플라즈마 공정으로 구상화된 티타늄 분말과 금속사출성형 공정을 이용한 치과용 부품 제조
곽지나a,b·양상선a,*·윤중열a·김주용c·박성진d·김현승e·김용진a·박용호b,*
a한국기계연구원 부설 재료연구소 분말기술연구그룹, b부산대학교 재료공학과,
c(주)기노리 기술연구소, d포항공대 기계공학과, e(주)메가젠임플란트
Preparation of Metal Injection Molded Dental Components using Spheroidized Ti Powders by Plasma Process
Ji-Na Gwaka,b, Sangsun Yanga,*, Jung-Yeul Yuna, Ju-Yong Kimc, Seongjin Parkd, Hyun-Seung Kime, Yong-Jin Kima,
and Yong-Ho Park
b,*aPowder Technology Department, Korea institute of Materials Science(KIMS), Changwon, Gyeognam 641-831, Korea
bDepartment of Materials Science and Engineering, Pusan National University, Busan 607-735, Korea
cR&D Center, KINORI Corporation, SeongNam, Gyeonggi-do 353-31, Korea
dDivision of Advanced Nuclear Engineering, Pohang University of Science and Technology Pohang, Gyeongbuk 790-784, Korea
eR&D Center, Megagen Implant Co., Ltd, Gyeongsan, Gyeongbuk 712-852, Korea (Received November 20, 2013; Accepted December 13, 2013)
···
Abstract This research presents a preparation method of dental components by metal injection molding process (MIM process) using titanium scrap. About 20 µm sized spherical titanium powders for MIM process were successfully prepared by a novel dehydrogenation and spheroidization method using in-situ radio frequency thermal plasma treat- ment. The effects of MIM process parameters on the mechanical and biological properties of dental components were investigated and the optimum condition was obtained. After sintering at 1250
oC for 1 hour in vacuum, the hardness and the tensile strength of MIMed titanium components were 289 Hv and 584 MPa, respectively. Prepared titanium dental components were not cytotoxic and they showed a good cell proliferation property.
Keywords: Metal injection molding, Titanium powders, Dental component, Thermal plasma
···
1. 서 론
티타늄 소재는 경량이면서 비강도 및 내식성이 우수한 고융점 소재로써 우주항공 산업, 석유화학 장치, 자동차 산업 등에 이용되어 왔으며, 최근에는 의료용품, 레저용품 및 악세서리 등에 그 응용분야가 점점 확대되고 있다[1-3].
그러나, 티타늄 원료 소재는 거의 전량 수입에 의존하고 있으며 부품을 생산하는 공정 기술 또한 선진국에 비해
아직 낮은 기술 수준을 보이고 있다[1-3]. 티타늄 원료는 고가이고 절삭과 주조 등으로 티타늄 부품을 생산하는데 도 많은 비용이 요구되기 때문에 모든 산업에 이용하기에 는 한계가 있는 실정이다[4-6]. 절삭이나 가공의 방법으로 부품 생산 후 발생되는 티타늄 스크랩은 국내의 경우 전 량 폐기하고 있으며 스크랩 내에 잔류하는 불순물과 유지 류 등에 의해 환경오염이 발생되고 있어 폐기되는 고가의 티타늄 스크랩을 재활용하고 환경 오염을 방지하기 위한
*Corresponding Author : Sangsun Yang, TEL: +82-55-280-3517, FAX: +82-55-280-3289, E-mail: [email protected]
*Corresponding Author : Yong-Ho Park, TEL: +82-51-510-2339, FAX: +82-51-514-4457, E-mail: [email protected]
고부가가치의 티타늄 부품을 생산할 수 있는 기술이 요구 되는 실정이다. 따라서 원소재 비용과 가공비를 최소화하 기 위해 최종형상에 가까운 반제품을 저비용으로 제조할 수 있는 분말야금법에 대한 관심과 산업적 활용이 증대 되고 있다[1-3]. 최근 분말야금법에서 요구되는 미세분말 을 제조할 수 있는 대표적인 방법으로는 티타늄 수소화- 탈수소화법(hydrogenation & dehydrogenation, HDH법)이 있다[7]. 극미세 분말(~20 µm)은 분말야금법 외에 3D프 린팅(three dimensional printing, 3DP)과 금속사출성형공 정(metal injection molding process)에도 사용되는데, 이 들은 형상이 구형이고 고순도의 특성이 요구 되며 의료용 으로 사용되는 부품은 생체적 안정성이 필수 적이다[7-11].
