<응용논문> DOI https://doi.org/10.3795/KSME-A.2017.41.5.427 ISSN 1226-4873( P r i n t ) 2288-5226(Online)
절삭유 분사위치에 따른 STS316L의 밀링가공 특성 개선
김 수 환* · 박 민 수*†
* 서울과학기술대학교 기계시스템디자인공학과
Improvement of STS316L Milling Characteristics According to Coolant Spray Position
Su Hwan Kim* and Min Soo Park*†
* Dept. of Mechanical System Design Eng., Seoul Nat’l Univ. of Science and Technology (Received September 9, 2016 ; Revised November 17, 2016 ; Accepted November 18, 2016)
1. 서 론
밀링, 드릴링 등의 기계 가공 공정에서 널리 사 용되는 절삭유제는 냉각, 윤활, 칩 운반, 부식방지 등의 다양한 기능을 수행하고 있으므로 적절한 절 삭유 공급은 생산 효율성 증대에 매우 큰 영향을 미친다. 특히, 고강도 재료나 열전도성이 낮은 재 료의 경우 가공 부위에서 발생하는 높은 마찰열로 인해 공구 파손 등이 심각하게 발생할 수 있으므 로 절삭유 공급이 매우 중요하다.(1,2) 절삭유의 효 과는 절삭유의 종류와 공급량, 분사압, 분사 각도,
필터링, 노즐 사양 등에 좌우되며 특히 실제 가공 부위에 적절히 공급하기 위해서는 분사위치가 매 우 중요하다. 하지만, 가공시에는 공구와 공작물 사이의 간극이 거의 없고 공구가 고속으로 회전하 기 때문에 마찰이 가장 심한 실제 절삭 부위에 절 삭유가 원활히 공급되기에는 많은 제약이 따른다.
또한 기존 대부분의 공작기계에 장착되어 있는 절 삭유 분사 노즐은 수동식 관절 구조를 지니고 있 어서 가공 공정 중 공구 길이와 가공 깊이에 따라 지속적으로 공구 진행 방향과 공구 위치가 변화하 는 머시닝 센터 작업시 효과적인 분사 조절이 매 우 어렵다. 이에 실제 산업현장에서는 작업자의 경험에 의존하여 분사위치와 방향을 임의로 조절 하여 사용하고 있으나 적절한 위치 조절이 어려워 Key Words: Milling Machining(밀링가공), Coolant(절삭유), Spray Position(분사위치), Multi-Spray(다중 분사) 초록: 고강도 재료나 열전도성이 낮은 재료의 밀링 가공시 가공 부위에서 발생하는 높은 마찰열로 인해 공구 파손 등이 심각하게 발생할 수 있으므로 절삭유 공급이 매우 중요하다. 기존의 절삭유 공급 방식 은 수동식 관절 구조를 활용한 방법으로 과도한 양을 분사함에도 불구하고 효과적인 결과를 얻기 힘들 었다. 또한, 작업 중 비산으로 인해 작업장 환경에도 큰 악영향을 미쳤다. 이에 본 연구에서는 자동으로 분사 위치 조절이 가능한 장치에 기반하여 절삭유 분사위치에 따른 STS316L 의 밀링가공 특성을 분석하 였다. 그 결과, 절삭유 공급 위치 변화에 따라 공구 마모와 표면 거칠기 변화가 관찰되었으며 이를 통해 제작된 장치의 효용성을 보였다.
Abstract: In the case of high-strength or low thermal conductivity material milling, tool breakage occurs easily because of the high friction temperature. Therefore, the effectiveness of the coolant supply is very important for proper tool cooling. As the manually adjustable joint mechanism nozzle is generally used for coolant supply, the cooling efficiency is very low. It also has a bad influence on the workspace environment because of coolant scattering. In this study, the milling characteristics of STS316L were investigated according to the coolant spray position based on the automatic adjustable system. Tool wear and surface roughness were measured according to the coolant spray position. Through these experiments, the effectiveness of the fabricated system was explained.
† Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
실제 필요한 절삭유의 양보다 월등히 과도한 절삭 유를 다량 분무하고 있다. 또한, 작업 중 공구 교 환 등의 작업 상황 변화에 따라 적절한 절삭유 분 사 위치 조절을 위해 작업자가 수동으로 분사위치 를 조절함으로써 작업 능률 저하 및 고속 회전하 는 공구에 의한 안전 문제를 초래할 수 있다. 게 다가, 작업 중 비산되는 절삭유는 작업자가 안전 도어를 열때마다 외부로 유출됨으로서 절삭유 부 패에 의한 작업 환경 악화 및 작업자의 피부나 소 화기계 등 인체의 여러 조직에서 암이나 호흡기계 질환 등을 유발시킬 수 있다. 이에 절삭유 분사 효율을 극대화하고 작업자의 안전 및 작업환경 개 선을 위해 절삭유의 분사 위치를 가공 중 자동으 로 조절하기 위한 다양한 제안들이 있었다.(3~5) 기 존의 제안들은 모두 특허로만 존재하므로 실제 제 작 가능 여부와 적용 사례, 연구 논문을 통한 효 율성 검증 등에 대한 근거가 전무하다. 또한, 기존 특허 제안들은 모두 절삭유 분사 방향에 대한 고려 가 없는 단일 방향 분사 노즐에 기반한 구조를 지 니고 있다. 하지만, 기존 밀링 가공 연구들에서 볼 수 있듯이 밀링 가공 중 공구 진행 방향과 절삭유 분사 방향은 절삭유제의 효율성 측면에서 큰 차이 를 보인다.(6) 즉, 기존 특허에서 제안된 단일 방향 분사 구조는 가공 방향 변화가 없는 드릴링 공정에 서는 적절한 효과가 있을 수 있지만, 공구 가공 진 행 방향이 수시로 변화되는 밀링 가공에서는 그 효 과를 일정하게 유지하기가 어렵다. 또 다른 연구에 서는 밀링 가공에서 절삭유 분사의 효과를 극대화 하기 위해서는 단일 노즐 기반의 Singular type보다 는 다방향에서 동시 분사하는 Circular type의 분사 방식이 적절하다는 연구 발표도 존재한다.(7) 이에 본 연구에서는 기존의 단일 방향 분사 방식의 한 계를 극복하고 실제 범용 머시닝 센터나 밀링 가 공기에 적용 가능한 다방향 절삭유 분사 위치 조 절 시스템을 설계, 제작하였다. 제작된 장치를 실 제 범용 밀링 가공기에 장착 후 대표적 난삭재 중 하나인 STS316L 밀링가공에 적용하여 절삭유 분 사 위치와 방향, 개수에 따른 공구 마모와 공작물 표면 거칠기 등의 인자를 분석하였다. 이를 통해 제작된 자동 각도조절 절삭유 분사장치의 효용성 을 검증하고자 한다.
2. 실험 구성
2.1 자동 각도조절 절삭유 분사장치
절삭유의 분사 위치에 따른 효율성을 검증하고 밀링 가공 중 자동으로 분사 위치를 조절하기 위
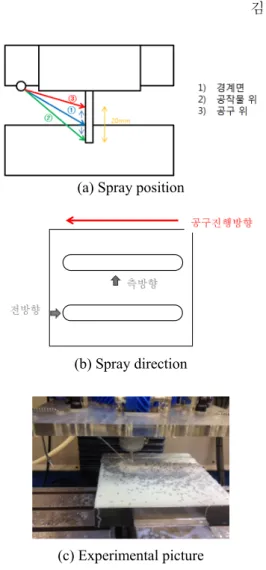
한 자동 각도조절 절삭유 분사장치를 설계 및 제 작하였다. 제작된 장치는 가공 방향이 지속적으로 변화하는 밀링 가공시에도 절삭유 분사가 효과적 으로 이루어지게 하기 위해 Fig. 1(a)에 보인바와 같이 4개의 분사노즐을 원형으로 위치시켜 전방향 에 대한 다중 분사가 가능하도록 제작하였다. 또 한, 공작기계 스핀들부에 장착되어야 하므로 최대 한 가벼우면서 구조를 간단하게 하기 위해 평기어 와 헬리컬 기어구조를 이용하여 하나의 서보모터 로 4개의 분사 노즐이 동시에 각도 조절이 가능하 도록 설계하였다. 즉, Fig. 1(a)의 상부에 위치한 평 기어를 하나의 서보모터가 적절한 각도로 회전시 키면 이와 결착된 하부 헬리컬 베벨기어 구조가 회전하여 Fig. 1(b)와 같이 연결된 4개의 노즐 분사 각도를 동시에 조절하는 것이다.
