확인하기 위 해 수소 분리도 및 투과도는 그림 2의 측정시스템 을 사용하여 수소와 질소의 1:1 혼합가스를 주입시 키면서 6.8 atm의 압력을 가하여 상온부터 분리막 의 상용온도인 500oC까지 승온시키면서 수소 분리 도 및 투과도를 측정하였다. 수소 분리도 및 투과 도 측정 시스템은 그림 2에서 알 수 있듯이 분리 막 셀, 열처리로, 온도조절기, 압력게이지, 조절기 등으로 구성되어 있으며, 분리도 및 투과도 측정 방 법은 비눗방울 유량미터와 Gas Chromatograph (GC)를 사용하여 분석하였다.
3. 결과 및 고찰
팔라듐계 수소 분리막의 경우 크게 박형 분리막 Fig. 2. The schematic diagram of a hydrogen permeation
and selectivity test apparatus.
과 복합막으로 구분된다. 박형 분리막은 두께가 수 십 마이크로로 두꺼워서 팔라듐량이 많이 사용되어 수소 모듈 정제기의 공정 단가가 높으며 고압에 약 하다. 복합막의 경우 지지체와 팔라듐 합금막으로 구성되며 지지체는 세라믹과 금속으로 나눌 수 있 다. 팔라듐계 수소분리막 제조시 일반적으로 지지 체를 사용함으로써 고온·고압 내구성은 강하지만 지지체 자체의 수소 투과 저항 때문에 수소 투과도 가 떨어지는 단점이 있고 이를 보완하기 위해 복합 막은 주로 다공성 지지체를 사용한다. 다공성 지지 체 중 세라믹 지지체는 팔라듐 합금 코팅층과 접착 력이 좋지 않고, 또한 향후 모듈접합 시 세라믹의 취성 때문에 가공의 어려움이 있다. 그래서 팔라듐 합금 코팅층과 접합력이 우수하고 모듈접합이 용이 한 다공성 스테인리스 강 지지체와 다공성 니켈 지 지체가 많이 사용되고 있다.
스퍼터와 같은 물리적 증착법으로 형성한 팔라듐 과 구리 증착층은 주로 주상정 형태로 증착된다. 따 라서 다공성 지지체 표면에 기공이 존재할 경우 지 지체에 기인한 많은 기공들이 스퍼터 증착에 영향 을 주어 스퍼터 코팅시 불균일한 증착표면이 형성 됨으로서 분리막 표면에 기공생성의 잠재적 원인이 된다. 이와 같은 기공들을 포함하는 구조를 가지는 증착층은 표면 기공들에 의해 수소선택성이 현저히 낮아지며 또한 내부에 존재하는 빈 공간이나 결함 들에 의해 코팅층의 밀도가 낮고 내환경성이 약한 막으로서 열적, 기계적 내구성이 열악하다.
따라서 이를 방지하고 균일한 증착이 이루어지도 록 다공성 지지체 표면의 기공제거 및 경면을 유지
하는 전처리 과정이 필요하다.
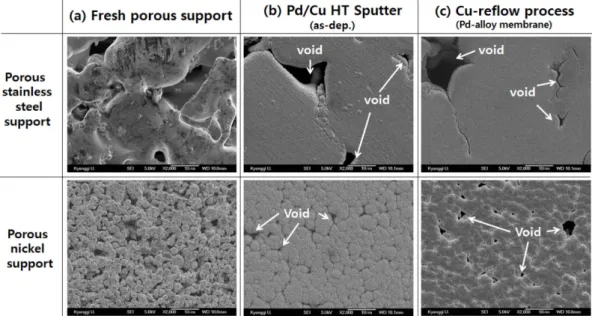
그림 3은 전처리를 하지 않은 다공성 니켈 지지 체 및 스테인리스 강 지지체와 이들 지지체 상부에 고온 스퍼터 증착 및 구리 리플로우 열처리에 의해 형성된 4 µm 두께의 Pd/Cu 코팅층 및 팔라듐 합금 층 표면의 주사전자현미경 사진들이다.
그림 3(a) 위의 그림에서와 같이 전처리를 하지 않은 다공성 스테인리스 강 지지체의 경우 10 µm 이상의 큰 기공들이 표면에 무수히 분포 되어 있다.
