DOI: 10.4150/KPMI.2009.16.2.085
유한요소법을 이용한 등통로각압출 공정의 마그네슘 분말 고형화 거동 해석
:
피복재 효과윤승채·김택수a·김형섭b,
*
포항공과대학교 항공재료연구소
,
a한국생산기술연구원,
b포항공과대학교 신소재공학과
Finite Element Analysis of Densification of Mg Powders during Equal Channel Angular Pressing: Effect of Sheath
Seung Chae Yoon, Taek-Soo Kima and Hyoung Seop Kimb,
*
Center for Advanced Aerospace Materials, Pohang University of Science and Technology, San 31 Hyoja-dong, Pohang Kyungbuk, 790-784, Korea
a
Department of Echo-Materials and Processing, Korea Institute of Industrial Technology (KITECH), 7-47, Techno-Park Songdo, Yeonsu, Incheon 406-130, Korea
b
Department of Materials Science and Engineering, Pohang University of Science and Technology, San 31 Hyoja-dong, Pohang Kyungbuk, 790-784, Korea (Received January 9, 2009; Revised February 13, 2009; Accepted February 27, 2009)
Abstract Magnesium and its alloys are attractive as light weight structural/functional materials for high per- formance application in automobile and electronics industries due to their superior physical properties. In order to obtain high quality products manufactured by the magnesium powders, it is important to control and understand the densification behavior of the powders. The effect of the sheath surrounding the magnesium powders on the plastic deformation and densification behavior during equal channel angular pressing was investigated in the study by experimental and the finite element methods. A modified version of Lee-Kim’s plastic yield criterion, notably known as the critical relative density model, was applied to simulate the densification behavior of magnesium powders. In addition, a new approach that extracts the mechanical characteristics of both the powder and the matrix was developed. The model was implemented into the finite element method, with which powder com- paction under equal channel angular pressing was simulated.
Keywords : Magnesium powder, Densification, Critical relative density constitutive model, Equal channel angu- lar pressing, Finite element method
1. 서 론
최근차세대경량금속으로마그네슘소재가 각광 을 받고 있다
.
마그네슘의 밀도는 약1.74 g/cm
3으 로서,
대표적인 산업용 경량소재인알루미늄에 비해 매우가벼운금속일 뿐만아니라높은비강도및비 탄성계수를가지고있다.
이와같은마그네슘소재의우수한 경량기계적 특성으로 인해산업 전방에걸 친 적용이 이루어지고 있다
.
특히 마그네슘 소재는 구조재료중에가장가벼운 재료일뿐만아니라비 강도,
진동흡수성,
방열성,
재활용성이매우우수하 다.
현재마그네슘의주로 사용되는제조공정은 다 이캐스팅이나 주조법이 이용되고 있다.
마그네슘은 조밀육방구조의 미세 구조적특성으로 인하여 강도*Corresponding Author : [Tel : +82-54-279-2150; E-mail : [email protected]]
성한 보고가 있으며
,
또한 무작위 방위를 형성하는 분말 야금 공정을 통해 마그네슘 소재의우수한특성을이룬보고가있다
[1-4].
한편
,
마그네슘 소재에Equal Channel Angular
Pressing(ECAP)
공정을적용할 경우,
결정립미세화가다른금속과같이효과적으로발생되지만
,
강도는 오히려저하되면서가공경화능이향상되어연성이원 소재에비해향상되는 결과를이룬바 있다.
이는제 한된 수의 슬립계를 갖는 조밀육방결정구조의 마그 네슘소재에서일어나는기저면 슬립계집합조직의 변화와관련이있다.
특히상온에서는기저면슬립계 만이작동되는데,
슬립이일어나기힘든형태의기저 면 슬립계 집합조직이ECAP
공정 중 슬립이 용이 하게 일어날수 있는 방향을회전하게 되면서 강도저하 현상이 발생된다
[5-6].
이로 인해 기저면 뿐만아니라 다른슬립계 및 쌍정등이 작동이 가능하게 되어가공경화능이향상되고이에따라연성의 증가 하는현상이 발생되어기때문에 마그네슘소재의미 세조직 및집합조직제어가 매우중요하게 인식되고
있다
[7-10].