기존 특허들에서는 일정한 절삭유 분사 각도를 조절하기 위해 주로 공작기계의 G코드 값을 읽어 와서 보정하였으나 이는 기존 상용 장비에 적용하 기에 많은 제약이 따르므로 본 실험에서는 별도의 초음파 센서를 제작된 장치 하부에 부착하여 절삭 유 분사장치와 공작물의 거리를 지속적으로 계측
(a) (b)
Fig. 1 Schematic diagram of coolant spray system
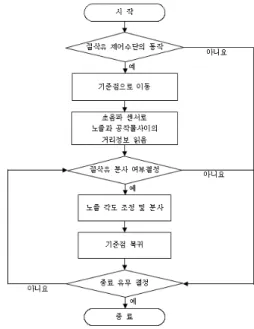
Fig. 2 Operational algorithm
하여 설정된 공구와 공작물의 상대 위치에 따라 분사 각도가 자동으로 조정되도록 하였다. 실험 중 분사된 절삭유는 공작물 표면에서 쉽게 흘러내 리므로 측정 대상물의 상태 및 오염에 둔감한 초 음파 센서를 이용한 거리 측정은 재연성 있는 값 을 보였다. 전체적인 구동 알고리즘은 Fig. 2에 보 인 바와 같다.
Table 1에 보인바와 같이 실제 제작된 테스트 장 비는 간편한 제어와 편리한 확장성을 위해 아두이 노 보드를 활용하여 전체 분사 시스템을 제어하였 다. 구동을 위한 기어 구조는 가공이 편리하고 공 정 중 파손 위험이 적은 MC나일론을 이용하여 제작하였으며 노즐은 다양한 직경으로 교체 가능 한 상용품을 사용하였다. 초음파 센서는 아두이노 보드와 호환성이 우수한 Cytron Technologies사의 초음파 센서 HC-R04를 활용하여 3 mm 분해능으 로 측정이 가능토록 하였다. 절삭유 공급에 사용 된 펌프는 한일펌프사의 PA-75이며 이를 통해 충분 한 유량의 절삭유 공급이 가능케 하였다. 이를 통 해 Fig. 3과 같이 작동 가능한 테스트 장비를 제작 하여 실제 상용 머시닝 센터 장비에 장착하였다.
2.2 실험조건
본 연구에서는 제작된 자동 각도조절 절삭유 분 사장치를 활용하여 밀링 가공시 절삭유 공급 위치
와 방향에 따른 가공 효율성을 검증하고자 한다.
이에 기본적인 밀링 가공 조건은 공작기계 회사에 서 추천하는 표준값으로 고정하여 실험을 진행하 였다. 밀링 가공 중 절삭유의 효율은 절삭유의 종 류(사양), 공급량과 분사압, 분사 각도(위치), 필터 링과 리싸이클링, 노즐 사양(형태, 크기, 위치, 개 수) 등에 의해 영향을 받을 수 있으므로 Table 2에 보인바와 같이 기본적인 공정 조건은 표준값을 따 라 수행하였으며 분사위치와 방향만 변화하면서 실험을 진행하였다. 사용된 절삭유는 주로 냉각성 이 요구되는 고속 절삭가공에 흔히 사용되는 삼육 특수유제사의 W1종 2호를 사용하였으며 본 유제 는 주성분이 광유에 유화제와 첨가제를 함유하고 있는 수용성 절삭유이므로 제조사에서 제시한 표 준 희석비율인 1 : 20으로 물에 희석하여 사용하였 다. 가공은 채널 형상의 그루브를 가공하였으며 가공 중 깊이 변화에 따른 절삭유 각도 변화를 관 찰하기 위해 3 mm씩 총 3회를 절입하여 전체 가 공 깊이는 9 mm가 되도록 진행하였다.
