DOI https://doi.org/10.9725/kts.2018.34.4.132
초음파 진동이 알루미늄 합금의 마찰 마모 특성에 미치는 영향
박재남ㆍ이철희† 인하대학교 건설기계공학과
Effect of Ultrasonic Vibration on the Friction and Wear Characteristics of Aluminum Alloy
Jae-Nam Park and Chul-Hee Lee†
Dept. of Construction Machinery Engineering, Inha University, 100 Inharo, Namgu, Incheon, South 22212 Korea
(Received May 23, 2018; Revised June 30, 2018; Accepted July 1, 2018)
Abstract− Ultrasonic waves are used in various applications in multiple devices, sensors, and high-power machinery, such as processing machines, welders, and cleaners, because the acoustic vibration frequencies are above the human audible frequency range. In ultrasonic machining, electrical energy at a high frequency of 20 kHz or more is converted into mechanical vibration by a vibrator and an amplifier. This technique allows instan- taneous separation between a tool and a workpiece during machining, machining by pulse impulse force at the time of re-contact and minimizes the minute elastic deformations of the workpiece and machine tools due to the cutting effect. The Al7075 alloy used in this study is a typical aluminum alloy with superior strength that is mainly used in aircrafts, automobiles, and sporting goods. To investigate the optimal conditions for machining aluminum alloy using ultrasonic vibration, the present experiment utilized the Taguchi orthogonal array method, and the coefficient of friction was analyzed using the characteristics of the Taguchi technique. In ultrasonic fric- tion and abrasion tests, the changes in the friction coefficient were measured in the absence of ultrasonic vibra- tions and at 28 kHz and 40 kHz. As a result, the most considerable influence on the friction coefficient was found to be the normal load, and the frequency of ultrasonic vibrations increases, the coefficient of friction increases.
It was thus confirmed that the amount of wear increases when ultrasonic vibration is applied.
Keywords− ultrasonic machining(초음파 가공), coefficient of friction(마찰계수), wear(마모), taguchi method (다구찌 방법)
1. 서 론
정밀기기 산업의 발전으로 금속 및 비 금속의 정밀 가공에 대한 수요가 크게 높아 지고 있다. 알루미늄은 기계적, 전기화학적 특성이 우수하며 경량재료이기 때 문에 건축재료, 자동차 부품, 항공재료 등 다양한 분야 에 사용되고 있다. 알루미늄 합금은 절삭가공 시 발생 하는 잔류응력 문제로 다양한 방법을 통해 잔류응력을
줄이기 위한 기술 개발이 되고 있다. 알루미늄 합금의 절삭가공 시 절삭력은 잔류응력 발생에 주요 원인이 되 며, 소재별로 절삭가공 방법과 실험조건에 따 라 잔류 응력 발생량이 다르므로 소재에 따른 절삭조건 설정이 중요하다[1, 2]. 따라서 알루미늄 합금의 절삭성을 개선 하기 위하여 절삭가공 기술로 초음파 진동조건의 가공 방법이 제안되고 있다[3, 4]. Lee[5]는 알루미늄 실리콘 합금의 가공표면 거칠기와 실리콘 석출은 절삭속도, 절 삭 깊이와 밀접한 연관성을 갖고있다는 것을 밝혔다.
또한 Yang 등[6]은 초음파 응용 가공법에서 나노 초 레이저가공이 나노 입자 형성 억지 및 표면 조도 향상 에 효과가 있다는 것을 밝혔다. 초음파 가공은 가공 시
†Corresponding author: [email protected] Tel: +82-32-860-7311, Fax: +82-32-873-7311 http://orcid.org/0000-0003-1095-3713
ⓒ 2018, Korean Tribology Society
공구와 공작물 사이에 순간적인 분리가 일어나서 재 접촉 시 펄스 충격력에 의해 가공하는 방법이며 절삭 력으로 인한 공작물과 공작기계의 미세한 탄성변형을 최소화하는 장점이 있다. 본 연구에서는 알루미늄 합 금의 절삭가공에서 기존에는 연구되지 않았던, 마찰학 적 관점으로 접근하여 마찰, 마모 특성을 연구하였다.
