커먼레일 파이프의 구조해석 및 피로수명에 관한 연구
송명준
1
· 정성윤2
· 황범철2
· 김 철#
A Study on Structure Analysis and Fatigue Life of the Common Rail Pipe
M. J. Song, S. Y. Jung, B. C. Hwang, C. Kim
(Received November 16, 2009 / Revised November 27, 2009 / Accepted December 16, 2009)
Abstract
The next generation of diesel engine can operate at high injection pressure up to 1,800bar. The common rail pipe must have higher internal strength because it is directly influenced by the high-pressure fuel. Folding defects in the Common rail pipe can not ensure the structural safety. Therefore, Preform design and fatigue-life analysis are very important for preventing the head of the common rail pipe from folding in the heading process and for predicting fatigue life according to the amount of folding. In this study, a closed form equation to predict fatigue life was suggested by Goodman theory and pressure vessels theory in ASME Code in order to develop an optimization technique of the heading process and verified its reliability through fatigue-structural coupled field analysis. The results calculated by the theory were in good agreement with those obtained by the finite element analysis.
Key Words: Common Rail Pipe, Folding Defect, Stress Intensity Factor, Fatigue life, FE-Simulation
1. 서 론
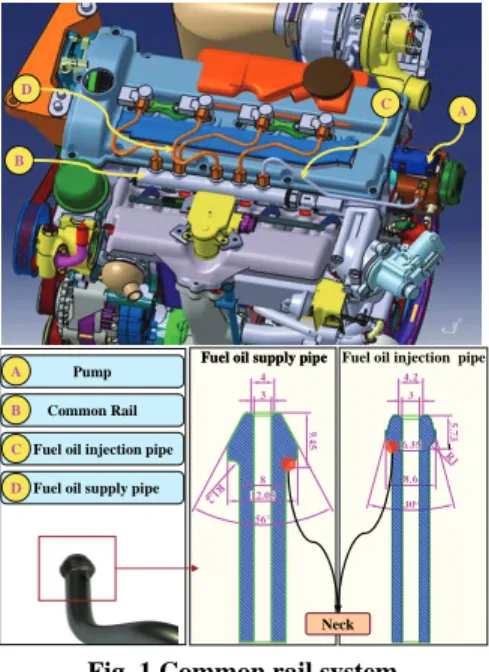
디젤엔진의 성능을 향상시킬 수 있는 직접연료 분사식 시스템(Direct Fuel Injection System) 중 커먼 레일 직접분사식(Common Rail Direct Injection)은 가 장 효율적인 방식으로 연료경제성, 경량화, 운전 성 향상, 배출가스 감소, 출력밀도 증가 등의 장 점을 가진다. Fig. 1에 커먼레일 시스템을 나타내었 다. 커먼레일 시스템은 연료펌프에서 160MPa이상 으로 압축된 고압연료가 연료 공급 파이프(Fuel oil supply pipe)를 통하여 커먼레일에 공급되고, 연료 분사 파이프(Fuel oil injection pipe)를 통하여 분사기 로 분배된다.
Beierer[1] 등은 실험을 통해 파이프의 기하학적
형상, 압력진동특성, 분사체적 등의 개별적인 특 성을 고려하여 커먼레일 시스템의 최적화 방안을 연구하였다. Asada[2] 등은 커먼레일의 수명향상을 위하여 커먼레일 내부의 기하학적 형상에 따른 유한요소해석을 통하여 피로수명 및 내구성을 향 상시킬 수 있는 최적의 형상을 제안하였다. 그리 고 Mazur[3] 등은 디젤엔진 발전기에 장착되는 오 일 파이프의 진동 파손에 관한 연구를 수행하였 다.
그러나 고압연료의 직접적인 영향을 받는 커먼 레일에 연결된 파이프에 관한 연구는 전무한 실 정이다. 연료 분사 파이프는 엔진의 진동에 의해 파이프 외측의 목 부분에서 피로파손이 발생하며, 연료 공급 파이프는 연료 분사 파이프보다 두께
1. 부산대학교 창의공학시스템학과 2. 부산대학교 기계기술연구원
# 교신저자: 부산대학교 기계기술연구원, E-mail: [email protected]
Fuel oil injection pipe Fuel oil supply pipe
Fuel oil supply pipe Pump
Common Rail Fuel oil injection pipe Fuel oil supply pipe
AB C D
3 4
8 12.05
56°
1.2R
R1
Neck
A
B
C D
Fig. 1 Common rail system
가 두꺼워 진동에 의한 피로파손이 발생하지 않 는다. 그러나 두꺼운 두께로 인하여 머리부 성형 시 내부에 접힘결함이 발생하고, 접힘부에서 파손 이 발생하므로 머리부의 성형공정 개선을 통한 구조적 안전성 확보가 시급한 실정이다.