따라서 폐 스크랩에 잔류하는 유지류 및 제조 공정에서 사용되는 공구에 의한 불순물 등은 반드시 제거해야만 한 다. 본 실험에서 사용되는 radio frequency(RF) thermal plasma process(TDU-30-H, TEKNA, 캐나다)는 약 10000K 이상의 온도를 가지고 있어 원료 분말이 가지고 있는 오염물을 제거하여 순도를 증가 시키고 각형 분말 을 구형화하여 이를 이용한 부품 제조 시 우수한 기계적 특성을 보일 수 있다[12-15]. 분말야금법을 이용한 티타 늄 부품 제조공정은 티타늄을 수소화 처리하여 TiH
2소 재를 제조하고, TiH
2소재를 분쇄하여 TiH
2분말을 제조하 고 제조된 TiH
2분말을 진공에서 탈수소 처리하여 순수 Ti 분말을 제조 후 분말을 이용하여 성형 및 진공소결을 통 한 부품 제조 순으로 진행 된다[16-17]. 분말야금법은 원 료 재료를 절삭 가공했을 때 보다 비용이 절감된다는 장 점이 있지만 크기가 작고 복잡한 형상을 이루고 있는 부 품을 제조하기 어렵다는 단점을 가지고 있다. 이를 위해 최근 금속사출성형법(metal injection molding process, MIM 법)을 많이 사용되고 있다. 금속사출성형법은 금속 이나 세라믹 등 재료 선택의 폭이 넓으며, 금형의 디자인 에 따라 다양한 형상과 크기의 부품을 대량으로 제조 할 수 있어 다른 공정들 보다 활용 제한이 적다[18]. 금속사 출성형법은 금속분말과 바인더를 혼합한 피드스톡 (feedstock)을 사출하여 부품을 제조하는 방법으로써 금속 분말 외에 바인더가 존재 하기 때문에 부품으로 사용하 기 위해서는 바인더를 제거하는 탈지과정이 필요하며, 원 하는 기계적 특성을 얻기 위해서 소결공정을 반드시 거 치게 된다[19].
본 연구에서는 폐기되는 티타늄 스크랩을 이용하여 수 소화 및 분쇄하여 티타늄 수소화물 분말을 제조하고 RF 플라즈마 처리를 통하여 고순도 구형 티타늄 분말을 제 조하고자 하였다. 이 분말과 금속사출성형 공정을 이용 하여 생체안정성이 우수한 치과용 부품을 제조하고자 하 였다.
2. 실험방법
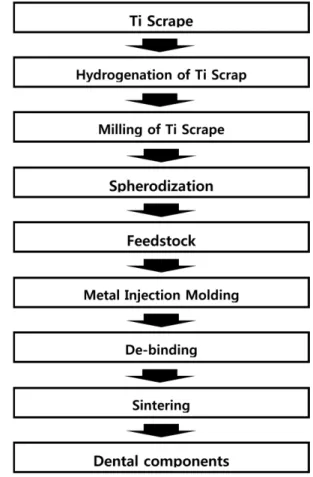
그림 1은 본 실험을 수행한 전체적인 흐름도이며, 의료 용 부품 절삭 가공 시 발생된 스크랩을 회수하여 세척한 뒤 분말화, 분말 형상 제어 및 고순도화, 금속분말 사출성 형을 이용한 의료용 부품제조, 제조된 부품의 생체안정성 평가 순으로 진행되었다. 연성이 있는 티타늄 스크랩의 분 말화는 수소와 반응시켜 취성을 갖는 티타늄 수소화물을 형성시킨 뒤 분쇄 공정을 통하여 분말을 제조하였다. 티타 늄 분말의 수소화 조건은 고진공 소결로(10
−5torr 이하)에 서 300~800
oC의 온도 범위에서 실험하였으며 분말화는 spex mill(8000D, Spex sample prep., 미국)을 사용하였다.
