실리콘 wafer sludge로부터 얻어진 SiC의 단광화 기술
구성모·윤수종·김혜성*
부산대학교 나노과학기술대학 나노융합기술학과
Briquetting of Waste Silicon Carbide Obtained from Silicon Wafer Sludges
Seong Mo Koo, Su Jong Yoon, and Hye Sung Kim*
Department of Nano fusion Technology, Pusan National University, Cheonghak-ri, Samangjin, Miryang, Gyeongnam 627-706, Korea
(Received December 31, 2015; Revised February 2, 2016; Accepted February 5, 2016)
···
Abstract Waste SiC powders obtained from silicon wafer sludge have very low density and a narrow particle size distribution of 10-20 µm. A scarce yield of C and Si is expected when SiC powders are incorporated into the Fe melt without briquetting. Here, the briquetting variables of the SiC powders are studied as a function of the sintering tem- perature, pressure, and type and contents of the binders to improve the yield. It is experimentally confirmed that Si and C from the sintered briquette can be incorporated effectively into the Fe melt when the waste SiC powders milled for 30 min with 20 wt.% Fe binder are sintered at 1100
oC upon compaction using a pressure of 250 MPa. XRF-WDS anal- ysis shows that an yield of about 90% is obtained when the SiC briquette is kept in the Fe melt at 1650
oC for more than 1 h.
Keywords: Casting, Mechanical alloy (Milling), Spark plasma sintering, Briquetting, Silicon wafer sludge
···
1. 서 론
태양광 에너지산업 및 반도체산업이 성장하면서 Si wafer의 가공공정으로부터 상당량의 SiC와 실리콘 입자, 그리고 절삭유 등이 함유되어 있는 슬러지가 발생되고 있 으며, 몇 년 전 까지만 해도 이 슬러지들은 폐기물 처리업 체에 의해 전량 매립 처리되어 왔다[1-3]. 연마재와 절삭 유가 혼합되어 있는 가공 슬러리가 차지하고 있는 비중은 약 68.1% 수준으로, 실리콘 슬러지 중에 함유되어 있는 평균입경 20 µm 정도의 SiC와 절삭유를 분리, 회수하여 재활용하기 위한 여러 공정기술들이 최근 개발되고 있으 나[4-7], 잔류물 형태로 배출되는 폐 슬러지가 2010년 기 준으로 년 간 대략 21,000톤 이상 된다. 앞으로 태양광 실 리콘 웨이퍼 산업의 급격한 성장을 감안한다면, 폐 슬러지 의 발생량은 더욱 증가할 것으로 판단된다.
실리콘 슬러지의 주성분인 SiC는 매우 다양한 특성을
가지고 있어 아래 기술한 여러 분야에 널리 응용될 수 있 는 매력적인 자원이다[8]. SiC는 고온강도, 내마모성, 내부 식성 및 높은 열 충격 특성을 지니고 있어 매우 중요한 구 조용 재료로 인식되고 있으며, SiC를 함유한 복합 세라믹 은 고온에서의 독특한 특성으로 산업 소재와 환경용 필터 로서 유용한 재료이다. 제강 공장 등의 탈산제, 규소 및 탄 소의 공급원 혹은 전로의 에너지원으로 사용될 수 있을 뿐 아니라, 주철 주물에는 탄소와 규소 성분을 높이는 주 물용 첨가제로써 사용되고 있다. 실리콘 슬러지의 재활용 기술은 크게 분리 회수기술과 제조기술로 나눌 수 있다.
기 보고된 연구결과에 따르면[4-7], 분리 회수기술이 전체 67.8%의 점유율을 보이며, 나머지 32.2%가 제조 기술에 활용되기 때문에 폐 슬러지의 활용이 필요하다.
그러므로 본 연구에서는 폐 SiC를 단광화하여 주물 첨 가제로써의 가능성을 타진하고자 한다. 폐 SiC 슬러지를 이용한 단광화 기술의 연구는 현재까지 수행된 적이 없다.
