• 경상대학교 환경재료과학과/IALS(Dept. of Env. Materials Sci./IALS, Gyeongsang National University, Jinju, 660-701, Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
1 충남대학교 환경소재공학과(Dept. of Biobased Materials, Chungnam National University, Daejeon, Korea)
2 충남대학교 산림환경자원학과(Dept. of Environment & Forest Resources, Chungnam National University, Daejeon, Korea)
오일팜 바이오매스의 자원화 연구 V - 오일팜 바이오매스 펠릿의 반탄화 연구 -
이지영·김철환
†·성용주
1·남혜경·박형훈·권 솔·박동훈·주수연·임현택·이민석·김세빈
2 접수일(2016년 3월 24일), 수정일(2016년 4월 6일), 채택일(2016년 4월 8일)Study of Oil Palm Biomass Resources (Part 5) - Torrefaction of Pellets Made from Oil Palm Biomass -
Ji-Young Lee, Chul-Hwan Kim
†, Yong Joo Sung
1, Hye-Gyeong Nam, Hyeong-Hun Park, Sol Kwon, Dong-Hun Park, Su-Yeon Joo,
Hyun-Tek Yim, Min-Seok Lee and Se-Bin Kim
2Received March 24, 2016; Received in revised form April 6, 2016; Accepted April 8, 2016
ABSTRACT
http://dx.doi.org/10.7584/ktappi.2016.48.2.034 Printed in Korea
Global warming and climate change have been caused by combustion of fossil fuels. The greenhouse gases contributed to the rise of temperature between 0.6℃ and 0.9℃ over the past century. Presently, fossil fuels account for about 88% of the commercial ener- gy sources used. In developing countries, fossil fuels are a very attractive energy source because they are available and relatively inexpensive. The environmental problems with fossil fuels have been aggravating stress from already existing factors including acid deposition, urban air pollution, and climate change. In order to control greenhouse gas emissions, particularly CO2, fossil fuels must be replaced by eco-friendly fuels such as biomass. The use of renewable energy sources is becoming increasingly necessary. The biomass resources are the most common form of renewable energy. The conversion of biomass into energy can be achieved in a number of ways. The most common form of converted biomass is pellet fuels as biofuels made from compressed organic matter or bio- mass. Pellets from lignocellulosic biomass has compared to conventional fuels with a rel- atively low bulk and energy density and a low degree of homogeneity. Thermal pretreat- ment technology like torrefaction is applied to improve fuel efficiency of lignocellulosic
1. 서 론
환경부에서는 2014년 7월 22일에 “자원의 절약과 재활 용 촉진에 관한 법률” 개정안을 시행하였다.
1)이번 개정 안에 따르면 신재생에너지로 주목받는 고형연료의 관리 가 강화되면서 고형연료제품의 수입•제조부터 사용단계 까지 전 과정에 걸쳐 관리체계가 구축되어 폐자원의 에 너지화를 질적으로 업그레이드시킬 수 있는 기반을 마련 한 것으로 평가받고 있다. 개정안의 주요 내용으로는 고 형연료제품에 대한 품질검사와 품질표시제도의 의무화, 고형연료제품의 제조•사용시설의 의무적 정기검사, 고 형연료제품의 제조•수입•사용하는 자의 신고 의무화 등을 포함한다.
재활용법의 시행규칙의 개정안에 따르면 고형연료제품 을 고형연료 (Solid Refuse Fuel, 이하 SRF)와 바이오 고형연료 (Bio Solid Refuse Fuel, 이하 Bio-SRF)로 분류한다.
1)SRF에는 음식물을 제외한 생활폐기물(폐가 구 포함), 폐합성섬유류, 폐타이어, 자동차 파쇄 잔재물 을 제외한 폐합성 수지류, 폐고무류, 바이오고형연료제 품 제조용 원료와 혼합된 연료 등을 포함된다. Bio-SRF 는 폐지류, 농업 폐기물(왕겨, 쌀겨, 옥수수대 등), 초본 류 폐기물, 폐목재류(철도용 침목과 전신주로 사용된 것 은 제외), 땅콩 껍질, 호두껍질, 팜껍질, 코코넛 껍질, 귤 껍질 등 식물성 잔재물(음식물 제외) 등을 포함한다. SRF 와 Bio-SRF는 전용 보일러, 열병합발전소, 그리고 산업 시설의 연료로 판매가 가능하다.
