접수 11. 06. 29 / 심사종료 11. 07. 27 / 게재승인 11. 08. 12
Experimental Study of Removing Epoxy Resin from Iron Object using Nd:YAG Laser Cleaning System
Hye Youn Lee | Nam-chul Cho
1
| Jong-Myoung Lee* | Jae-Eun Yu**Department of Cultural Heritage Conservation Science, Kongju National University, Gongju, 314-701, Korea
*Laser Engineering Group, IMT Co. Ltd., Uiwang, 437-821, Korea
**National Research Institute of Cultural Heritage, Daejeon, 305-380, Korea
1 Corresponding Author: [email protected], +82-41-850-8541
초 록 에폭시수지는 우수한 내구성과 접착력, 적당한 강도 등을 가지고 있어 다양한 재질에 다용도로 사용되고 있다 . 그러나 에폭시수지가 경화되면 제거가 어려우며 특히 유물에 적용된 후에는 재처리시 제거하는데 어려움이 많다. 그러므 로 본 연구에서는 유물에 손상 없이 에폭시수지를 제거하는데 Nd:YAG 레이저클리닝을 적용하여 보았다. 실험은 안료를 섞지 않은 에폭시수지와 안료를 섞은 에폭시수지를 부식시키지 않은 철편과 부식시킨 철편에 도포한 시편을 대상으로 하였으며 레이저 에너지와 조사 횟수를 증가시키면서 수지 표면의 반응을 알아보았다. 실험 결과 안료를 섞지 않은 에폭 시수지는 부식된 철편에 도포되었을 때 높은 레이저에너지에서 제거되었다. 그러나 부식시키지 않은 철편에 도포한 경우와 안료를 섞은 에폭시수지는 제거되지 않고 색상만 변하였으며 레이저빔의 고온으로 인해 수지가 녹아 부풀어 오르는 현상이 나타났다. FT-IR 분석 결과 레이저 조사 후 변화된 에폭시수지는 성분 변화가 없었으며 레이저빔에 의해 제거된 면에서는 수지가 검출되지 않았다. 그러나 SEM-EDS 분석 결과 제거된 표면에서 소량의 에폭시수지 잔유물이 남아 있었으며 소지금속의 용융현상도 관찰되었다. 그러므로 본 연구를 통하여 Nd:YAG 레이저클리닝의 에폭시수지 제거 가능성과 한계성을 확인할 수 있었다.
중심어
:
레이저클리닝,
에폭시수지, Nd:YAG
레이저,
클리닝ABSTRACT
Epoxy resin has superior durability and adhesive strength and proper physical strength so that it is used to diversity materials for multi-purposes. However epoxy resin is hardly removed after hardening specially once it is applied to artefacts, it is difficult to remove them under re-conservation. This paper is an experimental study on removing epoxy resin applied to iron objects using Nd:YAG laser cleaning system. Tests conducted in this study investigated how increasing laser energy and pulses would give effect on samples. The samples were prepared in a way that epoxy resin, itself pure and one which was mixed with pigment and they were applied to iron coupons and corroded iron coupons respectively.As a result of experiment, pure epoxy resin applied to corroded iron coupons was ablated at high laser energy but epoxy resin applied to iron coupons and mixing with pigment were not ablated but discolored and bubbled due to laser-
1. 서 론
에폭시수지는 1950년대부터 목재, 금속, 도자기 등 유물 전반에 대해 접착, 강화, 복원을 위해 사용되어졌다. 에폭 시수지는 내구성이 뛰어나며, 적당한 강도와 우수한 접착 력을 가지고 있으며 충진제를 배합하여 다양한 성질의 변 형이 가능하다. 그러나 에폭시수지는 안정하지만 비가역적 이므로 에폭시수지를 사용한 많은 유물의 경우 재처리가 어려운 실정이다
1
