Received: Nov. 20, 2019 ; Revised: Dec. 4, 2019 ; Accepted: Dec. 13, 2019
†
Corresponding author: Seong-Il Song (IAE) Tel: +82-31-330-7439, Fax: +82-31-330-7117 E-mail: [email protected]
Journal of Korea Foundry Society 2019. Vol. 39 No. 6, pp. 110~115 http://dx.doi.org/10.7777/jkfs.2019.39.6.110 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative- commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Ti-6Al-4V 합금에서 상 변화를 고려한 Selective Laser Melting 프로세스 연구
송성일†· 박주헌 · 진병주 · 이경돈
고등기술연구원 지능기계시스템센터
A Study on Selective Laser Melting Process Considering Phase Transformation for Ti-6Al-4V
Seong-Il Song†, Joo-Heon Park, Byeong-Ju Jin and Kyoung-Don Lee
Al & Mechanical Center, Institute for Advanced Engineering, Youngin 17180, Republic of Korea
Abstract
Recently, various studies have been conducted on additive manufacturing technology developed using metal materials. In this study, a numerical analysis was introduced to analyze the effects of the thermal deformation and residual stress which arise during the SLM (selective laser melting) manufacturing process. A phase-transformation mechanism is implemented with the use of the Ti- 6Al-4V material, in which a solid-state phase transformation (SSPT) can be induced during a numerical analysis. In this case, the phase of the Ti-6Al-4V material changes from a powder to a solid state and then to the Martensite phase in sequence during heating and cooling steps. The numerical analysis during the SLM process was verified by comparing the results of tensile tests with those from the numerical analysis based on the SSPT material properties.
Key words: Numerical analysis, Phase transformation, Selective laser melting, Ti-6Al-4V
1. 서 론
최근 AM (Addictive Manufacturing) 기술은 레이저 소결, 적층 방식을 이용하여 다양한 공정을 기반으로 항공 우주, 기 계, 전자, 의료 등 다양한 분야에서 연구되어지고 있다.
AM 기술은 제작 방식에 따라 파우더 베드 방식(PBF)과 파우더 분사 방식(DED)으로 분류할 수 있다. 파우더 베드 방식은 분말이 도포되어 있는 상태에서 열원의 이동을 통해 구조물을 형성하는 기법이며, 파우더 분사 방식은 용접 방법 과 유사하게 용가재를 도포하며, 열원으로 적층하는 방식으로 정의한다. 일반적으로 파우더 베드 방식은 파우더 분사방식보 다 구조물의 설계 자유도가 높고, 우수한 품질의 결과물을 얻을 수 있는 장점을 가지고 있으며, SLM (Selective Laser
Melting) 제조 방식이 대표적이다.
SLM 공정은 미시적인 연구 관점에서 분말 가루의 소재에 따른 특성을 분석하고, 첨가재의 적용 유무에 따라 제품 표 면에 대한 영향을 분석하는 연구가 진행되고 있다. 또한, 이 와 유사하게 분말 가루의 크기 및 분포에 따라 제품의 영향 을 분석하여 SLM 기법의 특성을 파악하기 위한 연구가 진 행되고 있다[1,2].
거시적인 관점에서 입열량, 열원의 범위 및 레이저 이동 속도 등의 공정변수가 가장 큰 영향을 미치는 변수로 알려져 있으며, 레이저 밀도와 소결 밀도와의 상관관계[3] 및 공정 패턴에 따른 제품의 처짐에 대한 실험적 분석[4]이 수행되고 있다.
SLM의 공정은 수치해석을 이용해서 다양하게 분석되고 있
다. SLM 제조 공정에서 실제 분말 적층 공정의 온도를 예 측하기 위해 3차원 수치해석 모델을 개발하였다[5]. 또한, Ti-6Al-4V 소재를 이용하여 상변화가 고려된 물성의 변화를 기반으로 열전달 해석을 수행하였으며, SLM 공정의 영향 변 수인 적층 방향 및 속도, 입열량의 크기에 따른 영향을 고찰 하였다[6].
본 연구에서도 Ti-6Al-4V(Grade23)을 소재로 사용하는 SLM 기법이 적용된 제작품에 대하여 분석했으며, 공정 인자 중 해칭 패턴 변화에 따라 탄성 및 소성 영역의 인장 특성 을 시험 및 수치 해석을 통해서 분석하였다.
