활성금속 브레이징을 사용한 세라믹과 금속의 접합
기세호·허증봉·정재필·김원중†
Joining of Ceramic and Metal using Active Metal Brazing
SeHo Kee, Zengfeng Xu, JaePil Jung and Wonjoong Kim† (2011년 8월 18일 접수: 2011년 9월 15일 수정: 2011년 9월 26일 게재확정)
Abstract: Active brazing of ceramic to metal is reviewed in this paper. As one of the key aspect in joint techniques, active brazing has been developed to simplify the manufacturing procedure of brazed joints between ceramic and metal.
The active filler metal includes Ag-Cu-Ti series, Cu-Ti series, Co-Ti series and so on. The active filler metal which supplies the chemical bonds between ceramic and metal, enhances the wetting of filler metal on ceramic surface and eliminates the need for metallization treatments. The residual stress caused by difference of coefficient of thermal expansion between ceramic and metal, holds a direct influence on the bonding strength and even results in a fracture. Good joints of ceramic to metal promote the miniaturization and simplicity of electronic components with multifunction.
1. 서 론
세라믹은 내열성, 높은 고온강도, 내부식성, 내마모성 및 경량성 등의 우수한 특성을 갖는다. 그러나, 취성 파 괴특성에 따른 낮은 신뢰성 및 높은 제조단가로 인하여 산업체 부품으로의 응용은 극히 제한되어져 왔다. 이를 보완하기 위하여 금속에 세라믹을 접합하기 위하여 오랫 동안 많은 연구들이 행해져왔다. 금속과 세라믹의 접합 기술은 전자전기 산업 관련하여 초소형 전자부품회로, 센 서, MEMS, 고효율 열교환기, CERDIP pakage1), 전자 패 키징 등의 분야에 다양하게 응용되고 있다. Fig. 1은 브레 이징을 이용한 집적회로 패키지를 나타낸 것이다.
세라믹은 가공성과 신뢰성이 낮은 재료이므로 그것들
의 개선을 위해서는 금속들과 함께 조합하여 사용하는 것 이 좋다.2) 금속과 세라믹 접합의 가장 큰 문제점은 특성 이 크게 다른 두 재료간의 원자간 결합에 있다. 금속/세 라믹 접합을 위해서 망간-몰리브덴 금속화 방법이 사용 되었으나3) 처리 과정이 매우 복잡하여 처리시간을 단축 하고 접합강도를 개선하기 위한 새롭고 신뢰성 있는 활 성 금속 브레이징 접합이 사용되고 있다. 활성금속 브레 이징에 사용되고 있는 브레이징 합금은 Ag-Cu-Ti 계, Cu- Ti 계, Co-Ti 계, Al-Ti 계, Cu-Zr 계, Zr-Ni 계가 주류를 이 루고 있으며 이들 합금은 모두 Ti나 Zr, Nb, Hf, Ta 등과
†Corresponding author E-mail: [email protected]
Fig. 1. CERDIP package constructions by side-brazing1) Fig. 2. Joint forms in the ceramic-metal joint 특집 : 금속과 세라믹의 이종재료 접합기술
같은 활성금속이 첨가되어 있다. 이러한 브레이징 합금 에의 활성금속 원소의 첨가는 두가지 목적이 있는데, 우 선 이온결합성이 강하고 표면에너지가 높은 세라믹에 대 해 산화 환원반응을 일으켜 용융금속의 젖음성을 향상시 키는 것이다. 또한, 물리적 화학적 성질이 다른 두 재료 간에 양립성을 부여해줄 수 있는 천이지역 즉 계면 생성 물을 형성시키기 위함이다.
