ISSN 1225-7591(Print) / ISSN 2287-8173(Online)
Influence of milling atmosphere on thermoelectric properties of p-type Bi-Sb-Te based alloys by mechanical alloying
Suk-min Yoon, Cheenepalli Nagarjuna, Dong-won Shin, Chul-hee Lee, Babu Madavali, Soon-jik Hong*, and Kap-ho Lee
a,*
Division of Advanced Materials Engineering, Kongju National University, Cheonan 331-717, Republic of Korea
a
Department of Materials Science & Engineering, Chungnam National University, Daejeon 305-764, Republic of Korea (Received October 16, 2017; Revised October 23, 2017; Accepted October 24, 2017)
···
Abstract In this study, Bi-Sb-Te thermoelectric materials are produced by mechanical alloying (MA) and spark plasma sintering (SPS). To examine the influence of the milling atmosphere on the microstructure and thermo-electric (TE) properties, a p-type Bi-Sb-Te composite powder is mechanically alloyed in the presence of argon and air atmospheres. The oxygen content increases to 55% when the powder is milled in the air atmosphere, compared with argon. All grains are similar in size and uniformly, distributed in both atmospheric sintered samples. The Seebeck coefficient is higher, while the electrical conductivity is lower in the MA (Air) sample due to a low carrier concentration compared to the MA (Ar) sintered sample. The maximum figure of merit (ZT) is 0.91 and 0.82 at 350 K for the MA (Ar) and MA (Air) sintered samples, respectively. The slight enhancement in the ZT value is due to the decrease in the oxygen content during the MA (Ar) process. Moreover, the combination of mechanical alloying and SPS process shows a higher hardness and density values for the sintered samples.
Keywords: Powder metallurgy, Ball milling, Milling atmosphere, Spark plasma sintering, Thermo-electric properties
···
1. Introduction
The capable of converting thermal gradients into elec- trical energy is an attractive property in thermo-electric materials, owing to advantages for the application of power generation, refrigeration and energy harvesting from the exhausted heat [1]. Nowadays, a waste heat was increased by the automobiles, industries, electronic devices, and increasing human activities in day to day life [2]. For utilizing this obtained waste heat, high effi- ciency thermoelectric materials should be prepared.
Among the different materials, bismuth telluride based alloys are the suitable thermoelectric materials near the room temperature range. So far the conversion efficiency of these materials is below 10~15%, which has been restricted to use in a wide range of practical applications [3-5]. The potential of a thermoelectric materials is eval- uated by the dimensionless figure of merit ZT= [S
2σ/K]T,
where S is the Seebeck coefficient, σ is electrical conduc- tivity, T is the absolute temperature and K is the total thermal conductivity [6]. Considering, highly efficient thermoelectric material, it should require high electrical conductivity, large Seebeck coefficient and low thermal conductivity [7, 8]. In order to intensify the performance of thermoelectric materials numerous methods have been employed to produce as high efficiency devices.
Generally, the single crystal thermoelectric materials are produced by a different crystal growth methods such as zone melting, Bridgeman and Czochralsky [9-11] by adopting these techniques have some difficulties, which includes a time consuming process and the mechanical properties show poor due to the coarse grain size and weak Vander Waals bonds between the Te (1) -Te (1) lay- ers [12]. Hence, to overcome these difficulties, currently researchers looking into a different powder metallurgical processes have been employed [13, 14]. Apart from this,
*Corresponding Author: Kap-ho Lee, TEL: +82-42-821-6291, FAX: +82-42-822-5850, E-mail: [email protected] Co-Corresponding Author: Soon-Jik Hong, TEL: +82-41-521-9387, FAX: +82-41-568-5776, E-mail: [email protected]
ing process, many factors could be an influence on the microstructure and thermoelectric properties of materi- als, such as milling atmosphere, milling time, intensity of rotation, milling media and vessels. However, if the vail was not sealed properly usually air goes inside the vial and the contamination will take place at the powder. So, we should avoid the oxidation and contamination effects on powder the milling was performed in an inert gas.
