LIGA 금형몰드를 이용한 Fe-Ni계 나노분말의 초미세 가스베어링 제조
손수정·조영상·김대종
a
·김종현b
·장석상b
·최철진*한국기계연구원 부설 재료연구소,
a
UT-Arlignton,b
포항공대 가속기연구소Manufacturing of Micro Gas Bearing by Fe-Ni Nanopowder and Metal Mold Using LIGA
Soo-Jung Son, Young-Sang Cho, Dae-Jung Kim a , Jong-Hyun Kim b , Suk-Sang Chang b , and Chul-Jin Choi
*Korea Institute of Materials Science, Changwon 641-010, Korea
a
University of Texas at Arlington, Arlington Texas 76019-0018, U.S.Ab
Pohang Accelerator Laboratory, Pohang 790-784, Korea(Received February 9, 2012; Revised February 27, 2012; Accepted March 16, 2012)
···
Abstract
This paper describes the manufacturing process of tilting pad gas bearing with a diameter of 5 mm and a length of 0.5-1 mm for power MEMS (Micro Electomechanical Systems) applications. The bearing compacts with nan- opowder feedstock were prepared by Ni-metal mold with 2-mold system using LIGA process. The effect of the man- ufacturing conditions on sintering properties of nanopowder gas bearing was investigated. In this work, Fe-45 wt%Ni nanopowder with an average diameter of 30-50 nm size was used as starting material. After mixing the nanopowder and the wax-based binders, the amount of powder was controlled to obtain the certain mixing ratio. The nanopowder bearing compacts were sintered with 1-2 hr holding time under hydrogen atmospheres and under temperatures of 600oC to 1,000oC. Finally, the critical batch of mixed powder system was found to be 70% particle fraction in total volume. The maximum density of the sintered bearing specimen was about 94% of theoretical density.Keywords:
Micro bearing, Fe-Ni nanopowder, Wax-based binder system, LIGA process···
1. 서 론
산업이 고도화·다기능화 되고, 보다 경제성이 있는 생 산 공정이 요구됨에 따라 고성능 부품소재에 대한 제조기 술의 중요성이 증대되고 있는 반면, 형상이 미세화 되고 더욱 높은 정밀도를 요구하는 초소형 부품 제조를 위한 원천기술은 반도체 공정기술이나 마이크로 기계가공기술 에 크게 의존하고 있는 실정이다. 일반적으로 이용되고 있 는 이러한 기술들은 응용재료의 제한, 가공시 필요 이상의 재료소모 및 대량생산 등에 한계가 있다. 이러한 문제의 해결방안으로 보다 유연성이 있는 분말공정기술이 3차원 초소형 형상 제조에 적용이 가능하고 재료 이용 효율을
극대화할 수 있는 생산성 높은 생산기술이라는 인식으로 다시금 주목을 받고 있다. 특히 분말야금기술과 정밀한 플 라스틱 부품의 대량 생산 기술인 사출성형 기술이 접목된 신공정 기술로서 분말사출성형(PIM; Powder Injection Molding) 분야는 갈수록 복잡화, 소형화되는 제품의 욕구 를 충족시킬 수 있는 대안으로 떠오르고 있고, 최근 들어 서는 반도체 패키징 분야에 적용하고자 하는 움직임으로 그 응용분야의 폭이 넓어지고 있다. 이와 같이 마이크로 부품 제조를 위한 기존 기계가공 기술의 한계를 극복하려 는 노력은 다양한 형태의 기술들이 복합화된 신공정 기술 의 개발로 이어지고 있다. 그 대표적인 연구로, 성형 몰드 의 제작이 비교적 용이하고, 친환경적이면서 유연성·탄
*Corresponding Author : Chul-Jin Choi,
TEL:+82-55-280-3532,
FAX:+82-55-280-3392,
E-mail:[email protected]
성력이 좋고 , 기질과의 표면 접합력이 우수하여 사용에 많은
장점을 가진 기능성 고분자인 폴리머 (PDMS; Polydimethyl-
siloxane) 를 이용한 방법을 들 수 있다 [1-3]. 그러나 PDMS
소프트 몰드는 디몰딩 공정에서 미세구조 부분의 손상이 쉽게 일어날 수 있어서 지속적 사용에 제한적이고 , 충진과
정에서 적은 압력이지만 상하 방향의 가압 충진에 의한 몰드의 변형에 따른 부품의 형상변화 및 치수불안정성 등 의 문제점이 있다 .