*Corresponding Author: Hye Sung Kim, TEL: +82-55-350-5278, FAX: +82-55-350-5299, E-mail: [email protected]
국내의 업계에서 주물용 첨가제로 사용되고 있는 SiC 분 말들은 수입에 전적으로 의존하고 있는 실정이다. 따라서 실리콘 공정 폐기물 SiC 분말을 주물용 첨가제로 재활용 하기 위한 단광화 방안을 설계하고자 한다. 폐 SiC는 초 미세 분말형태로 건조되어 회수되는데 이러한 as-received 상태로는 주물 내에서의 미세 SiC 분말의 부유현상 때문 에 혼입이 불가능하다. 이런 문제점을 해결하기 위해 적당 한 밀도 및 강도를 가진 SiC 단광체의 제조가 필수적이다.
수거된 폐 SiC 분말의 결합력을 향상시켜 원하는 단광체 의 강도를 얻기 위해서 일반적으로 유기결합제가 사용되 나, 결합제의 종류 및 첨가 분율에 따라 최종 주물의 특성 차이가 발생할 수 있기 때문에 본 연구에서는 이런 점을 고려하여 주물특성에 거의 영향이 없는 결합제의 선정 및 적정 조성을 선택하여 단광화의 가능성을 타진하고, 단광 체 형성 및 강도유지를 위한 성형 및 소결 조건을 도출하 고자 한다.
2. 실험 방법
2.1. SiC 분말 시편 제작
하소를 통해 절삭유를 제거하여 수거된 SiC 슬러지 내 의 불순물의 종류 및 함량은 최종 주물의 특성에 영향을 미치기 때문에 본 연구에서는 혼합분말 제조 전 수거된 폐 슬러지의 불순물 농도를 측정하여 표 1에 나타내었다.
표 1에 의하면 수거된 슬러지 내의 불순물의 종류 및 농 도는 주물 제조 후 주물의 물성에 거의 영향을 미치지 않 는 수준임을 확인할 수 있었다. 따라서 주물용 단광체를 얻기 위해 수거된 평균 20 µm 크기의 폐 SiC 미립분말에 PVA(polyvinyl alchol) 와 금속 바인더(Fe)를 각 각 첨가하 여 SPEX 8000 shaker Mixer/Mill에서 볼과 분말 무게비를 5:1 로 하여 0.25-10시간 동안 기계적 밀링하여 혼합분말을 제조하였다. PVA의 경우 2 wt%의 조성비로 혼합하였으며 , Fe 의 경우는 2, 5, 10, 20 wt%의 혼합분말을 각 각 제조 하였다.
2.2. SiC 단광 시료의 제작
밀링 혼합 분말의 단광화를 위해 다음과 같은 3가지 조 건의 성형 및 소결을 행하였다. 1) 일반 프레스 성형에서 는 얻을 수 없는 1-3 GPa 수준의 높은 압력을 SiC 분말시 료에 가압할 수 있는 마그네틱 펄스 냉간 가압성형 (Magnetic Pulse Compaction, MPC, ㈜ 나노기술), 2) 일반
가압 성형, 3) 가압과 소결을 동시에 할 수 있는 방전 플 라즈마 소결(Spark plasma sintering, SPS). 위의 3가지 단 광화 작업 중 단순 가압 성형만으로 제조된 시료의 경우 취급 과정에서 시료의 파괴가 일어날 정도로의 낮은 강도 때문에 추가적으로 1000~1300
oC 의 온도에서 소결 공정을 추가하여야만 했다.
2.3. 미세구조 관찰 및 기계적 특성
각 제조 시료들은 연마 후 광학현미경(Optical microscope, Nikon-ECLIPSE LV150) 으로 미세구조를 관찰하였다. 여 기서, 단광 시편의 결합강도는 시료 제조 후 압력을 가했 을 때 파괴강도를 의미한다.