. 특히 철제유물은 다른 금속유물에 비해 부식에 취약하여 반복적인 보존처리가 요구된다. 그러므로 이전 보존처리에 사용된 에폭시수지를 제거하는 것은 중요 하며 현재는 메스나 치과용 소도구 등 물리적 방법을 이용 하고 있다. 그러나 철제유물의 부식된 표면은 다공성이므 로 에폭시수지가 내부로 스며들어 경화되기 때문에 이러한 물리적 제거는 철제유물에 추가적 손상을 줄 수 있다2
. 그 러므로 본 연구에서는 현재 다양한 산업분야의 클리닝 공 정에서 사용하고 있는 레이저클리닝을 이용하여 유물 손상 없이 에폭시수지의 제거 가능성을 알아보고자 한다.레이저클리닝은 1972년 미국의 John Asmus에 의해 문 화재 적용 가능성이 제시된 이후 현재 유럽의 많은 나라에 서 문화재 복원을 위한 레이저의 응용연구가 활발히 진행 중에 있다. 레이저클리닝 초기에는 석재 등에 많이 사용되 었으나 최근에는 스테인글라스의 각질 제거, 금속 문화재 의 표면 부식물 및 산화물 제거, 가죽 · 종이 등의 곰팡이나 세균, 미세 정밀 제거 기술을 이용한 고화(old painting) 복 원 등 많은 성공 사례들이 발표되고 있다. 특히 강화제나 접착제 등과 같은 고분자수지에 대한 레이저빔의 영향과 제거 연구도 진행 중에 있다
3․4
. 그러나 국외에 비하여 국 내에서 문화재의 레이저클리닝 적용사례나 연구는 미비하 다. 국내에서 레이저클리닝을 문화재에 처음으로 적용한 사례는 국립문화재연구소에서 1995년부터 2005년까지 약 10년간 해체 · 복원한 경천사십층석탑이다. 일반적으로 석 조문화재의 표면오염물 제거는 물리적인 방법이나 화학적 방법을 사용하고 있으나 원 부재에 손상을 주거나 화학반응 등을 발생시키는 문제점이 있어 국립문화재연구소는 경 천사십층석탑 보존처리에 정밀한 오염층의 제거가 가능하 고 레이저의 고온으로 인한 표면 살균효과까지 지니고 있 는 레이저 클리닝을 일부 적용하였다. 레이저클리닝 결과 석탑 부재표면에 생성된 흑색 오염층을 원 부재의 손상 없 이 효율적으로 제거하였다
5
.그러므로 본 연구에서는 Nd:YAG 레이저를 이용하여 에폭시수지 제거 실험 및 분석을 통해 레이저클리닝의 적 용 가능성을 알아보고자 한다.
2. 레이저클리닝의 원리6,7
레이저클리닝이란 레이저빔을 표면에 조사하여 오염 물 질을 제거하는 공정 기술이다. 기존의 화학적 · 기계적 클 리닝과 다른 점은 레이저의 주요 특징인 단색성(monochromaticity) 으로 인하여 모재의 손상 없이 선택적으로 오염층만을 제 거하는 것이다. 일반광은 매우 넓은 파장 영역의 스펙트럼 을 가지고 있는 것에 비해 레이저광은 거의 단일파장의 매 우 작은 밴드 폭을 갖는다. 이러한 레이저의 단색성으로 인 하여 조사 대상은 고유의 흡수능(absorptivity)을 갖게 되는 데 만일 레이저빔의 흡수능이 모재보다 오염층에서 크다면 레이저빔 조사시 오염층 표면은 효과적인 레이저 에너지의 흡수로 인하여 온도가 급격히 상승하여 순간적으로 오염물 을 증발시켜 세정이 이루어지게 된다. 표면 오염물의 제거 후, 다시 인입되는 레이저빔은 모재가 갖는 작은 흡수능으 로 인해 대부분의 레이저 에너지는 단순히 표면으로부터 반사된다. 결과적으로 레이저빔은 모재의 손상 없이 선택 적으로 오염층만을 제거할 수 있게 된다. 이와 같은 현상을
"self-limiting nature"라고 한다(Figure 1).
그 밖의 레이저의 가간섭성(coherence)
1)
, 지향성(directionality)2)
등과 같은 특성들로 인하여 기존의 기계적, 화학적 클리 닝과 다른 우수한 특징을 갖게 된다. 특징으로는 아주 짧은 레이저 펄스를 사용함으로서 정밀한 오염층의 제거, 외부 로부터 기계적 부하를 모재 표면에 가하지 않는 표면 릴리 induced heat generation. Results of FT-IR showed no component alteration of shifted resins and no residues on the surfaces ablated by laser irradiation. From SEM-EDS for removed surfaces, the debris from epoxy resin and melting iron was observed. Therefore, this study demonstrated the possibilities and limitations for laser cleaning to remove epoxy resin from iron objects.Key Words: Laser cleaning, Epoxy resin, Nd:YAG Laser, Cleaning
프(surface relief)공정, 비접촉식 공정으로 접촉 마모가 발 생하지 않으며 레이저에 의해 유기된 고온으로 인한 표면 살균효과, 공정의 자동화 용이, 마지막으로 어떠한 오염물 질도 배출하지 않는 건식 세정공정이기 때문에 환경 친화 적이다. 이러한 장점들로 인하여 현재 의학적 용도, 항공기 페인트 제거, 반도체 표면의 이물질 제거 등과 같은 산업적 응용이 크게 확산되고 있다.