특히ECAP
공정은소재의단면크기와형상의 변화없이전단소성변형을주어금속계 초미 세
/
나노소재를얻을수있는간단한공정으로서각 광을받고있으며,
또한다단의반복공정을통해소 재에 부여할 수 있는 변형률을 제어할 수 있는 큰장점을 가지고 있다
.
특히 분말야금 공정에ECAP
가공을적용할경우
,
지속적인전단변형에의한전 위 증식 및 효과적인 분말 치밀화를 이룰 수 있을 뿐만아니라 마그네슘분말의미세조직및 집합조직 조절 측면에서도효과적일 것이다.
그러나마그네슘합금의
ECAP
공정 해석에 관하여는 많은 연구가되어있지 않아
,
성공적인 소재제조를위해서는분 말 성형 소재 공정시하중/
압력과밀도와의 관계에크화 성형에 영향을 미치는피복재효과에 대해유 한요소법을이용하여고찰하고자한다
[15].
2. 유한요소해석
분말소재성형은기존의가압성형
-
소결공정을거 친후 분말단조,
분말압출,
분말압연등의공정을 사용하게되는데,
이때분말예비성형체의실질적인 치밀화거동을 통해최종형상을얻게된다.
일반적 으로변수가많은공정에 대한연구는 여러공정변 수및 설계변수등을이용하여실험적연구와 이론 적 연구의 조합으로 공정 최적화를 도출하게 된다.
그러나 이러한 연구과정에서 존재하는 여러 변수들 을 조절하며반복 실험을수행할경우
,
실험의재현 성을보장할수없을뿐만아니라경제적,
정량적접 근을이루기힘들게된다.
따라서 다공질소결 금속 이나,
분말의변형거동을이론적으로규정하기위해 서는거시적연속체역학에입각한수학적모델이필 요하며 본 연구에서는 임계상대밀도 모델을 사용하 여 구현하였다[16-18].
(1)
여기서
J
1과 은 각각1
차 응력불변량과2
차 편 차응력불변량이고, Y
R은다공질금속의겉보기항복 응력, Y
S는비다공질인기준금속의항복응력이며, R
은상대밀도그리고
, R
T탭핑밀도에해당한다[16-18].
이와같은 분말거동이론적기초가임계상대밀도모 델을 상용 유한요소 프로그램인
DEFORM2D ver.
9.1
을 사용하여 계산수행을 하였는데[19],
초기 요소의개수는
3,000
개로하였고,
채널각과모서리각은가장 효과적인 변형이가능하도록 각각
90
o와0
o로2 + R
2( )J
2′1 – R
2--- 3 J
12+ Y
R2R R –
T1 – R
T---
⎝ ⎠
⎛ ⎞
0.85RT ---
Y
s2= =
J
2′하였다
.
특히본연구에서는분말치밀화와소성변형 에 미치는 피복재 효과를 고찰하기 위해서,
그림1
과 같이 시편의 크기10×10×60 mm
의 평면변형상태
(
조건1)
와 두께가2 mm
인 순 알루미늄 피복재를 이용하여 분말
ECAP
공정을 하는 상태(
조건2)
를고려하여계산을 수행하였다.
소재의물성은임 계상대밀도모델을적용하여,
초기의순마그네슘분 말의상대밀도는두조건모두0.5
로설정하였고,
실 험을통한정수압에따른밀도변화를 구한후마그 네슘 분말의물성을얻을수 있었다.
금형과소재와 의 마찰은분말소재의표면거칠기로인해0.2
로하 였다.
등온상태(
상온변형)
를 유지하기위해속도는1 mm/s
로일정하게유지하였다[15].
3. 결과 및 고찰
그림
2
는마그네슘분말의냉간정수압공정을통 해 얻은 상대밀도 값으로서,
사용된 분말은 크기는약
50
μm
에 해당하며 순도는 약99.8%
에 해당하고
[20],
실험결과와이론적모델을이용한 값을나타내었다
.
본그래프에서임계상대밀도모델을다음과 같이 식(2)
를 통해마그네슘분말의물성을고려할수 있으며
,
본 모델에서 기지의 물성은Hollomon
식을사용하여재료강도지수는
133 MPa,
가공경화지수는약
0.385
의 값을얻을수있었다[16-18, 20].