2.4. 주조 시험 및 성분 분석
SiC 단광체가 용융 Fe 내에서 혼입되기까지의 반응시간 을 고찰하기 위해 용탕 내 SiC 단광체의 유지시간에 따른 수율을 측정하였다. 먼저, 용해 시 투하 된 단광 SiC가 용 탕 표면으로 부유가 일어나는지를 각 단광화 조건에 따라 확인하였다. 단광화 조건은 앞절에서 언급한 유압프레스 에 의한 단순가압, MPC에 의한 단광, 단순 단광 후 소결 공정을 추가한 경우와 방전 플라즈마 소결에 따른다. 일반 적으로 주물용 단광체의 크기는 직경 15 mm, 두께 1 mm 정도일 경우 용탕 투하 시 부유현상이 거의 일어나지 않 는다는 연구결과에 의하여 단광시료를 제작하였다[9]. 단 광체의 직경이 크고, 두께가 얇은 것이 용탕 내에서의 접 촉 표면적이 넓기 때문에 주물 내로 원하는 첨가원소, 실 리콘 및 탄소가 확산하는데 유리할 것으로 판단된다. 주물 의 온도와 SiC의 정치시간은 SiC 단광체가 용융체 내에서 확산에 의하여 혼입 될 때 고 수율을 얻기 위한 매우 중 요한 변수이다. 본 연구에서는 진공 주조로를 이용하여 단 광 SiC의 용탕 내의 첨가 수율 실험을 행하였으며, 1600
oC 온도에서 시간 (30-120분)을 변수로 하여 첨가 수 율을 측정한 후 SEM-EDAX(S-5500) 및 XRF(WDS type) 통해 성분 분석을 수행하였다.
3. 결과 및 고찰
3.1. Fe 결합제 첨가에 따른 밀링(milling) 조건 선정 SiC 분말의 부유를 막고, 결합력을 향상시키기 위한 대 안으로서 고 융점 (2700
oC)의 SiC 분말을 용융시키는 방 법은 높은 에너지, 시간과 비용측면에서 효율적인 대안이 아니다. SiC 분말의 결합력을 향상시키면서도 주물(Fe의 융점 : 약 1595
oC) 내로의 효율적인 혼입이 가능하기 위해 서는 용탕 작업이 가능한 단광화 강도가 요구되며, 용탕 내에서 확산이 용이하도록 미세화가 요구된다[3-4]. SiC Table 1. Chemical composition of SiC sludge powders unit: ppm
Elements Na K Ca Fe Al Cu
Contents 30 35 48 72 39 13
분말들이 완전한 소결력을 가질 정도로 결합력이 크면 주 조 용탕 내에서 확산이 오히려 용이하지 않게 되기 때문 에 적절한 결합제 선택을 통하여 용탕 작업 시 주물 내로 의 SiC의 확산 할 수 있는 수준의 결합력을 얻도록 하는 것이 무엇보다도 중요하다. 유기물 계열 결합제의 경우 열 분해 온도(약 270
oC) 가 낮기 때문에 주조 시 충분한 결합 력을 유지하기 어렵고, 세라믹 계열의 결합제의 경우 열분 해 온도가 너무 높고, 충분한 결합력을 갖기 어렵기 때문 에 결합제로써 적당치 않다. 따라서 본 연구에서는 작업 용탕과 동일 소재인 Fe를 결합제로 사용함으로써 SiC 단 광체의 낮은 비중을 향상시킬 뿐 아니라 SiC 분말 간에 적절한 결합력을 부여함으로써 용탕 작업 시 용탕 표면으 로 부유하지 않고 확산할 수 있는 결합력을 갖는 조건을 도출하고자 하였다.
단광체의 결합력은 결합제의 종류뿐만 아니라 결합제의 양이 주요한 변수이다. 이는 앞 절에서 언급한 바와 같이 결합제의 양이 충분하지 않으면 원하는 SiC 수율을 얻기 어렵고, 부유방지를 위한 비중이 적당치 않을 수 있다
표 2는 MPC 공정을 이용해 1 GPa의 고압력으로 성형
한 2 wt%의 함량의 비닐계 (PVA) 및 철계 결합제가 첨가 된 단광체의 밀도를 비교한 것이다. 실험 결과에 의하면 두 경우 매우 낮은 성형밀도가 얻어졌다. 이는 PVA의 밀 도가 낮으며 높은 가압력에도 단광체의 내부에 기공율이 높기 때문이며, 철계의 경우 비중이 7.8 g/cm
3로써 PVA에 비해 높지만 혼합 양적 비가 적음으로 인해 고밀도화 어 렵기 때문이다. 따라서 충분한 성형밀도, 결합력, 비중 및 결합력을 얻기 위한 Fe 결합제의 양의 고려와 밀링 시 Fe 결합제 첨가에 따른 SiC 분말의 균일분산이 요구된다.