X-선 회절 분석을 통하여 최적의 수소화 조건을 확인하였 으며, 레이저 입도 분석기(LS13320, Beckman Coulter, 미 국)를 이용하여 분쇄 시간에 따른 분말의 입도를 분석하 였다. 금속사출성형 공정에서는 유동성과 저압사출을 위 해 구형 금속 분말이 사용된다[20]. 본 연구에서는 티타늄 분말을 구형으로 만들고 순도를 높이기 위해서 RF 플라즈 마 장치(TDU-30-H, TEKNA, 캐나다)를 이용하였으며, 실 험 조건으로 Ar 플라즈마를 이용한 28 kW의 파워를 사용 하였으며, 전구체 분말 공급량은 5 g/min였다. 저진공 분 위기와 고온의 플라즈마 영향으로 수소가 티타늄수소화물
Fig. 1. Experimental processes.
에서 분리 되어 순수 티타늄 분말을 얻을 수 있었다[22].
분말의 형상과 순도는 주사전자현미경(JSM-5800, Jeol, 일 본) 분석과 유도 결합형 플라즈마 발광 분광 분석(Optima 5300DV, PerkinElmer, 미국)을 통하여 확인하였다. 금속사출 성형 공정에 사용되는 원료를 피드스톡이라 하는데 피드스 톡은 금속분말과 바인더로 구성된다. 주로 사용되는 바인더 로는 PW(paraffin wax), PP(polypropylene), PE(polyethylene), SA(stearic acid), EVA(ethylene vinyl acetate) 등과 같은 고분 자 물질이 사용된다[18, 20, 21]. 본 연구에서는 유동성을 위 해 PW(Aldrich, 0.9 g/cm
3), 형상유지를 위해 PE(Aldrich, 0.93g/cm
3), EVA(Aldrich, 0.92 g/cm
3)를 선택하였고 점성 을 부여하기 위해 SA(Aldrich, 0.94 g/cm
3)를 바인더로 선 택하였다. 분말과 바인더의 적절한 혼합비를 얻기 위해 점 도분석(Polylab QC, HAAKE, 독일)실험을 통해 확인하였다.
티타늄 분말과 바인더의 혼합비를 70:30(wt%) 로 혼합하 여 시그마 블레이드 믹서를 사용하여 150
oC에서 피드스톡 을 제조하였다. 사출성과 제조된 부품의 기계적 특성 향상 을 위해 균일하게 혼합된 피드스톡의 제조가 필수적이지 만, 시그마 블레이드 믹서로만 혼합할 경우에는 균질도가 낮아 이를 향상시키기 위하여 싱글 스크류 압출기(ME18- SE, MAT, 한국) 통하여 2차 혼합하였다. 혼합 조건은 110
~120
oC 의 온도에서 약 300 rpm의 스크류 회전 속도로 혼 합하는 방식으로 2회 진행하였으며, share rate(Physica
MCR 101, Anton Paar, 오스트리아)분석을 통해 피드스톡 의 균질도를 확인하였다.