2. 실험 방법 2.1 시편의 구성
본 연구에서는 ORLAS Creator RA 장비와 AP&C 社의 입도 분포도 15-45 um, 평균 크기 34 um의 Ti-6Al-4V ELI 합금 분말(Table 1)을 이용하여 SLM 공정으로 시편을 제작 하였다. 시편은 ASTM E8 규격과 유사한 형태로 가로 80 mm, 세로 10 mm, 두께 1 mm의 인장 시편 형태로 제작 이 되었다.
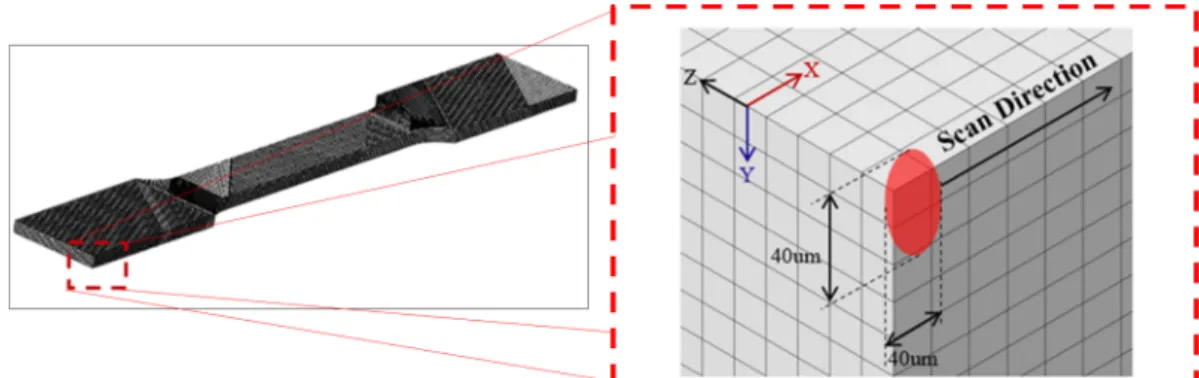
SLM 제조 방식(Fig. 1)의 레이저 소스는 Fiber Laser를 사용하였고, 단층의 레이어(x-y 면)를 기준으로 외각을 따라 3개의 Perimeter layer를 형성하며, 외각 레이어 간격은 60 um로 정의된다. 또한, 외각 레이어를 제외한 내부 Hatching 면은 적층 방향(z축)의 각 레이어마다 45, 90, -45, 0도 등 순차적으로 45도씩 회전하여 레이저 스타팅 포인트를 시점으 로 지그재그 방식으로 Hatching 면 내부를 채우는 방법을 사용하였다. 레이어 단면의 정의는 Fig. 2와 같이 나타낼 수 있다. 공정조건은 Table 2의 조건으로 고정하고 시편 제작을 수행하였다.
2.2 실험 결과
금속 3D 프린팅을 통해 제작된 시편은 만능재료시험기 (MTS(社), Sintech 30/G)를 이용하여 3 mm/min 속도로 인
장시험을 2회 수행하였다. 제작된 시험편은 별도의 후처리 공정을 포함하지 않았으며, 3D 프린팅 시편 형상과 인장 시 험 결과(909.5 MPa) 그래프는 Fig. 3에 나타낸다.
3. 수치해석
3.1 열-구조 연성해석 모델링 3.1.1 이동 열원 모델링
SLM 공정은 분말가루에 열원인 레이저를 조사하여 분말을 완전 용융시켜 구조물을 형성하는 방법으로, 열원의 범위 및
Fig. 1. Specimen using Selective Laser Melting method [7].
Fig. 2. Specimen using Selective Laser Melting method.
Table 1. Ti-6Al-4V Properties Reference [8].
Ti-6Al-4V ELI (Grade 23, 15-45 um)
Ti Al V Fe C N H O Etc.
Bal. 5.5-6.75 3.5-4.5 0.05-0.25 0.01 0.01 0.002 0.08 <0.4
Tensile Strength (3D Printed) 1208 MPa
Tensile Strength (Annealed) 886 MPa
Table 2. Manufacturing factor in selective laser melting process.