본 연구에서는 고에너지 볼밀(high energy ball milling) 공정을 이용해 SiC-Fe 분말 제조 시 적정 결합제의 양과 분말 밀링 조건을 도출해 보았다. 단광화 시료에 Fe의 첨 가량을 각 각 2, 5, 10, 20 wt%로 하여 0.5시간 밀링 후 2000 Kgf 의 하중으로, 10분 동안 유압프레스 성형 후 전기 Table 2. The density change of SiC briquettes with binders used
SiC+2 wt%PVA SiC+2 wt%Fe MPC(1 GPa) 2.02 g/cm
32.35 g/cm
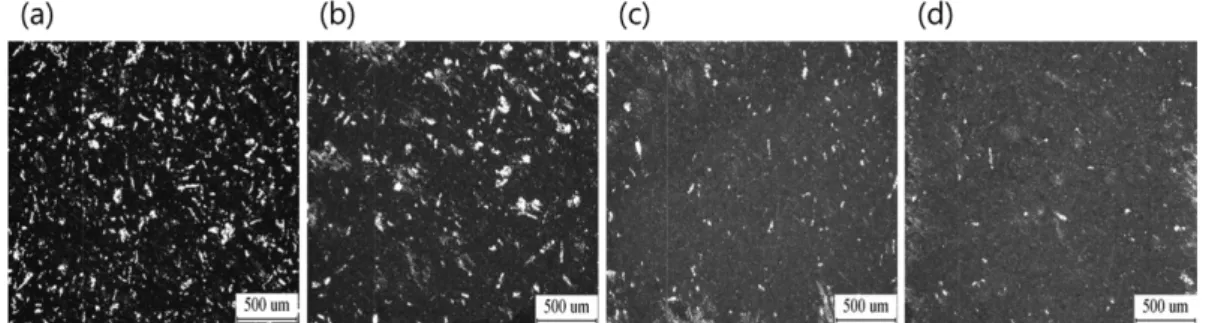
3Fig. 1. Optical micrographs of SiC – x wt%Fe SiC briquettes with Fe contents: (a) 20 wt%, (b) 10 wt%, (c) 5 wt%, (d) 2 wt%
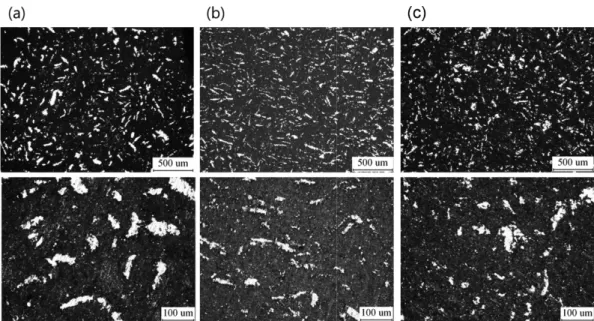
Fig. 2. Optical micrographs showing distribution change of Fe element with milling time in SiC – 20 wt%Fe SiC powders: (a) 0.25 h,
(b) 0.5 h, (c) 1 h, (d) 2 h, (e) 5 h, (f) 10 h.
로에서 소결한 소결체의 광학 미세구조를 아래 그림 1에 나타내었다. 일반적으로 밀링 시 금속과 같은 연성 금속 분말은 강구 사이에서 소성변형을 겪어 길쭉하게 판상화 단계를 거쳐 압접이 일어나면서 aspect ratio가 큰 층상구 조(lamellar structure)로 변화되며 계속적인 강구의 운동으로 인해 층상구조는 더욱 간격이 줄어들게 된다. 본 실험에서는 20 wt% 이상의 Fe 합금 조성에서 밀링 초기(0.16 h)부터 aspect ratio가 큰 층상구조 형태의 Fe 분말이 용이하게 형 성되면서 압접 변형된 층상 구조의 Fe 내에 소성변형이 거의 없는 SiC 분말이 용이하게 박히게 되고, 0.5 h 밀링 후에는 강구 볼의 계속된 운동으로 SiC particle이 박혀있 는 Fe 층상구조의 간격이 현저하게 줄어든 형상이 관찰 된다. 이는 용탕 투하 및 용융 손실을 막을 수 있는 미세 구조로 판단되며 위 결과로부터 최소 Fe 결합제의 함량은 20 wt% 이상으로 결정하였다.
