< 기 술 논 문 >
Copyright
Ⓒ2014 KSAE / 128-02 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2014.22.2.007 Transactions of KSAE, Vol. 22, No. 2, pp.7-16 (2014)
유압회로를 기반으로 한 사출성형기의 해석모델 개발 및 공정 별 특성검토
노 대 경1)․장 주 섭*2)․어 승 룡3)
가천대학교 대학원 기계공학과1)․가천대학교 기계자동차공학과2)․우진플라임 기술연구소3)
Development of Injection Molding Machine Simulation Model Based on Hydraulic Circuit, and Operating Characteristic Examination
Daekyung Noh1)․Joosup Jang*2)․Seungyong Uh3)
1)
Department of Mechanical Engineering, Graduate School, Gachon University, Gyeonggi 461-701, Korea
2)
Department of Mechanical & Automotive Engineering, Gachon University, Gyeonggi 461-701, Korea
3)
R&D Center, Woojin Plaimm Company, 673-3 Gyeongseo-dong, Seo-gu, Incheon 404-170, Korea (Received 26 April 2013 / Revised 7 October 2013 / Accepted 5 November 2013)
Abstract : Vehicle industry is developing research for producing high quality injection molded product. The main objective of this study is providing information about hydraulic system for researchers who are involved in the other fields, not hydraulic field. Another objective is developing hydraulic circuit simulation model which analyzes the cause of several destabilizing elements related to quality of injection molded products. Injection molded product consists of a lot of hydraulic parts, and there are many nonlinear facts for dynamic behavior. So, we used ‘SimulationX’ which is specialized in hydraulic system for developing simulation model.
Key words : Hydraulic circuit(유압회로), Simulation model(해석모델), Pressure drop(압력강하), Process(공정), SimulationX(시뮬레이션 엑스)
1. 서 론
1)
자동차 산업에서 고분자재료를 이용한 사출성형 품은 폭 넓게 사용되고 있다. 또한 차체의 경량화를 통한 고연비 실현 등이 화두로 떠오르며 사출성형품 이 차지하는 비중이 점점 증가하고 있는 추세이다.
현재 소비자의 요구조건이 점점 높아짐에 따라 자동차 업계에서도 고품질의 사출성형품 양산을 위 한 연구를 진행하고 있다. Cho등1)은 사출압력최소 화에 관한 공정을 연구하였고, Choi등2)은 유동해석 을 통하여 성형공정 최적화에 관한 연구를 하여 사 출품의 고품질화에 이바지 하였다. 그러나 이러한
*
Corresponding author, E-mail: [email protected]
연구뿐만 아니라 대부분의 사출과 관련된 연구는 금형과 고분자소재에 분야가 국한되어 있다. 그리 고 이러한 분야에 종사하는 대부분의 연구자는 사 출 시 소재의 특성변화를 해석 시뮬레이션 할 때 경 계조건을 경험에 의존하여 설정하여 왔다. 연구를 진행할 때 다양한 경험이 있는 연구진이 없을 경우 해석을 위한 경계조건 설정이 정밀하지 못하게 되어 해석결과가 높은 신뢰성을 확보하기 힘들어 진다.
고품질의 사출성형품 양산에 기여할 수 있는 보 다 정확하고 의미 있는 해석을 위해서는 사출성형 기의 유압시스템에 관한 심층적인 이해가 필요하 다. 이를 위해 사출성형기의 성형공정 전체의 동적 거동을 확인할 수 있는 해석모델의 개발이 필요하
노대경․장주섭․어승룡
다고 생각된다.3,4)
본 연구의 목적은 사출성형에서 유압이 아닌 타 분야를 해석하는 연구자에게 유압계통에 관한 올바 른 경계조건을 제공하고, 사출품의 품질과 직결되 는 유압시스템의 여러 불안정요소에 대한 원인분석 을 가능하게 하는 유압회로해석모델 개발에 있다.5)
사출성형기는 많은 유압부품들로 이루어져 있고 이들의 동적거동에 비선형적인 요소가 많기 때문에 해석모델 개발을 위해서는 유압시스템에 특화된 프 로그램이 요구된다. 본 연구에서 사용된 해석프로 그램은 독일 ITI사에서 개발된 상용 소프트웨어인 SimulationX이다.