열분석(TG-DTA, SDT2960, TA Instruments, 미국+
STA409pc, Netzsch, 독일)을 통하여 바인더의 탈지 기초 조건을 확립하여 열분해[10]를 기반으로 하고 추가로 wikcking법[7]을 도입하였다. 탈바인딩 공정 중에 시편의 형 상 유지를 위해 pre-sintering공정을 추가하였다. Dilatometer 실험을 통해 Ti 분말의 소결 조건을 결정하였으며, 기계적 특성 평가는 소결 온도 별로 각각 인장강도, 경도, 밀도 실 험을 진행하였으며 상온인장시험기(5592-HVL, INSTRON SATEC, 미국)를 이용하여 MPIF standard 10의 기준으로 인장 시험을 진행하였고, 미소경도시험기(Tukon 2100, INSTRON WILSON, 미국)를 이용하여 경도를 측정하였 으며 MPIF standard 42의 아르키메데스법을 이용하여 밀 도 측정을 수행하였다.
3. 결과 및 고찰
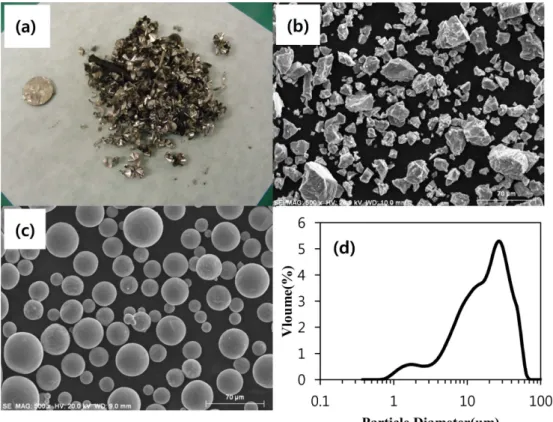
그림 2(a)는 본 실험에서 사용된 티타늄 스크랩 원료 사 진이며, 그림 2(b)는 700
oC에서 수소화 처리한 뒤 제조된 티타늄 수소화물을 spex mill을 사용하여 3분간 분쇄한 정 상상태(steady state) 분말의 주사전자현미경 사진으로 그 크기는 약 38 µm 임을 알 수 있었다. 그림 2(c)와 그림
Fig. 2. (a) Image of Ti raw scrap, (b) SEM Image of polygonal Ti powder, (c) SEM Image of Spherical Ti powders and (d) Size
distribution of spherical Ti powders.
2(d)는 RF 플라즈마 처리를 거친 분말의 형상과 입도 분 석 결과로써 각형 티타늄 수소화물의 분말들이 구형의 티 타늄 분말로 바뀐 것을 확인 할 수 있었으며, 입도 또한 감소하여 약 20 µm 크기를 갖는 것을 알 수 있었다[22].
치과용 부품은 인체에 적용되는 부품으로 생체 안정성과 관련된 분말의 순도가 중요한 변수이므로 플라즈마 처리 전과 후의 분말을 유도 결합형 플라즈마 발광 분광 분석 을 통해 순도를 확인 한 결과, 각형 분말의 불순물은 약 1100 ppm정도 이나, 구형 분말의 불순물은 120 ppm으로 감소함을 알 수 있었다. 불순물이 감소하는 이유는 약 10000
oC이상의 온도를 가지는 플라즈마에 티타늄 수소화 분말을 노출 시키면 표면에 존재하는 불순물들이 기화 되 어 제거되어 순도가 증가하고, 또한 같은 이유로 각형 분 말들의 표면이 순간적으로 녹아 표면 장력으로 인하여 구 형의 분말이 얻어 지는 것으로 판단된다.