biomass, i.e., less moisture and oxygen in the product, preferrable grinding properties, storage properties, etc.. During torrefacton, lignocelluosic biomass such as palm kernell shell (PKS) and empty fruit bunch (EFB) was roasted under an oxygen-depleted enviro- ment at temperature between 200 and 300℃. Low degree of thermal treatment led to the removal of moisture and low molecular volatile matters with low O/C and H/C elemental ratios. The mechanical characteristics of torrefied biomass have also been altered to a brittle and partly hydrophobic materials. Unfortunately, it was much harder to form pel- lets from torrefied PKS and EFB due to thermal degradation of lignin as a natural binder during torrefaction compared to non-torrefied ones. For easy pelletization of biomass with torrefaction, pellets from PKS and EFB were manufactured before torrefaction, and thereafter they were torrefied at different temperature. Even after torrefaction of pellets from PKS and EFB, their appearance was well preserved with better fuel efficiency than non-torrefied ones. The physical properties of the torrefied pellets largely depended on the torrefaction condition such as reaction time and reaction temperature. Temperature over 250℃ during torrefaction gave a significant impact on the fuel properties of the pellets. In particular, torrefied EFB pellets displayed much faster development of the fuel properties than did torrefied PKS pellets. During torrefaction, extensive carbonization with the increase of fixed carbons, the behavior of thermal degradation of torrefied bio- mass became significantly different according to the increase of torrefaction temperature.
In conclusion, pelletization of PKS and EFB before torrefaction made it much easier to proceed with torrefaction of pellets from PKS and EFB, leading to excellent eco-friendly fuels.
Keywords: Global warming, oil palm biomass, EFB, PKS, torrefaction, pellet, eco-friendly fuels
SRF와 Bio-SRF, 목재펠릿의 품질규격에 있어서는 큰 차이가 있다. 목재펠릿과 품질 특성과 대비될 수 있 는 Bio-SRF의 품질•등급 기준을 보면 발열량의 경우 Bio-SRF는 저위발열량 기준 3,000 kcal/kg 이상, 회분 은 15 wt% 이하, 염소는 0.5 wt% 이하, 황분은 0.6 wt%
이하가 되어야 한다. 목재펠릿의 경우 4급 펠릿 기준 발 열량은 4,040 kcal 이상, 회분은 6% 이하, 염소는 0.05%
미만, 황분은 0.05% 미만이어야 한다. 이러한 품질•등 급 기준에 따르면 Bio-SRF는 목재펠릿의 4급 펠릿이 갖 는 규격•품질 기준에 비교될 수 있고, 목재펠릿의 4급 펠릿보다 느슨한 기준이 적용되기 때문에 목재펠릿보다 Bio-SRF의 수요가 보다 더 확대될 수 있는 조건을 충족 하고 있다고 볼 수 있다.
특히 오일팜 바이오매스 중 Empty Fruit Bunch (EFB) 와 Palm Kernel Shell (PKS)는 Bio-SRF의 범주에 속 하기 때문에 국내에서 오일팜 바이오매스가 Bio-SRF로 서 수요가 확대될 수 있는 가능성이 훨씬 커졌다. 이미 일 부 업체에서는 아열대 지역으로부터 PKS를 수입하여 발 전용 연료로 사용하고 있기도 하다. 참고로 PKS나 EFB 가 일부 톱밥이 혼합이 되더라도 Bio-SRF의 품질 기준 이 적용된다.
하지만 전보
2-5)에서 언급한 바와 같이 PKS와 EFB가 연 료로서 사용되기 위해서는 부피 밀도를 가능하다면 크게 하여 물류비용을 절감할 필요가 있고, 또한 이들의 에너 지 밀도도 향상시킬 필요가 있다.
6,7)그러기 위해서는 반 탄화 (torrefaction)와 같은 에너지 최적화 기술을 적용 시켜 연료로서의 효율성을 높여야 하지만 PKS와 EFB가 반탄화되고 나면 천연접착제의 역할을 하는 리그닌의 분 해로 인하여 바이오매스 입자들간 상호 결합력이 현저히 떨어지게 되고, 이로 인해 펠릿 성형을 어렵게 한다.
4)따
라서 PKS와 EFB의 반탄화와 함께 용이한 펠릿 성형을 위해서는 반탄화 후 펠릿 성형이라는 공정을 펠릿 성형 후 반탄화로 전환시킬 필요가 있다.
본 연구에서는 오일팜 바이오매스인 PKS와 EFB를 반 탄화시키기 앞서서 펠릿 성형을 먼저 거친 다음에 이들 바이오매스를 반탄화시켰을 때 반탄화 펠릿이 갖는 품질 특성이 연료 특성에 적합한 지를 분석하고자 하였다. 국 내에서는 목재 자급률이 약 17% 수준에 머물고 있고,8) 목재 수입이 많아지면 목재 자급률이 더 낮아질 수도 있 다. 이러한 상황에서 펠릿 제조용 원료로 사용되는 목재 를 고부가가치를 낼 수 있는 제품 제조용 원료로 사용되 도록 목재 대신 아열대 지역에서 대량 발생하는 오일팜 바이오매스
9-11)를 고효율 펠릿용 연료로 효과적으로 이용 할 수 있는 기초 자료로 활용하고자 하였다.