2. 단품모델링 및 신뢰성 검토 유압회로에는 회로를 구성하는 밸브, 모터, 펌프 등 여러 종류의 부품들이 있다. 회로를 해석하기 전 에 이러한 각각의 부품들을 카탈로그 성능을 기준 으로 하여 모델링할 필요가 있다. 그래야만 전체회 로모델을 구성하고 해석을 수행 할 때 신뢰성을 확 보할 수 있게 된다.
2.1 펌프 & 모터
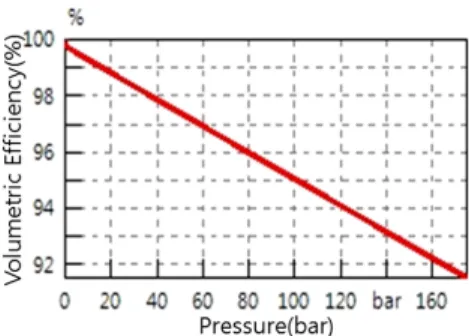
본 사출성형기에 사용되는 펌프는 3연축 피스톤 펌프이다. 하나의 전기모터가 각각 다른 배제용적 을 갖는 펌프 3개를 구동하는 방식이며 정확한 해석 을 위해 Fig. 1과 같이 동작조건에 따른 유량효율변 화를 고려하였다.
가소화 공정에서 사용되는 모터 또한 유량효율변 화를 고려하여 모델링했다.
2.2 밸브
2.2.1 카트리지 밸브(Cartridge Valve)
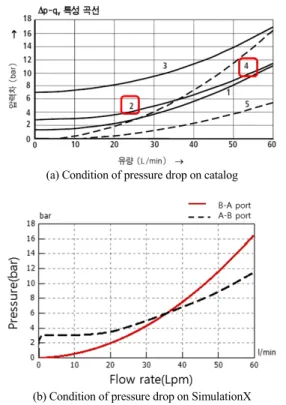
사출성형기에서 카트리지밸브는 펌프의 무 부하 시스템을 구성하는 중요한 역할을 한다. 카탈로그를 기준으로 유량과 압력강하 사이의 관계를 정밀하게 반영하였고, 동역학적인 요소를 가미했다. Fig. 2(a) 는 카탈로그 상의 밸브의 압력강하특성을 나타낸 것이며 ①~④중 대상모델에 해당하는 특성곡선은
①이다. 뒤에 나오는 모든 카탈로그 역시 네모상자 로 표시된 곡선이 해당모델이 된다. Fig. 2(b)는 단품
Fig. 1 Volumetric efficiency of operating condition
(a) Condition of pressure drop on catalog
(b) Condition of pressure drop on SimulationX
Fig. 2 Comparison between catalog and simulation result(cartridge valve)
해석모델에서 압력강하특성을 확인해본 것이다. 본 카탈로그의 성능곡선은 스프링을 제거한 상태로서 유로형상에만 의존한 압력강하 특성이다. 즉 크래 킹(cracking)압력을 고려하지 않고 나타낸 것이기 때문에 모델링 해석결과와 차이를 보인다. 초반에 압력이 불안정한 모습을 보이나 실제 시스템에 카
유압회로를 기반으로 한 사출성형기의 해석모델 개발 및 공정 별 특성검토
트리지밸브를 적용할 때는 오리피스를 장착하게 되 므로 개선이 가능하다.