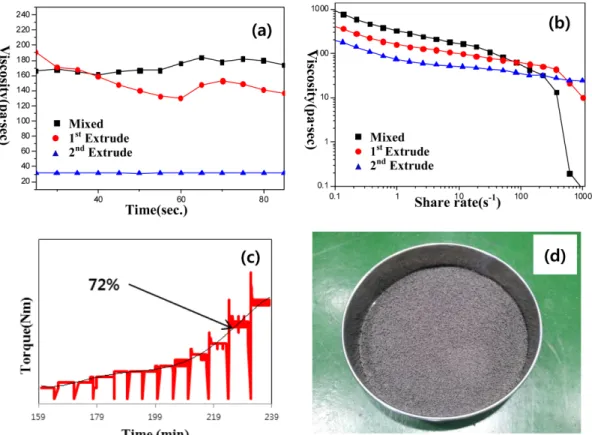
그림 3은 최적의 피드스톡을 제조 하기 위하여 티타늄 분말과 바인더의 혼합물의 유변학적 특성을 분석한 결과 들이다. 그림 3(a)는 혼합시간에 따른 혼합물의 균일성 (homogeneity) 분석 결과이며, 그림 3(b)는 shear rate에 따 른 혼합물의 안정성(stability) 분석 결과이다. 그림 3(c)는 티타늄 분말과 바인더의 적합한 혼합비를 알기 위한 혼합 시간에 따른 토크(torque) 분석 결과다. 분석 결과 시그마
블레이드 믹서로만 혼합 시에는 균질도가 충분하지 않으 나 2차적으로 시행한 사출 혼합을 2회 추가 진행한 실험 에서는 점도가 약 3 cP으로 유지되면서 우수한 균질도를 보임을 알 수 있었다. 최적의 분말 혼합량을 얻기 위한 피 드스톡의 특성 분석은 일정한 양의 바인더에 일정 비율로 금속분말을 증가 시킴에 따른 torque 변화를 측정하였으며 그래프에서 볼 수 있듯이 약 72%의 분말이 혼합 되었을 때 급격하게 토크 값이 증가하는데 이 구간이 critical torque loading임을 알 수 있다. 본 실험의 금속사출성형 공정에 사용되는 피드스톡의 혼합비는 이 critical torque loading구간에서 약 2%이하인 70%의 분말 비율을 선택하 였다. 바인더의 비율이 높으면 사출압력이 낮아지는 장점 은 있으나, 바인더를 제거 하는 탈지 공정에서 형상이 무 너지거나 소결 소재가 많은 기공을 포함 하고 있어 기계 적 특성이 저하되고 바인더의 비율이 적게 되면 기계적 특성은 증가하나 사출압력이 높아지게 된다. 탈 바인딩 공 정과 소결 공정 중 분말이 많이 분포한 구역에서는 치밀 화와 소결 특성이 증가 되지만 상대적으로 분말이 적게 분포한 부분에는 치밀화가 부족하고 많은 기공이 발생하 게 되어 기계적 특성이 저하되므로 금속사출성형공정에 사용되는 피드스톡은 상기와 같은 유변학적 특성 분석을 통하여 최적의 혼합비율로 균일하게 혼합되어야 한다.
Fig. 3. (a) Homogeneity analysis of feedstock, (b) Stability analysis of feedstock, (c) Torque value depending on the Ti powder
amount and (d) Image of prepared feedstock.
금속사출성형 공정으로 성형 시편을 제조한 뒤 바인더 제거를 위해 열분석 결과를 참고하여 탈 바인딩 공정을 다음과 같이 실시하였다. 탈지 공정은 Ar 분위기에서1단 계는 330
oC에서 1 시간, 2단계는 530
oC에서 1 시간 실시 하였으나 형상유지가 불가능 하였다. 이를 보완하기 위해 지르코니아(ZrO
2) 분말을 사용한 wicking법을 추가하였을 경우에는 형상유지가 가능하였지만 탈지체의 끝단이 무너 지는 것을 확인 하였다. 정밀한 형상 유지를 위해 3단계로 pre-sintering 을 810
oC 에서 1 시간 실시한 결과, 건전한 형 태를 유지하는 탈지체를 제조할 수 있었다.