2. 재료 및 방법
2.1 공시재료
인도네시아 팜유 추출 및 정제 공정에서 부산물로 발 생하는 EFB와 PKS를 사용하였다(Fig. 1 참조). EFB는 함수율 약 10% 수준으로 자연 건조시킨 후 사용하였다.
EFB는 섬유질로 구성되어 있기 때문에 펠릿성형장치에 그대로 투입되면 서로 섬유들 사이의 엉김 현상으로 인하 여 펠릿 다이를 통과하기 힘들기 때문에 50 mm 이하의 길이로 자른 후 펠릿 성형에 이용하였다.
PKS도 팜유 정제 공장에서 수집된 상태 그대로 펠릿 제 조에 이용하기가 어렵기 때문에 최초 사이즈보다 줄어든 상태로 분쇄한 후 펠릿성형장치에 투입하였다.
(a) EFB (b) PKS
Fig. 1. EFB and PKS used for making pellets.
2.2 오일팜 바이오매스를 이용한 펠릿 제조
EFB와 PKS를 이용하여 Fig. 2의 펠릿성형장치 (DUCO, Korea)를 이용하여 펠릿을 제조하였다. 펠릿 성형장치는 본 연구팀의 설계에 근거하여 제작된 평다이 (flat die) 방식의 펠릿제조장치이고, 펠릿 다이의 구조 는 Fig. 3과 같이 3단계로 토출되는 구조로 제작하였다.
(a) Pelletizer
(b) Pressure roll placed on a flat die
Fig. 2. Pelletizer and flat die used for making pellets.
(a) Dimension of a die hole (b) Three dimensional structure Fig. 3. (a) Dimension of a die hole, and (b) its
three dimensional structure.
2.3 오일팜 바이오매스로 제조한 펠릿의 반탄 화 처리
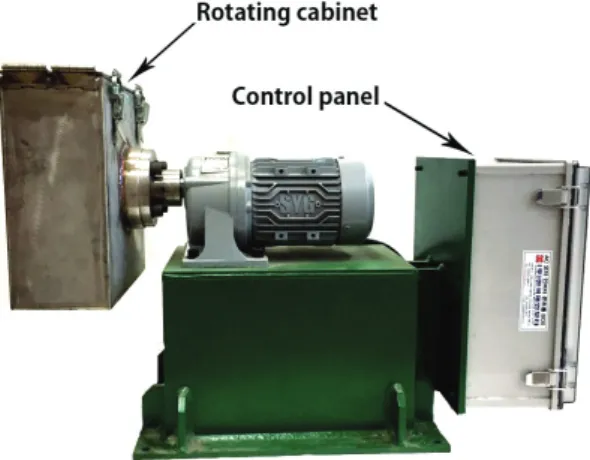
경상대학교 펄프종이신소재연구실에서 설계한 장치 디
자인을 근거로 반탄화 장치 (DUCO, Korea)를 제조하 여 반탄화에 이용하였다(Fig. 4 참조). 반탄화 장치의 반 응조 내부를 무산소 및 대기압 상태로 만들기 위해 사용 된 불활성 가스는 질소를 사용하였고, 질소 가스가 반응 조 내부로 통과 시 유량은 0.05 L/min되게 조절하였다.
반응조 내부의 승온 속도는 10℃/min이고, 반탄화 온도 는 200, 250, 그리고 300℃에서 각각 30분 동안 반탄 화시켰다.
Fig. 4. Torrefaction equipment.
2.4 반탄화 펠릿의 품질 특성 분석
반탄화 전후의 펠릿품질특성을 분석하기 위하여 국립 산림과학원 고시 목재펠릿 규격•품질기준(제2014-9호) 에 근거하여 회분, 염소분, 질소분, 황분, 발열량을 측정 하였다.
반탄화 전후 펠릿에 대한 원소분석을 위해 원소 분석 기 (EA1110, CE Instruments)를 사용하였다. 시료를 1 mm 금속망 체를 통과하는 크기로 잘게 부순 후 100 mg 을 취하여 원소분석기를 이용하여 탄소(C), 수소(H), 질 소(N), 그리고 황(S) 함량을 측정하였다. 산소 함량은 아 래의 Eq. 1를 사용하여 계산하였다.
O(%) = 100–C(%)-H(%)-N(%)-S(%)-ash (dry)(%) 1
반탄화 전후 펠릿에 포함된 고유 수분, 고정탄소, 회분,
그리고 휘발분을 측정을 위해 한국산업규격 KS E 3705
에 근거하여 TGA (SDT Q600, TA Instruments)를 근
거하여 분석하였다. 일반적으로 연소용 연료는 공업분
석 단계에서 수분+휘발분+고정탄소+회분=100으로 계
산된다.