2.2.2 방향제어밸브
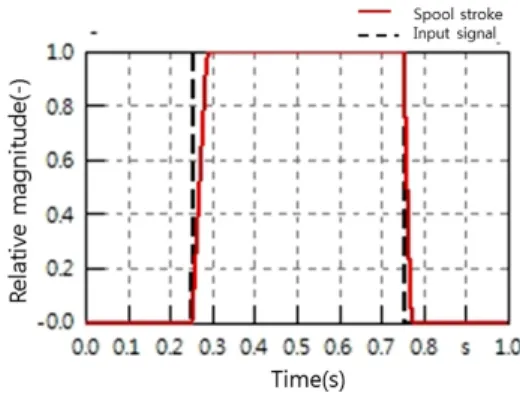
작동유의 유동방향을 결정해주는 방향제어 밸브 의 해석모델은 Fig. 3과 같은 유량-압력강하 특성을 갖는다. B포트에서 T포트로 유량이 흐를 때와 P포 트에서 A포트로 유량이 흐를 때 압력강하특성이 다 르며, 이는 유로의 형상의 차이에서 발생한다. 또한 전기적인 신호를 받아 솔레노이드로 스풀을 밀고 압축된 스프링의 힘으로 복귀하기 때문에 온-오프 (on-off)의 응답속도가 다르다. Fig. 4는 방향제어밸 브의 스텝(step)응답특성을 나타낸 것이며 온-오프 응답특성이 잘 반영된 것을 확인할 수 있다.
(a) Condition of pressure drop on catalog
(b) Condition of pressure drop on SimulationX
Fig. 3 Comparison between catalog and simulation result (directional control valve)
2.2.3 파일럿 작동 형 체크밸브
작동유를 한 방향으로만 유동하게 해주는 일반체
Fig. 4 Step response characteristic of DCV (directional control valve)
크밸브와 다르게 파일럿라인에 압력이 가해지면 체 크밸브의 포핏을 들어 올려 양 방향 유동을 허용 해 주는 밸브이다. 주로 과부하 조건에서 운행되며 양 방향의 자유로운 운동성이 요구되는 시스템에 사용 된다. A포트에서 B포트로 유량이 흐를 때가 정 방향 유동이며 압축된 스프링이 장착된 포핏을 밀어내야 유량이 흐르므로 크래킹압력이 걸리는 것을 볼 수 있다. B에서 A포트로 유량이 흐를 때는 크래킹압력 이 걸리지 않는 것을 볼 수 있는데 이는 외부에서 파 일럿 라인에 압력을 가하여 포핏을 밀어낸 상태에 서 시험을 하기 때문이다. 파일럿 라인에 압력을 가 하여 밸브를 열었을 때 밸브의 열림량 은 정 방향 유 동 시보다 적기 때문에 압력강하특성이 다르며 이 러한 카탈로그특성을 반영하여 Fig. 5와 같이 모델 링하였다.
2.2.4 항시 열림(Normal Open) 체크밸브
사출성형기 회로 상 어큐뮬레이터와 직접 연결된 항시 열림 체크밸브는 유량에 따라 모드 절환시간 이 변화하는 Fig. 6과 같은 특성을 갖고 있다. 솔레노 이드에 의하여 밸브를 열어줄 때는 응답시간이 일 정하지만, 전압을 제거하여 압축된 스프링에 의해 복귀 할 때는 통과유량에 따라 복귀시간이 달라진 다. 유량이 커질수록 밸브가 닫히는 방향으로 작용 하는 유동력의 크기가 커져 복귀시간이 줄어드는 것을 볼 수 있다. 실제 사출성형기에서 이 밸브는 어 큐뮬레이터 내부에 충전된 작동유의 압력을 일정하 게 유지시켜주는 역할을 하므로 해석모델 개발에 있어서 동특성을 정밀하게 구현해야 한다.
Daekyung Noh․Joosup Jang․Seungyong Uh
(a) Condition of pressure drop on catalog
(b) Condition of pressure drop on SimulationX
Fig. 5 Comparison between catalog and simulation result (pilot operated check valve)
(a) Valve closing time of flow rate change on catalog
(b) Valve closing time of flow rate change on SimulationX
Fig. 6 Comparison between catalog and simulation result(normal open check valve)
2.2.5 비례압력제어밸브
수동으로 다이얼을 돌려 압력을 설정해주는 일반 릴리프밸브와는 다르게 입력되는 전류의 세기에 따 라 설정압력이 변하는 릴리프밸브이다. 시스템이 다양한 압력조건을 필요로 할 때 주로 사용되며 솔 레노이드 특성 상 히스테리시스를 갖는다.
