Ⅰ. 서 론
타이타늄은 우수한 기계적인 특성과 생체적합성, 내식성, 내산성 때문에 치과임상에서 적용이 증가하 고 있다.1높은 생체 친화성과 내부식성으로 치과 임 플랜트에서는 장기간 널리 사용되어 왔다.2타이타늄 은 금합금보다 낮은 열전도성으로 술 후 열에 의한 지각과민을 감소시키며, 저렴한 가격, 낮은 밀도 등 의 장점을 갖는다. 또한 물리적 성질이 금합금과 비 슷하며3 타이타늄 매식체와 상부구조물간의 갈바닉 부식문제가 발생하지 않기 때문에 임플랜트 상부 보 철물 제작에도 사용되었다.4
타이타늄은 원자량 47.90으로 밀도가 일반적 귀금 속의 합금의 절반, 금 합금의 1/4수준이며 Cp-Ti의 용융온도는 1668℃로서 일반 치과주조용 귀금속 합 금보다 700~800℃가 더 높다.5이렇게 높은 용융온 도 때문에 일반 치과주조용 금합금용 모형재와 용융 방법, 주조기, 매몰재를 사용해서는 타이타늄을 주조 할 수 없다.
타이타늄 주조기와 매몰재의 많은 발전에도 불구 하고, 타이타늄 주조체에는 불완전한 주조와 내부 기포와 같은 주조 결함이 흔히 관찰된다.14-16타이타 늄의 주조성, 표면 조도 및 기포 형성에 영향을 주는 요인으로는 매몰재의 통기성,16 chamber간의 압력
차,14-17,39타이타늄과 매몰재간의 반응,18주형온도,15,19
타이타늄 합금의 종류 그리고 주입선 형태20-23 등이 있다.
최근에는 타이타늄 주조성의 향상을 위해 전용주 조기와 매몰재가 개발되면서10 고정성 및 가철성 보 철물 제작뿐 아니라 타이타늄을 이용한 임플랜트 상 부 보철물 제작에도 널리 사용되고 있다. 그 중 Cp- Ti은 치과용 금관, 인레이, 온레이에 사용할 정도로 충분한 강도를 지닌다. 특히 치의학 분야에 많이 사 용되는 Cp-Ti과 Ti-6Al-4V의 항복 강도는 각각 280MPa, 830MPa이다.24얇은 절단면을 갖는 치과 용 보철물에서 높은 항복강도가 요구될 때 Ti-6Al- 4V 합금이 적합하다. 일반적으로 합금에 원소를 첨 가함으로써 Cp-Ti과 비교하여 합금의 유동성이 감소 한다.25
주조성은 또한 주입선에 의해 영향을 받는데, 주입 선 형태는 주형 내로 유입되는 용융 금속의양과 속 도를 조절한다. Preston과 Berg26는 흔히 사용되는 주 입선 형태는 타이타늄과 같은 천금속 주조에 부적합 하다고 하였으며, Viviodic 등27은 주입선 직경은 타이 타늄 주조체의 완전성에 영향을 미치는 가장 중요한 변수라고 보고하였다. Kusakari 등28은 타이타늄관 의 전체적인 적합성은 금합금관보다 우수하나 변연 재현성 부족으로 변연 적합도가 금합금관보다 떨어 진다고 하였고 변연 재현성을 향상시키기 위해서는 금속의 흐름을 고려한 주입선 형태에 대한 연구가 필요하다고 하였다.
주조체의 기포는 금속의 수축에 의한 기포와 기체 의 함입에 의한 기포로 구분되는데29Brockhurst30은 천금속의 주조체의 기포는 적절한 용융과 주입선 선 대한치과보철학회지:Vol. 45, No. 4, 2007
주입선 형태가 타이타늄 합금의 주조성에 미치는 영향
전남대학교 치의학전문대학원 치과보철학교실 김상태∙방몽숙∙양홍서∙박상원∙박하옥∙임현필
※ This study was supported by second stage Brain Korea 21 project for school of dentistry.
택으로 피할 수 있다고 하였으며, Chai31는 주입선의 기하학적 형태가 밀도가 낮은 타이타늄의 주조성과 기포 형성에 영향을 주는 주요한 요소 중 하나라고 하였고 Chan 등32은 주입선 개수와 위치가 타이타늄 주조체의 표면 조도와 기포형성에 영향을 준다고 하 였다.
이처럼 타이타늄의 주조성은 주입선의 크기뿐만 아니라 개수, 위치 등 그 형태에 따라 달라질 수 있 으나 이에 관한 연구가 미흡한 실정이다.