Besides, the SPS is a widely used sintering technique for the compacting powders, due to lacking of grain growth during the sintering, lower sintering temperature, rapid heating rate and less holding time [18]. Kim et al.
obtained a ZT of 0.7 for the reduced Bi-Te-Se alloy pow- der produced by ball milling and SPS process [19].
In this study, we investigate the influence of milling atmosphere on thermoelectric properties of Bi-Sb-Te bulks, produced by high energy ball milling and SPS pro- cess. From this we have observed thermoelectric proper- ties were slightly enhanced in the argon milled sample because of decreasing oxygen content.
2. Experimental procedure
Firstly, the high Purity elements of (99.999%) Bi, Sb and Te were (Commercially purchased from Alfa Aesar Co. Ltd) weighed according to the stoichiometric ratio to achieve Bi
0.5Sb
1.5Te
3alloy. The components of alloy powders were produced by the gas atomization (GA) pro- cess. The procedure of the gas atomization process was discussed in our previous report [2]. Then the atomized powders were mechanical alloyed with planetary ball milling equipment. Zirconia jars and balls were used as milling media and the ball to powder weight ratio was
ture of powder was analyzed by using the X-ray diffrac- tion technique (Rigaku diffractometer, Miniflex-600, Japan with CuK α radiation with a wavelength of λ=
0.15418 nm). Densities of bulk sample were measured by Archimedes principle and Vickers hardness for the sin- tered samples were measured by the micro Vickers hard- ness tester. The morphology of powder characterized by Scanning electron microscopy (SEM) and composition analysis of sintered samples was observed by SEM equipped with EDS. Thermo-electric properties of bulk samples were measured from the room temperature to 500K using the thermoelectric power measurement sys- tem (TEP 1000). For measuring Seebeck coefficient and electrical conductivity of bulk samples were cut into a rectangular shape (3 × 3 × 12 mm
3). Carrier concentra- tion and mobility were measured by using a Hall effect measurement system (Ecopia HMS-3000). The thermal diffusivity and heat capacity were measured using the laser flash method (Netzsch LFA 457 system). Thermal conductivity (K) was calculated by substituting the den- sity (D), specific heat (Cp) and thermal diffusivity ( λ) using the equation K= λCpD. Finally, the ZT values cal- culated from the obtained power factor and thermal con- ductivity values.
3. Results and Discussion
Figure 1(a-d) Show the SEM micrographs of the p-type
Bi
0.5Sb
1.5Te
3alloy powder were mechanical alloyed in an
argon and air atmospheres. The initial spherical (GA)
powder were carried out for ball milling and it changed
into irregular shape. The particle sizes ranging from 3-
5 μm which is almost similar in both the atmosphere
milled powders. However, morphologically we could not find any changes by milling atmosphere. The Particle size distribution of p-type Bi
0.5Sb
1.5Te
3powders milled under argon (Ar), and air mospheres as can be seen in fig 2 (a).
After the mechanical alloying, all the powder particles show the size ranging from 0.1 μm to several tens of micrometers, and the average particle size range in MA(Ar) and MA(Air) atmospheres of 3.801µm and 3.878 μm respectively. The largest volume fraction of alloyed powders in both the atmospheres was found to be
̴7 Vol% was in between 1-10 μm diameter. Fig 2 (b) shows the oxygen content of p-type Bi
0.5Sb
1.5Te
3alloy powders milled under the presence of argon and air atmospheres. The oxygen content of 312 ppm and 483 ppm was observed in MA(Ar) and MA(Air) atmo- spheres respectively. Usually, the higher oxygen content was obtained in the MA(Air) powder due to the vessel filled in the air atmosphere.
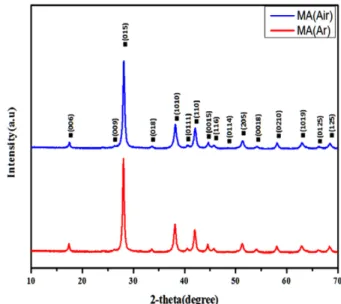
Fig 3 shows the XRD patterns of the as-prepared Bi
0.5Sb
1.5Te
3alloy powders were mechanical alloyed argon and air atmospheres. From this analysis, All the diffraction peaks are indicated as single phase having a rhombohedral crystal structure with space group (R3m). In both the atmo- spheres the diffraction peaks are well matched with the stan- dard diffraction data (JCPDS:491713). And, therefore no distinct changes were observed in the alloys powders.