2.5 펠릿의 내구성 분석
직경 3.15 mm의 체(ISO 3310-2에 규정)로 걸러진 목 재펠릿 500±50 g을 0.01 g 수준까지 무게를 측정하여 내구성시험기(CEN/TS 15210-1에 규정, Fig. 5 참조)에 넣은 후 분당 50±2 회전을 주어 500 회전 시험을 수행 하였다. 그 후 다시 직경 3.15 mm의 체로 거른 후, 체에 잔류하고 있는 목재펠릿의 무게를 측정하여 측정 전후의 무게 감소율(%)로 내구성을 나타내었다.
2.6 반탄화 펠릿의 질량수율, 에너지수율, 그리 고 에너지 밀도 분석
PKS 펠릿과 EFB 펠릿을 상이한 온도에서 반탄화시켰
을 때 각 반탄화 온도별 펠릿의 질량 수율 (mass yield), 에너지 수율 (energy yield), 그리고 에너지 밀도 (ener- gy density)를 아래의 식 Eqs. 2-4로 계산하였다.
3. 결과 및 고찰
3.1 반탄화 처리된 오일팜 바이오매스를 이용 한 펠릿 성형
목질계 바이오매스를 구성하는 리그닌 성분은 펠릿 성 형 단계에서 120-150℃의 온도로 가온되면서 천연접착 제 역할을 하게 되고, 이를 통해 별도의 접착제 없이도 펠 릿이 성형될 수 있다. 하지만 반탄화 과정을 거치면서 리 그닌 구조는 해중합과 재축합 반응을 겪게 되고 이러한 과정을 통하여 숯의 구조로 변환되면서 고유의 접착력을 잃게 된다. 결국 반탄화된 목질계 바이오매스는 반탄화 전과는 달리 자체 결합력을 이용한 펠릿 성형이 불가능해 지기 때문에 펠릿 성형 수율이 급격히 떨어진다.
Fig. 6은 PKS를 200℃에서 반탄화시킨 후 펠릿제조장 치를 이용하여 펠릿으로 성형하였을 때 토출된 형상을 보 여준다. 반탄화된 PKS를 이용하여 펠릿을 성형하면 대 부분이 가루 형태로 펠릿 다이를 통해 토출되거나 매우 짧아진 상태로 토출되어 성형 상태가 매우 일정하지 않 았다. Fig. 7은 EFB를 200℃에서 반탄화시킨 후 펠릿제 조장치를 이용하여 성형하였을 때 펠릿 다이를 통해 토 출된 형상을 보여준다. 반탄화된 EFB는 반탄화된 PKS
2
4
3
M
torrefaction= mass (g) of torrefied biomass M
raw= mass (g) of raw biomass
H
hvof torrefied biomass = high heating value (kcal/kg) of torrefied biomass H
hvof raw biomass = high heating value (kcal/kg) of raw biomass.
Fig. 5. Durability tester for pellet.
와 마찬가지로 펠릿 다이를 통한 발열 과정이 일어나기 전에 다이 구멍을 통해 가루 형태로 그대로 배출되거나 EFB 입자들 사이의 결합력이 매우 약하기 때문에 길이 가 짧거나 모양이 일정하지 않은 상태로 토출되었다. 즉, 반탄화된 목질계 바이오매스는 추가적인 결합용 부원료 의 첨가 없이 펠릿 성형이 매우 어렵기 때문에 이를 펠릿 형태로 이용하기 위해서는 펠릿 성형을 위한 별도의 방법 이 적용되어야 한다.
(a) Torrefied PKS (b) Pelletizing failure Fig. 6. (a) Torrefied PKS at 200℃ and (b) pel-
lets not formed properly.
(a) Torrefied EFB (b) Pelletizing failure Fig. 7. (a) Torrefied EFB at 200℃ and (b) pel-
lets not formed properly.