본 연구에서는 치과계에서 사용이 증가하고 있는 2종의 타이타늄인 Grade2 Cp-Ti과 Ti-6Al-4V을 서로 다른 주입선의 조건에서 주조하여 주조성, 미 세경도, 표면 반응층을 계측하고 상호 비교하여 연 구하였다
Ⅱ. 연구 재료 및 방법 가. 실험군의 분류
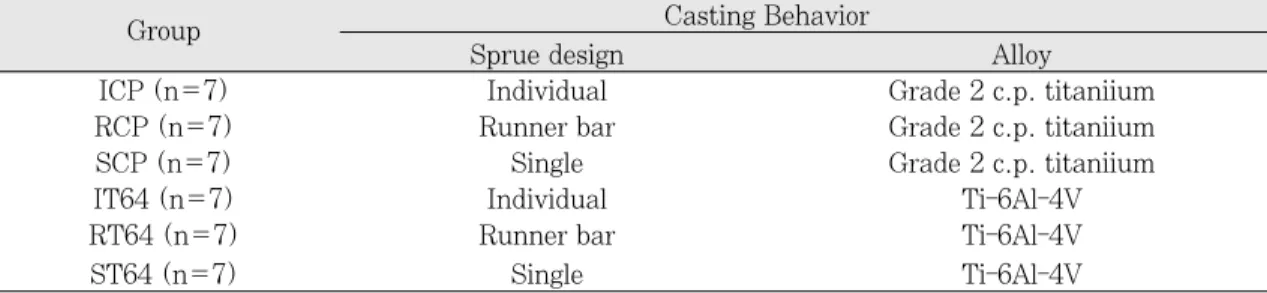
주입선 형태와 타이타늄 합금에 따른 실험군의 분 류는 Table I과 같다.
본 실험에서 사용한 주조기는 열원으로 아르곤 분 위기 (Argon atmosphere)의 아크 발열방식을 사용 하였으며 원심주조방식 (Ti Cast Super R�, Selec, Japan)이며, 매몰재는 실리카가 함유된 Rematitan Plus�(Dentarum, Germany)이다.
나. 모형 제작과 주입선 형성
주조성을 평가하기 위해서 격자 사이 공간 1.9mm, 두께 0.76mm인 사각 망의 왁스패턴 (Grids
Table I. Classification of experimental groups
Group Casting Behavior
Sprue design Alloy
ICP (n=7) Individual Grade 2 c.p. titaniium
RCP (n=7) Runner bar Grade 2 c.p. titaniium
SCP (n=7) Single Grade 2 c.p. titaniium
IT64 (n=7) Individual Ti-6Al-4V
RT64 (n=7) Runner bar Ti-6Al-4V
ST64 (n=7) Single Ti-6Al-4V
(a) (b) (c) Fig. 1. Sprue design; (a), individual sprue; (b), runner bar sprue; (c), single sprue.
RN II, Dentarum, Germany)을 140개의 격자가 포 함되도록 가로 40mm, 세로 30mm의 직사각형 모양 으로 절단하여 군당 7개씩 42개의 왁스모형을 제작 하였다(Fig. 1). 세가지 주입선의 형태는 individual, runner bar, single형으로 채택하고 individual군과 runner bar군은 3.2mm, 길이 16mm 떨어진 왁스모 형과 연결하였다. 주입선 (Kerr, 8 gauge, 3.2�
mm)을 single군은 4.1mm, 길이 16mm (Kerr, 6 gauge, 4.1�mm)을 붙여서 Fig. 1에서 보여진 것 같 이, 용융된 금속이 주입선을 통해 왁스패턴을 채우 며 이들 통로는 서로 다른 흐름성을 보이는 주조성 을 감별 할 수 있도록 좁게 설계하였다.
다. 매몰과 주조
제조회사의 지시에 따라 실리카계 매몰재인 Rematitan Plus�를 1분간 진공 상태에서 혼합하여 매몰하였다. 실온에서 1시간 40분 동안 경화시킨 후 소환로에 넣었다. 소환과정과 온도 설정은 Table II 와 같다.
진공 원심 주조기인 Ti Cast Super R�을 사용하여 군당 7개의 시편을 주조하였다. CP-Ti (ASTM Grade 2: Kobe still Co., Japan) 40g을 사용하여 ICP 군, RCP군, SCP군 21개의 시편을 주조하였고, Ti- 6Al-4V (Kobe still Co., Japan)을 사용하여 IT64군, RT64군, ST64군 21개의 시편을 주조하였다. 주조 후 실온에서 10분간 서냉하였다.