금속/세라믹 접합계면 반응은 접합방법에 따라 다르지 만 일반적으로 젖음성, 상호확산, 반응확산, 계면구조 변 화 등의 현상이 수반된다. 접합계면은 원소의 분포상태 로부터 Fig. 2과 같이 기계적으로 결합된 접합형태, 확산 층이 형성된 접합형태, 반응층이 형성되는 접합형태의 세 종류로 분류할 수 있다. 이 중에서도 계면에 반응층이 형 성되는 접합형태의 경우가 압도적으로 많다. 지금까지 연 구 개발된 세라믹과 금속간의 접합방법은 기계적 접합 방 법, 접합제를 이용한 접합방법, 브레이징, 확산접합, 글레 이징, 용해접합(fusion welding) 방법 등이 있다.4-13) 기계 적 접합방법 및 접착제를 이용한 접합방법이 가장 단순 한 기술이지만, 접합체의 사용온도 범위가 극히 제한된 다. 용융 Al을 사용한 기계적 접합방법은 질화규소 와류 실(swirl chamber) 및 질화규소 로커암 팁의 접합에 응용 되고 있으나, 일반적으로 기계적 접합방법으로 접합된 접 합체의 강도는 낮다. 용해접합은 원자단위 결합으로 접 합이 이루어지기 때문에 가장 확실한 접합방법이지만, 접 합될 모재의 융점이 비슷하여야 하기 때문에 세라믹 및 금속 모재의 조합의 어려움이 있고, 세라믹의 취성파괴 특성으로 인하여 실제 응용이 극히 제한된다. 또한, 질화 규소의 경우에서와 같이 용해되기 전에 분해가 일어나는 세라믹에는 적용하지 못한다. 용해접합 방법은 Fig. 3에 서와 같이 고온에서 응고 시 열팽창계수 차에 의해 큰 잔 류응력이 발생하기 때문에 이를 완화할 수 있는 기술의 개발이 요구된다.
확산접합 방법은 고상의 세라믹과 금속간의 고온에서 성분 물질의 확산 이동으로 접합계면을 이루는 방법이며, 접합공정에서 고상의 모재간의 직접적인 접촉을 이루기 위하여 소성변형을 할 수 잇는 중간재를 삽입하여 고온 고 압 하에서 확산 접합이 이루어진다. 확산 접합을 사용하 여 기계적 특성이 우수한 접합체를 개발하기 위해서는 세 라믹과 금속간의 열, 기계적 특성 차에 의해 접합 후, 냉 각 시 접합체에 발생되는 잔류응력을 제어하기 위한 기 술 개발이 요구된다. 비산화물계 세라믹/금속 또는 세라 믹간의 접합체 제조에 있어 폭넓게 개발되고 있는 액상 의 중간재를 사용하여 고상의 모재 상에서 접합계면을 형 성시키는 접합기술은 브레이징, 글레이징 및 브레이징 기 술과 확산 접합기술을 조합한 partial-transient-liquid-phase bonding(PTLPB) 방법이 있다.14-16)이들 방법은 확산접합 방법으로 형성된 접합계면과 유사한 계면을 형성하지만, 액상의 금속 또는 유리 중간재를 사용하여 세라믹과 금속 간의 직접적인 접촉을 고압을 사용하지 않고 이룰 수 있 기 때문에 확산접합 방법보다 응용 범위가 클 것으로 판 단된다. 실제 질화규소/금속 접합체 부품 제조를 위한 상 용화 접합기술은 브레이징 방법으로 알려져 있다.4,13)
산업용 세라믹과 금속간의 접합을 이루기 위해서는 브 레이징에 사용되는 중간재는 세라믹과 금속 표면에 웨팅 (wetting)되어 직접적인 접촉을 이루어야하며, 세라믹과 반응으로 접합계면을 형성하여야 한다. 일반적으로 금속 은 세라믹과 결정결합 특성이 다르기 때문에 세라믹 표 면에 웨팅되지 않는 특성이 있으며, 그에 따라 접합계면 이 형성되지 않는다. 따라서 용융금속을 세라믹 표면에 웨팅시켜 접합계면을 형성하기 위하여 세라믹과의 반응 으로 열역학적으로 안정한 화합물을 형성시킬 수 있는 Ti, Zr, Al 및 Hf 등 활성금속을 사용한 활성금속 브레이 징(active metal brazing) 방법이 사용되고 있다.17-19)
본 연구에서는 세라믹과 금속 사이에서의 접합에 있어 서 활발히 연구 개발되고 있는 활성금속 브레이징 기술 에 관하여 서술하고자 한다.