Fig. 7은 입력신호에 따른 설정압력특성을 해석 모델에 반영한 것을 보여준다.
(a) Hysteresis characteristics curve on catalog
(b) Hysteresis characteristics curve on SimulationX
Fig. 7 Comparison between catalog and simulation result(hysteresis characteristics curve)
2.2.6 비례방향제어밸브
일반적으로 사용되는 온-오프 타입의 방향제어 밸브는 작동유의 진행방향만 조정가능하고 유량은 제어가 안 된다. 그렇기에 가변적인 유량의 제어를 필요로 하는 부분에는 비례방향제어밸브를 적용하 게 된다. Fig. 8은 전류에 따라 입력되는 스풀의 개도 량에 따른 압력강하특성을 카탈로그와 비교한 것이다.
3. 공정별 동작특성
단품모델의 신뢰성을 확보한 상태에서 전체 해석
Development of Injection Molding Machine Simulation Model Based on Hydraulic Circuit, and Operating Characteristic Examination
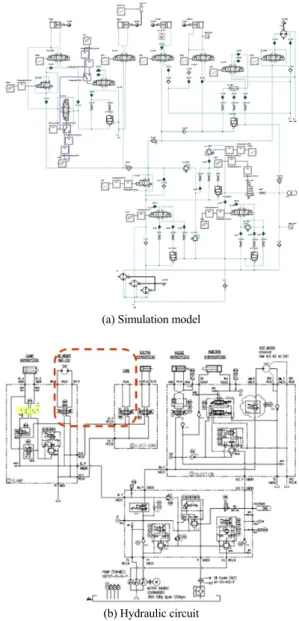
모델을 구성했다. Fig. 9는 전체 유압회로해석모델 과 유압 회로도를 비교한 모습이다. 보통 회로가 복 잡해지면 임의로 회로를 단순화시켜 해석을 수행한 다. 하지만 단순화시키는 부분이 많아질수록 어떠 한 문제가 발생했을 때 구체적인 개선안을 제시할 수 없게 된다. 또한 회로를 구성하는 부품을 다른 부 품으로 교환했을 때 발생하는 물리적인 변화를 정 밀하게 볼 수 없다. 본 회로해석모델은 점선으로 표 시된 실제 사출성형 시 사용하지 않는 부분을 제외 하고, 회로의 원형을 철저히 보존하여 모델링하였다.
Fig. 10은 공정별로 작동하는 밸브들을 분류해놓 은 시퀀스차트이며 해석 신호체계의 기준이 되었 다. 사출성형기의 공정순서는 시퀀스차트에 나타낸 것과 같이 형폐, 노즐 전진, 충진, 보압, 가소화, 강제 후퇴, 노즐 후진, 형개, 이젝터 전 후진으로 나눌 수 있다. 각각의 공정마다 동작하는 밸브들이 다르기 때문에 후속연구를 진행할 경우 제어신호의 중복과
(a) Flow rate change of input signal while pressure drop is constant (on catalog)
(b) Flow rate change of spool stroke while pressure drop is constant (on SimulationX)
Fig. 8 Comparison between catalog and simulation result (proportional DCV)
(a) Simulation model
(b) Hydraulic circuit
Fig. 9 Comparison between simulation model and hydraulic circuit
Fig. 10 Sequence chart
노대경․장주섭․어승룡
Fig. 11 Example of master-slave signal system
같은 오류를 범할 확률이 높다. 그렇기에 해석모델 의 솔레노이드 동작신호를 조건문을 통해 Fig. 11과 같이 마스터-슬레이브의 형태로 구성하였다. 예를 들어 해석의 대상이 되는 공정이 형폐이면 클램프 실린더의 행정방향을 정해주는 신호만 입력하면 나 머지 밸브들이 따라 움직이게 된다. 그리고 가변 출 력되는 신호와 마스터가 되는 신호는 해석자의 의 지대로 입력할 수 있게 SimulationX 라이브러리에 있는 커브블록을 적용했다.