라. 주조성과 주조결함 측정
왁스 패턴의 재현여부와 외형을 관찰하고 주조 후 완전하게 주조된 격자수의 개수를 측정하여 주조성 의 척도로 평가하였다. 주조 적합성을 측정한 시편 을 타이타늄 전용 주조 결함 측정기인 Easyti X- ray Ti (Manfredi, Italy)를 사용하여 주조성을 비교 하였으며, 이는 방사선 사진을 촬영하고 필름으로 전환하여 시행하였다.
마. 반응층의 검사
주조된 타이타늄 시편의 매몰재에 접촉하는 부위 를 절단하여 에폭시 레진에 포매한 후 0.5㎛ SiC 연 마지를 이용하 정밀 연마 후 주사 전자 현미경(S- 2700, SEM, Hitachi, Japan)를 사용하여 표면을 관 찰하고 반응층의 두께를 측정하였다.
바. 통계처리
통계처리는 SPSS ver. 10.0 for WIN (SPSS.
Inc. USA)를 사용하였다. 주조기와 매몰재에 따른 주조성과 미세경도를 일원변량 분산분석(One-way ANOVA)을 시행하여 각 군 간의 차이를 검정하고 유의수준 5%에서 Scheffe’s multiple comparison test 로 사후 분산분석을 시행하여 각 군 간의 평균값의 차이를 검정하였다.
Table II. The Heating Cycles of the investments tested in this study
Mixing time Burn-out schedule (heating spee : 6℃/min)
1 min waiting time 16min 20min 150min slowly
↓ ↓ ↓ ↓
70℃ 150℃ 250℃ 1000℃ 430℃
↑ ↑ ↑ ↑ ↑
holding time 4min 90min 90min 90min casting
Ⅲ. 결 과 1. 주조성의 측정
타이타늄의 주조체는 주조성을 평가하고 내부기포
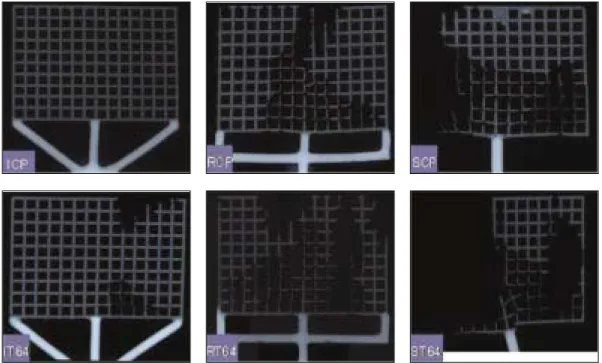
형성 및 결합유무를 관찰하였다. 각 주조체의 모양 과 왁스패턴의 재현 여부는 각각 다르게 나타났다.
individual sprue군은 거의 완벽하게 주조되었으며, single sprue군은 재현성이 현저하게 떨어졌다(Fig.
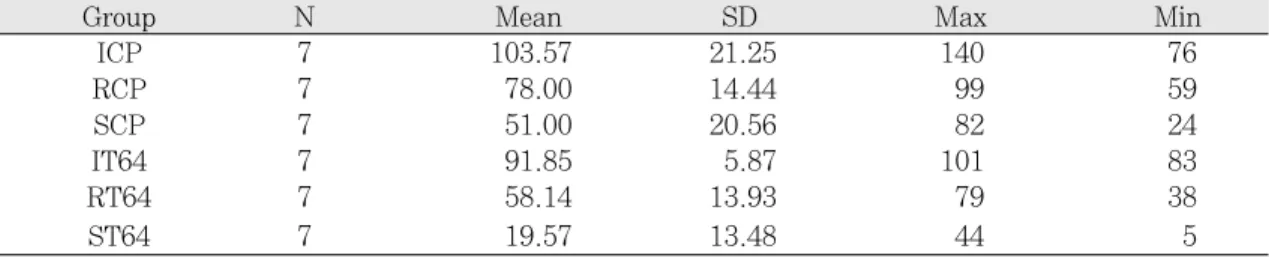
2). 주조성의 측정결과 ICP군에서 평균 103.57으로
Fig. 2. Photographs of casted mesh patterns. The methods were categorized in the decreasing order of castability : the first one being ICP group, next one being IT64 group followed by RCP, RT64, SCP group and ST64 group.
Table III. Castability measurements of specimens and different cast machines and investments
Group N Mean SD Max Min
ICP 7 103.57 21.25 140 76
RCP 7 78.00 14.44 99 59
SCP 7 51.00 20.56 82 24
IT64 7 91.85 5.87 101 83
RT64 7 58.14 13.93 79 38
ST64 7 19.57 13.48 44 5
가장 우수하게 나타났으며, IT64군은 91.85, RCP군 은 78.00, RT64군은 58.14, SCP군은 51.00, ST64 군은 19.57 순으로 주조성이 감소하였다. one-way ANOVA test 결과 여섯 군 사이는 유의한 차이를 보 였다(p<0.05).