2. 활성금속 브레이징 접합기술 2.1. 활성금속 브레이징법 및 합금
초기의 브레이징 접합에는 Mo와 Mn 분말을 사용하여 소량의 수분이 포함된 환원 분위기에서 가열하여 세라믹 표면을 금속화(metallizing) 후 브레이징 합금을 사용하여 접합하는 Mo-Mn 공정이 사용되어 왔으나 처리 과정이 매우 복잡하여 처리시간을 단축하고 접합강도를 개선하 기 위해 활성금속이 포함된 활성금속 브레이징법이 널리 사용되고 있다. 활성금속 브레이징법은 신뢰도가 높고, 작은 제품을 경제성 있게 제조할 수 있을 뿐 아니라, 복 잡합 형상의 제품을 한번의 작업으로 접합을 끝내야 하 는 양산공정에 적합한 것으로 알려져 있다20). 활성금속 브레이징법은 Ni, Cu, Ag와 같은 연질 금속에 Ti, Zr 등 Fig. 3. Contour map of residual stress in the ceramic-metal joint25)
IV족 활성금속을 적정량 첨가한 합금을 삼입금속으로 사 용하여 진공 또는 불활성 분위기에서 직접 접합하는 방 법이다. 이 접합법은 삽입금속 중에 함유되어 있는 Ti, Zr 등의 활성금속이 세라믹과 반응하여 계면에 산화물, 질 화물 혹은 탄화물을 형성하여 접합이 이루어진다. 계면 생성물은 세라믹의 종류에 따라 달라진다. Ag, Cu 등은 중앙부에 편석하여 연질층을 형성함으로써 응력완화 효 과를 가지므로 접합강도의 향상에 기여한다. 산업용 세 라믹과 금속간의 접합용으로 개발된 활성금속 브레이징 합금은 Ag-Cu-Ti계 합금, Al 및 Al계 합금 등이 있으며, 최근에는 고온용 브레이징 합금으로 연구되고 있는 Ni- Cr, Pt, Pd, Au 및 Cu계 합금 등이 있다.
2.2. 활성 브레이징 합금의 젖음성 및 접합계면
세라믹과 금속계면에서는 일반적으로 세라믹과 금속 의 원자결합 형태의 차이 때문에 심한 전자 불연속부가 발생되게 되며, 세라믹과 금속이 직접적인 접촉을 이루 기 위해서는 많은 양의 에너지가 요구된다. 일반적으로 세라믹에 액상금속의 웨팅 특성은 세라믹과 금속의 표면 에너지, 화학반응 및 결합력과 같은 화학적 적합성에 의 해 결정되나, 세라믹의 표면에너지가 세라믹/금속 계면에 너지 보다 작기 때문에 웨팅이 일어나지 않는다. 따라서 세라믹에 금속이 웨팅되기 위해서는 세라믹/금속 계면에 너지를 감소시켜야 하며, 세라믹/금속 계면에너지를 감소 시키는 방법은 세라믹 표면을 금속화하는 방법 및 세라 믹/금속 계면에서 일어나는 화학반응을 이용하는 방법이 있다. 세라믹/금속 계면에서의 화학반응에 의해 발생되는 자유에너지의 크기는 용융 금속 및 세라믹의 표면에너지 보다 훨씬 크기 때문에21-23), 반응성이 높은 세라믹/금속 사이에서의 액상금속의 웨팅 거동은 계면에서의 화학반 응에 의한 자유에너지 변화에 의해 지배받게 된다. 일반 적으로 계면 반응물을 형성하는 활성금속과 세라믹 사이 에서의 화학반응에 의해 세라믹에서 액상금속의 웨팅은 촉진된다.24) 세라믹/금속 계면에서 반응물이 계면에 연속 상으로 균일하게 형성될 때 접합체의 접합강도는 증가되 며, 계면 반응물 층의 두께가 증가됨에 따라 접합강도는 감소된다고 보고되었다.25)
3. 세라믹/금속 접합체에서의 잔류응력 3.1. 세라믹/금속 접합체의 문제점
세라믹과 금속간의 화학적 성질의 차이 때문에 접합 계면에서는 젖음성과 접착력에 대한 문제점을 발생시킨 다. 한편, 이들 재료간의 열적, 탄성적 물성의 차이는 접 합체의 접합강도에 큰 영향을 준다. 일반적으로 금속은 세라믹에 비해 열팽창계수가 훨씬 크기 때문에, 세라믹/
