Copyright
Ⓒ2013 KSAE / 123-16 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2013.21.3.134 Transactions of KSAE, Vol. 21, No. 3, pp.134-141 (2013)
리플로우 시간에 따른 Pb-free 솔더/Ni 및 Cu 기판 접합부의 전단강도 평가
하 벼 리1)․유 효 선2)․양 성 모*2)․노 윤 식1)
전북자동차기술원 융복합기술연구실1)․전북대학교 기계시스템공학부2)
Evaluation of Shear Strength for
Pb-free Solder/Ni and Cu Plate Joints due to Reflow Time
Byeori Ha1)․Hyosun Yu2)․Sungmo Yang*2)․Younsik Ro1)
1)
Advanced Technology Research Team, Jeonbuk Institute of Automotive Technology, 1641-4 Soryong-dong, Gunsan-si, Jeonbuk 573-882, Korea
2)
Mechanical System Engineering, Chonbuk National University, Jeonbuk 561-756, Korea (Received 10 September 2012 / Revised 11 October 2012 / Accepted 18 October 2012)
Abstract : Reflow soldering process is essential in electronic package. Reflow process for a long time results from the decrease of reliability because IMC is formed excessively. Solder alloys of Sn-37Pb and Sn-Ag with different kinds of Cu contents (0, 0.5 and 1 wt.%) as compared with Ni and Cu plate joints are investigated according to varying reflow time. The interfaces of solder joints are observed to analyze IMC (intermetallic compound) growth rate by scanning electron microscope (SEM). Shear test is also performed by using SP (Share-Punch) tester. The test results are compared with the solder joints of two different plates (Ni and Cu plate). Cu
6Sn
5IMCs are formed on Cu plate interfaces after reflows in all samples. Ni
3Sn
4and (Cu,Ni)
6Sn
5IMCs are also formed on Ni plate interfaces. The IMC layer forms are affected by reflow time and contents of solder alloy. These results show that mechanical strength of solder joints strongly depends on thickness and shape of IMC.
Key words : Reflow time(리플로우 시간), Pb-free solder(Pb-free 솔더), Shear strength(전단 강도), Intermetallic Compound(IMC, 금속간화합물), Ni plate(Ni 기판), Cu plate(Cu 기판), SP test(전단펀치시험)
1. 서 론
1)
최근 환경친화형 전기・전자기기의 개발요구와 함께 점차 소형화되는 이들 시스템의 신뢰성확보 및 장수명화를 위해 “환경친화형 Pb-free 솔더와 접 합부의 신뢰성 평가”에 대한 연구가 절실히 요구되 고 있다.1) 기존에 사용되던 Sn-Pb 솔더의 인체 및 환 경에 대한 유해성과 그에 따른 선진국의 Pb규제 의 무화로 인해 젖음특성 및 접합강도, 피로강도가 우 수한 Sn-Ag계 솔더가 대체 솔더로 꼽히고 있다.2) 특 히 이러한 Sn-Ag계 솔더 중에서도 융점과 젖음성
*
Corresponding author, E-mail: [email protected]