그림 4에는 티타늄 사출 소재의 소결 온도에 따른 기계 적 특성들을 나타내었다. 소결은 탈지체를 온도 1000, 1100, 1200, 1300
oC에서 3시간동안 진공 분위기에서 수행 하였으며 수축율은 약 부피분율로 24~26%였으며 1100
oC 이상에서 우수한 특성을 갖는 소결체를 제조 할 수 있었 다. 탈지와 소결 후에 기계적 특성에 영향을 미치는 탄소 함량을 확인할 수 있는 추가적인 실험이 필요할 것으로 판단된다. 그림 4(a)는 소결체의 밀도와 경도 값을 나타내 며, 온도가 증가 할수록 밀도와 경도가 증가하는 것을 확 인 할 수 있고, 온도가 증가함에 따라 분말들 간에 치밀화 가 이루어져 1100
oC이상에서는 약4.378 g/cm
3의 밀도 값
을 보였으며 비밀도 또한 증가 하여 98%를 나타내었다.
미소경도는 소결 온도가 증가 할수록 경도 값이 증가 하 고 1200
oC 에서 최고 값인 490 Hv을 나타내었고 1300
oC 에 서는 다소 감소 하였는데, 이는 결정립 크기가 1200
oC 보 다 상대적으로 커져 경도 값이 감소 한 것으로 판단된다.
그림 4(b)는 소결체의 인장 실험 결과이며, 소결 온도가 올라 갈수록 인장 강도 값이 증가하여 1100
oC에서 최고 값인 584 Mpa을 보이며 그 이상의 온도에서는 유사한 인 장 강도 값을 보임을 알 수 있었다. 서로 다른 소결온도에 서 밀도와 경도 값이 최고 값을 갖는 이유에 대해서는 추 가적인 기계적 특성평가 및 미세구조 분석이 필요할 것으 로 판단된다.
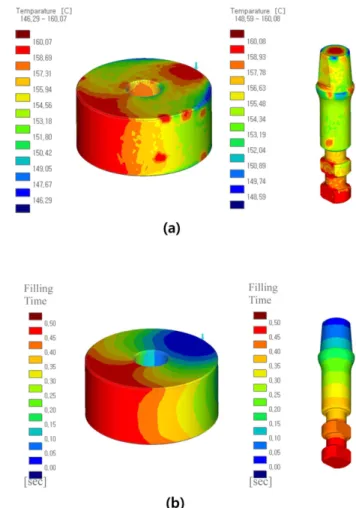
상기 연구 결과를 바탕으로 치과용 부품을 제조 하였으 며, 그림 5는 치과용 부품인 부쉬와 랩 아날로그에 대해 moldflow 소프트웨어를 사용하여 수행한 사출 주입구가 한 개인 금형의 사출 성형 시뮬레이션 결과들이다. 그림 5(a) 는 피드스톡이 금형에 사출 될 때 부품의 온도 분포로 써 온도편차가 부쉬는 T=13.99이고, 랩 아날로그는 Fig. 4. Mechanical properties of sinterd Ti specimens. (a)
hardness and density and (b) tensile strength.
Fig. 5. Simulation results on bush and lab analog. (a)
Temperature profiles depending on time and (b) Filling
times.
T=13.78 로 사출이 적절하게 수행될 수 있음을 보여주고 있다. 그림 5(b)는 피드스톡이 사출 될 때 금형을 채우는 출품의 모습을 나타낸 것으로써 온도가 증가 할수록 건전 한 사출 성형체를 제조할 수 있었으며 약 50
oC의 금형온 도에서 그림 내의 원으로 표시된 바와 같이 우수한 성형 체를 얻을 수 있었다. 그림 6(b)는 금속사출 성형 공정을 사용하여 다양한 크기로 제조된 티타늄 부쉬와 랩 아날로 그 사진으로 본 공정을 사용하여 다양한 크기와 형상을 제어 할 수 있음을 알 수 있었다.