금속 접합체가 고온에서 접합 후 냉각될 때 금속은 세라
믹에 비해 더 큰 수축을 하게 된다. 열팽창계수의 차이와 탄성계수가 클수록 변형률은 커지는데, 세라믹은 금속에 비하여 열팽창계수가 현저하게 낮으므로 자유표면의 불 연속적인 변형으로 인하여 계면과 자유표면의 교차점 근 방에 응력집중을 발생시킨다. 접합된 세라믹과 금속은 냉 각 시 자유롭게 변형되지 못하기 때문에 세라믹/금속 접 합체에서는 잔류응력이 발생하게 된다. 발생된 잔류응력 의 크기는 접합온도 및 모재간의 열팽창 계수차이, 접합 부위의 설계 및 중간재의 소성변형에 의한 잔류응력의 흡 수 정도에 따라 변하게 되며, 세라믹의 인장강도를 초과 하면 파괴가 일어나게 된다. 또는 발생된 잔류응력이 접 합 시 접합부위의 파괴를 일으킬 정도의 크기는 아니더 라도, 느린 균열성장(slow crack growth)을 통해 파괴를 야 기 시키기도 한다.10)열팽창계수가 작은 세라믹과 열팽창 계수가 큰 금속이 평면으로 접합되었을 때, 접합체에서 나타나는 전형적인 최대인장응력의 분포는 앞에서 보여 준 Fig. 2에서와 같이 나타난다. 접합체에서의 잔류응력 은 접합계면 및 자유표면과 가까울수록 인장응력의 성분 으로 나타나고 크기도 증가하게 되며, 세라믹 중앙부의 계면근방에서는 잔류 압축응력이 존재한다. 또한, 자유표 면 근방에서는 계면에 평행한 성분보다는 계면에 수직한 성분의 응력이 더 큰 인장응력으로 작용되며 결국 이 성 분의 응력이 접합강도를 저하시킨다.
한편, 세라믹/금속 접합체에서 발생되는 잔류응력의 크 기는 접합부의 크기 및 모재의 기하학적 형상에 따라 다 르게 나타난다.26,27) 세라믹에 나타나는 잔류응력은 시편 이 커질수록 커지며, 원통형이 육면체의 접합체에서 보 다 잔류응력이 작게 나타나는 것으로 알려졌다.28)
3.2. 접합체의 설계
접합계면 또는 자유표면에서 나타나는 잔류 인장응력 이 커지게 되면 접합체의 강도는 현저히 낮아지며, 접합 체의 신뢰도도 낮아진다. 브레이징 합금에 의한 세라믹/
금속 간 접합공정은 고온에서 이루어지므로, 온도 차이 에 의한 잔류응력의 발생 자체는 불가피하다. 세라믹/금 속 접합체의 강도를 향상시키기 위하여 잔류응력을 최소 화하기에 유리한 물성치를 갖는 재료를 조합하는 것이다 . 열팽창계수가 서로 유사하거나, 계수 값이 각 온도변화 에 따라 일치하지는 않더라도 특정한 온도 차이에 대한 전체 수축정도가 유사할 수 있는 세라믹 및 금속모재를 선택하면 발생하는 열응력의 크기를 감소시킬 수 있다. 그 러나 모재의 종류는 접합체의 기능상의 요건에 의하여 미 리 결정될 수 있으므로, 접합체의 모재사이에 재료를 삽 입하여 잔류응력의 발생을 조절하여야 할 경우가 있다. 세 라믹과 금속간의 접합에 열팽창계수가 작은 금속인 Mo 을 중간재로 사용함으로써, 세라믹 모재에 발생되는 잔 류 인장응력의 크기를 감소시킬 수 있으며, 접합강도를
증가시킬 수 있다.
4. 활성 금속 브레이징 기술의 동향
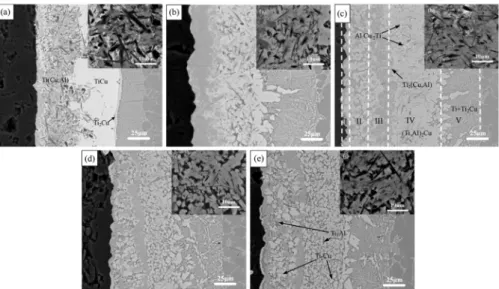
Yang 등은 TiB 휘스커(whisker)로 강화된 활성 브레이 징 합금을 사용하여 알루미나(Al2O3)와 티타늄합금(Ti- 6Al-4V)의 브레이징에 관한 연구논문을 발표하였다.29) 활성금속으로는 TiB 휘스커로 강화된 65.9Cu-24.4Ti- 9.7TiB2(wt%)을 사용하였다. 브레이징 온도는 890, 910, 930, 950, 970oC로 하였고, 유지시간은 0, 5, 10, 20, 30분 간으로 유지한 후 접합부의 미세구조와 기계적 특성에 대 하여 확인하였다.