이러한 다공성 스테인리스 강 지지체를 고온스퍼터 를 통해 Pd/Cu층을 그림 3(b) 위의 그림과 같이 4µm 두께로 증착할 경우 스퍼터 공정의 낮은 단 차피복(step coverage) 특성에 의해 표면에 기공이 존재하며, 또한 구리 리플로우의 열처리에 의한 합 금화 공정후에도 기공들이 여전히 남아 있으며, 이 러한 기공들을 메우기 위해서는 두꺼운 두께의 팔 라듐 합금층이 요구된다. 두꺼운 두께의 분리막은 수소 투과도 및 경제성에 큰 손실을 가져오게 되며, 따라서 이러한 문제를 보완하기 위하여 다공성 스 테인리스 강 지지체에 비해 작은 기공들을 가지는 다공성 니켈 지지체 위에 Pd/Cu층을 연속적으로 증 착시켰다. 다공성 니켈지지체의 경우 그림 3(b)의 아래 그림에서 보는 바와 같이 전처리를 하지 않고 팔라듐과 구리를 고온 스퍼터 증착할 경우 수마이 크론 내외의 다소 작은 표면기공들이 존재하지만 그림 3(a) 아래 그림의 순수한 지지체 표면 자체에 존재하는 기공에 비하여 상당히 감소된 것을 확인 할 수 있다. 따라서 그림 3(c) 아래 그림에서와 같 이 구리의 유동성을 이용하여 미세 기공을 메우는
Fig. 3. SEM surface image of (a) fresh porous stainless steel support (upside) and nickel support (down side), (b) Pd/Cu membrane on PSS and PNS after high temperature (200oC) sputter deposition and (c) Pd alloy membrane after Cu-reflow heat treatment process.
구리 리플로우 열처리를 하였다13). 그러나 지지체 표면에 존재하는 미세한 기공들은 메울 수가 있으 나 니켈 지지체 표면상에 존재한 큰 기공들은 완벽 하게 매립하지 못하며 큰 기공들이 분리막 표면에 잔존하게 된다. 그리고 10 µm 이상 크기의 기공들 이 존재하는 다공성 스테인리스 강 지지체는 지지 체 표면의 거대기공 크기에 의해 구리 리플로우 열 처리 후에도 팔라듐 합금 표면의 기공이 전혀 매립 되지 않는다.
따라서 다공성 지지체에 기인한 분리막 표면의 기공들은 수소 선택도를 현저히 감소시키기 때문에 따라서 분리막 표면의 기공 발생을 억제하기 위해
서는 다공성 지지체에 전처리 공정이 필수적으로 요구된다. 본 연구에서는 다공성 스테인리스 강 지 지체에 비해 표면의 기공들을 용이하게 제어할 수 있는 다공성 니켈 지지체를 사용하였으며, 다공성 니켈 지지체 표면에 Al2O3 분말 주입 전처리 방법, 니켈도금 전처리 방법 및 미세연마 전처리 방법의 여러가지 방법을 이용하여 표면 기공들을 매립하는 표면의 전처리를 하였다. 그림 4는 지지체 표면상 에 위와 같은 지지체 전처리를 실시한 이후의 다공 성 니켈 지지체의 표면 및 단면 주사현미경 사진들 이다.
그림 4(b)는 순수한 다공성 니켈 지지체(그림 4(a))
Fig. 4. The surface and cross-sectional view SEM image: (a) fresh porous nickel support, (b) alumina powder filling pre-treatment, (c) nickel electro-plating pre-treatment and (d) micro polishing pre-treatment.
의 표면에 졸-겔법에 의해 Al2O3를 주입하여 표면 의 기공을 매립시켰다. 이러한 Al2O3 졸-겔법을 이 용한 지지체 전처리방식은 복잡한 습식 전처리 공 정을 수반할 뿐만이 아니라 습식공정에 의한 불순 물의 유입, 팔라듐 합금 코팅 시 금속과 세라믹 재 료의 열팽창 계수의 차이에 의해 분리막과 지지체 의 박리 현상이 발생하는 단점이 발생한다14,15). 또 한 지지체 전처리 후의 불균일한 표면구조로 인하 여 발생하는 분리막 표면기공에 의해 수소투과도 테스트시 낮은 수소 선택도를 나타낸다.