본 연구에서는 이러한 문제점을 극복하기 위한 대안으
로 PDMS 소프트 몰드 대신 초정밀 / 초미세 가공된 2-mold
타입의 Ni- 금형의 제작과 이용을 제안함으로써 몰드의 지
속적인 사용이 가능하게 하고 , 부품의 형상 및 치수 안정
성을 확보하였다 . 금형제작에는 차세대 정밀 금형 가공법
으로 대표되는 방사광 (Synchrotron Radiation) 을 이용한
LIGA(LIthographie, Galvanoformung, Abformung) 공정 기
술을 도입하였다 [4, 5]. LIGA 공정에 의한 마이크로 가스
베어링용 금형의 제작 및 개발은 반도체 공정과 일반 금 형제조 공정을 융합한 새로운 금형가공 기술의 개발이라 는 점에서 본 연구의 성과를 확장하는 또 다른 의미가 있 다 . 본 연구에서는 LIGA 공정으로 제작된 일축성형용 가
스베어링 금형몰드를 사용하여 나노분말 가스베어링 성형 체를 제조하고 , 탈지 / 소결공정을 통해 최종 베어링 소결체
를 얻었으며 , 이때 나노분말과 바인더의 혼합공정 , 성형
및 열처리공정에서의 최적조건을 확보하는 공정개발에 대 한 기초적인 연구를 수행하였다 [6-9].
2. 실험방법
현재 확보된 베어링 해석기술을 토대로 제작성과 목표 성능을 고려하여 지름 8 mm, pivot 두께 60 µ m 인 복잡하
고 정밀한 형상의 초소형 틸팅 패드 베어링을 설계하였고
( 그림 1)[10], 소결수축율을 감안하여 설계치의 40% 를 등
방확대한 치수로 LIGA 금형몰드를 제작하였다 . 일축성형
방식으로 적용되는 2- 몰드타입 ( 음 / 양각 ) 의 LIGA 금형에는
베어링 성형시 치수변형 없이 반복사용이 가능하도록 Ni-
재질을 채용하였다 ( 그림 2(a)).
원료분말은 평균입도 30-50 nm 인 Fe-45 wt%Ni 나노분
말 (Sigma-Aldrich, ≥ 97%) 을 이용하고 , 결합제는 왁스계 바
인더 시스템을 적용하여 나노분말 피드스톡을 제조하였다 .
결합과 유동성을 증가시키기 위해 파라핀왁스 (PW), 비즈
왁스 (BW), 카나우바왁스 (CW) 및 에틸렌 비닐 아세테이트
(CW), 폴리프로필렌 (PP) 을 주조성으로 하고 , 분말과 바인
더 간의 습윤성 증가를 위해 스테아릭산 (SA) 을 첨가하는
조성으로 , 결합제의 상세 조성은 연구결과를 토대로한 무
게비로 25PW+20BW+20CW+25EVA+5PP+5SA 으로 결정
하였다 [11-13]. 우선 , 나노분말과 바인더의 피드스톡에 있
어서 최적 혼합비 조건을 검토하기 위해 바인더에 대한 나노분말의 분율 (powder loading rate) 이 부피비로 50, 60,
70, 80 vol% 가 되도록 혼합비를 조절한 다양한 나노분말
피드스톡을 준비하였다 . 분말분율 (50-80 vol% PL) 에 따른
소결 경향성을 살펴보기 위해 , 비교적 간단한 형상인 실린
더 타입 (5 mm) 의 성형체를 제작하고 , 600~1,000
oC 에서
소결한 후 , 소결밀도 , 수축률 , 수축이방성 및 미세구조를
관찰하였다 . 이후 복잡형상의 미세 베어링의 성형소결을
통하여 , 성형시 성형치수안정성 및 소결 후 패턴 안정성을
검토함으로서 , 50-80 vol% PL 과 600-1,000
oC 소결온도 범
위에서 현단계의 최적 성형 및 소결조건을 도출하였다 .