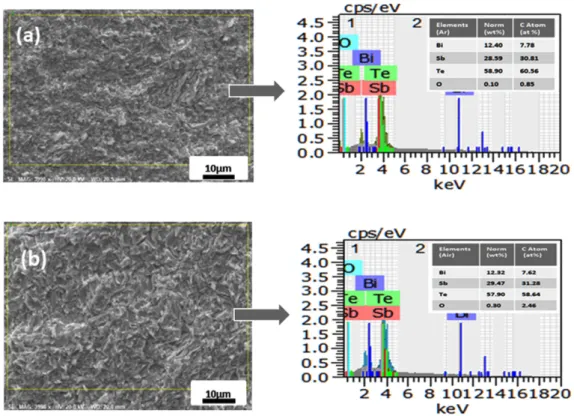
The Elemental analysis conducted by using EDS map- Fig. 1. The surface morphology of p-type Bi
0.5Sb
1.5Te
3alloy powder by mechanical alloying in (a) argon and (c) air atmospheres respectively. The figures (b), and (d) are the corresponding high magnification images.
Fig. 2. (a) Particle size distribution and (b) oxygen content analysis of the p-type Bi
0.5Sb
1.5Te
3alloy powder milled in argon and air atmospheres.
Fig. 3. X-ray diffraction patterns of p-type Bi
0.5Sb
1.5Te
3alloy
powder milled in an argon and air atmospheres.
ping for the MA(Ar) and MA(Air) sintered samples as can be seen in fig 4(a, b). From this we have observed all the components Bi, Sb and Te were uniformly distrib- uted in the BST matrix. Additionally, the higher oxygen content was obtained in the MA(Air) sample which is mainly coming from the milling process. The Grain sizes were similar and their distribution was uniform in the two atmospheric samples.
Table 1 shows the mechanical properties of p-type Bi
0.5Sb
1.5Te
3alloy powders of MA(Ar) and MA(Air) sin- tered samples. The relative densities were obtained more than 99% for both the samples and higher micro hard- ness values of 113 Hv and 117 Hv were obtained for the MA(Ar) and MA(Air) sintered samples respectively. The higher hardness and density values would prevent the cracks in TE modules, to resist the thermal stresses and
mechanical vibrations during their operating time.
Fig 5(a) shows the temperature dependence of the See- beck coefficient for the p-type Bi
0.5Sb
1.5Te
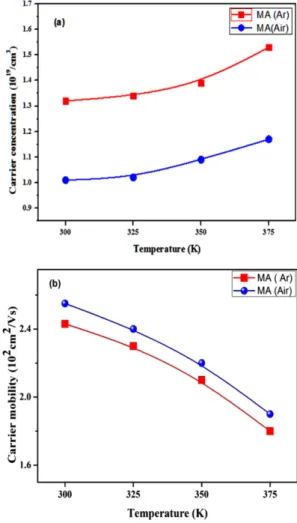
3alloy sam- ples were measured in the temperature range of 300- 500 K. All the properties were measured in the perpen- dicular to pressing direction. The positive Seebeck coeffi- cient values exhibits over the temperature range of the two samples, which confirms that the samples are p-type semiconductors and the majority charge carriers are holes. The Seebeck coefficient values of sintered sam- ples increase with increasing temperature up to a 350 K and then decreases with further rise in temperature, which is mainly due to the excitation of minority carri- ers. The higher Seebeck coefficient was obtained for the MA(Air) sintered sample than MA(Ar) sample, which is due to the decrease in carrier concentration of MA(Air) sample. For a degenerate semiconductor the Seebeck coefficient can be expressed as
(1)
Where K
Bis the Boltzmann constant, e is the charge carrier, h is the planks constant, m* is the effective mass
S 8π
2K
823eh
2---m*t π
3n ---
⎝ ⎠ ⎛ ⎞
23 ---