그림 4(c)는 다공성 니켈 지지체 위에 지지체 성 분과 같은 니켈을 도금 전처리 방법을 사용하여
표면의 기공을 매립시켰다. 지지체 상부에 고온 스 퍼터 코팅 및 구리 리플로우 열처리에 의해 제조 된 팔라듐 수소 분리막의 표면에는 미세기공이 존 재하지 않아 그림 5에서와 같이 수소투과도 테스 트 결과 무한대의 수소 선택도를 나타낸다. 그리 고 지지체 상부로 도금한 니켈이 지지체 표면의 기공을 매립하여 고온 스퍼터와 구리 리플로우 열 처리에 의해 제조된 팔라듐 합금층과 다공성 니켈 지지체 사이 계면에서부터 치밀한 조직을 이루고 있다.
하지만 니켈 도금에 의해 형성된 치밀한 니켈 도 금층이 다공성 니켈 지지체의 표면 기공을 막아 지 지체의 다공성에 의한 높은 수소 투과 효율을 감소 시키고, 도금 전처리에 사용된 약 1 µm 내외의 니 켈도금층이 수소 확산을 방해하는 저항막 역할을 한다.
이러한 니켈도금 코팅층 도입에 의한 지지체 표 면개질 공정에 의해 수소투과도 테스트 시 그림 5 에서와 같이 500oC에서 3.96 ml · cm−2· min−1· atm−1로 서 낮은 수소투과도 수치를 나타내고 있어 위와 같 은 수소분리막은 수소정제 및 분리용으로서 활용되 기는 어렵다.
그림 4(d)는 마이크로 미세연마 전처리 방식에 의 해 제조된 다공성 니켈 지지체의 표면 사진들이다.
미세연마 처리를 함으로써 지지체 표면의 기공을 완벽히 매립하였으며, 이러한 경면상태를 갖는 표 면 조도의 개선을 통해 스퍼터 증착시 균일한 증착 을 도모할 수가 있다. 그림 6(a)은 마이크로 미세연 마 전처리 과정을 거친 경면의 다공성 니켈 지지체 Fig. 5. Hydrogen flux through 4µm thick Pd-Cu-Ni
ternary alloy membrane at various temperature ranges for the nickel electro-plating pre- treatment.
Fig. 6. The surface and cross-sectional view SEM image: (a) Pd/Cu membrane on polished porous nickel support after high temperature (200oC) sputter deposition and (b) Pd-alloy membrane after Cu reflow process.
상부에 고온 스퍼터방식으로 Pd/Cu 코팅층을 형성 하였다. 따라서 단면 주사현미경 사진을 보면 표면 기공이 매립된 경면의 지지체 상부로 Pd/Cu 코팅 층이 지지체와의 계면에서 대체로 치밀면서 균일하 게 증착된 구조를 나타낸다. 그림 6(b)는 그림 6(a) 와 같이 지지체 위에 형성된 코팅층을 700oC에서 1시간 동안 구리 리플로우 열처리를 한 팔라듐 합 금 분리막의 주사 전자 현미경 사진이다. 수소 분 리막의 표면은 구리 리플로우 열처리 후 구리의 뛰 어난 유동성에 의해 표면 기공들이 메워지고 합금 화 과정에 의해 완전한 결정을 이루고 있다. 그리 고 구리 리플로우 열처리 후의 단면 주사 전자현미 경 사진에서는 팔라듐 합금 층과 니켈 지지체 계면 사이에 입체적 열린구조가 형성된다. “이는 미세연 마 과정에서 물리적인 힘에 의해 지지체 표면의 기 공들을 매립하고 있던 지지체 자체 성분인 미세 니 켈 입자들이 합금화를 위한 구리 리플로우 열처리 공정시 제공되는 열에너지에 의해 화학적으로 활성 화 되면서 화학적 친화력이 양호한 팔라듐 및 구리
코팅층의 상부로 상호확산이 촉진되어 지지체와 팔 라듐 합금 코팅층 계면 사이에 기공이 형성되는 것 으로 사료된다.” 그림 7은 구리 리플로우 열처리 공 정 전후의 X-선 회절분석 결과이며 구리 리플로우 열처리 전 상태에서는 팔라듐과 팔라듐층 상부에 증착된 구리의 피크가 각각 따로 존재하게 되며 다 공성 니켈 지지체의 니켈 성분은 존재하지 않는다.