왕복마찰 실험을 통해 초음파 진동조건이 마찰 및 마 모에 얼마만큼의 영향을 미치는지 확인하였다.
2. 다구찌 방법
본 연구에서는 초음파 진동 조건에 따른 왕복 마찰 실험시에 파라미터가 마찰계수에 미치는 영향을 다구 찌 방법에 기초하여 수행하였다. 다구찌 실험계획법 (Taguchi method)은 해결하고자 하는 문제에 대하여 실험횟수를 정하고, 통계적 방법으로 데이터를 분석하 는 품질개선 기법이다. 최소의 실험횟수로 최대의 정 보를 얻을 수 있다. 즉, 다구찌 실험계획법은 효율적인 실험을 통하여 원하는 정보를 통계적으로 설명해주는 것을 말한다[7]. 이 계획법은 직교배열표를 이용하며, S/N비(Signal to noise ratio)를 사용한다. 직교배열표는 관측 값 또는 관측 값들의 선형조합이 통계적으로 서 로 독립인 관계 즉 직교관계를 나타내는 표로서 적은 실험과 실험결과의 재현성 등의 장점이 있다. S/N비는 신호 대 잡음의 비율을 뜻하며 신호 입력과 잡음의 영 향력을 비율로서 나타낸다. S/N비의 특성치는 망목특 성(Nominal the better), 망대특성(Larger the better), 망소특성(Smaller the better)이 있으며 본 연구에서는 특성치가 크면 클수록 좋은 경우에 사용되는 망대특성 을 이용하여 마찰계수의 최적 값을 확인하였으며, 망 대 특성을 갖는 마찰계수에 대한 S/N비는 식 (1)과 같다.
(1)
3. 실험 장비 및 조건
3-1. 실험장비
본 실험에서 사용된 Fig. 1의 핀과 플레이트의 재질 은 고속도강(SKH51)과 인장강도가 개선된 알루미늄 합금(Al7075)이다. 초음파 진동 시 시편의 움직임을 고려하여 기판 플레이트 한쪽면을 절단하여 고정하였
다. 마모량과 거칠기를 고려하여 핀은 콘 모양으로 설 계하여 접촉 압력을 증대하였다. 마찰계수와 마모특성 을 평가하기 위한 연구에서의 실험 장치는 왕복마찰 실험기와 초음파 발생기(Ultrasonic generator), 주사전 자현미경(Scanning electron microscope), 미세저울 (Microbalance)을 활용하였다. Fig. 2(a)의 왕복 마찰 실험기는 R&B사의 108-RF모델로 DC모터로 작동되면 서 크랭크축 연동장치를 통해 핀이 시편 위에서 왕복 10log10 1
n--- 1 yi2
----
i 1=
∑1
Fig. 1. Specimen dimension of pin and plate.
Fig. 2. Experimental equipment; (a) Reciprocating friction wear tester, (b) Schematic diagram of the friction wear tester.
마찰운동을 하게 된다.
왕복 마찰 실험기의 개략도는 Fig. 2(b)와 같이 나 타나며 하중 시스템, 플레이트의 진동을 위한 28 kHz, 40 kH공진 주파수를 갖는 초음파 트랜스 듀서 (Ultrasonic transducer), 동력 전달 시스템과 마찰계수 측정을 위한 로드셀(Load cell)등으로 구성되어 있다.
초음파 트랜스 듀서를 플레이트 아래에 위치시키고 초 음파 발생기로 초음파를 발진하여 플레이트에 진동을 가한다. 플레이트의 진동은 왕복마찰 시 핀과 순간적 인 분리가 일어나고 재 접촉 시 충격을 가하게 된다.