미세 베어링의 성형은 앞서 언급된 LIGA 공정에 의한
금형몰드를 이용하는 것으로 , 그림 2 와 같이 미리 조립되
어진 2- 몰드의 LIGA 금형몰드에 피드스톡을 충진 후 , 양
각 몰드를 이용하여 밀어 올려진 성형체를 탈착하는 공정 으로 이루어졌다 . 이때 충진 및 탈착공정을 돕는 보조금형
을 이용하였고 , 이러한 모든 공정은 약 100
oC 로 가열된 핫 Fig. 1. Design of gas tilting pad bearing for micro-motor.
Fig. 2. Schematic diagrams of LIGA molding process for the
fabrication of gas bearing.
플레이트 위에서 수행되었다 . 베어링 성형체의 열처리 공
정은 결합제 제거를 위한 탈지공정과 이후 소결치밀화를 위한 소결공정으로 연속하여 진행하였다 . 탈지공정에서는
Al
2O
3-wick 재를 이용한 모세관현상에 의한 방법과 열분해
시켜 제거하는 방법을 고려하였으며 , 단독 또는 복합공정
의 다양한 조건을 검토하여 최적의 탈지공정조건을 정하
였다 [14]. 또한 보다 상세한 소결조건의 영향을 살펴보기
위하여 80 vol% PL 의 경우 , 10
oC/min 승온속도로 1,000
oC
에서 1 시간 유지하는 조건을 기준으로 , 유지시간 및 승온
속도 변화에 따른 소결특성변화도 살펴보았으며 , 이때 열
처리 전체 공정은 수소분위기에서 진행되었다 . M-xylene
측정법을 이용하여 소결밀도를 측정하고 , 디지털현미경
(DIMIS-M, 시원광기술 ) 을 이용한 치수 계산방법으로 수
축률 및 치수변화를 분석하고 , 베어링 소결체의 표면 및
미세구조 특성은 광학현미경 (OM) 및 주사전자현미경
(SEM) 을 이용하여 관찰하였다 .
3. 실험결과 및 고찰
3.1. 분말분율에 따른 피드스톡의 특성
이상적인 분말은 혼합과 사출성형을 위해서는 낮은 표 면 자유에너지를 갖추어야 하고 소결을 위해서는 높은 표 면 자유에너지를 가져야 한다 . 따라서 전자를 위해서는 구
형의 분말이 , 후자를 위해서는 표면적이 큰 불규칙 분말이
요구된다고 할 수 있지만 , 불규칙한 모양의 분말은 충진밀
도를 감소시키므로 , 이 두 가지 요건을 동시에 충족시키는
조건으로써 미세한 구형 분말의 이용을 고려할 수 있다 .
본 연구에서는 평균 30-50 nm 의 비교적 균일한 입도를 갖
는 구형의 Fe-45 wt% Ni 상용 나노분말을 출발물질로 이
용하였고 , 그림 3 에서 그 SEM 관찰 형상 분석 결과를 보
여주고 있다 . 이 출발물질을 이용한 최적의 나노분말용 피
드스톡 조건을 얻기 위해 20-50 vol% 의 바인더를 혼합한
피드스톡을 준비하고 분말분율에 따른 피드스톡의 소결특 성을 검토하였다 . 그림 4 와 그림 5 는 이러한 혼합비로 제
작된 실린더형 소결체의 소결온도 및 분말분율에 따른 소 결밀도 , 수축률 , 수축이방성 및 미세구조이다 . 그림 4(a) 의
결과에서는 , 소결온도의 증가에 따라 소결밀도가 증가하
고 , 각 소결온도에서는 높은 분말분율의 조성을 갖는 소결
체가 높은 소결밀도를 얻고 있다 . 밀도의 변화율이 비교적
큰 ~800
oC 까지 영역에서는 소결수축이 크게 이루어지고 ,
900-1,000
oC 에서는 밀도변화율이 느려지거나 , 포화 경향
을 보임으로써 치밀화가 주를 이루는 영역으로 판단할 수 있다 . 또한 피드스톡의 분말분율이 높을수록 소결온도에
따른 소결밀도의 변화율이 작은 것으로 나타나 , 상대적으
로 온도의존성에 덜 민감한 밀도변화를 보였다 . 분말분율
이 높을수록 수축률이 적고 , 이는 변형이나 치수변화율로
부터 보다 안정할 수 있는 요인이 된다 [15]. 그림 4(b) 는
실린더형 시료의 직경과 높이의 변화율로 수축정도를 관 찰한 결과로 , 분말분율에 따른 수축이방특성을 나타낸 것
이다 . 치밀화 과정에서 균일한 치수변화 정도를 결정하는
이 수축이방특성을 시편의 직경과 높이 변화율 (( ∆ H/H
0)/
Fig. 3. SEM image of Fe-45 wt%Ni alloy nanopowder.
