소형 헬리컬 기어 제조를 위한 분말 압출 금형 제작 및 실험
황대원
1
· 이경훈1
· 김병민#
Manufacturing Powder Extrusion Die and Experiment for Fabrication of Miniature Helical-Gears
D. W. Hwang, K. H. Lee, B. M. Kim
(Received May 17, 2010 / Revised July 5, 2010 / Accepted July 12, 2010)
Abstract
Extrusion process in the bulk material for fabrication of miniature helical gears has problems such as a high forming load and short tool life because the cross-section is complex and asymmetry. To overcome these problems, in this study, miniature helical gears were fabricated by Zn-22Al powder hot extrusion. The included die angle for minimum extrusion load and improving die filling was determined by FE-simulation. The Zn-22Al spheroidal powder produced by gas- atomization were compacted and sintered for extrusion experiment. The dimension of helical-gear is 0.3㎜ in module, 3.35㎜ in pitch diameter, 15°in helix angle and the number of teeth is 12. All of the extrusion experiments were performed with internal helical gear die which was machined by precision electric discharge machining using the electrode. The experiment was conducted at 190℃ to 310℃ to obtain extrusive and mechanical properties. The extruded helical gears were analyzed through extrusion load, Vickers hardness and SEM images for each extrusion temperature.
The powder hot extrusion process was successfully applied to fabricate a miniature helical gear.
Key Words : Powder Hot Extrusion Die, Helical Gear, Gas Atomized Zn-22Al Powder, Electric Discharge Machining
1. 서 론
마이크로 모터장치, 위치제어장치, 광학제어장치 및 의료기기 등에서 동력전달용 요소의 핵심부품 인 초소형기어는 폴리머, 세라믹 및 분말 재료 등 을 이용한 소성가공방법으로 제작하는 연구가 진 행되고 있다 [1,2]. 특히 절삭공정을 대체하여 마이 크로 사출성형(MIM), 초소성 압출성형, 분말야금 법 및 LIGA 공정 등의 미세 성형을 통한 초소형 스퍼기어의 제조에 관한 연구는 활발히 진행되고 있다 [2]. 하지만 소형 헬리컬 기어의 제조 공정에 대한 연구는 거의 이루어지지 않고 있다.
헬리컬 기어는 스퍼 기어에 비해 물림률이 높고
진동 및 소음이 적으며, 단조 및 압출성형과 같은 소성가공으로 제작하는 다양한 방법들이 제시되었 다 [3,4]. 지금까지의 대부분의 연구들은 모듈의 크 기가 1㎜이상인 헬리컬 기어의 제작 방법이다. 소 형 헬리컬 기어의 경우 금형의 형상이 미세하고 복잡하여 성형 중 높은 하중과 금형에 국부적인 응력집중 현상으로 인해 금형의 마멸 및 파손이 발생되는 문제 때문에 일반 벌크 소재의 소성가공 으로 제작하기 어렵다. 또한, 헬리컬 기어는 3차원 비축대칭의 미세한 내접기어 형상으로 금형 제작 이 어렵다.
Oh 등은 복잡하고 미세한 제품을 벌크소재에 비 해 상대적으로 낮은 하중으로 압출성형할 수 있는
1. 부산대학교 대학원 정밀가공시스템전공
# 교신저자: 부산대학교 기계공학부, [email protected]
분말압출공법을 유한요소법과 실험으로 제시하였 다[5]. Kim등은 볼밀법으로 제조된 Zn-22Al 합금화 분말을 사용하여 소형 스퍼 기어를 분말압출공정 으로 제작하는 방법을 제시하였다[6].
정밀한 3차원 가공이 필요한 헬리컬 기어 압출금 형을 가공하기 위해 Kwon등은 고정도의 가공기술 인 방전가공을 이용한 압출금형 제작방안을 제안 하였다[7].
본 연구는 가스 분무법(Gas atomization)으로 제조 된 Zn-22Al합금분말을 사용하여 소형 헬리컬 기어 를 압출공정으로 제조하기 위해 수행되었다. 금형 의 주요 치수인 다이반각은 유한요소해석을 통한 헬리컬 기어 치형부의 변형률 분포와 압출하중을 고려하여 결정하였다. 소형 헬리컬 기어의 압출금 형은 모듈0.3㎜, 피치원지름 3.727㎜, 비틀림각 15°그리고 잇수12개로 설계하여 방전가공으로 제 작되었다. 압출실험은 만능재료시험기(MTS)에서압 분 후 소결한 시편을 사용하여190~310℃의 온도범 위에서 수행되었다. 압출온도에 따라 압출된 헬리 컬 기어는 압출하중, 비커스 경도(Hv), SEM관찰 및 저배율 현미경을 이용한 표면관찰 등을 통해 평가 되었다.