3-2. 실험방법
왕복 마찰실험에서 실험조건은 Table 1과 같다. 초 음파 주파수(Ultrasonic frequency)는 초음파 진동이 없을 때와 28 kHz, 40 kHz로 구분하며 하중(Normal load)은 19.6 N, 29.4 N, 49 N으로 왕복속도(Sliding speed)는 20 mm/s, 60 mm/s, 100 mm/s의 조건에 따라 마찰계수의 변화를 측정하고 비교 분석하였다. 주파수 28 kHz, 40 kHz 각각의 진폭은 하중에 따라 25 µm,
-40 µm, 17 µm, -28 µm의 범위를 가진다. 왕복마찰거 리는 10 mm이다. 본 연구에서는 각각의 인자들이 마 찰계수에 미치는 영향을 평가하기 위해 Table 2와 같 이 L9(33)인 직교배열을 선정하고 실험조건인 초음파 주파수, 하중, 왕복속도를 각 행에 배치하였다. 실험순 서에 따른 오차를 줄이기 위해 Table 2의 실험순서를 랜덤하게 정하였으며 각 조건에 대해 3회 반복실험 하 였다.
4. 실험 결과 및 논의
4-1. 마찰 특성 실험
각 실험조건에 따른 마찰계수 변화를 알아보기 위해 왕복마찰 실험을 실시하였다. Fig. 3은 다구찌 직교배 열을 통해 실행한 왕복 마찰실험의 측정된 마찰계수 값이다. 그 중 40 kHz, 19.6 N, 100 mm/s 실험조건에 서 0.87로 가장 높은 마찰계수 값을 보였고, 0 kHz, 49 N, 100 mm/s 실험조건에서 마찰계수 값이 0.341로 가장 낮은 값을 보였다. 하중이 큰 조건에서 마찰계수 가 낮게 나온 것을 확인되었다. 그 이유는 큰 하중이 가해지면 왕복운동 시 초음파 진동의 영향을 거의 받 지 않아 핀과 플레이트의 분리가 일어나지 않는다. 마 모량이 많지 않아 마찰계수가 낮은 것으로 추측된다.
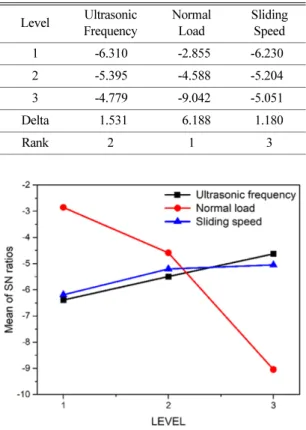
Table 3은 망대특성을 통해 분석된 각 인자 수준의 효 과이다. 높은 마찰계수 값에 영향을 주는 인자는 하중, 초음파 주파수, 왕복속도 순이다.
Fig. 4는 다구찌 실험계획법에 의한 신호 대 잡음 비 주효과이다. 이번 실험에서는 망대특성으로 분석하 Table 1. Experimental conditions
Parameters Range
Material (pin/plate) SKH51 / Al7075 Ultrasonic frequency (kHz) 0 / 28 / 40 Normal Load (N) 19.6 / 29.4 / 49
Stroke (mm) 10
Sliding speed (mm/s) 20 / 60 / 100 Table 2. Orthogonal array table for L9 (33)
Test No.
Factor Ultrasonic
Frequency
Normal Load
Sliding Speed
1 0 kHz 19.6 N 20 mm/s
2 0 kHz 29.4 N 60 mm/s
3 0 kHz 49 N 100 mm/s
4 28 kHz 19.6 N 60 mm/s 5 28 kHz 29.4 N 100 mm/s
6 28 kHz 49 N 20 mm/s
7 40 kHz 19.6 N 100 mm/s 8 40 kHz 29.4 N 20 mm/s
9 40 kHz 49 N 60 mm/s Fig. 3. Coefficient of friction.
였기 때문에 값이 가장 높게 나타난 조건으로 초음파 주파수는 -4.779의 값을 보인 40 kHz, 하중은 -2.855 의 값을 보인19.6 N, 왕복속도에서는 -5.051의 값을 보 인 100 mm/s가 최적조건이다. 직교배열표에 의한 왕 복마찰 실험에서 최적조건의 실험이 이미 수행되었다.