3.2 오일팜 바이오매스로 제조된 펠릿의 반탄 화 처리
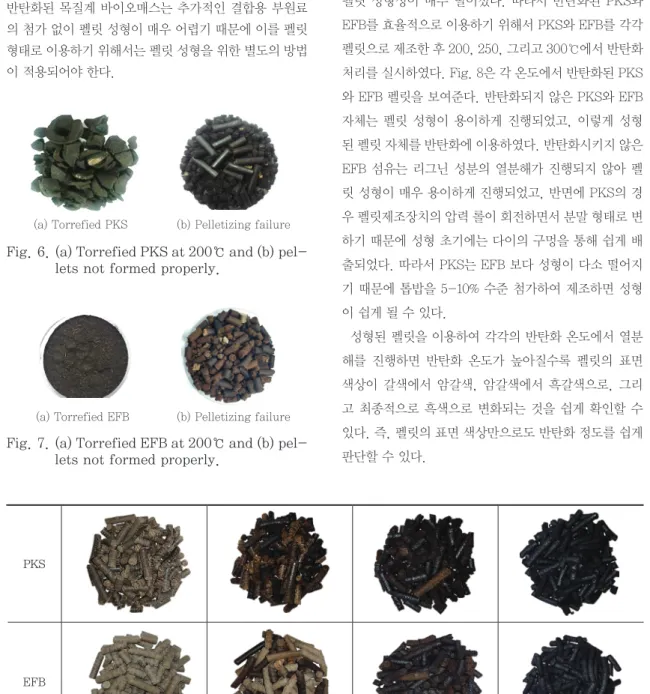
반탄화된 PKS와 EFB를 이용하여 펠릿을 제조할 때 펠릿 성형성이 매우 떨어졌다. 따라서 반탄화된 PKS와 EFB를 효율적으로 이용하기 위해서 PKS와 EFB를 각각 펠릿으로 제조한 후 200, 250, 그리고 300℃에서 반탄화 처리를 실시하였다. Fig. 8은 각 온도에서 반탄화된 PKS 와 EFB 펠릿을 보여준다. 반탄화되지 않은 PKS와 EFB 자체는 펠릿 성형이 용이하게 진행되었고, 이렇게 성형 된 펠릿 자체를 반탄화에 이용하였다. 반탄화시키지 않은 EFB 섬유는 리그닌 성분의 열분해가 진행되지 않아 펠 릿 성형이 매우 용이하게 진행되었고, 반면에 PKS의 경 우 펠릿제조장치의 압력 롤이 회전하면서 분말 형태로 변 하기 때문에 성형 초기에는 다이의 구멍을 통해 쉽게 배 출되었다. 따라서 PKS는 EFB 보다 성형이 다소 떨어지 기 때문에 톱밥을 5-10% 수준 첨가하여 제조하면 성형 이 쉽게 될 수 있다.
성형된 펠릿을 이용하여 각각의 반탄화 온도에서 열분 해를 진행하면 반탄화 온도가 높아질수록 펠릿의 표면 색상이 갈색에서 암갈색, 암갈색에서 흑갈색으로, 그리 고 최종적으로 흑색으로 변화되는 것을 쉽게 확인할 수 있다. 즉, 펠릿의 표면 색상만으로도 반탄화 정도를 쉽게 판단할 수 있다.
PKS
EFB
Non-torrefaction Torrefaction at 200℃ Torrefaction at 250℃ Torrefaction at 300℃
Fig. 8. Torrefaction of pellets made from PKS and EFB at different torrefaction temperature.
3.3 반탄화된 오일팜 바이오매스 펠릿의 품질 특성 비교
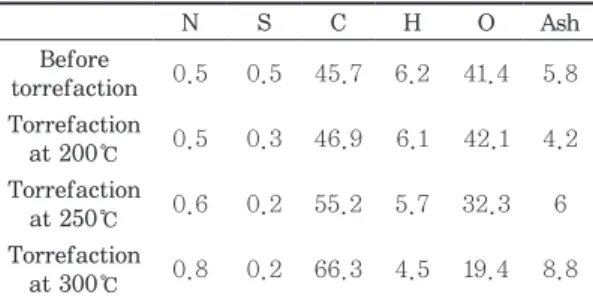
PKS와 EFB로 제조된 펠릿을 상이한 온도에서 반탄화 시켰을 때 원소 변화를 Table 1과 Table 2에 나타내었다.
PKS와 EFB는 오일팜 바이오매스가 발생되는 지역이나 팜오일 생산공장의 조건에 따라 회분, 염소분, 유황분, 질소분 등의 조성이 달라진다. 본 연구에서 사용한 PKS 와 EFB는 인도네시아 팜유 제조공장에서 분양받은 것인 데 유황분 함량이 목재펠릿의 품질 특성에 규정되어 있는 0.05% 미만보다 훨씬 더 많은 0.1-0.5%가 검출되었다.
질소분의 경우에는 0.2-0.7% 해당되어 1등급에서 4등급 펠릿의 품질 규격에 부합한 함량이 검출되었다. 하지만 환경부에서 고시한 Bio-SRF의 품질기준에 의하면 유황 분은 0.6% 이하가 Bio-SRF의 품질기준에 만족하기 때 문에 Bio-SRF로서 충분히 사용될 수 있다. 별도로 측정 한 염소 성분의 경우 EFB에서는 0.2% 검출되었고, PKS 에서는 거의 검출이 되지 않았기 때문에 Bio-SRF의 품 질 기준인 0.5% 이하를 모두 만족하였다. 하지만 목재펠 릿의 품질 기준인 0.05% 미만에는 충족하지 않았다. 반 탄화 온도가 높아지면서 유황분의 경우 함량 변화가 거의 없는 반면에 질소분의 경우에는 반탄화 온도가 높아지면 서 조금씩 증가하였다. 이는 반탄화 과정에서 투입되는 불활성 가스인 질소 성분이 펠릿의 공극 사이에 잔류하여 질소 함량의 증가에 영향을 미친 것으로 추정된다. 지난 연구에서 살펴본 바와 같이 PKS와 EFB를 반탄화시킨 후 펠릿을 제조하였을 때는 질소분의 함량 변화가 전혀 일어 나지 않은 것에서 그 근거를 찾을 수 있다. 실제 대용량 으로 반탄화시키는 공정에서는 질소 가스를 사용하지 않 기 때문에 반탄화 온도가 높아짐에 따른 질소 함량의 증 가 문제는 발생하지 않을 것으로 예상된다.