2. 표면반응층의 분석
각 조건에 따른 주조체의 표면 반응층은 최외각층 으로 타이타늄 주조체 기질 상에 검은 띠 모양으로 보인다. 모든 군에서 약 5㎛ 두께의 산화반응층이 관찰되었다 (Fig. 5).
Fig. 3. X-ray radiograghs of mesh patterns.
Fig. 4. There was significant correlation in the titanium castability in respect to sprue design and titanium alloys.
Ⅳ. 고 찰
일반적으로 치과 수복물은 생체 적합성, 적절한 기 계적 성질 등의 다양한 특성이 요구된다. 음식물에 의한 온도 변화 등에 따른 열팽창, 수축현상이 있으 며 교합압으로 인한 응력이 발생하는데33타이타늄은 우수한 물리, 기계적 성질을 가지고 있을 뿐만 아니 라, 베릴륨이나 니켈이 일으키는 과민반응이 없어 최근 사용이 증가하는 추세이다.
그러나 현재까지 타이타늄은 주조시 높은 용융 온 도(1680�C)로 인하여 주조성에 문제를 야기하였다.
높은 융점 때문에 재료를 녹이기 어렵고 표면 재현 성과 충분한 주조성, 그로 인한 파절 위험성이 제시 되고 있는 문제점이다.
일반적으로 주조성은 크게 두 가지에 의해 영향을 받는데, 첫째는 용융된 금속의 내재적인 흐름성이 며, 다른 하나는 주조 조건이다. 즉 주조 장비, 주조 온도, mold의 온도, 매몰재의 통기성, 용융된 금속이 Table IV. Results of multiple range test for the castability
(I) Group (J) Group Mean Difference SD Sig
ICP RCP 25.571* 8.434 .047
SCP 52.571* 8.434 .000
IT64 11.714 8.434 .733
RT64 45.428* 8.434 .000
ST64 84.000* 8.434 .000
RCP ICP -25.571* 8.434 .047
SCP 27.000* 8.434 .031
IT64 -13.857 8.434 .577
RT64 19.858 8.434 .200
ST64 58.428* 8.434 .000
SCP ICP -52.571* 8.434 .000
RCP -27.000* 8.434 .031
IT64 -40.857* 8.434 .000
RT64 -7.142 8.434 .958
ST64 31.428* 8.434 .008
IT64 ICP -11.714 8.434 .733
RCP 13.857 8.434 .577
SCP 40.857* 8.434 .000
RT64 33.714* 8.434 .004
ST64 72.285* 8.434 .000
RT64 ICP -45.428* 8.434 .000
RCP -19.857 8.434 .200
SCP 7.142 8.434 .956
IT64 -33.714* 8.434 .004
ST64 38.571* 8.434 .001
ST64 ICP -84.000* 8.434 .000
RCP -58.428* 8.434 .000
SCP -31.428* 8.434 .008
IT64 -38.571* 8.434 .000
RT64 -72.285* 8.434 .001
* . The mean difference is significant at the 0.05 level.
흐르는 속도, 주입선 등이다. 기존의 연구와 시행착 오를 통해 주조성의 개선을 위한 꾸준한 연구가 이 루어지고 있다.34-36
높은 융점 때문에 재료를 녹이기 어렵기 때문에 치 과용 보철물의 표면 재현성과 충분한 주조성을 얻기 위하여 적절한 타이타늄 합금의 적절한 선택과 용융 된 금속이 흐르는 요소와 관련이 있는 주입선 형태
에 관한 연구가 이루어지고 있다.
보다 정밀하고 완벽한 주조체를 얻기 위하여 기공 과정에서 조절할 수 있는 있는 부분들에 대한 연구 가 진행되었는데, 이 중 하나가 주입선의 형태가 미 치는 영향에 관한 연구이다. 주입선에 대해서는 과 거 금합금 주조시에 많은 관심을 가지지 않았으나 밀도가 낮은 천금속이 도입되면서 그 영향에 관한 Fig. 5. SEM images of cast titanium surface of ICP, RCP, SCP, IT64, RT64 and ST64 specimens.
Interfacial reaction layer about 5㎛ thickness was found in all groups.
연구가 증가하게 되었다.
주입선의 형태는 주형내로 금속의 충분한 공급과 속도를 조절하는 하나의 기전이다. Compagni 등은 주조체의 크기가 클수록 주입선의 직경도 커야하고 runner bar나 resorvoir 사용시 중간 주입선은 짧아 야 하며, 주조체의 질은 주조기나 용융 방법보다 주 입선의 형태에 더 영향을 받는다고 하였다.35 또한 resorvoir는 납형의 가장 두꺼운 부위보다 더 커야하 며 굵은 주입선은 그 자체가 reservoir 역할을 한다.