Laser Power (W)
Scan Speed (mm/s)
Beam Diameter (um)
Boundary Offset (um)
Line Spacing (um)
Starting Point Shift (um)
Layer Thickness (um)
Hatching Shift Angle (deg)
SLM 105 500 40 30 60 200 25 45
크기, 대류, 복사와 같은 열적 경계조건을 기반으로 수치해석 모델이 구현된다.
수치해석 모델의 이동 열원을 실험과 동일한 조건으로 적 용하기 위해 레이저의 입열량 및 열원의 범위, 레이저의 이 동 속도 등의 공정 변수를 반영한 ABAQUS Subroutine DFLUX를 이용하였다.
수치해석 모델에 적용된 공정 변수는 불일정 열원(Non uniform distributed flux)으로 정의하였고, SLM 공정에서의 레이저 출력(Q)은 82 W, 레이저 3축 반경(a, b, c)은 20 μm로 실험조건과 동일하게 설정하였다. 이는 식 (1)과 같이 Goldak 방정식을 이용하여 정의하였다.
(1) 모델 좌표에 따른 입열량은 Q, 열원의 범위는 a, b, c 변 수에 의해 결정된다. x, y, z는 열원의 위치를 의미하며, 속 도 v에 의해 경로가 정의된다. 위 식은 x0, 0, z0를 초기 위치로 갖는 3축 좌표에 Y축 방향으로의 속도를 적용한 것 을 정의하였다.
SLM 과정 중 열원이 이동하면서 분말가루가 Element 단 위로 상변화가 되도록 모델링하였다. 상 변태된 표면은 상온 에 노출됨에 따라 대류 및 복사 현상이 발생하며, 이는 식 (2), (3)을 이용하여 나타내었다.
(2) (3) 대류 및 복사는 상온에서의 대류 계수(Convection Coeffi- cient, hc)와 방사율(Emissivity, ε)을 각 0.02와 0.5로 적용 하였고[10], 스테판 볼츠만 상수는 5.67e-11의 조건을 부여하
여 가열 및 냉각 공정 해석이 원활하게 이루어질 수 있도록 경계조건을 적용하였다.
3.1.2 상 변태를 고려한 기계적 물성
SLM 공정에 사용되는 Ti-6Al-4V는 고체 상태에서 두 개 의 상을 가지고 있다. 하나는 Ti-6Al-4V 파우더(α)가 고체 상태로 된 β상이며, 나머지 하나는 마르텐사이트를 나타내는 α'상이다. 이는 SLM 공정에서 열원 및 대류 현상에 의해 상이 변화하는 SSPT (Solid-state phase transformation) 특 성을 가지고 있으며, 가열 상태에서는 α에서 β상, 냉각 상태 에서는 β에서 α'상으로 변화하는 특성을 가지고 있다. 이와 같이 가열 및 냉각 과정에 의해 상이 변화하며, 상 변태에 따른 물성 정보를 적용하기 위해 ABAQUS Subroutine UEXPAN을 이용하였다.
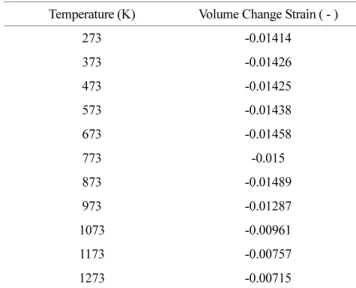
(4) 수치해석 모델의 전체 변형율(dεtotal)은 탄성 및 소성 변형 율의 합으로 정의되며, 소성 변형은 열 변형(dεth)과 상 변태 변형(dεtr)을 포함하고 있다. 일반적으로 열 변형은 열팽창 계 수에 의한 변형을 말하며, 상 변태 변형은 온도의 변화에 따 라 상 변태의 방향이 달라진다. 상 변태 변형은 상변화 (Δf(T))와 Table 3의 온도에 따른 단위 체적당 변형율(εΔV)의 곱으로 정의할 수 있다[9].
(5) 가열 공정동안 Ti-6Al-4V 소재는 α에서 β상으로의 상 변 태 과정을 거치게 되며, 이는 Castro model을 기반으로 식 (6)과 같이 나타낼 수 있다.
Fig. 3. Test specimen and tensile test result.
Table 3 Temperature-Volume Change strain relation [9].