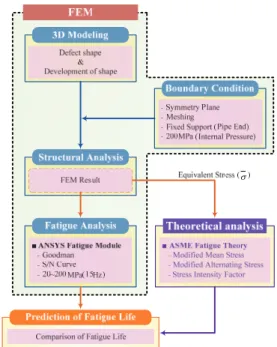
이에 본 연구에서는 커먼레일 시스템의 연료 공급 파이프 성형 시 발생되는 접힘결함의 유무 에 따른 피로수명을 검토하고자 한다. 이를 위하 여 성형 공정 개선 전·후의 기하학적 형상에 따 른 구조해석을 수행하였다. 또한, ASME Code에 의 한 압력용기 피로수명 예측기법[4]을 이용하여 피 로수명에 대한 이론해석을 수행하였으며, 피로수 명에 대한 이론해석을 통해 유한요소해석결과의 타당성을 검증하였다.
2. 구조해석
2.1 머리부 형상
커먼레일 시스템에 적용되는 연료 공급 파이프의 접힘결함 기준은 KS 규격에 명시되어 있으며 파이 프 내경의 1.5 배인 4.5mm 이하가 되어야 한다. 기 존의 현장에서 사용되는 1 단 헤딩공정 펀치형상 및 유한요소해석결과는 Fig. 2 에 나타내었다. 머리 부 형상에서 측정된 결함부의 최대 직경은 4.20mm 이며 실험에서는 Fig. 4 (a)와 같이 접힘결함이 발생 하였고 접힘부의 최대직경은 4.66mm 이다.
Punch Equivalent Strain
4.20mm
Fig. 2 Analysis results of one-step heading process
Pre-upsetting Final-upsetting
(a) Punches
Pre-upsetting Final-upsetting
(b) Analysis results
Fig. 3 Advanced punches to form the head part and analysis results
이러한 연료 공급 파이프 성형 시 발생되는 접
힘결함을 방지하기 위하여 강소성 유한요소해석
코드인 DEFORM-3D TM 을 이용해 현 1 단 헤딩공
정을 맨드릴을 사용하는 경우 업셋팅비 3.3 을 만
족하는 2 단 헤딩공정으로 개선하였다[5]. Fig. 3 에
접힘결함 개선을 위한 2 단 헤딩공정의 예비성형
체 및 최종 형상 성형을 위한 펀치 형상 및 해석
결과를 나타내었다. 1 단계 프리업세팅공정 성형시
소재변형은 직선구속 단에서는 발생하지 않고 경사
부에서만 발생하였으며 2 단계 최종형상의 해석결
과에서 측정된 접힘부 직경은 3.00mm 였고, Fig. 4(b)
와같이 실험에서는 내경부의 최대직경은 3.34mm 로
KS 규격을 만족하는 결과를 얻었다.
4.66mm
3.34mm
(a) Shape of the folding defect beyond criteria
(b) Improved shape of the folding defect within criteria Fig. 4 Section shape of the head parts
Fig. 5 Shape and dimensions of pipe for stability test
Table 1 Material properties of ST_52
Young’s Modulus 2.12 X 10 5 MPa
Poisson’s Ratio 0.285 Mass Density 7.85 X 10 -6 kg/mm3 Yield Strength 600MPa Ultimate Strength 700MPa
2.2 모델링 및 경계조건
연료 공급 파이프의 안정성 시험은 양 끝 단을 볼트로 체결한 후 연료펌프에서 분사되는 압력보 다 높은 압력으로 실시되며, 파이프의 형상 및 치 수는 Fig. 5와 같다.
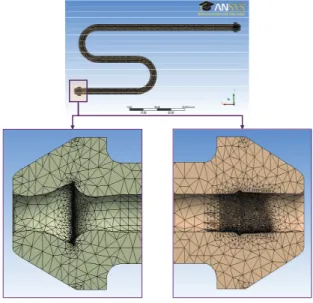
해석 시간의 단축을 위하여 반 단면 대칭 조건 을 적용하였으며, 접힘결함부의 요소는 정확한 형 상표현 및 해석결과의 오차를 최소화하기 위해 다른 영역에 비해 상대적으로 조밀하게 생성하였 다. Fig. 6에 요소 생성 결과를 나타내었다.
해석에 적용된 연료 공급 파이프의 소재는 ST_52로 기계적 물성치는 Table 1과 같다.