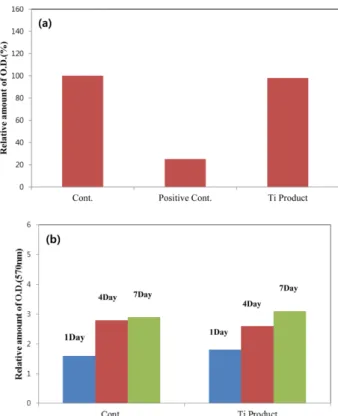
그림 7은 제조된 티타늄 부품의 생체안정성을 평가하기 위해 실시한 세포독성시험과 세포증식시험 결과이다. 미토 콘드리아는 세포 내에 존재하며 생체에너지인 ATP를 생성 하는 기관이다. 따라서 미토콘드리아가 파괴된다면 ATP가 생성되지 않기에 세포가 죽게 된다. 살아있는 세포에 MTT(3-(4,5-dimethylthiazol-2-yl)-2,5-diphenyltetrazolium bromide) 를 처리하여 미토콘드리아에 있는 reductase에 의해
환원되어 formazan이라는 crystal을 형성하게 되는데, 죽은 세포에서는 미토콘드리아가 없기 때문에 reductase도 존재하 지 않아 formazan도 형성되지 않는다. 이 원리를 이용하여 살아 있는 세포들이 형성한 formazan을 DMSO용액을 이용 하여, 570 nm의 흡광도에서 정량하여 세포의 생존율을 측정 하는 방법을 사용하였고, 치과용 부품으로 사용하기 위해서 는 독성이 있거나 세포 성장에 방해 되는 요소가 없어야 하 므로 인체의 세포가 잘 성장 할 수 있는지를 확인 하였다.
그림 7(a)의 세포독성시험은 티타늄 부품의 독성 내에서 인 체의 세포가 얼마나 오랫동안 생존하는지를 확인 하는 실험 으로 72시간 동안 실험한 결과 상대적인 생존 세포수가 대 조군의 98%로 우수한 특성을 나타내었다. 그림 7(b)는 치과 용 티타늄 부품에서 세포의 증식 실험으로 1일, 4일, 7일동 안 세포를 배양하여 대조군과 비교한 결과 유사한 증식 결 과를 확인 할 수 있다. 상기 실험을 통하여 금속분말사출성 형 공정으로 제조된 티타늄 부품은 세포성장에 영향을 주는 독성이 없으며 우수한 세포 증식율을 보임을 알 수 있었다.
세포성장이 기공이나 접촉부분에서 성장하는 지 확인하는 심도 있는 추가적인 실험이 필요할 것으로 판단된다.
4. 결 론
본 연구에서는 의료용 부품 절삭 가공 시 발생하는 티 Fig. 6. Green bodies and sintered bodies prepared by MIM
process. (a) Bushes and lab analogs depending on mold temperature and (b) various kinds of sintered bushes and lab analogs.
Fig. 7. (a) Cytotoxicity of dental components and (b) Proliferation
of dental components.
타늄 스크랩을 수소화하여 분말화하고 RF 플라즈마 처리 를 통해 고순도의 구형 티타늄 분말을 제조하였다. 이 구 형의 티타늄 분말을 사용하여 최적의 바인더 종류 및 비 율을 갖는 티타늄 피드스톡을 제조 하였다. Pre-sintering이 추가된 탈바인딩 공정과 소결 공정 최적화를 통해 밀도 4.378 g/cm
3, 경도 289 Hv, 인장강도 584 MPa인 우수한 기계적 특성을 가지며 생체안정성이 우수한 치과용 티타 늄 부품을 금속분말 사출성형 공정을 통하여 성공적으로 제조하였다.
감사의 글
본 연구는 중소기업청의 제조현장녹색화기술개발사업 (과제번호 SL122826)과 미래창조과학부/산업기술연구회 융합연구사업(과제번호 B551179-12-02-00)의 지원으로 수 행되었음.
참고문헌