개선을 고려하여 미량의 Cu를 첨가한 Sn-Ag-Cu계 솔더가 주목받고 있으며 더불어 Cu의 함량에 따른 Sn-Ag계 솔더합금의 접합특성에 대한 연구가 보고 되어지고 있으나 그 수는 매우 부족한 실정이다.3,4)
또한 최근에는 전기・전자기기의 기판(plate)로서 일반적으로 널리 사용되어지고 있는 Cu계 기판과 함께 Ni계 기판 접합부에 대한 연구가 보고 되어지 고 있는데 이는 기존 Sn-Pb계 솔더합금에 사용되고 있는 Cu계 기판은 다량의 Sn을 함유하는 무연솔더 와 사용 시 Cu가 Sn과 빠른 속도로 반응하여 취성이 강한 금속간화합물(IMC : intermetallic compound)을 형성하여 기계적 신뢰성을 급격히 감소시키기 때문
리플로우 시간에 따른 Pb-free 솔더/Ni 및 Cu 기판 접합부의 전단강도 평가
이다. 이에 반해 Ni계 기판은 솔더와 기판사이에서 낮은 확산계수로 과도한 확산을 방지할 뿐 아니라 부식 및 산화와 오염을 막아주는 보호막 역할을 한 다. 또한 치환형 금 도금층과 밀착력이 우수하여 우 수한 내마모성과 경도를 요구하는 제품에 사용이 용이하다.5,6)
한편, 솔더를 전자패키지에 실장하기 위해서는 리 플로우 공정을 거치게 되는데 다중실장, 수리 및 재 정렬 공정으로 인해 최소 2회 이상의 리플로우 공정 을 거치게 된다. 그러나 패키징 단계에서 다수의 리 플로우 과정을 거친 솔더 접합부에서는 IMC가 과잉 생성되어 기계적, 전기적 신뢰성의 저하를 야기한다.7) 따라서 본 논문에서는 이상과 같은 연구배경 하 에서 다양한 Cu 함량(0, 0.5, 1 wt.%)을 갖는 Sn-Ag 계 솔더와 Cu와 Ni기판 접합부를 대상으로 리플로 우 시간에 따른 IMC 거동분석을 통한 젖음성 평가 와 전단펀치(Shear Punch ; SP) 시험기법을 이용한 전단강도 및 파괴에너지를 도출하여 Pb-free 솔더 접합부의 기계적 물성평가를 실시하였다. 또한 이 러한 평가결과를 통해 시험조건에 따라 솔더 접합 부의 기계적 물성을 데이터베이스(D/B)화하고 전 단펀치 시험에 의한 솔더 접합부의 신뢰성 평가기 술 정립을 위한 기초적인 데이터를 확보하고자 하 였다.
2. 시험재료 및 실험방법 2.1 시험재료
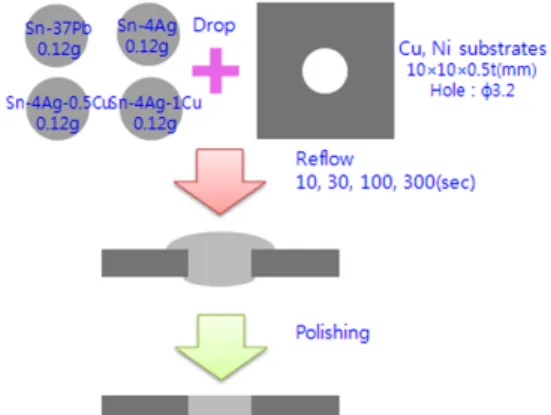
솔더에 따른 접합부의 기계적 특성을 조사하기 위해 Sn-37Pb와 Pb-free 솔더인 Sn-4Ag 그리고 미량 의 Cu를 첨가한 Sn-4Ag-0.5Cu, Sn-4Ag-1Cu 솔더볼 (0.12g)을 준비하였다. 또한 기존 Cu 기판과 Ni 기판 접합부의 특성을 비교하기 위해 고순도(99.99%) Cu, Ni Bar를 준비하고 Bar형태의 기판을 10×10
×0.5(mm)의 크기로 가공하였다. 이렇게 제작된 기 판의 가운데에 홀을 뚫고 매끄럽게 폴리싱한 후, 고 온의 플럭스 환경에서 홀 안에 솔더를 접합하였다.
Fig. 1은 이러한 시편 제작 과정을 나타내며, 접합 시 리플로우 온도와 시간 조건은 Table 1과 같다. 이때 리플로우 온도는 각 솔더의 녹는점에서 약 20°C 높 은 온도에서 시행하였다.
Fig. 1 Schematic view for specimen preparation
Table 1 The reflow condition of solder joints
System Reflow
temperature (°C)
Reflow time (sec)
Sn-37Pb 200
10, 30.
100, 300
Sn-4Ag 240
Sn-4Ag-0.5Cu 240
Sn-4Ag-1Cu 240
2.2 실험방법
전기・전자 장비의 가동 시 솔더 접합부에는 외부 의 힘이나 전자 부품과 기판의 서로 다른 열팽창계 수(CTE)의 차이에 의한 역학적 응력(stress)과 변형 률(srain)이 발생하게 된다. 이때, 발생되는 응력은 인장응력, 압축응력도 있지만 전단응력이 주응력이 다.8) 즉, 솔더가 받는 응력과 변형이 접합상태에서 전단 방향으로 주로 작용되기 때문에 솔더 접합부 에 대한 전단강도 인자는 신뢰성 평가 측면에서 중 요하다고 말할 수 있다. 이에 본 연구에서는 솔더 접 합부의 기계적 강도 평가에 전단펀치(SP) 시험법을 사용하였다. 본 시험법에는 미소시험편을 사용하기 때문에 size effect의 영향을 줄일 수 있을 뿐 아니라 응력 받는 영역의 크기가 시험시마다 동일하기 때 문에 보다 정확한 전단응력을 쉽게 산출할 수 있는 이점이 있다.