2. 금형 설계 및 제작
2.1 금형 설계
본 연구에서는 헬리컬 기어 압출에 있어서 실제 치형 형상인 인벌류트곡선으로 하여 비대칭 형상 다이의 반각을 결정하기 위해 유한요소해석을 수 행하였다 . DEFORM-3D를 이용하여 해석하였으며, 다이반각은 압출하중과 제품의 변형율 분포를 통 해 평가 되었다. Fig. 1은 성형해석 모델 및 압출 조 건을 나타낸다.
Fig. 1 FE model of the powder hot extrusion of process
압출금형의 다이반각(α)은 각각 30°, 45°, 60°
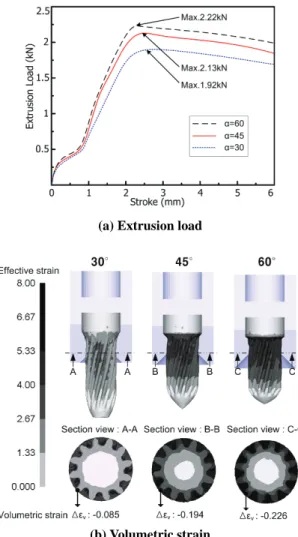
로 하였다. 적용 소재는 Zn-22Al합금분말을 원추형 으로 압분하여 소결시킨 조건으로 상대밀도 0.85의 다공성(Porous)재료로 하였다. 열간성형해석을 위 한 소재의 유동응력 곡선은 Yeh등이 Zn-22Al소재 로 압축 실험한 결과를 사용하였다[8]. 열간성형해 석을 위해서 온도조건은 열간 압출 시, 금 형의 초 기 가열온도인 250℃로 설정하였다. 펀치의 속도는 5㎜/min로 하였으며, 금형과 소재간의 마찰계수μ는 0.3, 그리고 분말입자간의 마찰계수μ는0.192로 설정 하였다 [9]. Fig. 2는 유한요소해석에 따른 압출하중 그래프(a)와 변형률 분포(b)를 나타내는데 다이반각 이 증가할수록 최대압출하중과 치형부의 체적변형
(a) Extrusion load
(b) Volumetric strain
Fig. 2 Extrusion load and volumetric strain of the helical gears by FE simulation for various die angle
률 값이 증가함을 알 수 있다. 상대밀도(R)는 식(1) 에 의해 체적변형률의 절대값이 높을 수록 증가하 고 상대밀도 값은 경도와 비례한다. 치형부에서 체 적변형률 Δεv 의 절대값이 가장 낮은 다이반각 30°인 경우 다이반각 45°, 60°에 비해 상대적으 로 낮은 경도값을 가질 것으로 예상된다[10,11].
(1)
여기서 R 0 는 초기 상대밀도이다.
다이 반각이 60°인 경우 가장 높은 압출 하중 으로 인해 금형의 파손 및 마멸에 취약할 수 있다.
따라서 본 연구에서는 기어의 이 끝에서 체적변형 률이 -0.194이고 최대압출하중이 2.13kN을 나타내 는 다이반각 45°의 금형을 선정하였다.