실험에 사용된 소재는 Table 3에 보인바와 같이 고온 Creep강도 및 내식성이 우수하여 식품가공기 기나 열교환기, 화학공업 및 석유공업 등에 널리 사용되고 있는 오스텐나이트계 스테인레스강인 STS316L을 사용하였다. STS316L은 열전도도가 매 우 낮아 칩에 의한 가공열 배출이 어려우며 가공시 에는 공구 인선부에 800℃~1000℃의 고열이 집중되 어 공구의 공구마모 및 파손발생 잦은 대표적 난삭 재 중 하나이다. 이에 적절한 절삭유 공급을 통한 Table 1 Spec of fabricated system
Size 450 mm×400 mm×90 mm
Weight 7 kg
Control board Arduino Uno Measuring Dist. 2 ~ 4000 mm
Dist. resolution 3 mm Angle range 5°~80°
Angle resolution About 0.6°
Coolant flux 1.5 l/min ~ 5 l/min Coolant pressure 1.56 kg/cm2 ~ 5.21 kgf/cm2
Fig. 3 Fabricated coolant spray system
Table 2 Standard machining condition Machine Hyundai SPT-V40TS CNC
Tool Flat Endmill (φ12 mm) Spindle speed 1000RPM
Feedrate 100mm/min Depth of cut 3mm/pass
Machined depth 9 mm Coolant flux 1.5ℓ/min
Nozzle Dia. 2.5mm
Table 3 Characteristics of STS316L Ultimate tensile strength 550 MPa
Yield strength 240 MPa Melting point 1370 - 1400 °C Component elements
C 0.080%,Cr 16%
Fe 62%, Mn 2%
Ni 10%, P 0.045%
Si 1.0%, S 0.030%
윤활 및 냉각이 매우 중요한 소재이므로 본 연구 의 효용성 검증을 위해 가공 대상물로 정하였다.
절삭유 분사각도가 자동으로 조절되지 않는 기 존 장비의 경우 머시닝 센터에서 밀링 가공 중 자 동공구교환장치(ATC)에 의한 공구교체나 공정 중 가공 깊이 변화에 따라 절삭유의 분사위치가 다양 하게 달라질 수 있다. 이에 본 실험에서는 STS 316L의 밀링 가공시 가장 효과적인 절삭유 분사 위치를 결정하고 가공 중 지속적인 절삭유 분사 각도 조절의 필요성을 검증하기 위해 Fig. 4(a)에 보인바와 같이 노즐과 공작물 사이의 거리를 지속 적으로 측정하여 공구와 공작물이 맞닿는 표면 경 계면에 절삭유 분사가 유지될 수 있도록 노즐 각 도를 자동으로 조절하는 경우를 “경계면” 분사로 설정하였다. 그 다음으로는 기존 장비와 같이 분 사 각도가 공정 중 자동으로 조절되지 않는 경우 를 가정하여 2가지 대조군에 대한 실험을 진행하 였다. 우선, 현장 작업자들이 주로 많이 사용하는 형태인 공구 끝단에 분사 노즐을 맞춘 후 작업하 는 것을 가정한 것으로 가공 깊이가 진행 될수록
분사 위치가 “공작물위”로 옮겨가기 때문에 “공작 물위”로 명명하였다. 그리고 반대로 공구 위쪽에 서 절삭유가 공급되도록 하는 형태로 분사하는 것 을 “공구위”로 명명하였으며 본 실험에서는 “공구 위” 분사가 유지될 수 있도록 공구 끝단에서 20 mm 위 지점에 분사가 되도록 각도를 고정하였다.
분사 각도에 따른 실험을 진행할 때는 기존 방법과 의 비교를 위해 단일 노즐만을 활용하였으며 절삭 유 분사방향은 공구진행방향의 측면에서 절삭유를 분사하였다. 다음으로, Fig. 4(b)에 보인 바와 같이 절삭유 분사방향에 따른 효율을 검증하기 위해 공 구 진행방향의 전방과 측방에 각각 절삭유를 분사 하여 그 효율을 비교하였다. 각 분사방향별로 최대 의 절삭유 효율을 보이게 하기 위해 절삭유 분사각 도는 “경계면”에 자동으로 조절, 분사되도록 하였 으며 Fig. 4(c)와 같은 형태로 실험이 진행되었다.