(a) Shape of folding defect (b) Development shape of folding
Fig. 6 Meshing for structural analysis
Fixed all D.O.F
Fixed all D.O.F Inner pressure 200MPa
Fig. 7 Boundary conditions for FEM
파이프 양 끝단은 볼트 체결의 효과를 반영하 기 위하여 Fig. 7과 같이 완전구속조건을 적용하였 으며, 파이프의 내압은 실제사용압력(160~180MPa) 보다 높은 시험 압력(200MPa)을 적용하였다.
2.3 해석결과 및 고찰
성형 공정 개선 전·후의 해석결과를 Fig. 8에 나타내었다.
개선 전 공정에 의한 파이프의 경우 최대 응력
이 1248.9MPa로 접힘부의 끝단에서 집중응력의
형태로 나타나며, 이는 소재의 항복강도인 600
100.73
Max
(a) Shape of folding defect
Max
(b) Development shape of folding Fig. 8 Analysis results according heading processes
MPa보다는 매우 큰 값으로 균열 발생 시 균열의 시점이 될 것으로 판단된다. 반면 개선 공정에 의 한 파이프의 경우 최대 응력이 512.19MPa로 개선 전 공정에 의한 파이프에 비해 50%이상 감소하였 다. 이는 커먼레일 시스템의 연료 공급 파이프의 고압에 의한 파손 가능성은 접힘부의 형상 및 직 경에 따라 영향을 받음을 알 수 있다.
3. 피로수명
3.1 이론해석
커먼레일 시스템의 연료 공급 파이프에 대한 이론적인 피로해석은 ASME Code의 압력용기 피 로이론에 근거했으며 상당응력의 값은 구조해석 결과를 이용하였다. 피로수명예측에 대한 이론해 석 및 유한요소해석 절차를 Fig. 9에 나타내었다.
σ
Fig. 9 The procedure of fatigue evaluation for FEM and theoretical analysis
압력이 작용하는 저 사이클의 피로해석에 사용 될 평균응력은 적용된 하중으로부터 직접 계산된 값과 반드시 일치하지 않는다. 그러므로 피로해석 을 수행하기 이전에 평균응력의 교정이 요구된다 [4]. 이는 기존 피로곡선이 완전한 응력반전, 즉 교정된 평균응력이 0인 상태에서 시험했기 때문 이며, 평균응력의 교정에는 수정된 Goodman 식과 도표[6]를 적용할 수 있다.
일반적인 Goodman식은 식(1)과 같다. 평균응력 (
σm)에 0을 대입하면 응력진폭( S
a)은 식 (2)와 같 이 되며, 교정된 응력진폭( S
'a)은 식 (3)과 같다.
여기서 교정된 평균응력( S
m')은 교정된 응력진폭 과 평균응력( S
m) 식 (4)의 관계에 의해 결정되며, 식 (5)와 같다. 최종적으로 교정된 교번응력(
σa') 은 식 (6)과 같다[7].
=1 +
u m a a
S S
σ
σ
(1)
) 2(
1
Min Max a
a
S
σ σσ = = −
(2)
( )
2 2
1
max min' σ
−
σ⋅
= K
S
a(3)
( )
2
min
max σ
σ
+
m
=
S (4)
m
m
S
S
' =(
S
a' +S
m≤σY)(5a)
' '
a Y
m
S
S =
σ−
(
S
a' +S
m >σYand S
a'≤
σY) (5b)
'
= 0
S
m( S
a'>
σY) (5c)
' ' '
m u
u a
a
S S
S S
−
= ⋅
σ(6)
Table 2 Variables and values for calculating the alternating stress intensity revised
P
max200MPa Maximum alternating load P
min20MPa Minimum alternating load
σmax512.19MPa Maximum stress during a cycle
σmin51.2MPa Minimum stress during a cycle
σY
600MPa Yield strength S
U700MPa Ultimate tensile strength
K 1.84 Stress intensity factor
Table 3 Theoretical results according to heading processes
Shape of folding defect
Development shape of folding
S
m686.90MPa 281.69MPa
S
a562.00MPa 230.49MPa
'
S
a517.04MPa 212.06MPa
' a
m
S
S
+1203.94MPa 512.18MPa
'
S
m82.96MPa 281.69MPa
'
σa
586.56MPa 354.85MPa
성형 공정 개선 전·후의 연료 공급 파이프에 대한 교정된 교번응력을 구하기 위하여 필요한 변수 값을 Table 2에 나타내었으며, 응력집중계수 는 중공형상에 내압이 작용하는 경우의 도표를 참고하여 1.84로 설정하였다[8]. 이론해석을 통해
Fig.10 S-N curve of ST_52
Max 200MPa
Min 20MPa Max 200MPa
Min 20MPa
Fig.11 Amplitude loading ratio of fatigue analysis in FEM
계산된 결과를 Table 3에 나타내었다.