(2)
여기서얻은물성과분말항복식을상용 유한요소코
드인
DEFORM2D
사용자정의서브루틴 설계를통해 마그네슘 분말의
ECAP
공정시 치밀화 거동에P
R R –
T1 – R
T---
⎝ ⎠
⎛ ⎞
0.85RT ---
Y
s23 1 ( – R
2)
---
=
Fig. 1. Initial geometry condition of powder ECAP.
Fig. 2. Predicted and experimental densification during cold isostatic pressing.
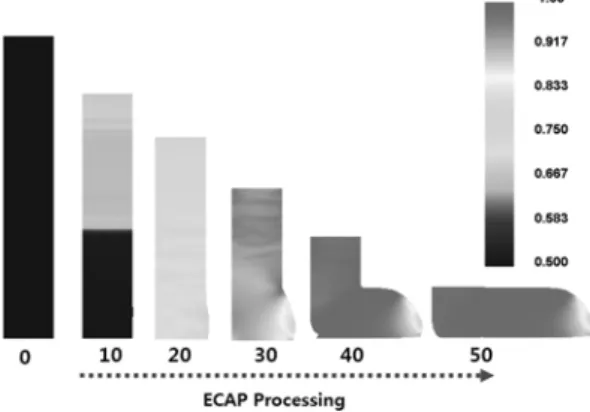
Fig. 3. Sheathless powder ECAP simulation results of rel-
ative density distribution.
대해여살펴보았다
.
먼저 그림
3
은 피복재를 사용하지 않은 분말ECAP
공정(
조건1)
으로서,
각 단계에서의분말상대밀도의변화분포를나타낸것이다
.
이는 기존의연구에서 발표된 바와 같이
0~30
초 구간에서는 분말치밀화가효과적으로이루어지는구간으로설명할수
있으며
, 30~50
초구간에서는 분말결합의증가로인한밀도증가로사료될수 있다
[21].
이는기존의분말 성형을 위한
ECAP
실험공정과 매우 일치하는결과라 할 수 있다
[13-15, 21].
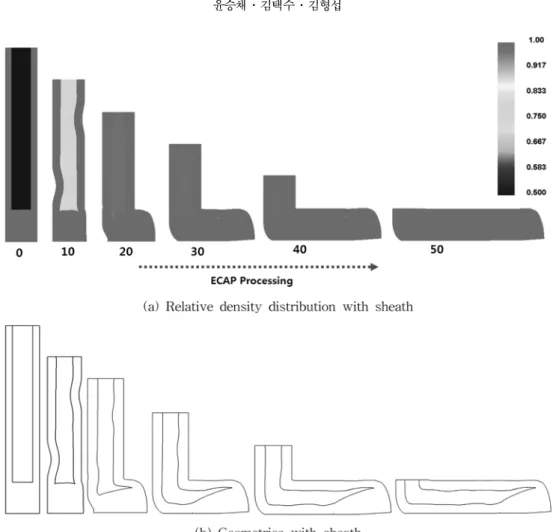
반면 그림4(a)
의 경우는피복재를사용하여분말
ECAP
공정(
조건2)
를수행한 것으로서
,
조건1
보다 분말 치밀화와 분말 결합으로 나누어지는 구간이 다른 경향을 나태내고있음을 알 수 있다
.
즉 조건2
에서는0~20
초 구간에서 분말 치밀화로 인한 밀도 증가가 발생되며
,
20~50
초 구간은심한 전단 변형에 의한 분말 결합에 의한상대밀도증가를이루는경향을나타내고있 다
.
이는피복재 사용으로인하여분말 치밀화가충 분히이루어지기이전에피복재 변형으로인하여시편의 앞 부위가
ECAP
금형의주변형대를 먼저 통과하는영향과분말
-
금형마찰보다작은피복재-
금형 간의 마찰효과로 인한 것으로 사료된다.
또한 그림4(b)
에서 관찰할 수 있는 것과 같이 약10
초의 시편형상이 내부밀도가낮은영향으로인해굽음결
함
(Buckle defect)
가 발생되는 것을 확인할 수 있는데
,
이는내부의낮은상대밀도 때문에 발생하며상 대밀도가높을수록발생량이적게때문에 분말고형 화속도와도매우밀접한 연관이있음을알수 있다[15].
또한 상대 밀도가 낮을 경우 본 굽음 효과로인해피복재가분말성형체안으로파고 들어가는현
Fig. 4. Powder ECAP with sheath simulation results.