Fig. 4. (a) Relative density of sintered parts as a function of
sintering temperature and (b) Shrinkage anisotropy of the
sintered specimens with the sintering temperature and powder
loading ratio.
( ∆ D/D
0)) 로부터 계산하였고 , 계산식에서 D
0는 초기시편의 직경을 , ∆ D 는 직경의 변화량을 나타내고 , H
0는 초기시편 의 높이를 , ∆ H 는 높이의 변화량을 의미한다 . 결과에서는
분말분율이 높고 소결온도가 높을수록 ‘1’ 에 더욱 근접하
는 값을 나타냈다 .
그림 5 은 성형 및 소결조건별 실린더형 소결체 형상과
미세구조를 관찰한 결과이다 . 분말분율이 높은 경우일수
록 치수변화가 적고 , 상대적으로 바인더 분율이 높은 조건
에서는 소결수축에 따른 치수변화 및 표면 거칠기가 심화 되고 있음을 관찰할 수 있다 . 시료표면이 미려하면서 최대
소결밀도가 얻어진 1,000
oC 소결온도에서의 80 vol% 분
말분율 소결체의 파단면을 관찰한 결과 , 입도가 ~0.7 µ m
정도로 원료분말의 ~15 배 정도 입자성장이 있었음을 확인
할 수 있었다 . 이는 일반적인 소결공정에서 최대치밀화가
출발입도의 15 배 정도 입성장시점이라는 점을 고려할 때
한계 조건이라 할 수 있다 . 앞서 언급된 결과들을 바탕으
로 , 미세 베어링 제작을 위한 소결온도를 1,000
oC 로 상정
하고 , 미세 베어링의 제작을 통한 성형성 , 성형치수안정성
및 소결후 패턴 안정성 등을 검토하여 최종적인 제작조건 을 결정하고자 하였다 .
3.2. 미세베어링의 성형성 및 소결후 패턴 안정성 표 1 에서는 미세베어링용 LIGA 금형을 이용하여 제작
된 틸팅 패드 베어링 성형체 (a) 와 그 성형체에서의 대표부
위의 성형치수를 몰드 및 디자인패턴의 치수와 함께 비교 하여 (b) 에 나타내었다 . 표 1 에 나타낸 값들은 몰드 및 성
형체의 치수들이며 소결수축을 반영하여 설계치수를 등방 확대한 치수이기 때문에 그림 1 의 값들과 차이를 보인다 .
LIGA 공정에 의한 금형이 설계치수를 정확히 따르고 , 그
금형으로부터 반복 제작되는 성형체 또한 보다 낮은 성형 치수오차율 범위 내에서 성형이 이루어 질 수 있다 . LIGA
금형몰드를 이용한 미세베어링은 표 1 에서와 같이 0.94%
정도의 성형치수오차율 내에서 제작이 가능하고 , 이러한
LIGA 금형몰드를 이용하는 방법은 폴리머 몰드 등의 여
타 방식에 비해 보다 성형치수가 안정화된 성형체를 얻을
Fig. 5. Photographs of sintered parts fabricated at various sintering temperature and SEM image of fractured surface of sintered part at 1000
oC.
Table 1. Tolerance of micro bearing part fabricated using LIGA metal mold
Fig. 6. (a) Density of compacted and sintered parts as a function
of powder loading ratio and (b) photographs of sintered bearing
patterns with various powder loadings.