그림 2는 밀링 시간에 따라 제조된 SiC-Fe 20 wt%분말
을 단순 가압 후 광학 현미경 미세구조이다. 밀링시간이 1 시간 일 때 소량 첨가된 Fe와 SiC 분말이 균일한 혼합체 를 이루는 것이 확인되었으며, 5시간 이상의 장시간 밀링 을 진행할 경우 오히려 Fe 분말의 응집이 발생하여 불균 일한 분포의 분말이 얻어졌다. 즉 5 h 이상 밀링이 진행되 면 성형 및 소결 능의 저하가 불가피하다. 따라서 SiC 분 말의 미세화가 최소화되면서 분말 간 결합력을 가질 수 있는 미세구조적 측면을 고려하면 1 시간의 짧은 밀링 시 간이 균일한 혼합체를 갖는 가장 적합한 밀링 시간 조건 으로 판단하였다.
3.2. 소결공정 조건에 따른 미세구조 및 기계적 특성 고찰 그림 3은 Fe 결합제의 첨가량을 20 wt%로 하고 단순 가 압 (pressing)에 의하여 성형한 후 소결온도를 각 각 1000, 1100, 1200, 1300
oC 로 하여 1시간동안 전기로에서 소결 한 후 광학 미세구조 및 그의 기계적 특성을 조사 한 것
Fig. 3. Optical micrographs of SiC–20 wt%Fe SiC powders with various sintering temperatures: (a) 1300°C, (b) 1200°C, (c) 1100°C.
Fig. 4. The variation of mechanical properties of SiC–20 wt%Fe SiC briquettes with various sintering temperatures and Fe
contents.
이다. 조사한 소결온도 범위 (1000~1300
oC)에서 광학 미 세구조는 대체로 양호하지만 광학 미세구조만으로는 소결 체의 특성을 제대로 이해하는데 한계가 있었다. 따라서 소 결체의 파괴강도를 측정하여 그림 4에 나타내었다.
1000
oC 에서 소결 한 시료의 경우 취급과정에서 파쇄가 될 정도로 낮은 강도를 나타내었다. 일반적으로 사람의 평균 악력이 6 MPa임을 감안할 때, 1000
oC의 소결 온도 및 2 wt% Fe 의 결합제를 첨가한 경우의 파괴강도는 6.9 MPa 로 낮은 값을 보여주어서 이는 용탕 내로 SiC 단광체를 첨가하는 취급과정에서 적합 치 않은 것으로 확인되었다.
1100
oC 이상의 온도에서 소결한 시료들은 모두 용탕에 투 입 시 깨지지 않을 수준의 파괴강도를 보여주었다. 파괴강 도는 소결온도가 높아질수록 향상되었으며, 20 wt% Fe 결 합제를 첨가한 시료의 경우 1100
oC 에서 소결한 단광화 시 료는 1000
oC 에서 소결한 시료보다 3배 가량의 파괴강도 향상되었다. 위의 결과로부터 용탕 투하 및 용해를 위한 적절한 단광화 강도를 가지기 위해서는 1100
oC 이상의 소 결온도 및 최소 20 wt%의 Fe 결합제 함량이 요구됨을 관 찰하였다.
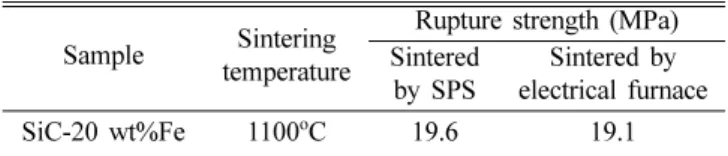
소결 공정은 제품의 가격 경쟁력 측면에서 매우 큰 비 중을 차지하기 때문에 적절한 공정의 응용이 요구된다. 표 3은 Fe 함량 및 소결방법에 따른 소결체의 기계적 강도를 비교한 것이다. 앞 절에서 1100
oC 이상의 소결온도에서 결합제의 양이 20 wt%일 경우 용탕 투하를 위한 이동과 정 중에서 파괴 없이 용탕작업이 가능함을 보고하였다. 표 3의 파괴강도 데이터에서 알 수 있듯이 1100
oC 온도에서 SiC-20wt%Fe 시료의 제조공정 간 파괴강도 차이는 거의 없 는 것으로 확인되었다. 위의 결과로부터 취급의 용이성과 가 격 경쟁력 측면에서 전기로 소결법의 응용이 추천된다.