상이발생되어유효크기가작아지기때문에조건
2
성형공정에서는내부상대밀도를높이는것이효과적 인분말성형을위한중요한공정변수라할수있다
[15].
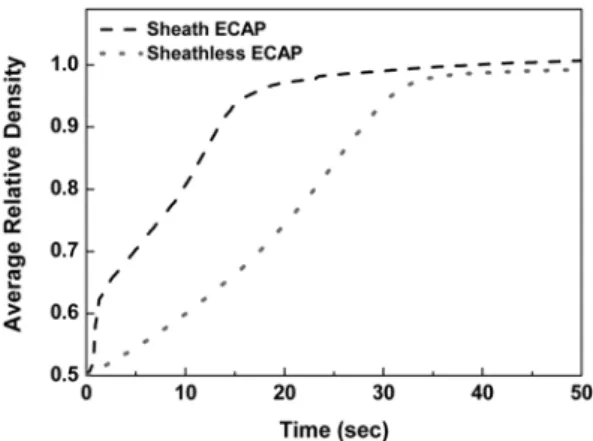
이와 같은 경향은 그림
5
의 시간-
상대밀도 변화 곡선을통해서 더욱명확히 확인할수 있다.
즉,
조 건1
과 조건2
를 비교하였을 경우,
조건2
의 경우 가높은상대밀도에먼저 도달하여유지되는것을관 찰할수있다.
이는분말성형체의 머리부분에피복 재의 변형으로 인한 상대밀도 증가효과를 얻을수 있고,
또한시편머리 부분의상대밀도 증가가 평균 상대밀도증가에영향을 주기때문에조건1
의경우 보다단 시간에높은치밀화률을얻을수있다.
그림
6
은 시간에 따른하중곡선으로서,
조건1
의 경우는앞에서설명한바와같이30
초 구간을기준으로치밀화단계와분말결합단계로나누어지는경 향을나타냄을알수있으며
,
임계상대밀도이하에서 는물리적하중이증가되는현상이발생되지않는경 향을확인할수있다.
또한조건2
의경우는조건1
보다앞선
20
초구간을기준으로 높은하중경향을 나타나는데,
이는피복재로사용된순알루미늄의변 형에 의한 것으로분말소재와 결합된벌크 소재변 형의형태로하중곡선에 나타나고있음을 알수있 다.
또한조건의2
의 경우 임계상대밀도 이하의구 간임에 불구하고 피복재의 변형으로 인해 초기부터 하중증가형태를나타내고있음을알수있다.
이로 인해 조건2
의 시간-
하중 곡선은조건1
에 비해전 체적으로 높은 하중 경향을나타내고 있음을알 수 있다[22].
조건
1
공정의 경우소재의 가용한유효크기가크 며,
추가피복재제거가공이필요하지않을뿐만아 니라다소 낮은하중에서변형이가능함을확인할수 있었다.
조건2
공정은소재의효과적인치밀화를얻 을 수있는 장점이있으나,
피복재변형이포함됨으 로 인한 하중 증가와추후 피복재를 제거해야 하는 공정상의문제점을가지고있다.
추후피복재를사용 하지 않은 동시에 효과적인 역응력 제어를 통한ECAP
공정 시 마그네슘 분말 치밀화를 연구하고자 한다.
4. 결 론
최근에너지절감과 환경적고효율을위한송수기 부품 소재로 각광을 받는마그네슘 분말에 대한고
형화 공정으로 대표적인
Top-down
방식의ECAP
공정을 통해분말성형에 대해서유한요소법을 통해 고찰하였다
.
특히본연구에서는피복재사용여부에 따른 분말상대 밀도증가및 하중 경향이매우다 른양상을나타내고있음을확인하였다.
피복재를사용하지 않은
ECAP
공정은 시편의 유효 크기가비교적큰시편을얻을수있으나상대밀도증가율이비 교적낮은양상을띠고있음을알수있었다
.
분말이 금형사이에끼이는역응력 상태가없다는 가정하에 서 매우 낮은 하중에서도가공이 가능할것으로예상된다
.
반면피복재를사용한ECAP
공정에서는비교적 빠른 상대밀도 증가율을 얻을수 있으나 하중 증가경향이피복재인 순알루미늄으로인하여 비교