3. 연구방법
3.1. 시편 제작
레이저클리닝을 실험할 철제시험편은 부식시키지 않은 철편과 강제 부식시킨 부식철편을 선정하였다. 철제시험편 은 99% Fe이며 세로 60㎜ · 가로 35㎜ · 두께 2㎜ 크기로 제작하였다. 실험전 표면에 흡착된 불순물을 제거하고 부 식의 효과를 높이기 위하여 철편을 연마지 #100으로 균일 하게 연마하여 일정한 표면 거칠기를 만들어 주었다. 부식 철편은 연마한 철편을 약 6.0wt% 염화철수용액(FeCl
3 ·
6H
2
O)에 50℃를 유지하며 72시간 침적시킨 다음 용액에서 꺼내어 상대습도 72%에서 다시 72시간 유지한 후 자연 건 조하였다. 강제부식을 통한 철제시험편 제작은 KSD0219를 참조하였다8
.에폭시수지는 분자 내에 두 개 이상의 에폭시기를 가지 는 화합물이다. 특히 에폭시수지는 경화반응시 경화 수축 율이 적고, 휘발물이 발생하지 않으며 기계가공성이 좋아 다양한 재질과 용도로 사용되고 있다
9
. 본 실험에서는 에폭 시수지 중에서 금속유물 보존처리시 일반적으로 사용하는 Araldite rapid type(Hutsman社)를 선정하였다. Araldite rapid type은 비스페놀 A형으로 에폭시수지 중 가장 대표적이며 광범위하게 사용되는 것으로 물리 · 화학적 특성은 Table 1 과 같다.실제 보존처리에서는 에폭시수지에 안료를 섞어 사용하 는 경우가 많으므로 안료를 혼합하지 않는 에폭시수지(무 색 에폭시수지)와 혼합한 에폭시수지(유색 에폭시수지)를 실험에 이용하였다. 무색 에폭시수지와 유색 에폭시수지를 철편과 부식철편에 각각 도포하였으며 에폭시수지의 두께 에 따른 레이저 반응을 알아보기 위하여 두 가지 두께로 시 편을 제작하였다. 실험 목록은 Table 2에 정리하였으며 시 편 사진은 Figure 2와 같다.
3.2. 레이저클리닝 기기
레이저기기 종류는 유도 방출광이 발생하는 활성매질에 따라 고체 레이저(루비 레이저, Nd:YAG 레이저, 반도체 레 이저 등), 기체 레이저(이산화탄소 레이저, 엑시머 레이저 등), 액체 레이저(색소 레이저 등)가 있다. 본 실험에서는
Figure 1. Basic principle of laser cleaning (self-limiting nature).
1) 레이저는 광선의 위상(phase)이 시간적(temporal), 공간적 (spatial)으로 같아 에너지의 상쇄 없이 에너지를 유할 수 있으며 또한 특정 시간 및 공간에서 상을 정확하게 예측할 수 있다.
따라서 홀로그램과 같은 3차원 영상 측정, 분광기 및 간섭기를 이용한 다양한 분석 장비 등에 레이저가 사용된다.
2) 레이저광은 빛이 진행하는 지향성이 좋아 1m 뒤에서나 100m
뒤에서나 거의 1W(100%)의 광에너지가 유지된다. 따라서 레이
저는 에너지 손실이 거의 없이 목표 물체에 정확히 조준할
수 있어 레이저 통신, 레이저 레이더, 기상관측 등에 응용되고
있다.
기기의 크기가 크지 않아 이동성이 좋고 현재 산업용, 의료용 등 다양한 용도의 클리닝을 수행하고 있는 Nd:YAG 레이저기 기를 선정하였다. Nd:YAG 레이저는 활성매질로 Neodymium 이온이 도핑된 Yttrium Aluminum Garnet 결정을 사용한 가장 대표적인 고체 레이저이다. 발진 레이저의 기본 파장 은 근적외선 영역의 1064㎚이며 주파수 조화 결정을 사용 하여 532㎚의 가시광선 레이저빔을 출력하며 Q-Switch (electro-optic Q-switch)를 부착하여 수십 nanosecond(10
-9
sec)이하의 매우 짧고 강력한 펄스를 발생시킨다6
.본 실험에서 사용한 레이저클리닝 기기는 Q-Switch가 부착된 Nd:YAG 레이저기기(IMT社 iMT800MV)로 두 가 지 레이저 파장, 즉 532㎚와 1064㎚모드를 가지며, 532㎚
는 50~350mJ, 1064㎚는 160~80mJ 의 에너지를 출력한다.
또한 단일 레이저 펄스의 지속 시간을 의미하는 펄스 길이 는 10 nanosecond 이며 단위 초당 조사되는 펄수 수(Hz)는 1 · 2 · 5 · 10 Hz이다.
3.3. 실험방법
에폭시수지 제거실험은 준비된 시편에 레이저 파장과 에너지별로 1회부터 21회(1Hz)까지 조사 횟수를 증가시켰 으며 수지가 제거되었을 경우 레이저빔 조사를 멈추었다.