회분 함량의 경우에는 반탄화가 진행되면서 휘발분 증 발이나 수분 함량의 감소에 따라 상대적으로 회분 함량이 증가하기 시작하는데 PKS 펠릿과 EFB 펠릿 모두 250- 300℃ 온도에서 반탄화시켰을 때 반탄화 전보다 회분 함 량의 증가가 일어났다. PKS 펠릿은 3.1%에서 4.2%로, 그리고 EFB 펠릿은 5.8%에서 8.8%로 증가하여 반탄화 전보다 33%에서 52%까지 회분 함량이 증가하였다. 목재 펠릿의 품질기준에는 회분 함량이 6%이하까지 허용되어 EFB 펠릿은 반탄화로 인해 목재펠릿의 품질기준에서 벗 어나지만, Bio-SRF의 품질기준에서는 회분 함량 15%까 지 허용되기 때문에 반탄화된 PKS 펠릿과 EFB 펠릿 모 두 고효율의 Bio-SRF로 이용될 수 있다.
반탄화가 진행되면서 PKS 펠릿과 EFB 펠릿 모두에서
수소와 산소 함량은 줄어들고 상대적으로 산소 함량이 증 가하였다. 일반적으로 역청탄이나 아역청탄의 경우 탄소 함량이 약 80% 수준에 이르는데 300℃의 온도에서 반탄 화시키더라도 탄소 함량은 66% 수준에 불과하지만 반탄 화로 인해 탄소 함량이 (아)역청탄의 83% 수준까지 증가 하였다. 결국 반탄화 기술이 목질계 바이오매스를 (아)역 청탄의 성상으로 변화시켜 주는 매우 효율적인 연료 개질 기술임을 알 수 있다.
Table 1. Elemental analysis of pellets made from PKS torrefied at different tem- perature
(unit: %)
N S C H O Ash
Before
torrefaction 0.2 0.1 49.4 6.4 40.8 3.1 Torrefaction
at 200℃ 0.2 0.1 52.8 6.0 38.5 2.8 Torrefaction
at 250℃ 0.3 0.1 55.2 5.8 35.1 3.6 Torrefaction
at 300℃ 0.7 0.1 65.6 4.7 24.6 4.2
Table 2. Elemental analysis of pellets made from EFB torrefied at different tem- perature
(unit: %)
N S C H O Ash
Before
torrefaction 0.5 0.5 45.7 6.2 41.4 5.8 Torrefaction
at 200℃ 0.5 0.3 46.9 6.1 42.1 4.2 Torrefaction
at 250℃ 0.6 0.2 55.2 5.7 32.3 6
Torrefaction
at 300℃ 0.8 0.2 66.3 4.5 19.4 8.8
Van Krevelen diagram 상의 탄소, 수소, 그리고 산소
의 분자비 곡선인 Fig. 9는 PKS 펠릿과 EFB 펠릿을 반
탄화시켰을 때 O/C와 H/C의 변화를 보여준다. 반탄화가
진행될수록 PKS 펠릿과 EFB 펠릿은 아역청탄의 원소 조
성 쪽으로 근접하는 것을 확인할 수 있다. 반탄화 온도가
높아질수록 아역청탄에 근접하였고 300℃에서 반탄화된
EFB 펠릿이 아역청탄의 성상에 보다 더 가까워졌다. 이
는 섬유상으로 구성되어 있는 EFB 펠릿은 동일한 온도에
서 반탄화를 시킬지라도 PKS 펠릿에 비하여 보다 더 쉽
게 열분해가 진행됨을 의미하는 것이다. 결론적으로 대
기압 상태에 PKS 펠릿과 EFB 펠릿을 반탄화시키면 펠 릿 자체가 역청탄의 성상을 갖게 됨으로써 열효율이 매우 높게 향상될 수 있다.
Fig. 9. Van Krevelen diagram for pellets made from torrefied biomass.