수 있는 성형 방법임을 확인할 수 있었다 . 한편 , 성형공정
에서는 pivot, bumper 등의 베어링 미세 구조부분까지 충
진이 잘 이루어져 깨끗하게 디몰딩이 가능했지만 , 분말분
율이 높을수록 금형으로부터 성형체를 탈착할 때의 이형 불량율이 다소 높아지는 경향이 있었다 . 그림 6 은 분말분
율 변화에 따른 미세베어링의 성형 및 소결밀도와 소결 후의 패턴을 보여준다 . 분말분율이 높을수록 성형밀도가
높고 , 소결 후 밀도가 높아지며 , 최종 소결 패턴에서 안정
화되는 경향을 보인다 . 분말분율이 낮을수록 치밀화 정도
가 낮을 뿐 아니라 , 소결 패턴에서도 베어링의 미세구조부
분이 소실되거나 뒤틀림 변형이 관찰되는 불완전한 소결
상태를 보인다 [16, 17]. 따라서 소결 후 외관상 건전성이
확보되는 피드스톡의 최소임계 혼합비는 분말분율 70
vol% 정도라 할 수 있고 , 성형 및 최대소결밀도 등을 고
려하여 이후 탈지조건 및 소결상세조건 검토에는 80 vol%
피드스톡을 기준조건으로 이용하였다 .
3.3. 열처리조건에 따른 소결치수안정성
소결특성이 보다 안정화된 베어링 소결체를 얻기 위해 탈지 및 소결공정의 열처리조건을 좀 더 면밀히 검토해 보고자 하였다 . 먼저 탈지공정 조건검토에서는 80 vol%
나노분말 피드스톡을 이용하고 , 탈지 후 소결은 10
oC/min
승온속도로 1,000
oC 에서 1 hr 유지하는 것으로 하였다 .
그림 7 에서 탈지조건은 열분해와 윅킹 (wicking) 을 단독 또
는 복합방법으로 적용하고 , wick 재를 성형체에 부분적으
로 또는 전체로 적용하는 경우로 나누어 그 결과를 검토 하였다 . 열분해만 단독으로 수행한 경우보다 윅킹을 동시
에 수행하는 복합탈지방법을 적용한 경우에 상대적으로 소결밀도가 높고 , 소결베어링의 패턴이 보다 안정적이며 ,
더 낮은 수축이방성 값을 보였다 . 특히 복합탈지에서 조건
③의 경우는 wick 재를 성형체에 전방향으로 적용한 경우
에 비해 더욱 안정한 소결 후 패턴을 유지하고 , ‘1’ 에 근
접하는 특성 값을 나타내었다 . 이때 소결베어링의 수축이
방특성은 2D- 베어링의 원주중심을 기준으로 그 지름의 수
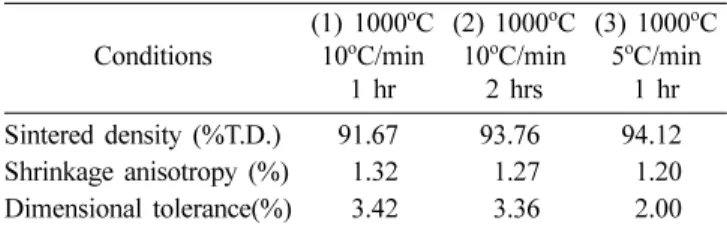
축변화와 수직한 방향의 수축변화 값을 측정하여 계산되 었다 . 이와 같은 결과를 바탕으로 , 복합탈지조건③을 탈지
조건으로 하는 1,000
oC 소결체에서 유지시간과 승온속도
에 변화를 주어 그에 따른 소결특성 변화 값을 살펴보았
다 ( 표 2). 그 결과 , 소결밀도는 유지시간보다 승온속도에
더 의존적이며 , 수축이방특성 또한 승온속도를 더욱 느린
조건으로 했을 때 개선되는 것으로 나타났다 . 앞서 언급된
표 1 에서와 같은 방법으로 베어링 소결체 미세구조 주요
부분의 소결치수변화를 측정하고 그 평균값으로부터 오차 율을 계산했을 때 , 승온속도를 변화한 조건에서 대략 2%
의 소결치수오차율 이내로 베어링 소결체 제작이 가능한 ,
현 단계에서 소결치수가 가장 안정한 조건이 얻어졌다 .