Fig. 2는 솔더 접합부의 SP 시험과 접합부에서 일 어나는 역학적 응력을 나타낸 개요도이다. 또한 각 솔더 접합 계면부의 미세조직을 관찰하기 위해서 완성된 접합부 시편을 마운팅 한 후 미세연마하고 SEM을 이용해 관찰하였다. Fig. 3은 미세조직관찰 을 위한 준비과정을 나타낸 개략도이다.
Byeori Ha․Hyosun Yu․Sungmo Yang․Younsik Ro
Fig. 2 Schematic diagram of the SP test
Fig. 3 Preparation for observing cross-section image
3. 실험결과 및 고찰
3.1 Pb-free 솔더 접합부의 IMC 거동 3.1.1 Pb-free 솔더/Cu 기판 접합부에서의
계면반응
Fig. 4~Fig. 7은 일정한 온도로 유지되는 솔더 플 렉스 수지 안에서 다양한 리플로우 시간에 따른 Pb-free 솔더와 Sn-Pb 솔더의 계면반응을 Cu 기판에 대해 관찰한 SEM 사진이다. 이때 리플로우의 온도 는 공정 Sn-37Pb의 경우 200°C에서, Pb-free 솔더의 경우는 240°C에서 실시하였으며, 항온유지와 내산 화성 분위기를 위해 모든 솔더링 반응 연구는 솔더 플렉스 수지 안에서 수행하였다. SEM 및 EDS 분석 결과 IMC의 거동은 솔더와 Cu 기판 계면에서 그리 고 솔더의 내부 안에서 발견되었으며, 전반적으로 리플로우 시간이 증가됨에 따라 모든 경우에 있어 IMC인 Cu6Sn5(η상)의 입자크기가 점차 성장되고 있 음을 알 수가 있다. 또한 리플로우 시간이 증가됨에 따라 IMC의 형태는 flat 형태에서 모양이 둥근 scallop 형상으로 변화함을 관찰할 수 있다.
Sn-37Pb 솔더 접합부에서는 솔더와 기판 계면 가 까이에 Pb-rich상이 성장하게 되는데 이는 솔더 내 Sn이 Cu와 결합으로 인한 작용이라고 사료된다.
Fig. 4 Cross-section SEM images of Sn-37Pb solder/Cu plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Fig. 5 Cross-section SEM images of Sn-4Ag solder/Cu plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Fig. 6 Cross-section SEM images of Sn-4Ag-0.5Cu solder /Cu plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Evaluation of Shear Strength for Pb-free Solder/Ni and Cu Plate Joints due to Reflow Time
Fig. 7 Cross-section SEM images of Sn-4Ag-1Cu solder/Cu plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Sn-4Ag 솔더 접합부의 경우에도 리플로우 시간이 증가함에 따라 IMC층이 두꺼워지고 있음을 확인 할 수 있고 기둥형태의 Cu6Sn5상이 형성되는 것을 확인할 수 있다. 이때 IMC층의 가까운 솔더 측에는 Ag3Sn상이 발견되었다. Sn-4Ag-0.5Cu 솔더 접합부 의 경우에는 리플로우 시간이 증가됨에 따라 솔더 기지 내에도 Cu6Sn5상이 존재하게 되는 것을 확인할 수 있다. 종래 보고에 의하면 Sn-Ag계 솔더에 미량 의 Cu를 첨가함으로써 Ag3Sn상의 조대화를 방지하 고 Sn의 Cu기판으로 일방향적인 흐름을 막아 리플 로우 시간 증가에 따른 보이드(void) 형성을 막을 수 있다고 알려져 있으며 이러한 거동은 본 시험재료 에서도 관찰할 수가 있다.
그러나 Sn-4Ag-1Cu 솔더 접합부의 모습에서도 볼 수 있듯이, Cu의 함량이 1% 이상이 되면 0.5%일 때보다 형태는 균일하지만 IMC 두께가 급격히 증 가하여 과대 성장하는 모습을 관찰할 수 있다.