단관 제작 시 최소 3mm직경의 주입선이 사용되어 야하나 그 이상으로 주입선이 두꺼울 경우에는 보철 물 외형에 대한 영향과 타이타늄 금속 특성에 따른 기공 과정의 번거러움이 더 크다.28
따라서 본 연구에서는 실제 적용 가능한 범위내에 서 직경과 형태를 다르게 제작하였으며, 주입선의 길이는 주조 결과에 미치는 영향이 적다는 보고에 따라 납형이 매몰 주형 상단 하부 4mm에 위치할 수 있는 길이로 주입선을 설치하였다.
과거 주입선 부착 부위에 대한 여러 논란이 있어 왔으나, 본 연구에서는 주입선이 납형을 향해 넓게 퍼지는 일반적인 형태로 통일하였다. 주조 시 기포 및 주조 결함을 감소시키는데 vent가 중요한 역할을 하는데, 특히 통기성이 낮은 매몰재를 사용하는 경 우 그러하다.24 그러나 배기를 위한 보조 주입선의 부착이 변연 재현성에 유의할 만한 영향을 미치지 않았다는 보고에 따라 본 연구에서는 배기를 위한 보조 주입선을 사용하지 않았다.
본 연구에서는 individual군이 다른 군보다 우수한 주조성을 보였다. 이는 runner bar군에 비해 용융된 금속이 속도의 감소 없이 납형의 가장자리로 유입될 수 있고, single군에 비해 상대적으로 주입선 수가 많 아 변연부까지 금속의 접근을 용이하게 하였고, 또 한 3개의 주입선이 resorvoir역할을 하여 주조 수축을 어느 정도 보상해 줄 수 있기 때문이라 생각된다.
runner bar군이 individual군에 비하여 주조성이 떨어지는 이유는 주입선 자체의 구조적인 형태에 따 른 유입 속도의 감소와 주형을 채우는 동안에 발생 하는 와류에 의한 것으로 판단된다.39가압 주조기를 제조한 회사에서는 runner bar의 사용을 추천하고 있는데, 이는 아마도 유입 속도를 감소 시켜 매몰재 에 대한 충격을 줄임으로써 주조체 내 매몰재의 함
입을 방지하고 주조 수축을 보상하기 위한 reser- voir로써의 역할을 기대하기 때문으로 생각된다. 얇 은 주조체 제작시 유입속도가 빠르면 되면 잔류기체 에 의한 back-pressure가 발생하여 주형을 충분히 채 우지 못할 위험이 증가할 수 있다. 따라서 단일치형 보철물 제작을 위한 runner bar 형태의 주입선은 원 심 주조 시 높은 원심력으로 인한 충격을 상쇄시킬 수 있다는 장점이 있다. 다수치형이나 복잡한 형태 의 보철물 제작에 있어서 Chai등은 큰 직경을 갖는 개별 주입선을 이용한 직접 주입 방식이 주조체의 기포 형성을 감소시킨다고 하였다.31 주조성 측정은 육안과 x-ray 주조결함 분석기를 사용하였다. 주조체 의 실패로 보이는 부분은 육안으로 보아도 연속성이 결여되어 있으며, 주조체 내부의 기포 분포와 밀도 에 있어서 각 주조체마다 다소 차이가 나타났다. 방 사선적으로 측정이 가능한 기포는 100㎛ 이상의 큰 것에 국한되어 보인다. 본 연구에서 사용한 왁스패 턴의 두께가 0.76mm이므로 100㎛의 크기는 약 14%에 해당하므로 방사선적으로 판별 가능한 금속 물을 쉽게 약화시킬 수 있어 방사선상에서 보이는 기포는 육안으로도 감지할 수 있었다. Wang과 Boyle1이 시행한 방사선적 검사법을 본 연구에서도 사용하였지만, 미세한 기포의 파악에는 한계가 있다 고 하였다. 그러므로 방사선으로 주조 결함을 분석 하는 것은 본 실험과 같은 얇은 주조체에서는 큰 의 미가 없었다.
내부 기포의 발생은 용융된 금속이 흘러 들어가는 동안 와류가 형성되면서 용융된 금속으로 기체가 함 입되어 일어난 결과이다. 주입선 즉 용융 금속 유입 로의 비효율적인 구조로 인해 특히 많은 와류가 형 성되었기 때문으로 생각할 수 있다. 또한 single군에 서도 비교적 많은 기포가 발생하였는데 그 이유로 금속의 수축을 보상하는데 필요한 reservoir의 부재 를 생각해 볼 수 있으나 확실치 않다. 이러한 요인 외에도 매몰재의 통기성이나 주형과 용융 금속의 온 도차와 타이타늄 ingot내 존재하던 기포가 원인이 될 수도 있다. 이상의 결과로 볼 때 기포 수가 가장 적고 주조성이 가장 우수한 individual 형태가 타이타 늄 주조에 적절하다고 생각된다.
