<연구논문(Original Article)>
폴리유산/폴리부틸렌숙시네이트 블랜드의 가공 및 기계적, 열적, 형태학적 특성
김대근⋅조동환
†금오공과대학교 고분자공학과
(2014년 2월 18일 접수, 2014년 3월 4일 수정, 2014년 3월 5일 채택)
Processing and Mechanical, Thermal and Morphological Properties of Poly(lactic acid)/Poly(butylene succinate) Blends
Dae Keun Kim and Donghwan Cho
†Department of Polymer Science and Engineering, Kumoh National Institute of Technology, Gyeongbuk 730-701, Korea (Received February 18, 2014; Revised March 4, 2014; Accepted March 5, 2014)
요 약 : 본 연구에서는 이축압출기와 사출기를 사용하여 폴리유산(PLA)와 폴리부틸렌숙시네이트 (PBS) 수지의 함량비를 달리하여 PLA/PBS 블랜드를 제조하고, 그들의 기계적, 열적 특성 및 모폴로 지를 조사하였다. PLA/PBS 블랜드의 굴곡강도, 굴곡탄성률, 인장강도 및 인장탄성률과 같은 기계적 특성, 그리고 용융거동, 동역학적 열특성 및 열안정성과 같은 열적 특성이 PLA와 PBS 함량비에 크 게 의존하였다. 그러나 PLA/PBS 블랜드의 열변형온도는 PLA 또는 PBS 함량 변화에 크게 영향을 받지 않았다. 또한 PLA/PBS 블랜드의 파단면은 PBS 함량이 증가함에 따라 brittle 양상으로부터 duc- tile 양상으로 변화되었다.
Abstract: In the present work, PLA/PBS blends with poly(lactic acid) (PLA) and poly(butylene succinate) (PBS) at different contents were processed by using a twin-screw extruder and an injection molding machine, and then their mechanical, thermal and morphological properties were investigated. The mechanical properties such as flexural strength, flexural modulus, tensile strength and tensile modulus and thermal properties such as melting behavior, dynamic mechanical thermal properties and thermal stability significantly depended on the contents of PLA and PBS. However, the heat deflection temperature of the blends was not significantly influenced by the contents of PLA and PBS. Also, the fracture surfaces of PLA/PBS blends were changed from a brittle pattern to a ductile pattern with increasing the PBS contents.
Keywords: PLA/PBS blends, processing, mechanical properties, thermal properties, morphology
1. 서 론
1)
새로운 환경 법규의 제정과 강화, 그리고 점점 높아 지고 있는 환경에 대한 사회적 인식의 변화로 최근 세 계적으로 친환경 소재에 관심이 증대되고 있다[1]. 이 에 따라 지난 십여 년 동안 친환경 천연섬유를 이용한 고분자 복합소재인 바이오복합재료(biocomposite)에 대 한 많은 연구결과가 보고되어 왔다[2-4]. 친환경 바이 오복합재료에 대한 연구개발은 여러 선진국을 중심으 로 글로벌 자동차업체와 건축소재 분야에서 수행되어 왔으며, 특히 자동차부품소재 분야에서는 기존의 유리
†
섬유강화 고분자복합재료가 적용되었던 각종 자동차내 장재뿐만 아니라 외장재로도 확대되고 있는 추세이다.
바이오복합재료를 구성하는 고분자매트릭스 수지로
는 생분해능을 가지고 있지 않은 열가소성 또는 열경
화성 고분자수지가 널리 사용되어 왔으나, 최근 생분
해성 고분자수지를 이용한 연구가 크게 주목을 받고
있다[5,6]. 바이오복합재료의 매트릭스로 사용되고 있
는 대표적인 생분해성 고분자수지에는 poly(lactic acid)
( 이하 PLA)와 poly(butylene succinate)(이하 PBS)가 있
다[7-10]. PLA의 기계적 특성은 폴리프로필렌에 필적
하고, 완전한 생분해성을 가지고 있으나, 취성(brittle-
ness) 을 지니고 있어 충격강도가 낮으며, 열변형온도가
낮아 응용에 제한을 받고 있다. PBS는 자연에서 완전
Injection condition
Barrel temperature ( ℃) Holding pressure (kg
f/cm
2)
Injection pressure (kg
f/cm
2)
Hopper Zone 1 Zone 2 Die
30 100
140 160 170 180
Table 1. Twin Screw Extrusion Processing Conditions for Producing PLA/PBS Pellets
히 생분해되며 PLA보다 우수한 열적 특성을 지니고 있으나, 일반적으로 PLA보다 기계적 특성이 낮다. 그 러나 PBS는 폴리에틸렌과 비슷한 연성(ductility)을 지 니고 있어 충격강도가 우수하다. PBS는 PLA보다 용융 점이 낮아 성형이 용이하며, PLA 수지와 함께 사용될 때 수지의 유연성을 증대시키는 것은 물론 가공성 향 상에 기여할 수 있다. 그러므로 PLA와 PBS가 각각 지 니고 있는 단점을 상호 보완하기 위하여 이들을 블랜 드할 경우 가공성의 조절이 가능하고 다양한 물성 스 펙트럼을 얻을 수 있다[11-14].