3.1 Clamp Part
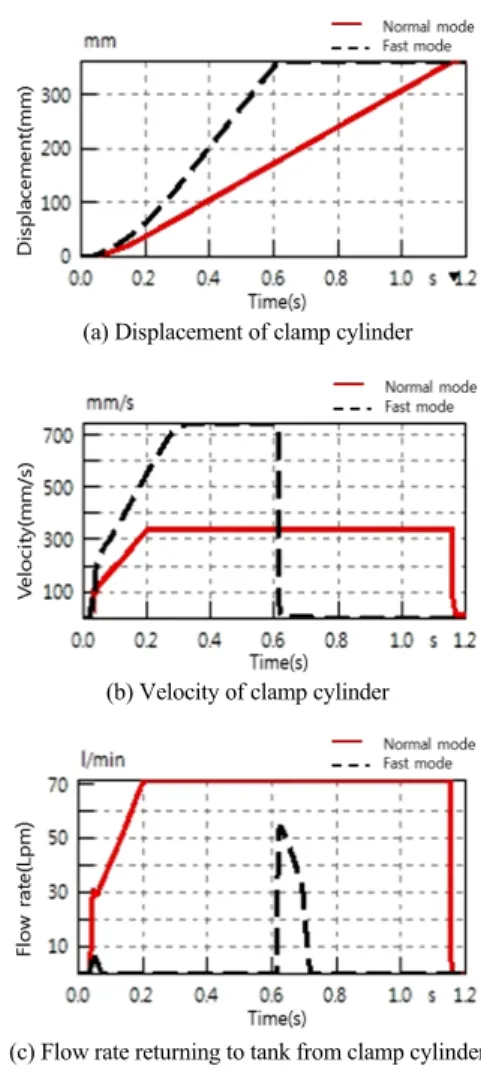
금형의 개폐를 담당하는 부분으로써 형폐 동작은 고속모드와 저속모드로 나눌 수 있다. 고속모드는 클램프 실린더에서 탱크로의 귀환유량을 제어밸브 를 통해 순환시켜 실린더의 속도를 증가시키는 유 량보상방식이며 형폐 동작의 고속과 저속모드에 관 한 해석결과를 Fig, 12에 나타내었다. Fig. 12(a), (b) 는 저속모드와 고속모드에서의 실린더 변위와 속도 이다. 실린더의 상실에 작동유가 들어가면 변위가 발생하고 실린더 하실 로부터 탱크로 귀환하는 유 량이 발생한다. Fig. 12(c)에서 볼 수 있듯 저속모드 에서는 실린더행정이 끝나는 시점(약 1.15초)까지 는 유량이 탱크로 귀환하게 된다. 하지만 고속모드 의 해석결과를 보면 실린더행정이 끝나는 시점(약 0.6초)까지 탱크로 귀환되는 유량이 없는 것을 볼 수 있다. 초기에 유량이 오버슈트 나는 구간이 있는데, 이는 구성하는 밸브들의 응답시간의 불일치 때문에 발생하는 것이고, 행정이 끝나는 시점에 오버슈트 가 나는 것은 행정완료 후 회로의 압력이 급격하게 상승하여 탱크로의 귀환유량을 막는 포핏이 순간적
(a) Displacement of clamp cylinder
(b) Velocity of clamp cylinder
(c) Flow rate returning to tank from clamp cylinder
(d) Flow rate flowing in clamp part
Fig. 12 Simulation result of a mold closure으로 열려서 발생하는 것이다.