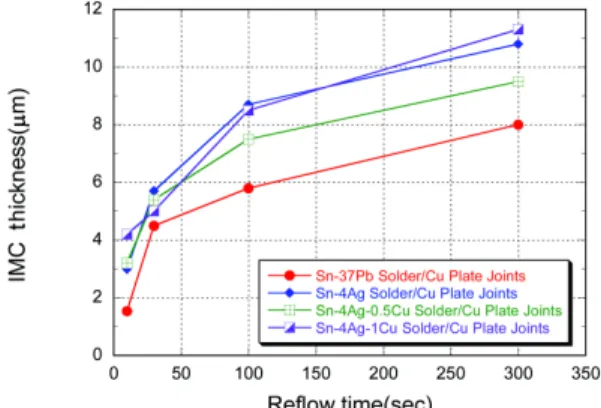
Fig. 8은 리플로우 시간에 따른 Cu기판 솔더 접합 부에서 IMC의 두께의 측정값을 나타낸 그래프이다.
일반적으로 솔더 접합부에서의 IMC는 솔더와 기판 간의 전기적, 화학적 그리고 기계적 결합력을 제공 하는 것으로 솔더 접합부의 형성에 매우 중요하다.
그러나 조대하게 성장된 IMC는 솔더 접합부의 취 성(brittle)을 증가시킬 뿐만 아니라 접합부의 전단 및 피로강도에 해가 된다는 점을 고려할 때 솔더 접 합부의 미시역학적인 기계적 특성 평가는 전자부품
Fig. 8 IMC thickness with reflow time for Pb-free and Sn-Pb solders on Cu plate
의 신뢰성 확보 측면에서 매우 중요하다.
금속간 화합물의 거동을 살펴보면, 모든 솔더 접 합부에서 리플로우 시간이 증가함에 따라 IMC의 두께가 증가하였고, 전반적으로 기존 Pb 솔더 보다 Pb-free 솔더가 더 큰 IMC의 거동을 보이고 있다. 또 한 Sn-4Ag 솔더 접합부의 경우 Cu기판과 반응하여 Sn-4Ag-0.5Cu 솔더에 비해 상대적으로 IMC의 거동 이 큰 것으로 관찰되었다. 그러나 Cu의 함량이 일정 이상이 되면 다시 IMC가 두껍게 형성되는 결과를 관찰할 수 있다.
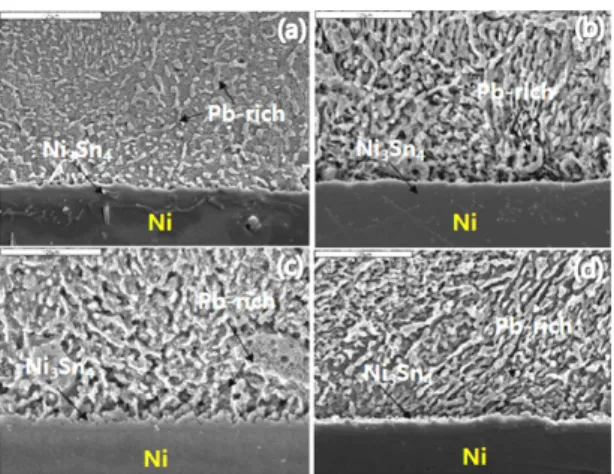
3.1.2 Pb-free 솔더/Ni 기판 접합부에서의 계면반응 Fig. 9~Fig. 12는 Ni 기판에 대해 다양한 리플로우 시간에 따른 솔더 합금 접합부의 계면반응을 관찰 한 SEM 사진이다. Ni 기판에서도 Cu 기판 접합부와 마찬가지로 모든 솔더 접합부에서 리플로우 시간이 증가함에 따라 IMC가 성장하고 있음을 관찰할 수 있다. Ni기판에서 Sn-37Pb 솔더 접합부 계면의 IMC 는 Ni3Sn4층으로 Cu기판 접합부의 Cu6Sn5층보다 같 은 리플로우 시간에서 성장이 더딤을 확인할 수가 있다. 따라서 IMC 층 가까이에 형성되는 Pb-rich상 덩어리도 Cu기판 접합부에 비해 상대적으로 적은 양이 관찰되었다.