R. K. Guptal 등[15]은 PLA의 단점인 brittle한 성질을 개선하기 위해 압축성형 방법으로 PBS와 블랜드하였 으며, 친환경 포장재료를 만들기 위해 PBS의 함량을 50 wt% 까지 점진적으로 증가시키면서 그에 따른 인장 특성, 용융거동 및 충격특성 등을 조사하였다. M. Harada 등[16]은 PLA에 유연성을 부여하기 위하여 폴리카프로 락톤과 공중합을 하였고 PBS와 블랜드 개념을 적용하 였다. 또한 압출가공성을 높이기 위하여 lysine diiso- cyanate (LDI) 및 lysine triisocyanate (LTI)와 같은 proc- essing agent 를 도입하였다. LDI와 LTI의 사용이 PLA/
PCL 및 PLA/PBS 블랜드의 충격특성 및 인장특성에 미 치는 영향을 조사하였다. P. Cebe 등[17]은 PET/PLA의 블랜드를 solution casting 방법으로 제조하고, 이들의 유리전이온도 변화와 결정화 거동을 DSC와 X-선 산란 법을 이용하여 분석하였으며, 고분자 블랜드의 분자사 슬 관점에서 해석하였다. F. Signori 등[18]은 산업용 포 장재료를 개발하기 위한 목적으로 생분해성이며 지방 족 폴리에스터인 PLA와 PBAT를 블랜드하고 그들의 특성을 연구하였다. PLA에 PBAT 함량을 증가시키면 블랜드의 연성(ductility)이 증가되는 반면, 열적, 기계적 특성은 감소하는 결과를 보고하였다. 이 연구에서는 보다 효율적인 가공에 미치는 블랜드의 분자량분포와 모폴로지, 열적, 기계적 특성의 영향을 살펴보았다.
따라서, 본 연구의 목적은 PLA와 PBS 혼합비에 따 른 최적화된 압출공정 및 사출공정 조건하에서 생분해 성 PLA/PBS 블랜드를 제조하고, 그들의 인장특성, 굴 곡특성과 같은 기계적 특성, 그리고 용융거동, 동역학적 열특성, 열안정성, 열변형온도와 같은 열적 특성에 미 치는 PLA와 PBS의 함량비의 영향을 조사하는 것이다.
2. 실 험
2.1. 재료
본 연구에서는 생분해성이며 열가소성 고분자수지인 PLA 는 NatureWorks사의 모델명 2002D, 그리고 생분해 성이며 열가소성 지방족 폴리에스터수지인 PBS는 이 래화학(주)에서 ‘Enpol’이라 불리는 G4560J를 구입하여 사용하였다.
2.2. PLA/PBS 펠렛 제조
본 연구의 압출공정에는 지름이 30 mm이며, L/D가 42 인 modular-type의 치합형 동방향 회전 이축압출기(LG 사, BT-30-S2-421)를 사용하였다. 압출기의 스크류 조 합은 압출기 내에서 수지용융, 혼합 및 혼합물의 컴파 운딩을 최적화하기 위하여 3개의 리딩 디스크 블록 스 크류(kneading disc block screw) 조합을 사용하였다. 펠 렛을 제조하기에 앞서 PLA와 PBS 수지를 각각 진공오 븐에서 24시간 동안 건조하였다. 그 이유는 압출공정 동안 압출기내에서 가수분해로 인한 수지의 변형을 최 소화하기 위함이다. 압출한 펠렛은 다시 진공오븐에서 약 24시간 동안 건조한 후 사출공정(동신유압사 사출 기, PRO-WD 80)을 통하여 각 분석에 필요한 시편을 성형하였다. 압출공정 시 용융온도는 180°C이었으며, PLA 와 PBS는 서로 다른 조성비에서 블랜드되었다.