Fig. 10의 S-N곡선에서 각 내부형상에 대해 계산 된 교정된 교번응력 값을 이용하여 수명을 계산 할 수 있으며[9], 공정 개선 전의 파이프의 경우에 는 최소 수명이 748Cycle, 공정 개선 후의 파이프 의 경우에는 최소 수명이 약 53070Cycle로 계산된 다. 따라서 머리부의 성형 공정을 1단 헤딩공정에 서 2단 헤딩공정으로 개선함으로써 피로수명을 상당히 향상 시킬 수 있음을 알 수 있다.
3.2 유한요소해석
3.2.1 모델링 및 경계조건
구조해석의 결과를 이용하여 피로해석을 수행 하였으며, 수명계산을 위한 이론식으로 Goodman 식을 채택하였다. 해석에 적용된 피로하중 조건은 안정성 시험 조건을 적용하였으며, 구조해석 시 적용된 200MPa를 기준으로 내압은 0.1~1배, 반복 주기는 15Hz로 Fig. 11과 같이 설정하였다.
3.2.2 해석결과 및 고찰
Fig. 12 및 Table 4에 피로해석결과를 나타내었다.
성형 공정 개선 전 파이프의 경우 접힘부에서 국
부적으로 피로수명이 0초를 나타내며, 접힘부를
제외한 영역에서는 수명이 크게 높아짐을 알 수
있다. 반면 공정 개선 후 파이프의 경우 최소 수
(a) Shape of folding defect
(b) Development shape of folding
Fig.12 Fatigue life carried out in the fatigue analysis
명이 3559초로 공정 개선 전 파이프에 비해 피로 수명이 상당히 향상되었음을 알 수 있다. 따라서
커먼레일 시스템의 연료 공급 파이프의 안정성
및 피로수명을 향상시키기 위해서는 2단 헤딩공
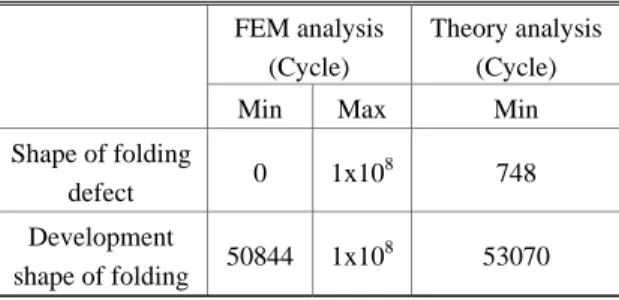
Table 4 Comparison of theory analysis stress and fatigue life in FEM analysis
FEM analysis (Cycle)
Theory analysis (Cycle)
Min Max Min
Shape of folding
defect 0 1x10 8 748 Development
shape of folding 50844 1x10 8 53070
정을 적용해야 함을 알 수 있다. 또한 이론식에 의한 계산결과와 유한요소해석 결과의 오차율이 4.2%로 잘 맞음을 알 수 있다.
4. 결 론
커먼레일 시스템의 연료 공급 파이프에 대한 구 조해석 및 피로수명해석을 통하여 다음과 같은 결론을 얻었다.
(1) 커먼레일 시스템의 연료 공급 파이프 머리 부의 내부 접힘결합을 방지하기 위하여 2단 헤딩 공정을 제안하였으며, 시제품 제작 결과 접힘결함 이 거의 발생하지 않음을 확인하였다.
(2) 공정 개선 전·후의 파이프에 대한 구조해석 결과 공정 개선 전의 경우 최대 응력은 1248.9MPa, 공정 개선 후의 경우 최대 응력은 512.19MPa로 공정 개선을 통하여 최대 응력을 50%이상 감소시 킬 수 있었다.
(3) 공정 개선 전·후의 파이프에 대한 피로해석 결과 최소 수명이 공정 개선 전의 경우는 0cycle, 공정 개선 후의 경우는 약 50844Cycle로 상당히 향 상되었다.
(4) 공정 개선 후의 피로수명에 대한 이론해석 결과 약 53070Cycle로 유한요소해석 결과와의 오 차가 4.2%로 잘 일치하였다.
후 기
본 연구는 산업자원부의 대학전력연구센터 지 원사업의 지원으로 이루어졌으며, 또한 2009 년
정부(교육과학기술부)의 재원으로 한국연구재단의 지원을 받아 수행된 연구임(2009-0071231) 이에 관계자 분들께 감사 드립니다.
참 고 문 헌