각 조건에 따른 절삭유의 효율성을 비교, 분석 하기 위해 공구 마모와 공작물의 표면 거칠기를 분석하였다. 공구 마모는 MIC사의 S39A 광학식 금속실체현미경을 이용하여 공구 날 끝단부의 마 모를 관찰하였다. 관찰된 공구 마모의 정량적 평 가를 위해서 CAD프로그램을 이용하여 공구 날의 뒷면에서 측정된 마모 및 변형 면적을 계산하였 다. 공작물의 표면거칠기는 Mitutoyo사의 표면조도 측정기인 SJ-400을 이용하여 바닥면 4 mm 영역을 측정하여 중심선평균거칠기(Ra)를 구하였다.
3. 실험결과 및 고찰
3.1 단일 노즐 절삭유 분사 3.1.1 분사위치 변화
단일 노즐을 이용하여 절삭유 분사 각도별 가공 경향을 분석하였다. 절삭유 공급 위치를 “경계면”,
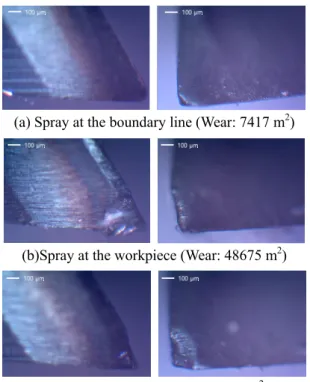
“공작물위”, “공구위”로 나누어 테스트 하였으며 분사 방향은 측면 방향 분사로 고정하였다. 각각 의 경우에 대해 공구마모를 Fig. 5에 보인바와 같 이 관찰하였으며 좌측 사진은 공구날에서 절삭이 일어나는 면을 측정한 것이고 우측 사진은 날의 뒷면을 관찰한 것이다. 결과 사진에서 보듯이 “경 계면”에 분사한 경우가 절삭유가 비교적 효과적으 로 가공 부위에 작용하여 공구 마모가 가장 적게 관찰되었다. “공구위”나 “공작물위”에 분사한 경우 는 공구의 회전 원심력에 의해 절삭유가 많이 튕 겨 나가면서 비산 현상이 관찰되었다.(8) 그 결과 실제 가공 부위에 원활한 절삭유 공급이 이루어지 지 못하여 그림에서 보듯이 마모에 의한 날 무뎌 짐 뿐만 아니라 과도한 마모에 의한 날 변형도 관 (a) Spray position
(b) Spray direction
(c) Experimental picture
Fig. 4 Schematic diagram of coolant spray method
찰되었다.(9) 이러한 경향은 Fig. 5에 표기된 CAD프 로그램을 이용한 마모 및 변형 면적 측정 데이터 에서도 확인할 수 있다. 즉, “공구위” 분사의 경우
“경계면” 분사에 비해 공구 마모 면적이 약 10배
정도이며 그 결과 공작물의 표면 거칠기 역시 Fig. 6에 보인바와 같이 각각의 경우에 차이를 보 였다. 즉, 절삭유의 분사 각도를 지속적으로 조절 하여 “경계면”에 분사한 경우는 가공 부위에서 적 절한 냉각 및 윤활이 이루어져서 공구 마모가 최 소화되어 고른 표면 거칠기를 보인 반면 분사 각 도를 “공구위”나 “공작물위”로 고정하여 분사한 경 우는 절삭유가 가공 부위에 효과적으로 공급되지 못하여 과도한 공구마모가 발생하였고 이는 결국 절삭력 증가에 따른 공구 떨림으로 관찰되었다. 이 에 “경계면”에 분사한 경우에 비해 약 2배 정도인 1.8 µm의 중심선평균거칠기 값이 관찰되었다.