PLA 와 PBS 수지의 압출에 사용한 압출기 배럴의 온 도범위는, Table 1에서 보여 주는 것과 같이, 130∼180
°C 였고, 스크류 회전속도는 150 rpm이었다. 각 함량비 에서 PLA/PBS 블랜드의 압출공정은 모두 동일한 조건 에서 수행되었다. 압출공정을 통하여 얻어진 서로 다 른 조성비를 갖는 PLA/PBS 펠렛을 다시 50°C의 진공 오븐에서 약 24시간 동안 건조한 후, 사출공정에 의해 각 분석에 필요한 PLA/PBS 블랜드 시편을 제조하였 다. Table 2는 사출기 내부의 온도분포를 보여준다. 배 럴 zone 1번부터 다이(die)까지 온도범위는 160∼180°C 였으며, 금형온도는 30°C를 유지하였다.
2.3. 특성 분석 2.3.1. 기계적 특성
PLA/PBS 블랜드의 굴곡특성은 ASTM D790에 의거 한 3점 굴곡시험법에 따라 만능시험기(universal testing machine: UTM, Instron 4467) 를 사용하여 측정하였다.
시편의 span-to-depth 비율은 16 : 1이었으며, 30 kN의
Extrusion condition
Barrel temperature (°C) Feed speed
(kg/h) Zone 1 Zone 2 Zone 3 Zone 4 Zone 5 Zone 6 Zone 7 Die
24~45
130 140 150 160 165 170 180 170
Table 2. Injection Molding Processing Conditions for Producing PLA/PBS Blends
load cell 을 사용하였다. 시험 시 crosshead speed는 1.3 mm/min 였다. 굴곡강도와 굴곡탄성률의 평균값은 각각 10 개의 시편으로부터 구하였다.
PLA/PBS 블랜드의 인장특성은 ASTM D638M에 의 거하여 만능시험기를 사용하여 측정하였다. Gage length 는 110 mm이었으며, crosshead speed는 50 mm/min, 30 kN 의 load cell이 사용되었다. 인장강도와 인장탄성률 의 평균값은 샘플 당 10개의 독본형(dog-bone type) 시 편으로부터 구하였다.
2.3.2. 열특성 분석
시차주사열량분석법(differential scanning calorimeter:
DSC 200F3, NETZSCH) 을 이용하여 PLA와 PBS의 용 융점을 측정하였다. 압출된 펠렛으로부터 약 10 mg을 시료를 취하였으며, 측정 온도범위는 -50~200°C였으 며, 승온속도는 10°C/min였다.
PLA/PBS 블랜드의 열안정성을 조사하기 위하여 열 중량분석기(thermogravimetric analyzer: TGA Q500, TA Instruments) 를 사용하였다. 열중량분석은 약 20 mg의 각 시료를 상온에서 600°C까지 20°C/min의 승온속도로 질소분위기하에서 수행하였다. 또한 TGA 결과로부터 derivative thermogravimetric (DTG) 곡선의 변화도 함께 조사하였다.
PLA, PBS 및 PLA/PBS 블랜드의 동역학적 열특성인 저장탄성률(storage modulus)과 tan δ를 조사하기 위하 여 동역학적 열분석기(dynamic mechanical analyzer: DMA Q800, TA Instruments) 를 사용하였다. 각 시편의 크기는 길이 65.3 mm, 너비 12.7 mm, 두께 3.2 mm였으며, 승 온속도는 2°C/min였다. 진동수는 1 Hz, oscillation am- plitude 는 0.2 mm였으며, single cantilever mode에서 분 석을 수행하였다.
PLA/PBS 블랜드의 열변형온도(heat deflection temper- ature: HDT) 는 ASTM D648에 의거하여 열변형온도측 정기(Tinius Olsen, Model 603)를 사용하여 측정하였다.
실리콘오일 bath에 시편을 침지시킨 다음, 시편에 일정 하중을 가하고 오일의 온도가 점진적으로 상승됨에 따 라 시편에서 변형이 일어나기 시작하는 온도를 측정하 였다. 시편크기는 길이 126 mm, 너비 12.7 mm, 두께 3.2 mm 였다. 각 샘플 당 5개의 시편을 측정하여 그 평 균값으로부터 열변형온도를 구하였다.