4-2. 실험 후 표면 분석
Table 4는 마모량을 확인하기 위해 실험 전/후 시편 의 무게를 측정한 값이다. 무게를 측정하기 전 모든 시편은 초음파 세척기를 통해 세척하여 오차를 최소화 하였다. 마찰계수가 0.87로 가장 높은 40 kHz, 19.6 N, 100 mm/s 실험조건의 시편과 마찰계수가 0.341로 가장 낮은 0 kHz, 49 N, 100 mm/s 실험조건의 두 시편을 비교하였을 때 마찰계수가 높은 조건에서 실험 전/후 의 무게차이는 0.04 g을 보였고, 마찰계수가 낮은 조건 에서는 0.01 g의 무게차이를 보였다. 이는 마찰계수가 가장 높았던 40 kHz, 19.6 N, 100 mm/s 실험 조건에 서 마모량이 더 많은 것으로 확인 할 수 있다.
Fig. 5는 왕복마찰 실험 후 주사전자현미경을 이용
하여 시편 표면의 마모흔적을 찍은 사진이며 왕복마찰 운동의 방향은 화살표로 표시 되어있다. Fig. 5(a)는 Table 3. Factors affecting the coefficient of friction
Level Ultrasonic Frequency
Normal Load
Sliding Speed
1 -6.310 -2.855 -6.230
2 -5.395 -4.588 -5.204
3 -4.779 -9.042 -5.051
Delta 1.531 6.188 1.180
Rank 2 1 3
Fig. 4. Plot for S/N ratios (Coefficient of friction).
Table 4. Comparison of wear samples before / after testing
Test No. Before the experiment
After the
experiment Wear
1 9.52 g 9.52 g 0
2 9.52 g 9.52 g 0
3 9.53 g 9.52 g 0.01 g
4 9.53 g 9.52 g 0.01 g
5 9.53 g 9.51 g 0.02 g
6 9.53 g 9.51 g 0.02 g
7 9.52 g 9.48 g 0.04 g
8 9.53 g 9.52 g 0.01 g
9 9.52 g 9.51 g 0.01 g
Fig. 5. Scanning electron microscope of the sample after friction experiments test; (a) 0 kHz, 49 N, 100 mm/s, (b) 40 kHz, 19.6 N, 100 mm/s.
0 kHz, 49 N, 100 mm/s 실험조건의 시편의 표면 상태 이며, Fig. 5(b)는 40 kHz, 19.6 N, 100 mm/s 실험조 건의 시편의 표면상태이다. 왕복마찰운동으로 인해 시 편 표면에 운동방향으로 마모흔적이 형성된다. 초음파 진동이 인가되면 시편의 순간적인 분리 후 재 접촉으 로 마모 표면의 흔적이 뚜렷하게 나타난다.
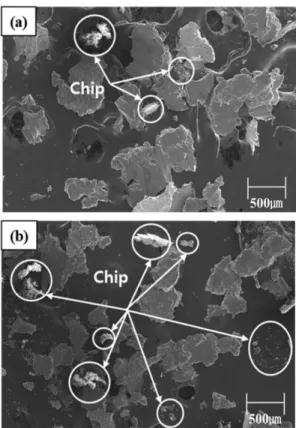
Fig. 6은 왕복마찰실험 시 발생된 마모입자를 주사 전자현미경을 통해 관찰한 것이다. Fig. 6(a)는 Fig. 3 을 통해 확인한 마찰계수가 0.341로 가장 낮은 결과 값을 보인 0 kHz, 49 N, 100 mm/s 조건의 마모입자 이다. Fig. 6(b)는 Fig. 3을 통해 확인한 마찰계수 값 이 0.87로 가장 높은 결과 값을 보인 40 kHz, 19.6 N, 100 mm/s의 조건의 마모입자 이다. Fig. 6(a)와 (b)의 마모입자를 비교하였다. 초음파 진동이 인가된 40 kHz, 19.6 N, 100 mm/s 조건의 Fig. 6(b)에서 작은 크기의 마모입자가 더 많이 발견되었다. 초음파 진동 조건의 왕 복마찰실험에서 진동으로 인해 핀과 플레이트의 분 리가 일어난 후 재 접촉 시 알루미늄 합금의 항복응력
이상의 큰 응력이 발생된다. 이 때 표면이 미세 파괴 되어 마모입자로 떨어져 나온다. 한편 피가공물(시편) 표면의 잔류응력은 초음파 가공으로 감소한다. 따라서 40 kHz, 19.6 N, 100 mm/s 조건의 마모입자 크기가 작은 것으로 추측 된다.