Sn-4Ag 솔더 접합부에서도 IMC층으로 Ni3Sn4층 이 형성되었고, Sn-37Pb 솔더 접합부 보다는 큰 거 동을 보이지만 Sn-4Ag 솔더/Cu 기판 접합부의 IMC 보다 작은 거동을 보였다. Sn-4Ag-0.5Cu 솔더의 경 우는 솔더에 미량의 Cu가 첨가되어 IMC의 성분이 (Cu,Ni)6Sn5으로 관찰되었으며 더불어 Sn-4Ag 솔더
하벼리․유효선․양성모․노윤식
Fig. 9 Cross-section SEM images of Sn-37Pb solder/Ni plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Fig. 10 Cross-section SEM images of Sn-4Ag solder/Ni plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
접합부 보다 두드러지게 IMC 층이 성장한 것을 관 찰 할 수 있다. 한편, Sn-4Ag-1Cu 솔더 접합부를 살 펴보면 Sn-4Ag-0.5Cu 솔더 접합부 보다 IMC의 성장 이 침상형태로 눈에 띄게 빠르게 성장함을 확인할 수 있다.
Fig. 13은 리플로우 시간에 따른 Ni 기판 솔더 접 합부에서 IMC 두께 거동을 나타낸 그림으로 Cu기 판 접합부보다 약 30% 정도 낮은 성장을 보이고 리 플로우 시간에 따라 안정적인 성장을 하는 것을 관 찰할 수 있다. Cu기판 접합부와 마찬가지로 Sn-37Pb 솔더는 Pb-free 솔더 보다 IMC의 성장이 더딘 것을 확인하였으며, 특히 Cu가 첨가된 솔더의 경우에는
Fig. 11 Cross-section SEM images of Sn-4Ag-0.5Cu solder /Ni plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Fig. 12 Cross-section SEM images of Sn-4Ag-1Cu solder /Ni plate joints under different reflow conditions (a) 10sec (b) 30sec (c) 100sec (d) 300sec
Fig. 13 IMC thickness with reflow time for Pb-free and Sn-Pb solders on Ni plate
리플로우 시간에 따른 Pb-free 솔더/Ni 및 Cu 기판 접합부의 전단강도 평가
성장이 눈에 띄게 빠른 것을 확인할 수 있다. 이는 솔더 내 미량의 Cu가 솔더의 주성분인 Sn과 Ni기판 과의 반응으로 Cu-Ni-Sn의 3원계 IMC를 형성하기 때문으로 사료된다.
3.2 Pb-free 솔더 접합부의 전단강도 평가 3.2.1 Pb-free 솔더/Cu 기판 접합부의 전단강도 평가 Fig. 14는 30°C와 50°C에서 실험한 Pb-free 솔더 /Cu 기판 접합부의 리플로우 시간에 따른 최대전단 강도(τmax)를 나타낸 그래프이다. 50°C의 경우에 솔더 접합부의 최대전단강도는 30°C와 비교해 약 20~30%정도의 τmax의 감소를 보였다. Sn-37Pb 솔 더 접합부는 전반적으로 Pb-free 솔더 접합부보다 낮은 최대전단강도를 보였으며 Pb-free 솔더 합금 중 Sn-4Ag 솔더는 전반적으로 30°C와 50°C에서 리 플로우 시간이 증가됨에 따라 응력-변형률 선도의 증가와 함께 최대전단강도가 증가하고 있어 Cu와
(a) 30°C
(b) 50°C
Fig. 14 Max. shear strength behavior for Pb-free and Sn-37Pb solder/Cu plate joints at 30°C and 50°C
솔더 접합부에서 솔더링 시간에 따른 안정된 IMC 의 생성이 이루어지고 있음을 알 수 있다. 반면, Sn-4Ag-0.5Cu 솔더의 경우는 30°C와 50°C에서 공히 리플로우 시간에 따른 최대전단강도의 큰 차이를 보이지 않았다. Sn-4Ag-1Cu 솔더의 경우, 리플로우 시간에 따른 최대전단강도의 차이가 Sn-4Ag-0.5Cu 솔더보다 컸지만, 시험온도의 변화에 따른 차이는 Sn-4Ag-0.5Cu 솔더 보다 작았다.
전반적으로 볼 때 Pb-free 솔더는 공정 Sn-37Pb 솔 더보다 우수한 접합강도를 보였으며, 전단강도 시 험결과 네 종류의 합금 중 리플로우 시간에 따른 최 대전단강도의 변화가 가장 적은 Sn-4Ag-0.5Cu 솔더 접합부가 가장 우수하다고 볼 수 있다.