Fig. 10은 PKS 펠릿과 EFB 펠릿을 반탄화한 후 공업분 석을 한 결과를 나타낸 것이다. 오일팜 바이오매스에 포 함된 휘발분의 경우 반탄화 온도가 높아지면서 줄어들었 고, 반면에 고정 탄소의 경우 반탄화 온도가 높아지면서 증가하는 것을 볼 수 있다. 리그노셀룰로오스계 바이오 매스는 약 80%의 휘발분과 20%의 고정 탄소로 구성되어 있다. 일반적으로 반탄화가 진행되면 에너지의 80-95%
를 보유하게 되고, 바이오매스 최초 질량의 70-90%만 남게 된다. 반탄화 동안 바이오매스는 최초 질량에서 10- 30%가 가스상 형태로 제거되는데 이들 가스상 성분들은 Fig. 10에서 언급한 바와 같이 고유 수분과 휘발분에 해 당된다.
6,7)이 때 제거되는 휘발분은 리그노셀룰로오스계 바이오매스가 함유하고 있는 대부분의 산소를 포함하고 있는 성분들이고, 이들 수분과 휘발분이 제거되면서 바이 오매스의 연소 효율이 향상된다. 따라서 오일팜 바이오매 스로부터 제조된 PKS 펠릿과 EFB 펠릿은 300℃ 온도에 서 반탄화가 진행되었을 경우 고유 수분과 휘발분의 감소 와 함께 고정 탄소의 비율은 약 60%까지 올라가면서 이 들 펠릿의 발열량도 함께 증가하게 된다.
(a) PKS pellet
(b) EFB pellet
Fig. 10. Proximate analysis of pellets made from PKS and EFB torrefied at differ- ent temperature.
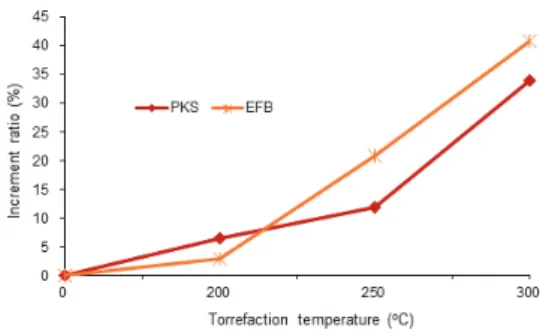
Fig. 11은 PKS 펠릿과 EFB 펠릿을 상이한 온도에서 반 탄화시킨 후 발열량 (MJ/kg)을 비교한 그래프이다. 반 탄화시키기 전에는 PKS 펠릿과 EFB 펠릿의 발열량은 각각 19.4 MJ/kg (=4,610.3 kcal/kg)과 18.0 MJ/kg (=4,288.9 kcal/kg)이었다. 하지만 반탄화가 진행되면 서 PKS 펠릿과 EFB 펠릿의 발열량은 점차적으로 높아지 면서 250℃에서는 각각 21.7 MJ/kg (=5,157 kcal/kg), 21.8 MJ/kg (=5,182.4 kg)이었고, 300℃에서는 25.9 MJ/kg(=6,174 kcal/kg), 25.4 MJ/kg(=6,038 kcal/
kg)으로 향상되었다. Fig. 11에서 보는 바와 같이 PKS 펠릿과 EFB 펠릿은 반탄화 온도 200℃에서 반탄화 전보 다 발열량이 각각 7%와 3%, 250℃에서는 12%와 21%, 그리고 300℃에서는 33.9%와 40.8%까지 상승하였다.
EFB 펠릿의 바이오매스 성상이 섬유질로 구성되어 있기 때문에 PKS 펠릿보다 반탄화 온도에 더 민감하게 반응 하였고, 250℃ 이후에는 PKS 펠릿에 비해 더 높은 증가 율을 나타내었다. 결론적으로 리그노셀룰로오스계 바이 오매스의 물질 성상에 따라 반탄화에 반응하는 정도가 달 라지기 때문에 바이오매스의 성상에 맞게 반탄화 조건을 적용시켜야 한다.
Fig. 11. Calorific values of pellets made from
PKS and EFB torrefied at different
temperature.
Fig. 12. Increment ratio of calorific values of pellets made from PKS and EFB tor- refied at different temperature.
Fig. 13은 PKS 펠릿과 EFB 펠릿을 상이한 온도에서 반탄화시켰을 때 각 반탄화 온도별 펠릿의 내구성 변화 를 보여준다. 반탄화가 진행되면서 PKS 펠릿과 EFB 펠 릿의 내구성은 빠르게 감소한다. 특히 300℃에서 반탄화 된 PKS 펠릿과 EFB 펠릿은 내구성이 반탄화 전 96%와 98%에서 반탄화 후 72-74%까지 줄어들었다. 이는 반 탄화된 PKS 펠릿과 EFB 펠릿을 포장 후 운송할 때 반탄 화 전보다 펠릿의 형상이 쉽게 부숴지는 문제가 발생할 수 있음을 의미한다. 반탄화 과정에서 펠릿을 구성하는 리그노셀룰로오스계 바이오매스 입자들 간 결합력이 급 격히 약화되면서 반탄화 펠릿을 구성하는 바이오매스 입 자들이 가루 형태로 떨어져 나오거나 펠릿의 길이가 쉽게 짧아지는 문제가 발생할 수 있다. 하지만 미분탄 보일러 방식을 사용하는 발전회사에서는 반탄화를 통하여 펠릿 의 연삭성 (grindability)이 향상되기 때문에 일반 펠릿보 다 반탄화된 펠릿을 더 선호할 수도 있다.