사용된 레이저 조건은 532㎚파장의 경우 100 · 200 · 300 · 350mJ, 1064㎚ 파장일 경우 200 · 300 · 400 · 500 · 600 · 700 · 800mJ 이다. 실험조건은 렌즈로부터 시편까지 조사거 리 70㎜, 레이저 빔이 시편에 닿았을 때 생기는 면적은 약 0.3㎤ 의 타원형이다. 레이저 공정시 널리 사용되는 단위 중 하나가 레이저 에너지 밀도(energy density)인데 이는 단위 면적당 입사되는 펄스 에너지로 단위는 J/㎠이며 레이저 플 루언스(Fluence)라고 부른다. 본 논문에서는 레이저에너지 (mJ)와 레이저에너지밀도(mJ/㎠)를 함께 사용하였다.
3.4. 분석방법
레이저 조사 전 · 후의 표면을 비교하기 위해 시편 표면
Table 1. Physical and chemical feature of Araldite 10
.Name of
Material Chemical
Composistion Mix ratio by weight
Physical Feature before Mixing Physical Feautre after Mixing Viscosity
(cPs) Density
(g/㎤) pH Color Viscosity
(cPs) Density (g/㎤) Araldite
rapid
resin Bisphenol A 100 20,000~60,000 1.17 6 transparent
25,000~65,000 1.16 harder Polyamine 100 25,000~65,000 1.16 11 transparent
Table 2. List of sample for laser cleaning experiment.
Sample Thickness of Epoxy Resin(㎜) epoxy resinPure
Iron coupon 0.8 Corroded iron
coupon 0.7 1.1
Epoxy resin mixing with
pigment
Iron coupon 1.0 1.5 Corroded iron
coupon 0.8 1.2
Figure 2. The samples before laser irradiation. (A) Iron coupon, (B) Corroded iron coupon, (C) Pure epoxy resin on the
iron coupon, (D) Pure epoxy resin on the corroded iron coupon, (E) Epoxy resin mixing with pigment on the iron coupon.을 실체현미경(LEICA社, MZ75)으로 확대하여 관찰하였 으며 디지털 카메라(Nikon社, D200)로 촬영하였다. 레이 저빔 조사 전 · 후 에폭시수지의 성분변화 및 표면 잔류 여 부를 FT-IR(Perkin Elmer社 Spectrum 100)분석을 이용하 여 500~4000cm
-1
파장영역을 측정하고 흡수 피크의 변화 양상을 관찰하였다. 또한 레이저클리닝 후 철제표면의 미 세형태 및 성분변화를 알아보기 위하여 SEM-EDS(JEOL JSM-7401F, Burker QUANTAX800) 분석을 실시하였다.4. 연구결과
4.1. 실험결과
4.1.1. 안료를 섞지 않은 에폭시수지(무색 에폭시수지)
무색 에폭시수지를 부식되지 않은 철편에 도포한 후 레 이저빔을 동일한 지점에 1 · 5 · 10 · 15 · 20회(1Hz) 조사하여 표면 반응을 알아보았다. 레이저빔 조사 결과 532, 1064㎚파장 모두 낮은 레이저에너지로 10회 이상 조사하였을 때 수지 표면의 변화가 관찰되었다. 그러나 레이저에너지와 조사 횟수가 증가될수록 수지 표면이 부풀고 검게 타는 현 상이 나타났지만 제거되지는 않았다(Figure 3). 이는 무색 의 에폭시수지가 투명하기 때문에 레이저빔이 흡수되지 못 하고 그대로 통과되어 소지금속의 철편에 도달하게 되지만
부식되지 않은 철편은 대부분의 레이저빔을 흡수하지 못하 고 반사하기 때문에 반응이 일어나지 않게 된다 또한 레이 저에너지와 조사 횟수가 증가됨에 따라 레이저빔의 고온으 로 에폭시수지가 녹으며 점점 검게 탄화됨을 관찰하였다.
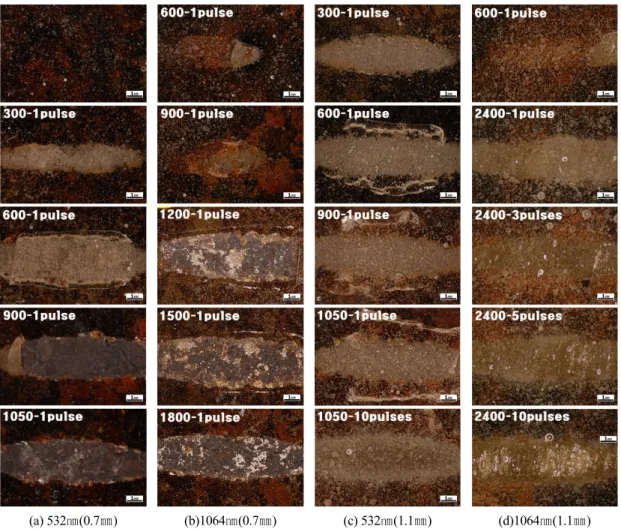
무색 에폭시수지를 강제 부식시킨 철편에 0.7㎜ 와 1.1
㎜ 두께로 도포하고 경화시킨 후 레이저빔을 조사하였다.