Fig. 3은 헬리컬 기어의 형상과 압출금형 및 장치 를 나타낸 것이다. 본 연구에서는 인벌류트치형, 표준 모듈 값(KS B 1404)을 가지는 치직각 방식의
(a) Designed helical gear die
(b) Extrusion equipment
Fig. 3 Shape and dimensions of the designed helical-gear and extrusion equipment
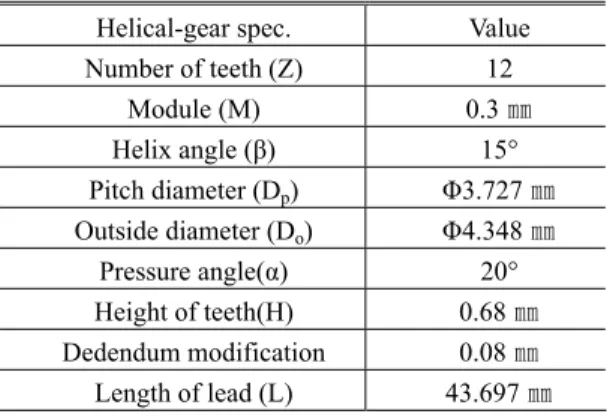
헬리컬 기어를 설계하였다. Table 1은 헬리컬 기어 의 제원을 나타내며, 헬리컬 기어는 물림률을 고려 하여 최소잇수(Z) 12개, 언더컷을 방지하기 위해 전 위량 0.08㎜의 전위치차로 설계되었다. 헬리컬 기 어의 피치원 지름은 3.727㎜, 모듈 0.3, 비틀림각 15°, 압력각은 20°이다. 압출금형의 소재는 열간금 형공구강 (AISI H13)이며, 베어링부 길이는 1㎜, 압 출비는 2:1로 설계되었다.
Table 1 The specification of helical-gears
Helical-gear spec. Value Number of teeth (Z) 12
Module (M) 0.3 ㎜
Helix angle (β) 15°
Pitch diameter (D p ) Φ3.727 ㎜ Outside diameter (D o ) Φ4.348 ㎜
Pressure angle(α) 20°
Height of teeth(H) 0.68 ㎜ Dedendum modification 0.08 ㎜ Length of lead (L) 43.697 ㎜
2.2 방전가공을 통한 금형 제작
비틀림각을 고려한 3차원 가공을 하기 위해서 전극을 이용한 방전가공을 하였다. 헬리컬 기어 압 출 다이를 제작하는데 있어서 전극을 이용한 3차 원 방전가공은 헬리컬 기어의 리드 값을 사용하여 방전가공기 스핀들의 회전속도와 상하변위를 수치 제어로 가공한다. 헬리컬 기어의 리드 값은 식(2) 로 구해진다.
(2)
여기서 Dp는 피치원 지름, β는 비틀림각이다.
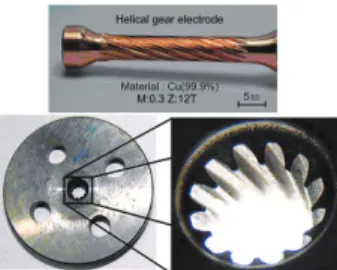
소형 헬리컬 기어 압출금형은 금형의 형상이 복 잡하고 협소하여 다듬질 가공이 어려워 정밀한 방 전가공이 필요하다. Fig. 4는 호브를 이용해 정밀 치 절삭 가공된 전극 및 이를 이용해 방전가공으로 제작된 금형 형상을 나타낸다. 제작된 전극은 KS 1 급(KS B 1405) 수준의 매우 높은 정밀도로 헬리컬 기어로 가공하였으며 방전가공 중에 생기는 화합 물의 발생을 최소화 하기 위해 전극소재는 구리 (Cu 99.9%)를 사용하였다. Table 2는 Kwon 등이 제 안한 방전조건이다. 전극의 극성(PL)과 펄스 온타 임(On), 휴지시간(Off) 및 피크 전류치(IP)를 각 단
) ( 0
e
vR R =
−Δεβ π tan
D
PL
=Fig. 4 Helical gear electrode and extrusion die
Table 2 Electric discharge condition
Step PL On(μs) Off(μs) IP(A)
1 + 110 55 3.4 2 + 100 50 4
3 + 60 40 2.4
4 + 35 30 1.4
5 + 20 20 1
6 + 8 15 0.4
7 – 0 0 0.4
8 – 1 0 0.4
계별로 적용하였다. 제품의 표면조도 향상을 위하 여 분말혼입법을 적용하였고, 방전중에 생긴 찌꺼 기의 영향을 줄이기 위하여 가공액 분출법을 사용 하였다 [7].
3. 실험
3.1 Zn-22Al 분말
본 연구에서 사용된 Zn-22Al 합금분말은 가스 분무법으로 제조되어 Fig. 5 의 SEM 사진에 나타난 것처럼 입자모양이 구형(Spheroidal)으로 다른 판상 (Flaky), 입상형(Granular) 등에 비해 분말성형 시 충진효과, 유동성, 등이 우수한 장점이 있다. 입자 의 크기는 40 ㎛이하로 다양해서 큰 입자 사이의 기공을 작은 입자가 채워 주어 충진률을 높여 주 는 브리징(Bridging) 효과를 얻을 수 있다[12].