또한 주조 조건외에 주조성에 영향을 미치는 요소 는 금속 자체의 내재적인 흐름성이다. 본 연구에서
는 Ti-6Al-4V에 비해서 Cp-Ti의 주조성이 우수한 결 과를 보였다. IT64군에 비해 ICP군이, RT64군에 비 해 RCP군이 주조성이 우수하였지만 통계학적으로 유의성 있는 차이를 보이진 않았지만, ST64군에 비 해 SCP군의 주조성이 우수하였고 통계적으로 유의 성 있는 차이를 보였다. Okabe 등24에 의하면 Cp-Ti 에 비교하여 Ti-4Al-6V의 mold filling ability가 감 소한 원인은 일반적으로 다른 순수 금속과 합금에서 나타나는 같은 현상과 같다고 하였다. 이는 합금에 서 결정화되는 동안에 형성되는 수지상의 구조 때문 이며, 이 수지상 구조물은 순수 금속에서 전형적으 로 보이는 매끄러운 표면보다는 울퉁불퉁한 표면의 원인이 되고 결정화 초기 단계에 용융된 금속이 흐 르는데 더욱 저항을 부여하는 원인을 제공한다.
본 연구에서 사용한 매몰재는 티타늅 주조기를 생 산한 회사에서 개발한 것이며 내열재 SiO2가 함유 된 Rematitan Plus�이다. 높은 온도에서 질소나 산 소는 신속히 화합물을 형성하여 소환동안 팽창을 증 가시키며 유지하게 한다.36본 연구의 결과에서도 주 조체의 반응층은 타이타늄 합금이나 주입선의 종류 에 상관 없이 5㎛의 타이타늄 산화물 반응층이 나타 났다. 이는 모든 군에서 동일한 매몰재를 사용하여 비슷한 두께의 타이타늄 산화물 반응층을 관찰할 수 있었다.
높은 온도에서 타이타늄 주조성을 향상시키기 위 해 여러 가지 관점에서 연구가 진행 중이다. 그러나 더 우수한 주조 타이타늄을 임상에 사용하기 위해서 는 타이타늄 주조성이 더욱 향상되어야 할 것이며, 특히 연결한 다수치를 포함하는 보철물(multiple unit prosthesis)을 제작시에 변연까지 주조가 완전하 게 이루어지기 위해서는 주조성에 미치는 요소인 매 몰재의 통기성, chamber간의 압력차, 타이타늄과 매몰재 간의 반응, 주형온도, 주입선 형태에 대한 더 많은 연구가 필요하리라 생각된다.
Ⅴ. 결 론
본 연구에서는 치과계에서 사용 요구가 증대되는 타이타늄을 2종의 합금과 3종의 주입선 형태를 조합 하고 여섯 가지 조건에서 격자모양의 기성 왁스패턴 을 주조하여 주조성과 미세경도, 표면의 반응층을
계측하고 상호 비교하였다. 기성 왁스 패턴의 주조 시 조건은 원심주조기와 주조기 제조회사에서 제작 한 매몰재를 이용하여 생산한 제조회사의 지시대로 같은 조건에서 매몰과 주조를 수행하였으며, 6개의 군은 각 군당 7개씩 총 42개의 시편을 제작하고 주 조하여 다음과 같은 결과를 얻었다.
1. 측정된 타이타늄의 주조성은 individual sprue 군, runner bar군, single군 순으로 우수하였으 며 이는 통계적으로 유의한 차이가 있었다 (p<0.05).
2. 타이타늄의 주조성은 타이타늄 합금에 따라서 는 유의성을 보이지 않았으나, single sprue군에 서는 Ti-6Al- 4V 보다 CP-Ti군에서 우수한 주 조성을 보였다(p<0.05).
3. 타이타늄 주조체의 미세강도는 주입선 종류에 대해서는 유의한 차이를 보이지 않았으나, CP- Ti군보다 Ti-6Al-4V군에서 우수하였으며 이는 통계적으로 유의한 차이가 있었다(p<0.05).
4. 주조체의 반응층은 타이타늄 합금이나 주입선 의 종류에 상관 없이 5㎛의 타이타늄 산화물 반 응층이 나타났다.