3.3. 주조 처리 후 성분 분석
일반적으로 깁스 자유에너지의 계산에 의하면 SiC 생성 에 요구되는 에너지 값이 Fe
3C 생성에 요구되는 에너지 값보다 주조온도 (1650
oC) 이상에서도 낮기 때문에 열역 학적(thermodynamic) 관점에서는 SiC가 용탕 내에 분해되어 혼입될 수 없다. 따라서, 밀링(milling)에 의해 평균 5 µm 이 하로 미세화된 SiC 분말을 제조하고, 이를 Fe-SiC 단광체 를 제조하여 주조 온도에 노출함으로써 미세화 된 SiC의 표면으로부터의 확산에 의하여 Fe 용탕 내로 혼입될 수 있도록 해야 한다. 밀링에 의해 초 미세화된 SiC 분말 형 성과 더불어 적절한 파괴 강도를 갖도록 가압 성형 후 소 결에 의한 결합력 향상은 매우 주요한 변수이다.
Fe 바인더의 함량이 20 wt% 첨가된 시료를 1650
oC의 용해온도에서 0.25 h 유지 후 용탕 표면으로 SiC 단광체 가 부상하는 지 육안 관찰하였다. 위의 실험으로부터 단순 가압에 의한 단광화 시료의 경우는 용탕 표면 위로 SiC 분말이 부상하는 것이 관찰되었지만, 유압 프레스에 의해 성형 후 1100
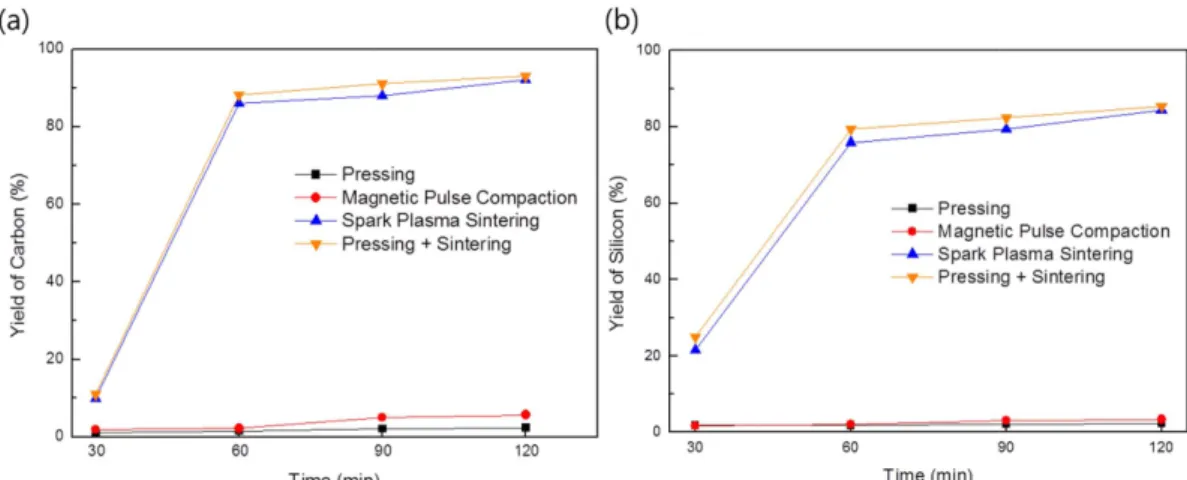
oC에서 소결한 시료 및 방전 플라즈마에 의 한 소결 시료는 용탕 표면으로 SiC 분말이 부유되지 않고 용융 작업이 가능함을 확인하였다. 위의 실험 결과로부터 SiC 분말을 단광화하여 주물 첨가용으로 응용하기 위해서 는 단순 가압 방법에 의해서는 SiC 단광체의 부유현상을 억제할 수 없기 때문에 SiC 분말의 가압 성형 후 반드시 소결 공정을 거쳐야 하며, 파괴강도가 용탕 취급 및 부유 현상을 억제할 수 있는 19 Mpa 이상의 파괴 강도가 요구 됨을 확인하였다. SiC 단광체가 Fe 용체 내에서 확산에 의 하여 혼입 될 수 있는 주물의 온도와 SiC의 정치시간은 SiC 단광체의 융체 내 고 수율을 얻기 위한 매우 중요한 변 수이다. 표 4와 그림 5는 각 각 철 용탕 내에 SiC- 20 wt%Fe 단광체를 투입 후 0-2 시간동안 정치 한후 얻은 주괴의 XRF-WDS에 의한 성분 분석 및 탄소 (C)와 실리 콘 (Si)의 수율 측정 결과이다. 탄소의 수율은 유지시간 1 시간 경과 후 90% 이상의 높은 수율을 보였으며, 유지 시 간이 증가할수록 증가하였다. 탄소와 실리콘의 수율은 XRF-WDS 측정 결과로부터 첨가된 SiC의 양 대비 주물 내 탄소 및 실리콘 실 수율을 계산한 결과이다. 수율 계산 결과 탄소 및 실리콘은 주물 내 최대 90% 이상 혼입된 것 Table 3. The change of mechanical properties of sintered SiC-20
wt% briquettes with various sintering processing and Fe con- tents
Sample Sintering temperature
Rupture strength (MPa) Sintered
by SPS
Sintered by electrical furnace
SiC-20 wt%Fe 1100
oC 19.6 19.1
Table 4. The result of XRF-WDS analysis with briquetting processing (BP) BP/time
(min.)