Fig. 4은 유지시간을 10분으로 하였을 때의 브레이징 온도에 따른 접합부의 미세구조를 보인 것이다. 다른 브 레이징 온도와 달리 (a) 890oC에서는 TiB 휘스커와 미량 의 TiB2 분말들이 Ti(Cu,Al) 중간상에 잘 분포되어 있어 Ti2(Cu,Al) 중간상이 나타나지 않았다. 그리고 Ti(Cu,Al) 과 Ti + Ti2Cu사이에는 Ti2Cu층이 형성되었다. 그 이유 로는 Ti-6Al-4V합금으로부터 Ti원자가 용해되는 양이 감 소하였기 때문이다. 그리고 과공석 조직에서는 다른 브 레이징 온도에서보다 더 미세하고 균일한 조직을 나타내 었는데, 그 이유는 Cu원자가 Ti-6Al-4V 합금으로 녹아들 어갔기 때문이라고 판단하였다. 또한 온도가 증가함에 따 라 알루미나 근처에서 Ti2(Cu,Al)가 형성되고, 점차로 알 루미나로부터 멀어지는 것을 확인할 수 있었다.
Fig. 5는 유지시간을 10분으로 하였을 때의 브레이징 온도에 따른 Al2O3/Ti-6Al-4V합금 접합부의 전단강도의 변화를 보인 것이다. 890oC에서부터 930oC까지는 전단강 도가 증가하다 950oC에서 970oC까지 감소하는 것을 확인 하였다. 일반적으로 알루미나와 브레이징 합금과의 반응 층의 두께는 접합부의 전단강도를 결정짓는데 중요한 요 인이 된다고 보고된 바 있다.30,31) TiB 휘스커는 알루미나
와 브레이징 합금사이의 열팽창계수 차이를 보정해 줄 뿐 만아니라, Fig. 6의 접합계면층 IV에 분포되어 연한부분- 단단한부분-연한부분의 다중 층을 형성하여 효과적으로 변형에너지를 감소시키고 접합부의 잔류응력을 완화시 킨다고 보고하였다.
Smorygo 등은 안정화된 지르코니아와 순수 티타늄과 의 활성 브레이징 후의 기계적 파괴현상에 대한 연구논 문을 발표하였다.32) 활성금속으로는 Ag-Cu-Ti를 사용하 였고, 840~870oC의 온도에서 접합부의 파괴현상에 대하 여 알아보았다.
Fig. 6는 870oC에서 5분간 유지한 후 측정한 접합부의 SEM 이미지를 나타낸다. I 영역은 지르코니아와 활성금 속 사이의 반응층, II 영역은 지르코니아와 티타늄 사이의 결합층, III 영역은 활성금속과 티타늄 사이의 반응층, IV 영역은 확산층을 나타낸다. Cu-Ti의 평형상태도에 따르 면 III 영역과 IV 영역에서는 CuTi와 CuTi2의 중간상이 형 Fig. 4. The microstructure of the joint at different brazing temperature: (a) 890oC, (b) 910oC, (c) 930oC, (d) 950oC, (e) 970oC for 10min.29)
Fig. 5. Variation of shear strength of the Al2O3/Ti-6Al-4V alloy joints at different brazing temperature for 10 min.29)
성된다. 다중의 결합층의 형성 메카니즘은 선행된 연구 에서 이미 알려진 바 있다.33)
Fig. 7은 온도에 따른 티타늄과 활성금속 간의 파괴된 결합층의 이미지를 보여준다. 840oC에서 5분간 유지한 (a)의 경우 중간 반응층과 Ag 결합층 사이의 경계가 깨끗 하여 Ag 결합층을 따라 연성파괴가 일어난다. 브레이징 온도가 850oC까지 증가함에 따라 유사한 파괴형상을 갖 는 내부층이 확인되었다. 870oC에서 5분간 유지한 (b)의 경우 7~10 µm의 CuTi층이 형성되어 두 개의 내부층 사 이의 경계에서 파괴가 일어났다. 브레이징 조건에 따라 이러한 연성 파괴 형상을 가지는 파괴표면의 미세구조 사 진을 (c)에서 확인할 수 있었다.