이상의 연구 결과를 종합해보면, 원심 주조기로 타 이타늄 보철물을 제작할 경우, 직접 주입형태의 주 입선이 우수한 주조성을 나타냈었고, 주입선의 수가 증가하면 주조성이 향상된다는 것을 알 수 있었으 며, Ti-6Al-4V에 비해 Cp-Ti의 주조성이 우수하다는 것을 알 수 있었다. 복잡한 형태의 보철물 제작을 위 한 효과적인 주입선 형태와 타이타늄 합금에 관한 연구가 이어져야 할 것으로 생각된다.
참고문헌
1. Wang RR. Boyle AM. A simple method for inspection of porosity in titanium castings.
J Prosthet Dent 1993;70:275-6.
2. Parr GR, Gardner LK, Toth RW. Titanium
; the mystery metal of implant dentistry Dental materials aspects. J Prosthet Dent 1985;54:410-14.
3. Eugene PL, Peter M. Titanium and tita- nium alloys as dental materials. Int Dent
J 1993;43:245-53.
4. Reclaru L, Meyer JM. Study of corrosion between a titanium implant and dental al- loy. J Dent 1994;22:159-68.
5. Miyazaki T. Recent progress in titanium dental casting technologies and current prob- lems for a clinical application. Quintessence 1992;11:171-182.
6. Miyazaki T. Casting of titanium and its al- loys: Metal surface and ceramics Proceeding of international Symposiumon titanium in dentistry 1995;3:120-133.
7. Christer B, Maud B. The castability of un- alloyed titanium in three different casting machines. Swed Dent J 1992;16:109- 113.
8. Watanabe K, Okawa S, Miyakawa O, Nakano S. Determination of titanium flow by the tracer element molten method- in the dental precisopn casting. 1. The principle of flow visualization and application to sample castings. J Dent Mater 1990;
9:623-632.
9. Watanabe K, Okawa S, Miyakawa O, Nakano S. Determination of titanium flow by the tracer element molten method in the dental precisopn casting. 2.
Relationship between the titanium flow in plate molds and the casting defects. J Dent Mater 1991;10:77-96.
10. Watanabe K, Okawa S, Miyakawa O, Nakano S, Honma H, Shiokawa N, Kobayashi M. Relationship between tita- nium flow and casting contamination caused by mold materials. J Dent Mater 1992;11:662-671.
11. Mori T, Togaya T, Yabugami M, Jean-Louis M. Titanium for removable dentures. J Oral Rehabilit 1997;24:338-341.
12. Watari F. High temperature reactivity between titanium and refractory oxides in
dental casting procedure. Fundamental study on refractoriness of investments and ceramo metal bonding by analytical SEM and oxide single crystals. J Dent Mater 1989;8:83-96.
13. Miyazaki T. Casting of titanium : mold ma- terials Procedings: Transaction of sec- ond international congress on dental ma- terilas. 1995;107:1123-7.
14. Watanabe I, Watkins JH, Nakagima H, Atsuta M, Okabe T. Effect of pressure difference on the quality of titanium cast- ing. J Dent Res 1997;3:773-9.
15. Her H, Syverud M, Waarli M. Mold filling and porosity in casting of titanium. J Dent Res 1993;9:15-8.
16. Syverud M, Her H. Mold filling of Ti castings using investments with different gas permeability. Dent Mater 1995;11:14- 8.
17. Sunnerkrantz PA, Syverud M, Her H.
Effect of casting atmosphere on the qual- ity of Ti-crowns. Scand J Dent Res 1990;98:268-72.
18. Her H, Syverud M, Waari M, Jorgensen RB. Casting of dental titanium crowns: sur- face reations and dimensional fit. In:
Proceedings of the 1990 International Conference on titanium. Products and Applications. Vol.Ⅱ. Dayton. Ohio: Tita- nium Development Association 1990;
612-21.
19. Mori T, Jean-Louis M, Yabugami M, Togaya T. The effect of investment type on the fit of cast titanium crowns. Aust Dent J 1994;39:384-52.
20. Chai TI, Stein RS. Porosity and accuracy of multiple-unit titanium castings. J Prosthet Dent 1995;73:534-41.
21. Chan D, Guillory V, Blackman R, Chung KH. The effects of sprue designs on the
roughness and porosity of porosity of ti- tanium castings. J Prosthet Dent 1997;
78:400-4.
22. Al Mesmar HS, Morgano SM, Mark LE.
Investigation of the effect of three sprue de- signs on the porosity and the completeness of titanium cast removable partial denture frameworks. J Prosthet Dent 1999;82:15- 21.
23. Chan DC, Blackman R, Kaiser DA, Chung K. The effect of sprue design on the mar- ginal accuracy of titanium castings. J Oral Rehabil 1998;25:424-9.