(a) Fe (b) Pressing (c) MPC (d) SPS (e)Pressing +Sintering
Fe C Si Fe C Si Fe C Si Fe C Si Fe C Si
30
96.84 3.13 0.03
96.8 3.15 0.05 96.82 3.14 0.04 96.54 3.19 0.27 96.49 3.2 0.31
60 96.8 3.15 0.05 96.78 3.15 0.07 95.1 3.92 0.98 95.02 3.96 1.02
90 96.77 3.16 0.07 96.78 3.15 0.07 94.96 3.95 1.02 94.92 4.03 1.05
120 96.74 3.17 0.09 96.73 3.19 0.08 94.91 3.98 1.06 94.86 4.04 1.1
으로 확인되었다. 위의 결과는 일반적으로 널리 사용되는 PVA, PMMA, PEG, PAN 과 같은 고분자 바인더 대신 용 탕 내 불순물의 혼입이 전혀 없는 값싼 Fe 바인더를 이용 한 SiC 단광체로 부터 용탕 내 탄소 및 실리콘의 수율을 90% 이상 높일 수 있을 뿐 아니라 현재까지 폐기되어 온 실리콘 웨이퍼 슬러지 분말들을 주물용 C와 Si의 첨가 원 으로 활용할 수 있는 가능성을 확인했다는 점에서 그 의 의가 높다고 할 수 있다.
4. 결 론
실리콘 웨이퍼 절단 및 연마 공정에서 발생하는 폐 SiC 슬러지 분말의 단광화 연구를 통하여 다음과 같은 결과를 도출하였다.
1. 철 (Fe) 바인더를 활용하여 용탕 작업이 가능한 수준 의 Fe-20 wt%SiC 단광체 밀도 및 파괴강도 (19 MPa 이 상)를 얻었다. Fe 바인더는 주물 원료로써 타 결합제 (유 기 및 세라믹 결합제)를 사용할 때 발생할 수 있는 주물의 오염을 최소화하는데도 기여할 수 있다.
2. Fe 바인더 사용 시 30분 동안 밀링 후 SiC 분말이 균 일 분산된 구조의 단광체가 얻어졌으며, 밀링 시간이 더욱 증가하면 오히려 Fe에 의한 응집현상 때문에 불 균일한 단광체가 형성됨을 관찰하였다.
3. 250 MPa 의 가 압력으로 성형 후 1100
oC의 온도에서 소결한 SiC-20 wt%Fe 단광체의 경우 1650
oC에서 1시간 동안 정치 후 90% 이상의 첨가 수율이 얻어졌다.
3. 폐 실리콘 웨이퍼 슬러지 분말들의 단광화 실험을 통
해 주물 내 90% 이상의 첨가 수율을 얻을 수 있는 바인 더, 바인더의 조성 및 가압·소결 공정변수를 확립하였으 며, 이는 전량 수입하여 사용하는 SiC 주물용 첨가제보다 30% 이상의 수율이 향상되는 결과이다.
감사의 글
본 과제(결과물)는 교육부의 재원으로 지원을 받아 수행 된 산학협력 선도대학(LINC) 육성사업의 연구결과입니다.
References