2.3.3. 파단면 관찰
PLA/PBS 블랜드의 파단면을 관찰하기 위해 주사전 자현미경(scanning electron microscope: SEM, JEOLJSM 6380) 을 사용하였다. 각 시료의 표면에 전도성을 부여 하기 위하여 일정 시간 동안 스퍼터링(sputtering) 방법 을 사용하여 시료의 표면을 백금(Pt)으로 코팅한 후 500 배율에서 파단면을 관찰하였다.
3. 결과 및 고찰
3.1. PLA/PBS 블랜드의 기계적 특성
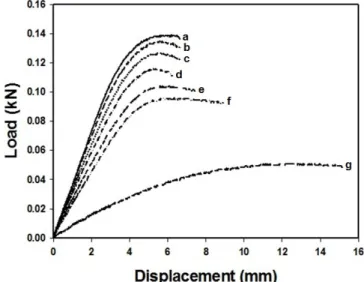
Figure 1 은 neat PLA, neat PBS, 그리고 두 수지의 중 량기준 함량비에 따른 PLA/PBS 블랜드의 굴곡특성을 비교한 결과이다. Neat PLA의 굴곡강도는 95.4 MPa, neat PBS 의 굴곡강도는 34.4 MPa을 나타내었다. 즉, PLA 의 굴곡강도가 PBS보다 약 2.8배 큰 것으로 조사 되었다. PLA/PBS 블랜드의 굴곡강도는 PBS 함량이 증 가함에 따라 점차적으로 감소하였다. 이러한 감소는 굴곡강도 값이 낮은 PBS의 영향 때문이다. 이러한 경 향은 또한 혼합법칙(rule of mixture)에 따라 블랜드의 굴곡강도가 변화하였음을 반영하고 있다. 굴곡탄성률 은 neat PLA가 2.4 GPa, 그리고 neat PBS는 0.4 GPa을 나타내었으며, PBS 함량이 증가함에 따라 굴곡강도의 변화와 비슷한 경향을 보여주었다. Figure 2는 각 시편 에 대한 굴곡시험으로부터 얻은 load-displacement 곡선 을 보여준다. Figure 2에 나타낸 바와 같이, PBS 함량 이 증가함에 따라 displacement가 증가하였다. Neat PBS 의 파단신률은 약 15%로 크게 나타났으며, PLA 함량 이 증가하면서 파단신률이 점차적으로 감소한 반면, load 값은 증가하였다. 이러한 결과와 load-displacement 곡선 아래의 면적이 PBS 함량이 증가함에 따라 증가한 것 으로 비추어볼 때, 상대적으로 유연성이 좋은 PBS와의 블랜드를 통하여 PLA의 취성이 크게 개선될 수 있음 을 보여주었다.
Figure 3 은 neat PLA, neat PBS와 두 수지의 혼합비
율에 따른 PLA/PBS 블랜드의 인장특성을 비교한 결과
이다. Neat PLA의 인장강도는 67.6 MPa, neat PBS의
인장강도는 37.8 MPa의 값을 나타내었다. PLA/PBS 블
랜드의 인장강도는 굴곡강도 결과에서 보여준 경향과
유사하게 PBS 함량이 증가함에 따라 점차적으로 감소
Figure 1. Flexural modulus (A) and strength (B) of PLA, PBS and PLA/PBS blends with various blending ratios by weight.
Figure 2. Plots of load and displacement obtained from 3-point flexural tests for PLA (a), PBS (g) and PLA/PBS blends (b-f) with various blending ratios by weight. b:
90:10, c: 80:20, d: 70:30, e: 60:40, f: 50:50 (PLA:PBS).
되는 경향을 보여주었다. 인장탄성률은 neat PLA 2.9 GPa, neat PBS 0.71 GPa 의 값을 나타내었다. 인장탄성 률의 변화도 굴곡탄성률과 유사한 거동을 보여주었으 며, PBS 함량에 크게 의존하였다.
3.2. PLA/PBS 블랜드의 열적 특성
Figure 4 는 neat PLA와 neat PBS 및 PLA/PBS 블랜드 에 대한 DSC 측정 결과를 보여준다. PLA의 유리전이 온도(T
g) 는 약 55~60°C였으며, T
m은 약 150°C에서 나 타났다. 100°C에서 130°C 사이에서 보이는 broad한 발 열피크는 neat PLA 수지의 결정화 거동 때문인 것으로 여겨진다. 결정화 거동은 DSC 측정 시 냉각스캔에서 용융피크가 나타난 후 관찰되었다. PBS의 함량이 10 wt% 일 때, 약 150°C에서 나타났던 용융점이 함량이 증 가함에 따라 약 5°C 가량 다소 높아진 것을 확인할 수
있고, 그 피크면적 또한 감소하였다. 그러나 T
g값은 크 게 변하지 않았다. DSC 결과에서 가장 큰 변화는 약 110°C 부근에서 나타났다. PBS 함량이 증가함에 따라 110°C 에서 흡열피크가 나타났으며, 피크의 면적과 높 이가 점차적으로 증가하였다. Neat PBS의 용융점은 약 115°C 에서 나타났다. 이것은 PBS 함량이 증가함에 따 라 결정화가 시작되는 온도가 낮아졌음을 나타낸다.