최근 저자 등은 활성금속 브레이징 방법을 사용하여 지 르코니아와 티타늄 또는 다른 메탈 보강부재를 브레이징 으로 접합하였다 (Fig. 8), 양호한 접합성과 외관, 낮은 브 레이징 온도, 우수한 접합강도를 확보하기 위한 연구도 진행되고 있다.
5. 결 론
본 연구에서는 전자산업에서 사용되고 있는 세라믹과 금속과의 접합과 관련하여, 활성금속 브레이징 방법에 대 하여 소개하였다. 세라믹과 금속간의 접합을 이루기 위 해서는 브레이징에 사용되는 브레이징 합금은 세라믹과
금속 표면에 웨팅되어 직접적인 접촉을 이루어야하며, 세 라믹과 반응으로 양호한 접합계면을 형성하여야 한다. 용 Fig. 6. SEM image of the bond layer (870oC, 5min) : (a) all bond
layer with the EDX scan line; (b) reaction layer at the Ti- filler interface.32)
Fig. 7. SEM images of the fractured bond layers at the Ti/filler reaction layer : (a) 840oC, 5min, (b) 870oC, 5min (c) fractography, 870oC, 5min32)
Fig. 8. Sample of titanium/zirconia using brazing
융금속을 세라믹 표면에 웨팅시켜 접합계면을 형성하기 위하여 세라믹과의 반응으로 열역학적으로 안정한 화합 물을 형성시킬 수 있는 활성금속을 사용한 활성금속 브 레이징 방법이 많이 사용되고 있다. 금속은 세라믹에 비 해 열팽창계수가 훨씬 크기 때문에, 세라믹/금속 접합체 가 고온에서 접합 후 냉각될 때 금속은 세라믹에 비해 더 큰 수축을 하게 된다. 따라서 세라믹/금속 접합체의 강도 를 향상시키기 위해서는 잔류응력을 최소화하기에 유리 한 물성치를 갖는 재료를 조합하여 설계해야 할 것이다.
세라믹과 금속을 접합하게 되면 부품의 소형화 및 표면 실장화가 가능하고, 다양한 기능을 가진 복합형상의 부 품제조가 가능하여 센서나 전자패키징 분야에 응용되고 있다.
후 기
본 연구는 특허기술상품화 기술개발 지원사업 (PA100054)으로 수행되었습니다.
참고문헌
1. Martin Tarr, “Hermetic encapsulation” from http://www.ami.
ac.uk/courses/topics/0261_herm/index.html#5
2. C. H. Jun and C. H. Ok, “Effects of Surface Modification with IBAD in Brazing Joining of Al2O3-SUS304”, 10, 41 (2005).
3. M. Samandi, M. Gudze and P. Evans, Nuclear Instruments and Methods in Physics Research B127/128, 669 (1997).
4. K. Suganuma et al., “Joining of Ceramics and Metals”, Ann.
Rev. Mat. Sci., 18, 47 (1988).
5. M. G. Nicholas and D. A. Mortimer, “Ceramic/Metal Joining for Structureal Application” Mat. Sci. and Tech., 2, 657 (1986).
6. J. Godziemba-Maliszewski and R. Lison, “Metal-Silicon Car- bide Bonds for Elevated Temperature Application” ceramic Mat. and Comp. For Engines, 433 (1986).
7. R. F. Pabst and G. Elssner, “Adherence Properties of Metal to Ceramic Joints”, J. Mat. Sci., 15, 188 (1980).
8. Ch. Nissel, “HIP Diffusion Bonding”, Powder Matall, Int., 16, 114 (1984).
9. Qian Wang, W. B. Kim, S. H. Choa, K. D. Jung, J. S. Hwang, M. C. Lee, C. G. Moon and I. S. Song, “Application of Au- Sn Eutectic Bonding in Hermetic RF MEMS Wafer Level Packaging”, J. Microelectron. Packag. Soc., 12(3), 197 (2005).
10. E. J. Jang, J. W. Kim, Bioh Kim, Thorsten Matthias, H. J. Lee, S. M. Hyun and Y. B. Park, “Effect of N2+H2 Forming Gas Annealing on the Interfacial Bonding Strength of Cu-Cu thermo-compression Bonded Interfaces”, J. Microelectron.