Temperature (K) Volume Change Strain ( - )
273 -0.01414
373 -0.01426
473 -0.01425
573 -0.01438
673 -0.01458
773 -0.015
873 -0.01489
973 -0.01287
1073 -0.00961
1173 -0.00757
1273 -0.00715
(6) 가열 상태에서의 상 변태(α → β)는 상온에서 최대 온도 (Ef) 1,253 K까지로 제한된다. 반면 냉각 공정에서는 β에서 α‘상으로 상 변태가 이루어지며, 기존에 형성된 Ti-6Al-4V 소재의 고체 상태를 기준으로 마르텐사이트 상으로 변화할 수 있는 상 변화량이 결정된다. 고체 상태에서 마르텐사이트 로 변화하는 상 분율은 식 (7) (Koistinen – Marburger 방 정식)을 이용하여 예측할 수 있다.
(7) 마르텐 사이트 상의 발생 온도(Ms)는 923 K로 제한하였다.
식 (6), (7)은 가열 및 냉각 상태에 따라 다른 상으로 변 화하게 되는 상분율에 대해 정의하였으며, 이를 기반으로 변 태 소성은 식 (8), (9)로 정리하여 나타낼 수 있다.
(8)
(9)
수치 해석 모델의 재질 특성은 Fig. 4와 같이 온도에 따 른 물성을 적용하였다. 온도가 증가함에 따라 탄성계수 및 항복 응력은 점점 감소하며, 2,000 K 부근 온도에서는 0으로
수렴하고, 반대로 열전도 계수, 비열 및 열팽창 계수는 온도 에 비례한다.
본 논문에서는 SLM 공정을 적용한 수치해석 모델을 구현 하였으며, 열 변형에 의한 잔류응력 및 인장 해석의 최대 하 중 조건의 비교를 통해 프로세스의 적합성을 검증하였다. 또 한, 이동 열원에 의한 상 변태 메카니즘을 기반으로 SLM 수치해석 모델의 재질 특성을 구현하여 열-구조 연성해석을 수행하였다.
3.1.3 SLM 공정의 전산 모사
SLM 공정의 3차원 비선형 열-구조 연성해석을 수행하기 위해 Fig. 5와 같이 육면체 요소(Hexahedron Element)를 이 용하여 구성하였으며, 요소의 크기는 열원이 이동하며 요소에 열 분포가 적절하게 적용 될 수 있도록 Table 1을 참고하여 열원의 반경보다 작은 요소 크기를 선택하여 절점은 740,443 개, 요소는 664,050개의 인장 시편 모델을 구성하였다.
3.2 열-구조 연성해석 결과 및 분석
본 연구에서는 SLM 공정의 영향 변수인 레이저의 열원 및 범위, 이동 속도, 해칭 각도 등을 반영한 수치해석 모델 을 구현하였으며, 열역학적 및 기계적 거동을 예측하였다.
열-구조 연성해석 결과, 열원 이동에 따라 요소의 기계적 거동이 발생하며, Fig. 6에 열 발생에 따른 상 분율 변화를 나타내었다. 상온에서 분말가루 형태로 존재하는 Ti-6Al-4V 소재는 레이저 조사로 인해 고체 상태로 변화하게 되며, 생
Fig. 4. Mechanical and theraml material properties for Ti-6Al-4V [9].
성된 고체 요소는 복사 및 대류와 같은 온도 영향 인자로 마르텐사이트로 상 변태를 하게 된다. 냉각 상태가 충분히 유지되더라도 고체 상태의 Ti-6Al-4V 및 마르텐사이트의 상 분율은 각 0과 1의 수치로 일정하게 나타나는 것을 확인하 였다. 상 변화는 분말가루, 고체상태, 마르텐사이트 순으로 변화하나 역 방향으로는 변화하지 못하게 설정하였기에 이와
같은 결과를 얻을 수 있다.
인장 시편의 열-구조 연성해석 결과는 SLM 제작 공정이 끝난 직후 시점을 기준으로 도출하였으며, Fig. 7과 같이 시 편 끝단에서 최대 온도 및 잔류 응력이 각각 1,155 K, 41.62 MPa이 계산되었다. 최대 잔류 응력은 가열 후 충분한 냉각 시간이 보장되지 않는 부분에서 크게 발생하며, 20초의 냉각 시간을 부여하면 최대 온도 및 잔류 응력의 결과는 각각 359 K, 18.78 MPa로 계산되었다.