에폭시수지 0.7㎜ 두께의 경우 레이저 파장 532㎚ 조사한 결과 비교적 낮은 레이저 에너지 밀도인 300mJ/㎠ 로 조사 하였을 때 1회부터 표면 변화가 있으나 조사 횟수가 증가 하여도 수지가 부풀고 색상만 변하였다. 그러나 600mJ/㎠
에서는 조사 1회부터 수지의 균열이 발생하였으며 10회 조 사하였을 때 수지 일부분이 제거되었다. 또한 더 높은 레이 저에너지인 900mJ/㎠와 1050mJ/㎠ 경우 조사 1회 때부터 수지가 제거되었다(Figure 4a). 레이저파장 1064㎚ 의 경우 600mJ/㎠ 와 900mJ/㎠ 조건에서 수지의 균열이 발생하고 제거되지 않았으나 1200 ~ 2400mJ/㎠ 조건에서는 수지가 제거되었다(Figure 4b). 1.1㎜ 두께의 에폭시수지의 경우 레이저 파장 532㎚ 로 조사한 결과 비교적 낮은 레이저 에 너지 밀도인 300mJ/㎠ 조사 1 회부터 표면의 변화가 있으 며 600mJ/㎠ 이상의 레이저에너지에서는 균열이 발생하였 으나 제거되지는 않았다(Figure 4c). 레이저파장 1064㎚ 의 경우 가장 높은 레이저 에너지 밀도와 조사 횟수에서도 수 지 표면이 부풀고 색상만 변할 뿐 균열이나 제거는 일어나 (a) 532㎚, 1050mJ/㎠ (b) 1064㎚, 1500mJ/㎠
Figure 3. Surfaces of pure epoxy resin applied to iron coupons after laser irradiation.
(-: no change or color shift, △: fracture ○ : ablation)
Table 3. Results of laser irradiation for epoxy resin applied to iron coupons.
Epoxy resin
Laser 532㎚ 1064㎚
Energy
(mJ) 100 200 300 350 200 300 400 500 600 700 800 Fluence
(mJ/㎠) 300 600 900 1050 600 900 1200 1500 1800 2100 2400
Pure epoxy resin
iron
coupon 0.8㎜ - - - -
corroded iron coupon
0.7㎜ - △ ○ ○ - - ○ ○ ○ ○ ○
1.1㎜ - △ △ △ - - - -
Epoxy resin mixing with
pigment
iron coupon
1.0㎜ - - - -
1.5㎜ - - - -
corroded iron coupon
0.8㎜ - - - -
1.2㎜ - - - -
(a) 532㎚(0.7㎜) (b)1064㎚(0.7㎜) (c) 532㎚(1.1㎜) (d)1064㎚(1.1㎜)
Figure 4. Surfaces of pure epoxy resin (0.7, 1.1 mm) applied to corroded iron coupons after laser irradiation.
지 않았다(Figure 4d).
강제 부식시킨 철편에 무색의 에폭시수지를 도포, 경화 한 경우 일부 높은 레이저에너지 조건에서 제거됨을 확인하
였다. 이는 레이저빔이 투명한 에폭시수지를 통과하여 진한 갈색의 부식 표면에 흡수되고 반응하여 그 위 에폭시수지에 순간적인 물리적 충격을 가하여 박락시킨 것으로 보인다.
Table 4. Laser irradiation condition and surface after laser irradiation of FT-IR samples.