함량별 PLA/PBS 블랜드에 대한 흡열피크가 neat PLA 와 neat PBS 각각의 흡열피크를 반영하고 있다. 따라서 DSC 의 결과는 PLA와 PBS가 블랜드에서 상용성이 없 음을 보여준다.
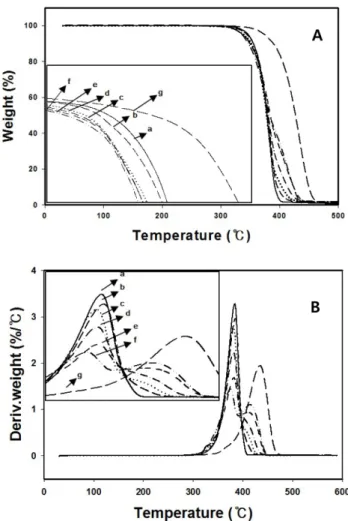
Figure 5 는 neat PLA, neat PBS 그리고 서로 다른 함 량비의 PLA/PBS 블랜드에 대한 TGA와 DTG 곡선 결 과이다. TGA 결과는 PBS가 PLA보다 열안정성이 더 우수하다는 것을 보여준다. PBS는 약 350°C 부근에서 분해가 시작되면서 두드러진 중량감소를 보였고, PLA 는 약 300°C 부근에서 분해가 시작되었다. 그러나 PLA 함량이 감소하면서 PLA/PBS 블랜드의 열안정성은 다 소 증가하였으며, 분석에 사용된 모든 시료는 300°C까 지 열적으로 우수한 안정성을 보여주었다. 따라서 이 러한 결과는 본 연구에 사용된 PLA, PBS 및 PLA/PBS 블랜드가 압출공정과 사출공정에 사용한 조건에 열적 으로 매우 안정하다는 것을 의미한다.
Figure 6 은 neat PLA, neat PBS와 두 수지가 다른 함
량비를 갖는 PLA/PBS 블랜드에 대한 동역학적 열특성
을 측정한 결과이다. Neat PLA의 tan δ 피크는 70°C
부근에서 높게 나타났으며, PBS 함량이 10~50 wt%로
Figure 3. Tensile modulus (A) ad strength (B) of PLA, PBS and PLA/PBS blends with various blending ratios by weight.
Figure 4. DSC curves measured for PLA (a), PBS (g) and PLA/PBS blends (b-f) with various blending ratios by weight.
Figure 5. TGA (A) and DTG (B) thermograms measured in N2forPLA (a), PBS (g) and PLA/PBS blends (b-f) with various blending ratios by weight.
증가함에 따라 블랜드의 tan δ 피크를 가리키는 온도 는 최고 5°C 가량 낮아졌으며, 피크의 높이도 낮아졌 다. Neat PLA는 20°C에서 약 2500 GPa의 저장탄성률 을 나타내었으며, PLA/PBS 블랜드의 경우 PLA 90 wt%, PBS 10 wt% 에서 저장탄성률이 가장 높았고, PBS 함량 이 증가함에 따라 점차 감소하였다.
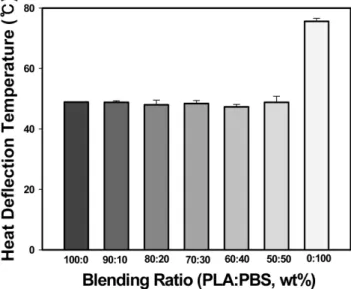
Figure 7 은 neat PLA, neat PBS와 PLA/PBS 블랜드의
열변형온도를 측정한 결과이다. Neat PLA의 낮은 열변
형온도(49°C)는 PLA 수지의 가장 큰 단점 중의 하나이
다. 반면, neat PBS의 열변형온도는 약 76℃로 neat PLA
보다 27°C 가량 높다. PLA/PBS 블랜드의 열변형온도
는 neat PLA와 비슷한 경향을 보여주었다. 그 이유는
상대적으로 열변형온도 값이 높은 neat PBS 대비 열변
형온도가 낮은 neat PLA가 10 wt% 또는 그 이상이 함
유되는 경우 PLA/PBS 블랜드의 열변형은 열에 더 민
감하고 취약한 PLA에 의해 주로 일어났기 때문인 것
으로 해석된다. 따라서 블랜드의 열변형온도는 PLA 함
Figure 6. Storage modulus (A) and tan δ (B) of PLA (a), PBS (g) and PLA/PBS blends (b-f) with various blending ratios by weight.