3.1.2 분사방향 변화
밀링 가공시 공구 진행 방향 변화를 고려하여 분사방향에 따른 절삭유 효율을 비교 검증하였다.
앞선 실험에서는 공구진행방향의 측면에서 절삭유 를 분사한 반면 Fig. 7은 공구진행방향의 전방에서 절삭유를 분사한 실험의 공구 마모 결과이다. 앞 선 Fig. 5(a)와 비교하여 마모와 변형이 7배 가량 크게 발생하였음을 관찰할 수 있다. 이는 절삭유 가 공구에 충분한 윤활막을 형성해야 하는데 전방 에서 절삭유를 분사한 경우에는 절삭유가 공구에 충분한 윤활막을 형성하지 못하였기 때문에 절삭 지점에서의 마찰이 증대되고 이에 따라 공구마모 가 커지는 것이다. 이는 절삭유압에 따라 달라지 는 절삭유와 공구간의 상대속도 차이 때문에 절삭 유가 공구에 접촉하는 시간이 짧아지게 되기 때문 이다.(10) 이러한 공구 마모는 앞선 결과와 마찬가 지로 공구 절삭력 증대에 따른 떨림 현상 등으로 인해 가공물의 표면 거칠기에 영향을 미치게 되며 Fig. 8에서 보인 것처럼 중심선평균거칠기를 기준 으로 측면부 분사에 비해 약 0.3 µm 더 큰 표면거 칠기가 측정되었다.
3.2 다중 노즐 절삭유 분사
밀링 가공시에는 가공 형상에 따라 공구 진행 방향이 수시로 변화하므로 고정된 하나의 노즐로 절삭유 분사시에는 가공 진행 방향에 따라서 분사 (a) Spray at the boundary line (Wear: 7417 m2)
(b)Spray at the workpiece (Wear: 48675 m2)
(c) Spray at the tool (Wear: 72026 m2) Fig. 5 Tool wear according to coolant spray position
(a) Spray at the boundary line (Ra: 0.9 µm)
(b)Spray at the workpiece (Ra: 1.8 µm)
(c) Spray at the tool (Ra: 1.8 µm)
Fig. 6 Surface roughness according to coolant spray position
Fig. 7 Tool wear when spraying at the front side of tool feed direction (Wear: 52665 m2)
방향도 함께 바뀌게 되어 최적의 분사 방향 및 효 율을 유지할 수가 없게 된다. 즉, 앞선 단일 노즐 을 활용한 분사방향별 실험 및 이전 논문들에서 보인 결과로 미루어보건대 최적의 절삭유 분사 효
율을 유지하기 위해서는 다중 노즐을 활용한 분사 가 필요할 수 있다. 이에 공구의 진행방향이 변화 하는 “ㄱ”자 형상의 밀링 가공을 분사방향이 고정 된 단일 노즐과 4개의 노즐을 이용한 다중 노즐 분사에 대해서 비교 진행하였다. 전체 분사 유량 은 두 실험 모두 동일하게 유지하여 절삭유량에 따른 차이는 없게 진행하였다. 그 결과 Fig. 9에 보인바와 같이 공구 진행 방향에 따라 분사 방향 이 변화되게 되는 단일 노즐의 경우 다중 노즐의 공구보다 약 7배 가량 많은 마모 면적이 관찰되었 다. 또한, 공구 마모에 따른 절삭력 차이에 의해 Fig. 10에 보인 것과 같이 공작물의 표면 거칠기도 다중 노즐의 경우가 단일 노즐 대비 30% 정도 개 선되어 중심선평균거칠기 0.71 µm 정도의 값을 나 타냄을 확인할 수 있었다.