No. Sample
Laser irradiation condition
Surface after laser irradiation Wavelength
(㎚) Energy
(mJ) Fluence
(mJ/㎠ ) Pulses A Pure epoxy resin on
the iron coupon 1064 800 2400 5·10·20 Blackening and Bubbling B Pure epoxy resin on
the corroded iron coupon
532 200 600 1 Fracture
1064 800 2400 1 Ablation
C Epoxy resin (mixing with pigment)
on the iron coupon
532 350 1050 1·21 Color shift
1064 800 2400 21 Color shift
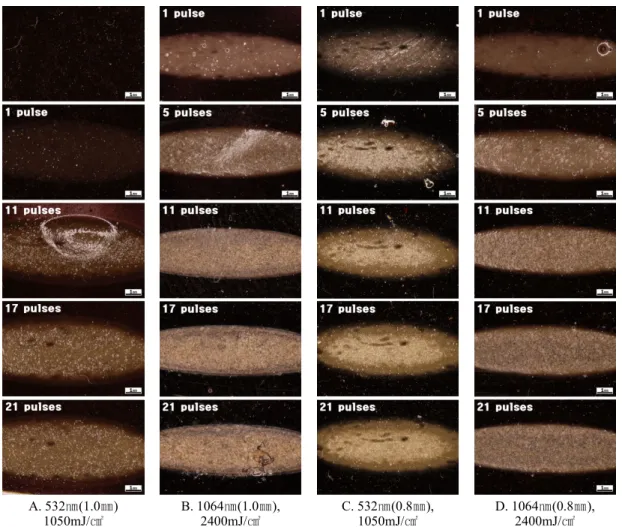
A. 532㎚(1.0㎜)
1050mJ/㎠ B. 1064㎚(1.0㎜),
2400mJ/㎠ C. 532㎚(0.8㎜),
1050mJ/㎠ D. 1064㎚(0.8㎜), 2400mJ/㎠
Figure 5. Surfaces of epoxy resin mixing with pigment applied to iron coupons (A,B) and corroded iron coupons (C,D)
after laser irradiation.A. Pure epoxy resin on the iron coupon (separated, composited).
B. Pure epoxy resin on the corroded iron coupon( separated, composited).
C. Epoxy resin mixing with pigment on the iron coupon (separated, composited).
Figure 6. FT-IR of epoxy resin after laser irradiation.
그러나 에폭시수지 두께가 약 1.1㎜ 이상일 경우는 제거되 지 않아 레이저클리닝 적용 범위의 한계를 확인하였다.
4.1.2. 안료를 섞은 에폭시수지
안료를 섞은 에폭시수지를 철편과 강제 부식시킨 철편에 도포하고 경화시킨 후 레이저빔을 조사 하였다. 부식되지 않은 철편에 유색 에폭시수지를 두께 1.0㎜로 도포한 경우 레이저 파장 532㎚를 조사한 결과 낮은 에너지 밀도인 300mJ/㎠, 600mJ/㎠ 의 약 3회 조사부터 표면의 반응이 일 어났다. 그러나 이후 레이저 에너지와 조사 횟수가 증가하 여도 표면의 색상만 변하였고 일부 에너지 조건 즉, 900 와 1050mJ/㎠ 에서 수지가 부풀어 오르나 제거되지는 않았다.
에폭시수지 두께 1.5㎜ 의 경우 300mJ/㎠ 조사 3회부터 표 면의 반응이 일어났으나 레이저 에너지 밀도와 조사 횟수가 증가 하여도 표면의 색상만 변하고 균열이나 제거는 일어나
지 않았다. 1064㎚ 를 사용한 경우 수지 두께 1.0㎜ 와 1.5
㎜에서 동일하게 600mJ/㎠ 의 조사 5회부터 반응이 일어났 으나 수지의 균열이나 제거는 일어나지 않았다.
부식된 철편에 에폭시수지를 도포하고 레이저빔을 조사 한 결과, 레이저 파장 532㎚ 의 경우 에폭시수지 두께 0.8
㎜ 와 1.2㎜ 모두 300mJ/㎠ 의 약 7회 조사부터 표면의 반 응이 일어났으나 레이저 에너지 밀도와 조사 횟수가 증가 하여도 표면의 색상만 변하였다. 또한 레이저 파장 1064㎚
600mJ/㎠ 의 3~5회 조사부터 표면 반응이 일어났으나 레 이저에너지 밀도와 조사 횟수가 증가하여도 균열이나 제거 는 일어나지 않고 표면 색상만 변하였다.
유색의 에폭시수지의 경우 어떠한 조건에서도 제거되지 않았으며 균열도 일어나지 않았다. 이는 조사된 레이저빔 이 에폭시수지 안의 안료에 대부분 흡수되어 진한 갈색에 서 유백색으로 탈색시키며 소지금속까지 도달하지 못하여
Figure 7. SEM image of epoxy resin applied to iron coupons before (A) and after laser irradiation (B, 532㎚·1,050mJ/
㎠·1shot).
소지금속과의 반응은 일어나지 않게 된 것이다. Figure 5는 유색의 에폭시수지를 도포한 철편과 부식철편에 레이저 파 장 532㎚와 1064㎚의 가장 높은 에너지로 1~21회 조사한 결과로서 일부 수지가 녹아 팽창하였으며 표면 색상이 변 하였으나 균열이나 제거는 일어나지 않았다.
Table 3은 레이저에너지 조건에 따른 에폭시수지의 레이저 클리닝 결과를 도식화하여 정리한 것이다. 도표를 보면 부식 철편에 도포된 0.7㎜ 에폭시수지만 선택적으로 제거되었으나 대부분 다른 조건에서의 에폭시수지는 제거되지 않았다.