24. Syverud M, Okabe T. Casting of Ti-6Al-4V alloy compared e Ti in with puran Ar-arc casting machine. Eur J Oral Sci 1995;103:
327-330.
25. Flemmings MC. Solidification processing.
New york: McGraw Hill Inc. 1974:219-224.
26. Preston JD, Berger R. Some laboratory variables affecting ceramo-metal alloys.
Dent Clin North Am 1977;21:717-28.
27. Vidovic Y, Chung HG, Mroi T. Enha- ncement of a titanium denture frame model: mold temperature and spruing factors. Dent Mater J 1995;14:256-62.
28. Kusakari H, Ozaki Y, Hoshino H. Cast ti- tanium crown-for a better fitness and less porosity [in Janpanes]. Quintessence Dent Technol 1998;23:17-23.
29. Ryge G, Kozak SF, Firahurst CW. Porosity dental gold castings. J Am Dent Assoc 1957;54:46-54.
30. Brockhurst PJ, McLaverty VG, Kasloff Z. A castability standard for alloys used in
restorative dentistry. Oper Dent 1983;
8:130-9.
31. Chai TI, Stein RS. Porosity and accuracy of multiple-unit titanium castings. J Prosthet Dent 1995;73:534-41.
32. Chan D, Gullilory V, Blackmann R, Chung KH. The effect of sprue design on the roughness and porosity of titanium cast- ings. J Prosthet Dent 1997;78:400-4.
33. Kim KN. Dental casting alloy. First edition, KoonjaPublishing Co., 1992;45-60.
34. Blackman R, Barghi N. Tran C. Dimensional changes in casting titanium removable partial denture frameworks. J Prosthet Dent 1991;65:309-315.
35. Bridgeman JT, Marker VA, Hummel SK.
Comparison of titanium and cobalt-chromi- um removable partial dentures. J Am Dent Assoc 1997;78:187-193.
36. Mori T, Jean Louis M, Toyaga T. The ef- fect of investment type on the fit of cast ti- tanium crowns. Aust Dent J 1994;39:348- 352.
37. Park JK, Jeong CM, Jeon YC. The effect of sprue design on the marginal repro- ducibility of cast titanium crowns. J Kor Acad Prothodont 2004;40:352-363 38. Watanabe K, Okawa S, Miyakawa O,
Nakano S. Molten titanium flow in a mesh cavity by the flow visualization technique. Dent Mater 1991;10:128-137.
39. Watanabe I, Woldu H, Okabe T. Effect of casting method on castability of titanium and dental alloys. J Mater Sci 2000;11:
547-53.
Reprint request to:
Hong-So Yang, D.D.S., Ph.D.
Department of Prosthodontics, College of Dentistry, Chonnam National University 8, Hak-Dong, Dong-Gu, Gwangju, 501-757, Korea
Statement of problem: Despite of the recent development of the titanium casting system meth- ods, the casting defects such as imperfect casting and internal porosity were frequently observed.
Purpose: The purposes of this study were to compare and measure the castability, microhardness, and surface reaction between Grade 2 pure titanium and Ti-6Al-4V by casting these alloys from the different sprue design conditions.
Material and methods: Depending on the sprue designs and titanium alloys, 42 ready-made wax patterns were used. By analyzing the remodeling of the cast, internal porosity, microhardness, and titanium surface layer of SEM, there were several results we observed.
Results:
1. The measured castability of titanium were categorized in the ascending order: individual sprue group, runner bar group, and single group. This data are based on the statistically signig- icant differences.
2. The castability of titanium has not showed the statistically significant differences among the alloys. However, CP-Ti groups were superior to Ti-6Al-4V groups by showing the noticeable castability.
3. The surface layers of the castings of all groups have showed 5㎛ titanium oxide layers irre- spective of sprue designs and titanium alloys.
Conclusion: From the above study results, by fabricating the restorations from the centrifugal casting machine direct sprue designs revealed better castability. As we increased the number of sprues in the wax pattern, it revealed better castability. The castability of pure titanium rather than that of Ti-6Al-4V was remarkable. To fabricate the complex forms of the restorations, further researches on the efficient sprue designs and titanium alloys must be made.
THE EFFECT OF CASTING MACHINE AND INVESTMENT ON THE CASTABILITY OF TITANIUM
Sang-Tae Kim, D.D.S., Mong-Sook Vang, D.D.S., Ph D., Hong-So Yang, D.D.S., Ph.D., Sang-Won Park, D.D.S., Ph D., Ha-Ok Park, D.D.S., Ph D., Hyun-Pil Lim, D.D.S.
Department of Dental Science Graduate School, Chonnam National University ABSTRACT
Key words : Castability, Titanium, sprue design