4. 결 론
본 논문을 통해 머시닝 센터를 이용한 밀링 작 업시 최적의 절삭유 분사위치를 자동으로 유지하 고 작업자의 안전 및 작업환경 개선을 위해 제작 된 자동 각도조절 절삭유 분사장치의 효용성을 검 증하였다. 우선 단일 노즐을 활용한 절삭유 분사 위치별 실험을 통해 공구와 공작물의 경계면을 지 속적으로 검출하여 분사하는 것이 기존 절삭유 분 사 각도가 고정된 형태에 비해 약 2배 정도의 표 면 거칠기 개선효과가 있음을 확인하였다. 즉, 절 삭유 분사 각도를 최적의 위치로 자동으로 조절함 으로써 실제 가공이 일어나는 미소 영역으로의 원 활한 절삭유 공급이 가능함을 보였다. 또한, 고속 회전하는 공구의 특징 때문에 분사 방향에 따라 공급 효율이 달라짐을 확인하였으며 이를 근거로 공구 진행 방향이 시시각각 변화하는 밀링 가공시 에는 일정한 절삭유 공급 효과를 유지하기 위해 다중 노즐을 이용한 절삭유 분사가 필요함을 확인 하였다. 이에 제작된 자동 각도조절 절삭유 분사 장치의 경우 4개의 노즐을 지니면서 동시에 4개의 노즐의 각도가 지속적으로 조절되므로 공구 진행 방향이나 밀링 깊이 변화 등에 무관하게 일정한 절삭유 분사 위치를 유지할 수 있게 된다. 그 결 과 기존 수동식 분사 방식이나 단일 노즐 분사 방 식에 비해 공구 마모 및 공작물 표면 거칠기 개선 에 효과가 있음을 확인할 수 있었다.
후 기
이 연구는 서울과학기술대학교 교내연구비의 지 Fig. 8 Surface roughness when spraying at the front side
of tool feed direction (Ra: 1.2 µm)
(a) Single spray (Wear: 51113 m2)
(b) Multi-spray (Four nozzles) (Wear: 7226 m2) Fig. 9 Tool wear according to the number of nozzles
(a) Single nozzle (Ra: 1.02 µm)
(b) Multi-spray (Ra: 0.71 µm)
Fig. 10 Surface roughness according to the number of nozzles
원으로 수행되었습니다.
참고문헌
(References)
(1) Lee, D. W., NG, E. G., Aspinwall, D. K. and Dewes, R. C., 2000, “Measurement Technique of Cutting Temperatures Using Implanted Thermocouples in Ball End-Milling,” Trans. Korean Soc. Mech. Eng. A, Vol. 24, No. 7, pp. 1748~1752.
(2) Lee, Y. M., Song, T. S. and Shim, B. K., 2001, “The Shear and Friction Characteristics Analysis of End- Milling,” Trans. Korean Soc. Mech. Eng. A, Vol. 25, No. 10, pp. 1520~1527.
(3) Youn, S. H., 1991, “Method and Apparatus for Supplying Cutting Fluid to Machining Center,” Korea Patent, No. 10-0044365.
(4) Shin, Y. S., 2011, “Select a Location Provide a Free Oil Mist Nozzle,” Korea Patent, No. 10-20110104600.
(5) Lee, N. H., 1998, “Cutting Oil Injection Device of Machining Center,” Korea Patent, No. 10-0184498.
(6) de Lacalle, L. N. L., Angulo, C., Lamiliz, A. and Sanchez, J. A., 2006, “Experimental and Numerical Investigation of the Effect of Spray Cutting Fluids in High Speed Milling,” Journal of Materials Processing Technology, Vol. 172, No. 1, pp. 11~15.
(7) Kang, J. H., Song, J. Y., Lee, S. W., Park, H. Y. and Park, J. K., 2002, “Reliability Evaluation Technology of Metal Working Fluids Supply Method,” KSMTE 2002 Annual Spring Conference, pp. 206~208.
(8) Pfeifer, T., Eversheim, W., Koenig, W. and Weck, W., 1994, Manufacturing Excellence: The Competitive Edge, Chapman & Hall, pp. 517~521.
(9) Hong, H., Riga, A. T., Cahoon, J. M. and Scott, C.
G., 1993, “Machinability of Steels and Titanium- Alloys Under Lubrication,” Wear, Vol. 162, pp. 34~39.
(10) Su, Y., He, N., Li, L. and Li, X. L., 2006, “An Experimental Investigation of Effects of Cooling/
lubrication Conditions on Tool Wear in High-Speed End Milling of Ti-6Al-4V,” Wear, Vol. 261, No. 7-8, pp. 760~766.