4.2. FT-IR 분석 결과
에폭시수지에 레이저를 조사한 후 FT-IR 분석으로 표면 의 성분변화를 알아보았다. Table 4는 FT-IR 분석을 실시한 시편에 대한 레이저 조건과 조사 결과이다.
무색 에폭시수지를 도포한 철편의 경우 레이저 조건 1064㎚
2400mJ/㎠ 으로 5 · 10 · 20 회 조사한 수지 표면을 분석하 였다. 이 경우 레이저 조사 횟수가 증가되면서 표면의 색상 이 변하고 약간 부풀어 올랐으나 균열이나 제거는 일어나 지 않았다. FT-IR 분석 결과 레이저 조사 후 수지의 상태가 변하였으나 흡수피크의 양상은 동일하였으며 레이저가 조 사되지 않은 면(Blank)과도 다르지 않았다(Figure 6A). 따라 서 레이저빔이 조사되어 에폭시수지가 탄화되거나 녹아도 에폭시수지 성분에는 변화가 없음을 알 수 있었다.
무색 에폭시수지를 도포한 부식철편의 경우 레이저가 조사되지 않은 수지표면(Blank)과 532㎚ 600mJ/㎠으로 조 사하여 균열이 발생된 수지표면, 1064㎚ 2400mJ/㎠ 로 조 사하여 수지가 제거된 면을 FT-IR로 분석하였다. FT-IR 양 상을 비교한 결과 Blank와 균열이 발생한 수지의 흡수피크 는 거의 일치하였으나 수지가 제거된 면의 흡수피크는 일 치하지 않았다(Figure 6B). 그러므로 레이저빔에 의하여 균 열된 에폭시수지는 성분의 변화가 없었으며 수지가 제거된 철편에는 에폭시수지가 잔류하고 있지 않음을 확인할 수 있었다.
유색 에폭시수지의 경우 Blank와 532㎚ 1050mJ/㎠ 로 1 · 21회 조사한 표면, 1064㎚ 2400mJ/㎠로 21회를 조사한 표면을 FT-IR로 분석하였다. 이 표면들은 육안관찰시 레이 저와 반응하여 표면의 색상만 변하고 균열이 발생하거나 제거되지 않았다. 분석 결과 레이저를 조사한 표면과 Blank의 FT-IR 흡수피크 양상은 유사하여(Figure 6C) 레이 저빔에 의해 색상이 변한 유색의 에폭시수지는 성분 변화 가 없음을 확인할 수 있었다.
4.3. SEM-EDS 분석 결과
레이저빔이 소지금속에 영향을 미치는지 알아보기 위하 여 레이저클리닝 전 · 후 철편 표면의 미세형태와 성분변화 를 SEM-EDS로 분석하였다(Figure 7, Table 5). 분석대상은 레이저클리닝으로 제거된 표면이며 제거된 표면과 비교하 기 위하여 레이저클리닝 전의 에폭시수지도 함께 분석하였다. 처리 전 에폭시수지는 EDS 분석 결과 68.93wt% C, 23.39wt%
O 와 6.91wt% S이 검출되었다(Figure 7A, Table 5A).
레이저조건 532㎚, 1,050mJ/㎠ 로 제거된 표면의 SEM 분석 결과, 부식철편 표면은 비교적 단단하게 고착되지 못 한 부식물과 이물질이 제거되어 표면이 매끄러운 상태이었 다. 이는 표면의 이물질들이 에폭시수지에 고착되어 경화된 후 레이저빔에 의해 에폭시수지와 함께 제거된 것으로 보인 다. 레이저클리닝으로 에폭시수지가 제거된 표면의 EDS 결 과 57.37wt% Fe, 34.05wt% O, 7.62wt% C, 0.4wt% S 등이 검출되어 에폭시수지가 대부분 제거되었음을 확인하였다.
그러나 표면에 붙어 있는 작은 입자는 68.37wt% C와 5.91wt% S로 검출되었다. 이는 에폭시수지와 EDS 결과가 거의 일치하므로 레이저클리닝 후 표면에 잔류한 소량의 에폭시수지 입자로 확인된다(Table 5 B-③).
레이저클리닝에 의해 제거된 철편의 미세형태 변화를 관찰하기 위해 표면을 2000배로 확대하였다. 확대한 결과 표면에 둥글게 용융된 입자들이 관찰되었다(Figure 7 B-
②). 용융된 입자는 EDS 결과 59.46wt% Fe, 37.61wt % O,
Table 5. EDS of epoxy resin applied to iron coupons before (A) and after laser irradiation (B, 532㎚·1,050mJ/㎠·1shot).