Packag. Soc., 16(3), 31 (2009).
11. T. Yamada, et al., “Joining of Ceramic to Metals with Active
Filler Metal”, J. Mat. Sci., 15, 401 (1980).
12. T. Kada, et al., “Diffusion Reaction-Bonding of Si3N4 Ceramics under High Pressure”, J. Am. Ceram. Soc., 64, c- 135-6 (1983).
13. M. M. Schwartz, “Ceramic Joining”, ASM, (1990).
14. W. D. MacDonald and T. W. Eager, Ann. Rev. Mat. Sci., 22, 23 (1992).
15. D. S. Duvall, et al., Weld. J., 53, 203 (1974).
16. Y. Lino, J. Mat. Sci. Lett., 10, 104 (1990).
17. R. E. Loehman and A. P. Tompsia, “Joining of Ceramics”, Am. Ceram. Soc. Bull., 67, 375 (1989).
18. A. J. Moorhead and H. Keating, “Direct Brazing of Ceramics for Advanced Heavy-Duty Diesels”, Welding J., 65, 17 (1986).
19. A. J. Moorhead, “Direct Brazing of Alumina Ceramics”, Adv.
Ceram. Mat., 2, 159 (1987).
20. K. Suganuma et al., Ann. Rev. Mater. Sci., 18, 47 (1988).
21. R. E. Loehman, et al., “Wetting and Joining of Mullite Ceramics by Active Metal Braze alloy”, J. Am. Ceram. Soc., 77, 271 (1994).
22. K. Suganuma et al., “Ceramic and Glasses”, Engineered Handbook, ASM, 4, 523 (1990).
23. M. G. Nicholas, “Promiting the Wetting and Brazing of Ceramics”, Structural caramics Joining II, Caram. Trans., 35, 115 (1993).
24. H. Mizuhara and K. Mally, “Ceramic-to-Metal Joining with Active Brazing Metal”, Welding J. 65(10), 17-31 (1986).
25.장희석, “활성금속 브레이징법에 의한 Si3N4/Stainless steel 316 접합체 제조에 관한 연구”(in Korean), 한양대 박사학위 논문 (2003).
26. T. Suga and G. Ellssner, MRS Int'l Mtg. on Adv. Mats., 8, 99 (1987).
27. B. J. Dalgleigh et al, Acta Metall., 6(8), 29 (1988).
28. B. H. Marshall and B. R. Lawn, J. Am. Ceram. Soc., 61(1- 2), 21 (1978).
29. M. Yang, et al., “Brazing of Al2O3 to Ti-6Al-4V alloy with in situ synthesized TiB-whisker-reinforced active brazing alloy”, Ceram. Int. (2011).
30. Z. Chen, M. S. Cao, Q. Z. Zhao, J. S. Zou, Interfacial micro- structure and strength of partial transient liquid-phase bonding of silicon nitride with Ti/Ni multi-interlayer, Mater. Sci. Eng.
A 380, 394-401 (2004).
31. J. C. Feng, D. Liu, L. X. Zhang, X. C. Lin, P. He, Effects of processing parameters on microstructure and mechanical behavior of SiO2/Ti-6Al-4V joint brazed with AgCu/Ni inter- layer, Mater. Sci. Eng. A 527, 1522 (2010).
32. O. Smorygo, J. S. Kim, M. D. Kim, T. G. Eom, “Evolution of the interlayer microstructure and the fracture modes of the zirconia/Cu-Ag-Ti filler/Ti active brazing joints”, Mater. Lett., 61, 613 (2007).
33. A. Guedes, A. M. P. Pinto, M. Vieira, F. Viana, Mater. Sci.
Eng., A 301, 118 (2001).
• 기세호
• 1976년생
• 서울시립대학교 대학원생(박사과정)
• 브레이징,LED 리드프레임, 전해도금
• e-mail : [email protected]
• 김원중
• 1956년생
• 서울시립대학교 교수
• 금속 가공
e-mail : [email protected]
• 허증봉
• 1988년생
• 서울시립대학교 대학원생(석사과정)
• LED 리드프레임, 전해도금
• e-mail : [email protected]
• 정재필
• 1959년생
• 서울시립대학교 교수
• 마이크로접합, 전자패키징, 전해도금
• e-mail : [email protected]