Fig. 13(a), (b)는 형개 공정 시 파워유닛으로부터 클램프 파트로의 송출유량과 클램프 실린더의 속도 와 변위를 나타낸 것이다. Fig. 13(c)은 형개 공정 시 펌프로부터 토출된 유량이 클램프 실린더에 도달하 기까지 거쳐 가는 방향제어밸브 스풀의 개도 량이
유압회로를 기반으로 한 사출성형기의 해석모델 개발 및 공정 별 특성검토
(a) Flow rate characteristic of clamp part
(b) Displacement and velocity of clamp cylinder
(c) Response of valves installed in clamp part
Fig. 13 Simulation result of a mold opening다. 각각의 밸브가 다른 동특성을 가지고 있기 때문 에 클램프 파트로 유입되는 유량이 초기에 불안정 하게 증가하는 모습을 보인다. 이는 클램프 파트만 해당하는 것이 아니라 다른 파트에서도 종종 보여 지는 현상이다. 그렇기에 이러한 특성을 고려하여 밸브의 최적의 조합을 찾는 것이 바람직하다고 생 각된다.
3.2 Ejector Part
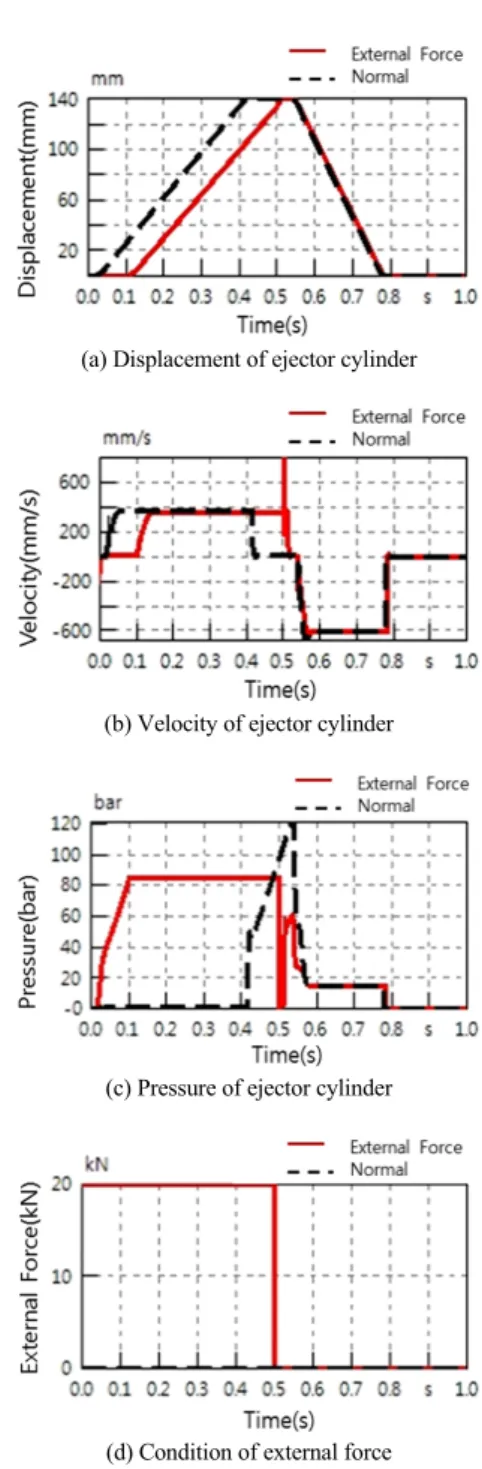
사출공정이 완료되고 완성된 사출 품을 금형으로 부터 외부로 배출해주는 부분이다. 간혹 사출성형
(a) Displacement of ejector cylinder
(b) Velocity of ejector cylinder
(c) Pressure of ejector cylinder
(d) Condition of external force
Fig. 14 Comparison of ejector part characteristics when external force is applied and not
시 금형에 완성된 사출 품이 압착되어 안 빠지는 경 우를 볼 수 있다. Fig. 14는 이러한 상황을 외력을 부 가하여 구현해본 것과 외력이 없는 단순 질량부하 조건에서의 비교이다. Fig. 14(d)는 외력이 가해지는 조건이다. 외력이 가해짐에 따라 부하가 이동하기
Daekyung Noh․Joosup Jang․Seungyong Uh
위해서는 압력이 필요하고, 압력이 상승하기까지 시간의 시간지연이 발생한다. Fig. 14(a), (b), (c)에서 외력이 가해지는 모드를 보면 압력이 형성되는 시 간인 약 0.1초까지 부하가 이동하지 못하는 것을 볼 수 있다. 0.5초에 실린더 운동방향과 반대방향으로 작용하는 외력이 제거되면서 순간적인 속도상승이 일어나는 것을 보여주고, 이에 따라 압력역시 큰 폭 으로 변화한다. 별도의 외력을 가하지 않은 모드에 서는 실린더의 압력이 행정이 완료되는 시점(약 0.4 초)이 되어서야 릴리프밸브 설정압력까지 상승하 는 것을 볼 수 있다.