3.2.2 Pb-free 솔더/Ni 기판 접합부의 전단강도 평가
Fig. 15는 30°C와 50°C에서 실험한 Pb-free 솔더 /Ni 기판 접합부의 리플로우 시간에 따른 최대전단 강도를 나타낸 그래프이다. Cu 기판 접합부와 마찬 가지로 최대전단강도는 50°C의 경우에 30°C에서보 다 약 20~30%정도 감소하였다.
Sn-37Pb 솔더/Ni 접합부는 다른 솔더와 비교해서 리플로우 시간과 시험온도에 따른 최대전단강도는 큰 폭으로 감소하였다. Sn-4Ag 솔더의 경우에 전반 적으로 최대전단강도가 다른 Pb-free 솔더 보다 약 간 낮은 결과를 보였으며 Sn-4Ag-0.5Cu 솔더는 리플 로우 시간에 따라 최대전단강도의 차이가 가장 적 었으며 온도에 따른 변화도 크지 않았다. 하지만 Sn-4Ag-1Cu 솔더의 경우에는 리플로우 시간에 따 른 최대전단강도의 차이가 다소 큰 경향을 보였다.
이는 Fig. 13에서 솔더 접합부의 IMC 두께에서도 관 찰할 수 있듯이, Sn-4Ag-1Cu 솔더/Ni 기판 접합부의 경우에는 IMC층이 과대 성장했기 때문으로 사료된다.
전반적으로 시험온도와 리플로우 시간에 따른 최 대전단강도의 변화는 리플로우 시간 10sec인 경우 를 제외하고 Sn-4Ag-0.5Cu 솔더가 가장 적어, Cu 기 판 접합부와 마찬가지로 Ni 기판 접합부에서도 Sn-4Ag-0.5Cu 솔더가 가장 우수한 기계적 특성을 보 였다.
한편, 두 기판 접합부에서 우수한 기계적 특성을 보인 Sn-4Ag-0.5Cu의 최대전단강도를 비교해 보면, 30°C 경우 Cu 기판 접합부는 Ni 기판 접합부 보다
Byeori Ha․Hyosun Yu․Sungmo Yang․Younsik Ro
(a) 30°C
(b) 50°C
Fig. 15 Max. shear strength behavior for Pb-free and Sn-37Pb solder/Ni plate joints at 30°C and 50°C
약 15% 더 높게 나타났지만 50°C 경우는 약 3~5%를 보여 그 정도가 감소됨을 알 수 있다.
따라서 30°C에서 50°C로 시험온도 증가에 따른 최대전단강도의 저하는 Ni 기판이 Cu기판의 경우 보다 작음을 알 수 있어 시험온도의 영향은 Cu 기판 이 더 크게 받음을 알 수 있다. 향후 보다 높은 시험 온도에서 솔더 접합부에 대한 신뢰성 평가에 대한 연구가 필요할 것으로 사료된다.
4. 결 론
본 논문에서는 Pb-free 솔더 접합부의 기판의 종 류(Cu, Ni)에 따른 기계적 특성을 분석하였다. 또한 종래 사용되어온 Sn-37Pb 솔더와 Pb-free 솔더인 Sn-Ag계 솔더의 Cu함량(0, 0.5, 1 wt.%)을 다르게 하 여 다양한 시간(10, 30, 100, 300sec)동안 리플로우한 솔더접합부의 젖음성 평가와 전단강도 시험을 실시
하고 분석하였다. 연구결과는 다음과 같다.
1) Pb-free 솔더/ Cu기판 접합부의 계면반응을 살펴 보면, 모든 솔더 접합부에서 Cu6Sn5 IMC층이 형 성되었고 리플로우 시간이 증가함에 따라 IMC 의 두께가 증가하였다. 전반적으로 기존 Pb 솔더 보다 Pb-free 솔더가 더 큰 IMC의 거동을 보이고 있으며 Sn-4Ag 솔더 접합부의 경우 Cu기판과 반 응하여 Sn-4Ag-0.5Cu 솔더에 비해 상대적으로 IMC의 거동이 큰 것으로 관찰되었다.
2) Pb-free 솔더/ Ni기판 접합부의 계면반응을 살펴 보면, Cu기판 접합부보다 약 30% 정도 낮은 성장을 보이고 리플로우 시간에 따라 안정적인 성장을 하 는 것을 관찰할 수 있다. Sn-4Ag-0.5Cu, Sn-4Ag-1Cu 접합부에서는 3원계 (Cu,Ni)6Sn5 IMC가 형성되 었다.