5. 결 론
초음파 진동을 이용하여 알루미늄 합금의 마찰 마모 특성을 탐색하기 위하여 본 논문에서는 다구찌 방법에 적용하여 실험을 진행한 결과 다음과 같은 결론을 얻 었다.
1. 직교배열표를 이용하여 왕복마찰 실험을 수행하 였고 다구찌 방법에 따라 망대특성 S/N비를 산출하였 다. 마찰계수에 미치는 영향이 가장 큰 인자는 하중이 다. 또한, 초음파 진동 주파수의 차이에 따라 영향을 미치는 것을 확인 할 수 있었다.
2. 왕복마찰 실험 시 발생한 마모입자를 주사전자현 미경을 통해 관찰하였을 때 초음파 진동 조건에서 진 동에 의한 재 접촉 시 충격과 시편 표면의 잔류응력 감소로 작은 크기의 마모입자들이 발견되었다.
3. 마모량을 확인하기 위해 실험 전/후 시편의 무게를 측정하였고, 가장 높은 마찰계수 값을 가지는 40 kHz, 19.6 N, 100 mm/s 조건의 시편이 마모가 많이 되었다.
Acknowledgements
이 성과는 2018년도 정부(산업통상자원부)의 재원으 로 건설기계 R&D전문인력양성사업의 지원을 받아 수 행된 연구임.
References
[1] So, H., “Characteristics of wear results tested by pin-on-disc at moderate to high speeds”, Tribology International, Vol. 29, pp. 415-423, 1996.
[2] Oh, S. H., “A study on the correlation between machinability and the cutting condition in machin- ing aluminum allooy”, Journal of the KSMPE, Vol. 3, pp. 56-62, 2004.
[3] Kim, K. D., Loh, B. G., Kim, J. S., “Development of ultra-precision ultrasonic surface machining device using cyclic elliptical cutting motion of a couple of piezoelectric material”, J. KSMPE, Vol. 5 No. 3, pp.
29-35, 2006.
Fig. 6. Scanning electron microscope of the worn particle after the test; (a) 0 kHz, 49 N, 100 mm/s, (b) 40 kHz, 19.6 N, 100 mm/s.
[4] Peng, Y., Liang, Z., Guo, Y., Wang, C., “Effect of vibra- tion on surface and tool wear in ultrasonic vibration- assisted scratching of brittle materials”, Int. J. Adv.
Manuf. Technol., Vol. 59, pp. 67-72, 2012.
[5] Lee, E. S., “A study on the ultrasonic vibration cut- ting of hypereutectic aluminum-silicon alloy”, Jour- nal of the Korean Society of Precision Engineering, Vol. 16, No. 8, 1999.
[6] Yang, M, Y., Park, J, K., Cho, S, H., Kim, G, W., Kang, B, C., “The effects of ultrasonic vibration on sur- face finish in nano-second laser machining”, Journal of the Korean Society of Machine Tool Engineers, Vol. 19, No. 3, pp. 402-406, 2010.
[7] Thamizhmanii, S., Saparudin, S., Hasan, S., “Analy-
sis of surface roughness by using taguchi method”, Ach. Mater. Manuf. Eng., Vol. 20, pp. 503-505, 2007.
[8] Chowdhury, M. A., Helali, M. “The effect of ampli- tude of vibration on the coefficient of friction for different materials”, Tribol. Int., Vol. 31, No. 4, pp. 307-314, 2008.
[9] Maegawa, S., Nakano, K., “Mechanism of stick-slip associated with schallamach waves”, Wear, Vol.
268, No. 7-8, pp. 924-930, 2010.
[10] Lee, G. S., Bae, S. H., Lee, Y. Z., “A comparative study on tribolgical characteristics between Ni-P electro- less plating and tiain coating on anodized aluminum alloy”, J. Korean Soc. Tribol. Lubr. Eng., Vol. 26, No. 1, pp. 68-72, 2010.