즉, 외력이 가해져도 초기 응답성만 달라질 뿐 무 리 없이 동작하는 것을 확인할 수 있다.
3.3 Injection Part
노즐의 전 후진, 충진과 보압, 가소화 공정이 모두 일어나는 곳으로 사출성형기에서 가장 중요한 부분 이다. Fig. 15는 노즐의 전 후진 행정 시 입력신호와 방향제어밸브 스풀의 응답, 노즐의 변위와 속도를 나타낸 것이다. Fig. 15(a)에서는 스텝입력으로 가해 지는 전압신호에 따라 방향제어밸브의 스풀이 움직 이는 것을 볼 수 있고, Fig. 15(b)에서는 스풀이 움직
(a) Step response characteristic of directional control valve
(b) Displacement and velocity of nozzle
Fig. 15 Operating characteristic of nozzle(a) Flow rate flowing in injection part
(b) Displacement and velocity of injection cylinder
(c) Rotation angle and rotation velocity of hydraulic motor
Fig. 16 Operating characteristic of injection part with injectionmolding
이는 방향에 따라 노즐의 행정방향이 변하는 것을 볼 수 있다.
Fig. 16은 0~0.5초에 충진 공정, 0.5~1.0초에 보압 공정, 1.0~3.0초에 가소화 공정을 시퀀스차트를 기 준으로 신호를 주어 구현했을 때의 해석결과이다.
Fig. 16(a)은 충진, 보압, 가소화 공정 시 인젝션파 트로 유입되는 유량이다. 보압 공정이 시작되면서 유입되는 유량이 없어지는 것을 볼 수 있다. 보압 공 정이란 고분자 수지가 냉각되면서 수축될 때 사출 품의 변형을 막기 위해 어큐뮬레이터에 충전된 작 동유로 실린더에 압력을 가해주는 공정이다. 하지 만 해석에서는 그러한 상황을 모사하지 않고 단순
Development of Injection Molding Machine Simulation Model Based on Hydraulic Circuit, and Operating Characteristic Examination
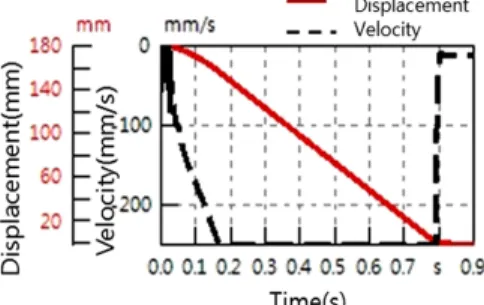
(a) Displacement and velocity of injection cylinder
(b) Flow rate flowing in injection part
Fig. 17 Operating characteristic of injection part with com- pulsory retreat
히 시퀀스 차트에만 의존해서 밸브에 신호를 입력 하였기 때문에 유량이 들어가는 것을 볼 수 없다.
Fig. 16(b)는 소요되는 유량에 따른 인젝션 실린더의 변위와 속도이고, Fig. 16(c)는 가소화 공정 때 가열 된 고분자수지를 담고 있는 스크류의 회전각도와 회전속도이다.