(a) PKS pellet
(b) EFB pellet
Fig. 13. Durability of pellet made from PKS and EFB torrefied at different tem- perature.
3.4 오일팜 바이오매스로 제조된 반탄화 펠릿의 열분해 특성 분석
Fig. 14는 PKS 펠릿과 EFB 펠릿을 상이한 온도에서 반탄화시켰을 때 각 반탄화 온도별 펠릿의 열분해 특성 을 보여준다. PKS 펠릿과 EFB 펠릿 모두 반탄화 온도가 높아지면서 펠릿 내부에 있던 수분 제거 후 휘발분로 제 거로 인한 무게 감량이 급격히 줄어 들기 시작하였다. 휘 발분 제거로 인한 무게 감량이 감소하는 대신에 고정탄 소의 연소로 인한 무게 감량이 많이 일어나기 시작하였 다. 이러한 경향은 반탄화 온도가 250℃ 이상 높아지면 서 더욱 뚜렷하게 일어났다. 반탄화시키기 전이나 200℃
에서 반탄화시킨 PKS 펠릿과 EFB 펠릿은 고정 탄소의 함량이 적어 휘발분 제거에 오랜 시간이 소요되고, 고정 탄소로 인한 무게 감량은 매우 작게 일어나는 것을 확인 할 수 있다. 결국 목질계 바이오매스의 연소 효율을 높 이기 위해서는 고정 탄소의 함량을 높여 고정 탄소의 연 소로 인한 무게 감량을 증가시켜야 하고, 이를 위해서는 반탄화를 통한 bio-coal의 제조가 매우 필요함을 확인 할 수 있었다.
(a) PKS pellet
(b) EFB pellet
Fig. 14. TGA curves of pellets made from PKS and EFB torrefied at different tem- peratures.
3.5 오일팜 바이오매스로 제조된 반탄화 펠릿의 에너지 효율 비교
Fig. 15는 PKS 펠릿과 EFB 펠릿을 200℃, 250℃, 그리고 300℃에서 반탄화시켰을 때 질량 수율 (mass yield)과 에너지 수율 (energy yield)을 비교한 그래프 이다. PKS 펠릿과 EFB 펠릿을 반탄화시켰을 때 질량 수율은 반탄화 온도가 200℃에서 300℃로 높아지면서 약 90% 수준에서 40-44% 수준으로 감소하였고, 반면 에 에너지 수율은 약 95% 수준에서 56-62% 수준으로 낮아졌다. 반탄화 동안 질량 수율과 에너지 수율이 감소 하는 것은 일차적으로 수분 증발, 휘발분 제거, 헤미셀룰 로오스의 분해 등에 기인하고, 특히 반탄화 온도가 질량 수율과 에너지 수율의 감소에 큰 영향을 미치는 것에 주 목하여야 한다.
질량 수율과 에너지 수율을 이용하여 반탄화된 PKS 펠 릿과 EFB 펠릿의 에너지 밀도를 계산할 수 있다. Fig. 16 은 상이한 온도에서 반탄화된 PKS 펠릿과 EFB 펠릿의 에너지 밀도를 비교한 그래프이다. PKS 펠릿과 EFB 펠 릿은 반탄화가 진행되면서 최초 질량의 40-50% 수준까 지 질량 감소가 크게 일어나고, 에너지는 바이오매스 최 초 에너지의 50-60%만 보유하게 된다. 하지만 반탄화와 함께 에너지 밀도는 30-40%까지 증가하여 에너지 효율 면에서 큰 향상을 기대할 수 있다. 하지만 200℃ 수준의 반탄화 온도에서는 10% 이하의 에너지 밀도의 향상이 있 지만 250℃ 이상 높아지면 12-40% 수준의 에너지 밀도 의 향상을 일어난다. 특히 EFB 펠릿을 반탄화시키면 에 너지 밀도의 상승 효과가 PKS 펠릿보다 더 큰 것을 알 수 있다. 결론적으로 PKS 펠릿과 EFB 펠릿을 반탄화하기 전보다 반탄화시킨 후에는 작은 양의 펠릿을 연소하더라 도 더 높은 에너지 효율을 얻을 수 있다.
(a) Mass yield
(b) Energy yield
Fig. 15. Mass yield and energy yield of pellets made from PKS and EFB torrefied at different temperature.
Fig. 16. Energy density of pellets made from PKS and EFB torrefied at different temperature.
3.6 반탄화 펠릿의 경제성