4. 결 론본 연구에서는 초미세 가스 베어링용 LIGA 금형몰드를
이용한 나노분말 미세 베어링 (tilting pad bearing) 의 제조
기술을 개발하는데 있어서 , 나노분말과 바인더의 혼합 , 성
형 , 탈지 및 소결 등 각 공정에서 보다 안정한 제작조건을
확보하는 공정개발 전반에 대한 기초적인 연구를 수행하
고자 하였다 . LIGA 금형몰드를 이용한 제작성을 우선 검
토했고 , 0.97% 범위에서 성형 치수적 안정성을 갖는 베어
링 성형체 제작이 가능한 것을 확인하였다 . 나노분말과 바
인더 혼합비에 따른 소결 후 패턴 안정성 검토 결과 , 70
vol% 분말분율을 임계혼합비로 판단할 수 있고 , 복합탈지
공정이 필수적이며 , 탈지조건 및 소결조건 변화에 따른 소
결밀도 , 수축이방성 및 소결치수안정성 등의 검토를 통하
여 현 단계에서의 최적공정조건을 결정하였다 . 또한 , 본 Fig. 7. (a) Schematic diagrams of debinding conditions and
(b) measured densities and photographs of sintered bearing parts with the different debinding conditions.
Table 2. The change of sintering properties under different sintering conditions
Conditions (1) 1000oC 10oC/min
1 hr
(2) 1000oC 10oC/min
2 hrs
(3) 1000oC 5oC/min
1 hr Sintered density (%T.D.) 91.67 93.76 94.12 Shrinkage anisotropy (%) 1.32 1.27 1.20 Dimensional tolerance(%) 3.42 3.36 2.00
연구에서 개발된 공정기술은 기존의 미세부품 제조 공정 에 비해 비교적 경제적이고 간단한 공정으로, 정밀한 미세 부품 제조에 매우 유용하게 이용될 수 있을 것으로 기대 된다.
감사의 글
본 연구는 교육과학기술부 21세기 프론티어 연구개발 사업인 ‘나노소재기술개발사업단’의 지원(2011K000169) 으로 수행 되었습니다.
참고문헌
[1] A. Tirta, Y. Prasetyo, E. R. Baek, C. J. Choi and H. M.
Lee: World Academy of Science, Eng. & Technol.,
53
(2009) 275.
[2] H. M. Lee, C. J. Choi, J. G. Lee and D. Kim: Power- MEMS2008 + microEMS2008, (2008) 481.
[3] W. S. Lee, S. P. Kim, H. M. Lee, D. S. Bae and C. J.
Choi: J. Kor. Powd. Inst.,
14
(2007) 3 (Korean
).[4] C. K. Malda and V. Saile: Microelectronics J.,
35
(2004) 131.[5] J. W. Kim and D. R. Kim: J. Kor. Inst. Met. & Mater.,
42
(2004) 760 (
Korean
).[6] K. A. Khalil, B. Huang and Y. Li: J. Mater. Sci. Technol.,
17
(2001) 490.[7] Kh. Gheisari, S. Javadpour, J. T. Oh and M. Ghaffari: J.
Alloys & Comp.,
472
(2009) 416.[8] C. S. Youn, W. Y. Park, J. H. Yu and C. J. Choi: J. Kor.
Inst. Met. & Mater.,
42
(2004) 804 (Korean
).[9] C. S. Youn, W. Y. Park, J. H. Yu and C. J. Choi: J. Kor.
Inst. Met. & Mater.,
42
(2004) 810 (Korean
).[10] D. J. Kim, A. M. Rimpel, S. S. Chang and J. H. Kim: J.
Eng. Gas Turbines & Power, 131 (2009).
[11] E. R. Baek, S. Supriadi, C. J. Choi, B. T. Lee and J. W.
Lee: Mater. Sci. Forum
534-536
(2007) 349.[12] S. Supriadi, E. R. Baek, C. J. Choi and B. T. Lee: J.
Mater. Process. Technol.,
187-188
(2007) 270.[13] M. T. Zaky, F. S. Soliman and A. S. Farag: J. Mater. Pro- cess. Technol.,
209
(2009) 5981.[14] B. H. Cha and J. S. Lee: J. Kor. Powd. Inst.,
16
(2009) 342 (Korean).[15] K. A. Khalii, B. Huang and Y. Li: J. Mater. Sci. Technol.,
17
(2001) 490.[16] M. Imbaby and K. Jiang: Proceedings of the World Con- gress on Engineering 2009 (2009).
[17] S. Y. Lee: Ceramics International, 3