실제 사출성형기는 충진 된 고분자수지로부터 발 생되는 물리량을 압력센서나 변위센서로 계측하여 피드백 시켜 서보밸브를 제어한다. 하지만 본 해석 에서는 제어방식이나 고분자수지의 특성을 모르기 때문에 시퀀스차트에만 의존하여 단순질량부하조 건에서의 액추에이터 거동만을 살펴봤다. 또한 어 큐뮬레이터에 충전된 유량이 없는 상태로 해석을 진행했기 때문에 충진 공정에서의 실린더 속도가 통상적인 사출성형기보다 느린 것을 볼 수 있다. 본 연구에서 다루고 있는 사출성형기는 아직 양산이 되지 않는 모델이며, 품질검증을 위한 여러 가지 작 동시험을 행하지 않은 모델이다. 추후 시험을 수행 하면 해석모델의 해석시나리오를 다시 정의할 필요 가 있다.
Fig. 17은 강제후퇴 공정 시 충진 실린더의 변위
와 속도, 인젝션 파트로 유입되는 유량을 나타낸 결 과이다.
4. 결 론
본 논문에서는 사출성형기의 유압 회로도를 기반 으로 한 해석모델을 개발하는 과정을 다루었다. 이 해석모델을 개발함으로써 얻게 되는 효과는 다음과 같다.
1) 유압계통에서 발생할 수 있는 밸브조합의 오류 (동시 신호를 받는 밸브들의 응답성이 각각 달라 서 발생하는 문제), 시퀀스차트의 구성오류(제어 로직을 구성할 때 신호체계가 엉키는 문제)를 미 리 예측가능하게 된다.
2) 성능개선을 위해 부품의 교체를 결정 하였을 때 해석모델을 통하여 사출성형기의 동적거동을 다양한 조건에서 살펴볼 수 있다. 또한 부품의 교 체로 인한 유량과 압력, 실린더의 속도 등과 같은 물리적인 변화를 교체 전과 정량적으로 비교할 수 있다.
3) 매우 복잡한 유압회로의 원형이 철저하게 보존 된 해석모델을 개발함으로써 유압회로의 물리 적인 의미를 보다 정확하게 알 수 있어 새로운 사 출성형기를 개발할 때 시간이 절약된다.
4) 사출성형에서 유압이 아닌 다른 분야(예를 들면 고분자재료, 혹은 금형)의 해석을 하는 연구자에 게 유압회로의 압력으로 인한 실린더에 가해지 는 힘의 변화와 같은 올바른 타 해석에 필요한 경 계조건을 제안할 수 있다.
현재 개발된 회로해석모델은 상세한 부하조건과 피드백에 의한 제어가 생략된 상태이다. 추후 실험 을 통해 얻게 되는 데이터를 기준으로 해석모델을 조정하여 부족한 부분을 보강할 계획이다.
References
1) S. B. Cho, C. H. Park, B. G. Pyo and D. H.
Choi, “Determination of Valve Gate Open Timing for Minimizing Injection Pressure of an Automotive Instrument Panel,” Transactions of KSAE, Vol.20, No.4, pp.46-51, 2012.
2) D. J. Choi and H. S. Park, “Optimization of
노대경․장주섭․어승룡
Multi-component Injection Molding Process Based on Core-back System,” Transactions of KSAE, Vol.17, No.2, pp.67-74, 2009.
3) J. S. Jang, “Development of Analysis Model for Characteristic Study of Fluid Power System in Injection Molding Machine,” Journal of KFPS, Vol.8, No.4, pp.1-8, 2011.
4) J. S. Jang, “Characteristics Analysis of the Fluid
Power System for a Double-color Injection Mol- ding Machine Development,” Journal of KFPS, Vol.8, No.4, pp.24-31, 2011.
5) S. C. Shin, Y. J. Park, J. Y. Kim and K. K. Lee,
“Development of Simulation Model for Ana- lysis Hydraulic Systems in Injection Molding Machine,” Journal of KSS, Vol.11, No.4, pp.25- 32, 2002.