Fig. 5 SEM image of gas-atomized Zn-22Al powder
3.2 초기시편 제작
냉간금형공구강(AISI D2)으로 제작된 분할 압축 금형에 1g의 Zn-22Al분말을 장입 후 양단 축방향 으로 30kN의 하중을 가해 약Φ4.9 x 14㎜ 크기의 분 말 예비성형체를 제작하였다. Fig. 1에 나타낸 것처 럼 예비성형체는 금형 내부형상과 동일하게 원추 형으로 제작되었다. 제작된 성형체는 진공소결로에 서 350℃까지 승온한 뒤 2시간 동안 아르곤 분위 기에서 소결되었다[6]. 최종 제작된 초기시편의 상 대밀도는 0.85였다.
3.3 헬리컬 기어 압출 실험
열간압출 시 압출온도는 분말의 변형거동에 영 향을 미치는 중요한 공정변수이다. 본 연구에서는 Zn-22Al 분말의 압출온도에 따른 기계적 성질 및 압출성을 파악하기 위해 벌크 소재의 성형온도인 0.5Tm (247 ) ℃ 을 기준으로 하여 각각 190 , 250 , ℃ ℃ 310℃의 압출 온도에서 실험을 수행하였다[13]. 압 출속도는 유한요소해석과 동일한 5㎜/min이다. 컨 테이너에 빌렛을 투입한 후 각 압출온도까지 컨테 이너를 가열하였고 온도 측정은 접촉식 열전대(T- type)를 이용하였다. 컨테이너의 온도가 각 압출온 도까지 도달하고 대략 5분 후 빌렛의 온도가 압출 온도와 일치하였다. 다양한 온도에 대한 헬리컬 기 어의 압출은 초기 빌렛을 컨테이너에 투입하여 5 분간 유지한 후 시작하였다. 압출 동안 금형과 분 말간의 소착을 방지하기 위해 컨테이너 벽면에 흑 연윤활제 (KLUEBR PRESS DC5-01KR)를 도포하였 으며 전반적인 압출조건은 Table 3에 나타내었다.
Table 3 Conditions of extrusion experiments
Extrusion conditions Value
Material of billet GA Zn-22Al powder Material of tools AISI H13
Billet size About Φ4.9 x 14 ㎜(1g) Extrusion temperature 190℃, 250℃, 310℃
Extrusion speed 5 ㎜/min
Extruder MTS (10ton)
Lubricant Graphite
4. 실험결과
Fig. 6은 다양한 압출온도에서 성형된 헬리컬 기
어 표면의 저배율 현미경 사진을 나타낸 것이다.
190℃ 250℃ 310℃
Fig. 6 Appearance of the helical gears extruded for various extrusion temperatures
Addendum Dedendum Center
1 9 0
℃
2 5 0
℃
3 1 0
℃
Fig. 7 SEM images of extruded helical-gears with various extrusion temperatures
압출온도 250℃로 압출된 기어 치형부 표면 상태는 양호하며 190℃와 310℃에서는 기어 표면에 미세 한 주름 및 기공이 관찰되었다. 분말 기어 압출의 경우 낮은 성형온도는 금형내부 분말의 유동성 및
입자간 응집력을 저하시킨다. 특히 소형 헬리컬 기
어 압출의 경우 미세한 치형부를 충진시키기 위해
서는 중앙부에 비해 상대적으로 높은 변형에너지
가 요구된다. 기어 치형부의 높아진 변형에너지를
완화시키기 위해 기어 표면에 크랙 또는 미세 기 공이 발생할 수 있다[14,15].
Fig. 7은 각 압출온도에서 압출된 헬리컬 기어 이 끝(Addendum), 기어 이뿌리(Dedendum), 기어중심 (Center)의 단면조직을 SEM사진으로 나타낸 것이다.
압출된 헬리컬 기어의 조직은 층상구조(lamellar structure Fig. 7 ‘A’), 미세층상구조(fine lamellar structure Fig. 7 ‘B’) 그리고 미세그레인구조(fine grain structure Fig. 7 ‘C’)를 띄고 있다. 이러한 조직구조는 Zn-22Al 공석합금의 고유 조직구조이며 밝은 색이 Zn, 어두운 색은 Al을 나타낸다[16].