그러나 700oC에서 1시간의 구리 리플로우 열처리 과정에서 팔라듐층 상부의 구리가 팔라듐층 내부로 확산하고 다공성 니켈 지지체의 니켈성분이 표면으 로 확산하면서 팔라듐, 구리, 니켈 성분 간 합금화 가 발생하며 Pd-Cu-Ni 3상의 단일 피크가 나타나 게 된다. 그림 8은 구리 리플로우 열처리를 한 팔 라듐 합금 수소 분리막을 단면에서 깊이에 따른 팔 라듐, 구리 및 니켈의 EDS 중량성분비를 나타낸 것 이다. 구리 리플로우 열처리 후에는 다공성 니켈 지 지체의 니켈 성분이 표면까지 확산한 것을 알 수 있다. 그리고 구리가 유동성에 의해 지지체로 확산 하면서 기공을 메우고 합금을 이루기 때문에 표면 에서 구리의 성분이 줄어들지만, 니켈은 지지체로 부터 확산함으로서 표면에서 니켈이 측정된다. 이
Fig. 7. XRD diffacration patterns of (a) Pd/Cu sputter as-deposition membrane and (b) Pd-Cu-Ni ternary alloy membrane after Cu reflow process.
Fig. 8. Composition EDS depth profile of the cross- section of the Pd-Cu-Ni ternary alloy membrane.
렇듯 구리 리플로우 열처리 동안 구리가 표면에서 코팅층 내부로로 확산하고 니켈이 다공성 니켈 지 지체에서 표면으로 확산하면서 팔라듐과 합금을 이 루게 된다. 그리고 화학적 친화력이 우수한 팔라듐, 합금금속 및 지지체 성분들의 상호확산에 의해 경 사기능성재료(Functional Gradient Material) 특성을 나타내어 코팅층과 다공성 니켈 지지체의 접착력이 좋아지며 상용화 온도에서의 장시간의 고온 내구성 을 가진다16).
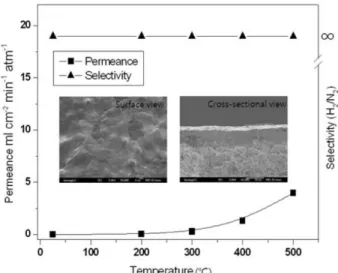
이러한 특성을 가지는 마이크로 미세연마 전처리 된 다공성 니켈 지지체에 제조된 팔라듐계 수소분 리막의 수소 투과 및 분리 특성을 그림 9에 나타 내었다. 마이크로 미세연마 전처리된 다공성 니켈 지지체에 제조된 수소분리막은 전처리 공정에 의해 다공성 니켈 지지체 표면의 미세기공을 매립함으로 서 스퍼터 공정시 치밀한 Pd/Cu 증착층 형성이 용 이하다. 따라서 구리 리플로우 열처리 공정에서 Pd/
Cu 코팅층 표면에 존재하는 기공이 완벽히 매립됨 으로서 그림 9에서 보듯이 수소투과도 테스트시 500oC, 6.8 atm 수소투과조건에서 무한대의 수소 선 택도를 나타내었으며 또한 분리막과 지지체 계면에 서 열린구조를 형성하여 13.2 ml · cm−2· min−1· atm−1 수소투과도를 나타내어 니켈도금 전처리 방법으로 제작된 수소분리막 보다 우수한 수소투과도 수치를 나타내었다. 따라서 일반적인 산화물 및 도금방식 을 이용한 기존의 불안정한 지지체 전처리 공정에 서 탈피하여 지지체 모재성분을 활용한 미세연마 방식을 도입함으로서 지지체 전처리 공정의 단순화 가 가능하다. 동시에 팔라듐 합금 분리막 제조에 있 어 화학적 친화력이 우수한 팔라듐, 구리, 니켈로 구성되는 팔라듐 합금 분리막 시스템 설계는 분리
막 단면에 걸쳐 경사기능적 특성을 나타내어 고온·
고압의 내구성을 요구하는 수소정제 분야에서 효율 적인 팔라듐 합금 수소 분리막의 활용이 가능하다.
이렇게 우수한 수소 투과-선택도를 가지는 수소 분 리막은 앞으로 발전 가능성이 큰 산업인 마이크로 연료전지, 수소스테이션 및 첨단산업분야 등 고순 도 수소를 필요로 하는 수소정제 산업뿐만 아니라 석탄가스화 복합발전(integrated gasification combined cycle)이나 석탄이용 연료전지발전(Integrated coal gasification fuel cell combined cycle)과 더불어 이 산화탄소 포획 및 저장(carbon capture and storage) 등 수소 분리 분야에도 폭 넓게 응용되어 큰 역할 을 할 수 있을 것으로 기대된다.