3) 전단강도 측면에서 Pb-free 솔더/ Cu기판 접합부 는 50°C의 경우에 솔더 접합부의 최대전단강도 는 30°C와 비교해 약 20~30%정도의 최대전단강 도 감소를 보였다. Sn-37Pb 솔더 접합부는 전반 적으로 Pb-free 솔더 접합부보다 낮은 최대전단 강도를 보였다. 네 종류의 합금 중 Sn-4Ag-0.5Cu 솔더접합부가 가장 우수한 것으로 나타났다.
4) Pb-free 솔더/ Ni기판 접합부의 전단강도 시험 결 과를 보면, Sn-4Ag 솔더의 경우에 전반적으로 최 대전단강도가 다른 Pb-free 솔더 보다 약간 낮은 결과를 보였으며, Sn-4Ag-0.5Cu 솔더는 리플로우 시간에 따라 최대전단강도의 차이가 가장 적었으 며 온도에 따른 변화도 크지 않았다. 하지만 Sn- 4Ag-1Cu 솔더의 경우에는 리플로우 시간에 따른 최대전단강도의 차이가 다소 큰 경향을 보였고 이는 IMC층이 과대성장했기 때문으로 사료된다.
5) 두 기판 접합부에서 우수한 기계적 특성을 보인 Sn-4Ag-0.5Cu의 최대전단강도를 비교해 보면, 30°C에서 50°C로 시험온도 증가에 따른 최대전 단강도의 저하는 Ni 기판이 Cu기판의 경우 보다 작음을 알 수 있어 시험온도의 영향은 Cu 기판이 더 크게 받음을 알 수 있다.
후 기
“이 논문은 2011년도 정부(교육과학기술부)의 재
Evaluation of Shear Strength for Pb-free Solder/Ni and Cu Plate Joints due to Reflow Time
원으로 한국연구재단의 지원을 받아 수행된 연구임 (No. 0023724).”
References
1) J. E. Park, S. C. Kim, H. S. Yu, S. M. Yang and H. Y. Kang, “Shear Characteristics of Sn-Ag Solder for Temperature Shift Using Micro Shear-punch Test and FEM,” KSAE Annual Conference Proceedings, pp.1367-1372, 2009.
2) J. Wang, L. G. Zhang, H. S. Liu, L. B. Liu and Z. P. Jin, “Interfacial Reaction between Sn-Ag Alloys and Ni Substrate,” Journal of Alloys and Compounds, Vol.455, No.1, pp.159-163, 2008.
3) S. T. Yang, Y. C. Chung and Y. H. Kim,
“Intermetallic Formation between Sn-Ag Based Solder Bump and Ni Pad in BGA Package,”
Journal of the Microelectronics & Packaging Society, Vol.9, No.2, pp.1-9, 2002.
4) E. P. Lopez, P. T. Vianco, J. A. Rejent, C.
George and A. Kilgo, “Compression Stress- strain Behavior of Sn-Ag-Cu Solders,” Journal
of Electronic Materials, Vol.39, No.1, pp.97- 104, 2009.
5) W. K. Choi and H. M. Lee, “Interfacial Reaction of Sn-3.5wt% Ag Solder Alloy with a Variance of Ni Layer Thickness,” J. Kor. Inst. Met.&
Mater, Vol.37, No.11, pp.1416-1421, 1999.
6) S. S. Kim, J. H. King, S. W. Jeong and H. M.
Lee, “Interfacial Micorostructure Evolution between Liquid Au-Sn Solder and Ni Substrate,”
Journal of the Micoroelectronics & Packaging Society, Vol.11, No.3, pp.47-53, 2008.
7) I. N. Jang, J. H. Park and Y. S. Ahn, “Effect of Reflow Number and Surface Finish on the High Speed Shear Properties of Sn-Ag-Cu Lead-free Solder Bump,” Journal of the Microelectronics
& Package Society, Vol.16, No.3, pp.11-17, 2009.
8) S. K. Cho, S. M. Yang and H. S. Yu, “A Study on Evaluation of Shear Strength for Pb-free Solder Joint with Ni-P/Au UBM,” Korean Society of Manufacturing Technology Engi- neers, Vol.20, No.2, pp.187-192, 2011.