Fig. 8 (a)는 다양한 압출온도에서 성형된 헬리컬 기어의 변위-압출하중에 대한 그래프를 나타내며 초기에는 컨테이너 내부에서 충진이 일어나면서 서서히 하중이 증가하다가 분말입자들의 치밀화가 이뤄지면서 하중이 급격히 상승하고 최대하중 점 에서부터 압출이 시작되었다. 유한요소해석과 실험 에서 같은 압출온도 조건인 250℃일 때 결과를 비 교 했을 때 압출하중의 크기는 거의 일치하였다.
일반적으로 낮은 성형온도는 금형 내부 분말의 유동성을 저하시켜 압출하중을 증가시킨다[12]. 압 출온도 190℃일 때 최대압축하중은 4.38kN으로 가 장 높게 나타났다. 압출온도 250℃일 때 최대압출 하중은 2.11kN으로 가장 낲게 나타났다. Fig. 7에 나 타낸 것처럼 250℃에서 성형된 헬리컬 기어는 층 상구조(A, B)보다 성형성이 우수한 미세그레인조직 을 포함하고 있기 때문에 비교적 낮은 하중으로 압출되었다[16,17].
Fig. 8 (b)는 기어 이끝, 기어 이뿌리, 기어중심에 대한 마이크로 비커스 경도값(Hv. 100gf)을 나타낸 다 . 압출온도가 증가할수록 헬리컬 기어 단면의 비 커스 경도값은 증가하였다. 높은 성형온도는 분말 의 유동성을 향상시켜 금형 내부를 균일하게 충진 할 수 있으므로 성형체 내부의 결함발생을 줄일 수 있다[14,15].
Fig. 7에 나타낸 것처럼 압출온도가 0.5Tm 미만 인 190℃의 경우, 다수의 기공을 포함하면서 충진 률이 낮아짐에 따라 비커스 경도값이 Hv. 60이하로 나타났다 . 압출온도 250℃, 310℃의 경우 일부 기공 이 존재하지만 비커스 경도 Hv. 70이상의 상대적으 로 높은 값을 나타내었다. 또한, 기어 치형부의 높 은 변형에너지와 금형과의 마찰로 인한 분말의 속 도차이로 인하여 발생된 기공으로 인해 기어중심
부의 비커스 경도값이 상대적으로 높게 나타난 다 [18].
(a) Extrusion load
(b) Vikers hardness (Hv, 100gf)
Fig. 8 Extrusion load and Vikers hardness of the helical gears extruded for various extrusion temperatures
5. 결 론
본 연구는 가스 분무법으로 제조된 구형의Zn- 22wt%Al 분말의 열간 분말압출 공정을 이용하여 소형 헬리컬 기어를 제조하기 위해 수행되었다. 유 한요소해석을 통해 금형을 설계 및 제작하였다. 압 출온도에 따른 기계적 성질 및 압출성을 파악하기 위해 합금분말은 다양한 온도범위에서 압출되었다.
그 결과는 다음과 같다.
(1) 헬리컬 기어 압출 금형의 다이반각은 열간분 말압출 유한요소해석을 통하여 압출하중(2.13 kN)과 기어 치형부에서 체적변형률(-0.194)을 나타내는 45°로 선정하였다.
(2) 3차원 비축대칭 및 소형화로 인해 금형제작
이 어려운 헬리컬기어 금형은 호브를 이용한 정밀
치차가공과 구리(99.9%)전극을 이용한 방전가공을 통해 제작되었다.
(3) 피치원 지름 Φ3.727㎜, 모듈0.3㎜, 잇수12개, 비틀림각 15°의 소형 헬리컬기어를 열간 분말 압 출을 통해 제작되었다.
(4) 압출온도가 증가할수록 분말의 유동성이 향 상되기 때문에 압출된 헬리컬기어의 전반적인 성 형하중은 감소하며 경도는 증가하였다. 등축 미세 구조가 나타나는 250℃일 때 가장 낮은 압출하중 (2.11kN)과 높은 경도(Hv. (100gf):74)값을 가지는 것 으로 나타났다.
후 기
본 연구는 한국연구재단을 통해 교육과학기술부 의 선도연구센터육성사업 학제간융합분야(NCRC) 로부터 지원받아 수행되었습니다 (2010-0008-277).
참 고 문 헌