3. 결 론
1. 다공성 금속 지지체의 표면에 존재하는 기공 들이 팔라듐 합금 분리막의 표면에 기공들을 발생 시키며 이는 수소투과도를 현저히 감소시킨다.
2. Al2O3 주입 전처리 방법에 의해 제조된 수소 분리막은 불균일한 표면구조에 의한 기공 존재, 불 순물 잔존 및 분리막 박리되는 현상이 발생되었다.
3. 니켈도금 전처리방법에 의해 제조된 수소 분 리막은 우수한 선택도를 가졌으나 지지체 및 팔라 듐 코팅층 계면에서의 치밀한 구조에 의해서 수소 투과도가 500oC, 6.8 atm에서 3.96 ml · cm−2· min−1· atm−1으로 낮게 나타났다.
4. 미세연마 전처리 공정으로 다공성 니켈 지지 체 표면의 기공들을 매립하여 경면의 표면을 제조 하였다. 이로 인해 고온스퍼터 공정시 치밀한 코팅 층 형성이 가능했고, 구리 리플로우 열처리 공정시 표면기공이 매립된 치밀한 분리막 표면구조와 동시 에 계면에서 열린구조를 형성함으로서 500oC, 6.8 atm 에서 무한대의 수소선택도와 13.2 ml · cm−2· min−1· atm−1의 우수한 수소 투과도를 나타내었다.
5. 미세연마 표면 전처리 공정을 적용함으로서, 일반적인 도금방식 및 분말주입 방식의 전처리 공 정과 비교하여 지지체 전처리 공정의 단순화가 가 능하며, 고온 스퍼터 및 구리 리플로우 열처리 공 정에 의해 제조된 팔라듐 합금 수소 분리막의 기능 성을 향상시킬 수 있었다.
후 기
이 논문은 2011~2012 학년도 경기대학교 연구년 수혜로 연구되었음.
Fig. 9. Hydrogen flux through 4µm thick Pd-Cu-Ni ternary alloy membrane at various temperature for the micro polishing pre-treatment.
참고문헌
1. Y. S. Cheng, K. L. Yeung, J. Membr. Sci., 158 (1999) 127.
2. F. A. Lewis, Int. J. Hydrogen Energy, 21 (1996) 461.
3. H. T. Hoang, H. D. Tong, F. C. Gielens, H. V.
Jansen, M. C. Elwenspoek, Mater. Lett., 58 (2004) 525.
4. H. B. Zhao, G. X. Xiong, G. V. Baron, Catalysis Today, 56 (2000) 89.
5. S. E. Nam, K. H. Lee, J. Membr. Sci., 170 (2000) 91.
6. C. S. Jun, K. H. Lee, J. Membr. Sci., 176 (2000) 121.
7. T. A. Peters, M. Stange, H. Klette, R. Bredesen, J. Membr. Sci., 316 (2008) 119.
8. D. Wang, J. Tong, H. Xu, Y. Matsumura, Catalysis
Today, 93 (2004) 689.
9. Y. M. Lin, M. H. Rei, Sep. Purif. Tech., 25 (2001) 87.
10. Y. She, J. Han, Y. H. Ma, Catal. Today 67 (2001) 43.
11. J. Shu, A. Adnot, B. P. A. Grandjean, S. Kaliaguine, Thin Solid Films, 286 (1996) 72.
12. S. E. Nam, S. H. Lee, K. H. Lee, J. Membr. Sci., 153 (1999) 163.
13. D. W. Kim, Y. J. Park, J. W. Moon, S. K. Ryi, J.
S. Park, Thin Solid Films, 516 (2008) 3036.
14. Y. H. Chi, P. S. Yen, M. S. Jeng, S. T. Ko, T. C.
Lee, Int. J. Hydrogen Energy, 35 (2010) 630.
15. Y. Huang, R. Dittmeyer, J. Membr. Sci., 282 (2006) 296.
16. D. W. Kim, Y. J. Park, S. M. Kang, H. S. An, J.
S. Park, Jpn. J. Appl. Phys., 49 (2010) 100208.