SEM Composition (wt%)
Fe C S O Cl
A Epoxy resin before laser irradiation 0.77 68.93 6.91 23.39 - B 532㎚350mJ 1shot
① 57.37 7.62 0.41 34.05 0.56
② 59.46 2.93 - 37.61 -
③ 4.19 68.37 5.91 21.53 -
변화를 관찰하였으며 다음과 같은 결론을 얻을 수 있었다.
1. 무색 에폭시수지를 철편에 도포한 경우 레이저 에너 지와 조사 횟수를 증가시켜도 수지에 균열이 발생하거나 제거되지 않았으며 수지 표면은 검게 변하고 부풀어 올랐 다. 이는 레이저빔이 무색의 에폭시수지에 흡수되지 못하 였으며 레이저빔의 고온으로 인하여 수지가 녹고 탄화된 것이다. 그러나 부식된 철편에 도포한 경우 높은 레이저에 너지로 조사하였을 때 에폭시수지가 제거되었다. 이는 레 이저빔이 무색의 에폭시수지에는 흡수되지 못하였으나 수 지를 그대로 통과하여 진한 갈색의 부식 철편에 흡수되어 반응한 것이다. 반응 결과 부식철편 위에 도포된 에폭시수 지에 순간적인 물리적 충격을 가하여 표면에서 박락시키게 된다. 그러나 이러한 박락현상도 에폭시수지 두께 1.1㎜ 이 상인 경우에는 발생하지 않아 수지 두께에 대한 레이저클 리닝의 한계를 보여주었다. 또한 에폭시수지의 균열 및 박 락은 레이저빔 1~2 회 조사 때 발생하였으며 조사 횟수를 증가시켜도 결과가 달라지지 않았다. 따라서 레이저클리닝 은 조사 1~2회 때 결정되며 조사 횟수보다는 레이저에너지 의 조절이 중요함을 알 수 있었다.
2. 유색의 에폭시수지를 철편과 부식철편에 도포한 경 우 레이저에너지와 조사 횟수를 증가시켜도 균열이나 제거 가 일어나지 않으며 표면 색상이 변하고 약간 부풀어 올랐 다. 이는 대부분의 레이저빔이 에폭시수지 안의 안료에 흡 수되어 색상을 탈색시키고 레이저빔의 고온으로 인하여 수 지가 녹아 팽창된 것이다. 그러므로 안료를 섞은 에폭시수 지는 레이저클리닝으로 제거하기 어려움을 확인하였다.
3. 레이저빔을 조사한 후 수지의 성분변화와 수지 제거 정도를 FT-IR로 알아보았다. 레이저빔에 의하여 에폭시수 지가 변색, 팽창, 균열이 발생한 경우 레이저빔이 조사되지 않은 수지와 비교한 결과 FT-IR 흡수피크 양상이 유사하여
이와 같은 결론들을 통하여 레이저클리닝의 에폭시수지 제거 가능성과 한계성을 알 수 있었다. 비록 레이저클리닝 이 일부 조건에서만 제거하고 대부분의 에폭시수지를 제거 하지 못하였으며 레이저빔의 고온으로 인한 열적 손상이 발생할 수 있으나 친환경 건식세정방식인 레이저클리닝의 적용 가능성은 확인할 수 있었다. 그러므로 차후 연구에서 는 다양한 고분자 수지에 대하여 제거 가능한 레이저클리 닝 조건을 알아본다면 금속 보존처리시 레이저클리닝의 활 용 가능성 여부를 알 수 있을 것으로 본다.
사 사
본 연구는 문화재청 국립문화재연구소의 지원을 받아 문화재보존기술연구개발(R&D) 사업의 일환으로 이루어 졌다.
참고문헌
1. 김병호, 문화재의 수리 복원. "
문화재 과학적 보존". 국립문 화재 연구소, 대전, (1995).
2. 권정순, "
철기문화재에 사용되는 접착재료의 접착특성 연 구". 경주대학교 대학원 석사학위 논문, (2007).
3. Stefanie Scheerer et al., "Study of effects of laser radiation on epoxy resins and epoxy systems on stone, ceramic, and glass surface". Journal of Cultural Heritage, 4, p223-229, (2003).
4. M.P. Mateo, T. Ctvrtnickova, E. Fernandez, J.A. Ramos, A. Yánez, G. Nicolas, "Laser cleaning of varnishes and contaminants on brass". Applied Surface Science, 255, p5579-5583, (2009).
5. 국립문화재연구소, "
경천사십층석탑I.
해체에서 복원까지".
(2005).
6. 이종명, "
레이저와 청정가공". 한림원, 서울, (2002).
7. 이종명, "문화재 복원을 위한 레이저 세정 기술".
보존과학 회지, 10, p10-20, (2001).
8. 한국표준협회, "KSD0219
스테인리스강의 염화제이철 부식 시험 방법