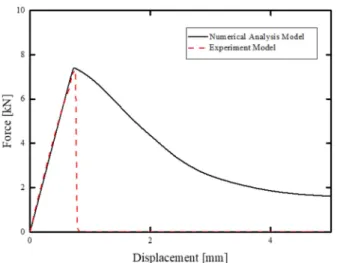
인장 시편의 수치 해석 초기 조건은 충분한 냉각 시간이 적용된 잔류응력을 기반으로 인장 실험에 대한 시뮬레이션을 수행하였으며, 시험 및 해석의 결과는 Fig. 8과 같이 변위와 반력의 관계로 나타낼 수 있다. 실험 및 수치해석 결과는 변 위 약 0.75 mm 구간까지 상승곡선을 그리며, 최대 인장 강 도 이후에 다른 형상의 곡선을 보인다. 실험에서는 시편의 파단으로 인해 하중 값은 0으로 수렴되며, 수치해석 모델에 서는 파단이 발생하지 않고 요소가 늘어나 아래와 같은 그래 프의 형태를 나타낸다.
인장 시험의 F-D 선도에서는 최대 하중 7.345 kN, 변위 0.758 mm에서 파단이 발생한다. 또한, 수치해석 모델의 경우 에는 7.402 kN의 최대 하중과 0.731 mm의 변위가 발생하며, 실험과의 오차율은 하중 및 변위 조건에서 각각 0.78%,
Fig. 5. Numerical analysis model in SLM (Selective Laser Melting) process
Fig. 7. Numerical analysis result for tensile test
Fig. 6. Phase Transformation between Ti-6Al-4V and Martensite
Phase.
3.69%의 수치를 갖는다. 이를 통해 SLM 공정 조건을 적용 한 수치해석 모델 및 프로세스는 적합하게 설정된 것을 알 수 있다.
4. 결 론
본 논문에서는 SLM 방식의 제조 방식을 기반으로 수치해 석 모델 프로세스를 소개하며, 인장 시험과의 비교를 한 결 과 다음과 같은 결론을 얻을 수 있었다.
1) Ti-6Al-4V 소재의 상 변태 메커니즘은 상용프로그램인 ABAQUS Subroutine을 이용하여 도입하였으며, 이동 열원에 의해 분말가루에서 고체상태, 고체상태에서 마르텐사이트로 변태되는 기계적 거동에 대한 수치해석 프로세스를 통해 열 변형에 의한 잔류 응력을 평가하였다.
2) SLM(Selective Laser Melting) 공정은 둘레를 따라 이동 열원이 3회 이동하며, 나머지 면은 base angle 및 shift angle을 45도로 설정하여 해칭 패턴을 적용한다. 이 과정은 수치해석 모델에 적용하여 시편의 인장 실험을 묘사 하였다. SLM 공정 직후 시편에서의 최대 온도 및 잔류 응 력은 1,155 K 및 41.62 MPa, 추가 냉각 시간이 부여된 경 우 최대 온도 및 응력은 359 K와 18.78 MPa로 예측할 수 있다.
3) 인장 실험과 비교를 위해 ASTM E8과 유사한 형태로 수치해석 모델을 구현했으며, 실험과 동일한 인장 조건을 적 용하여 수치해석을 수행하였다. 인장 실험 및 해석의 최대 인장 하중은 7.345, 7.402 kN으로 0.78%의 오차율을 확인 할 수 있었으며, 수치해석 프로세스의 적합성을 입증할 수
있었다.
4) 향후 연구에서는 열원의 크기 및 입열량, 이동속도 등 SLM 공정 변수 변화에 따른 Ti-6Al-4V 소재의 열 변형에 의한 잔류 응력을 수치 해석적으로 접근하여 결과를 분석할 예정이다.
후 기
본 연구는 2017년도 한국연구재단의 지원에 의한 연구결과 임(‘NRF-2017M3A9E2060430’).
References

![Fig. 4. Mechanical and theraml material properties for Ti-6Al-4V [9].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5472889.440591/4.892.93.795.649.1038/fig-mechanical-theraml-material-properties-ti-al-v.webp)