Figure 7. Heat deflection temperature of PLA (a), PBS (g) and PLA/PBS blends (b-f) with various blending ratios by weight.
량에 관계없이 PLA 100%와 거의 유사한 값을 나타내 었다. 이러한 결과는 PLA에 PBS의 블랜드가 PLA의 열분해온도를 높이는데 기여하지 않았다는 것을 제시 하고 있다.
3.3. PLA/PBS 블랜드의 파단거동
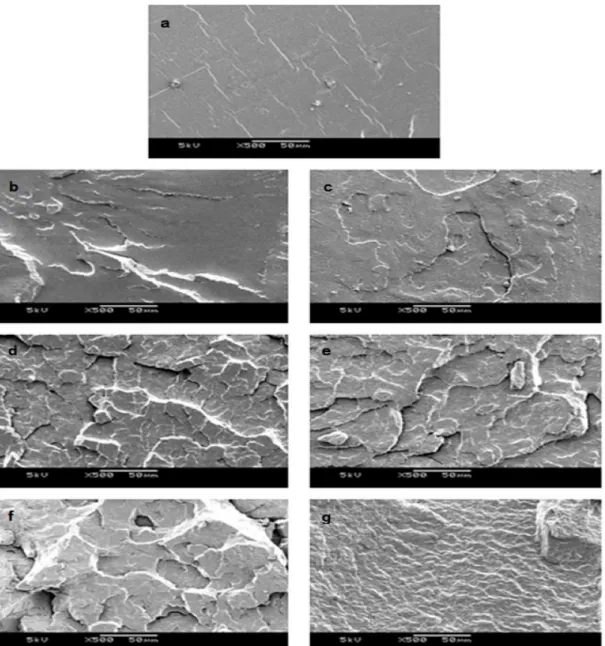
Figure 8 은 neat PLA, neat PBS와 함량별 PLA/PBS 블랜드에 대하여 주사전자현미경으로 관찰한 파단면을 보여준다. Neat PLA의 파단면은 전형적인 brittle한 재 료의 파단면을 보여주는 반면, neat PBS는 전형적인 ductile 한 재료의 파단면을 나타낸다. 즉, neat PBS는 neat PLA 보다 훨씬 더 거친 파단면을 보여주었다. PLA 에 첨가된 PBS 함량이 증가함에 따라 PLA 파단면이 점차적으로 거칠어지면서 표면의 면적도 증가하는 것
으로 관찰되었다. 이는 앞서 굴곡특성과 인장특성에서 도 알 수 있었듯이, PLA에 유연성이 좋은 PBS의 함량 이 증가하면서 블랜드에서는 PLA의 취성이 PBS에 의 해 개선되었음을 볼 수 있다.
4. 결 론
본 연구에서는 이축 압출기와 사출기를 사용하여 PLA 와 PBS 수지의 함량비를 달리하여 PLA/PBS 블랜드를 제조하고, 그들의 기계적, 열적 및 충격 특성을 분석하 고 파단면을 관찰한 결과 다음과 같은 결론을 도출할 수 있었다.
PLA 의 굴곡강도, 굴곡탄성률, 인장강도 및 인장탄성
률 등 기계적 특성이 PBS보다 더욱 크게 나타났으며,
PLA/PBS 블랜드의 기계적 특성은 PBS 함량이 증가함
에 따라 점차적으로 감소하였다. 따라서 PLA/PBS 블
랜드를 통하여 PLA의 취성이 크게 개선될 수 있으며,
아울러 PBS의 낮은 기계적 특성을 증대시킬 수 있음
을 보여주었다. 함량별 PLA/PBS 블랜드에 대한 흡열
피크의 변화를 분석한 결과, 블랜드에서 PLA와 PBS
사이의 상용성이 없으며, PBS 함량이 증가할수록 블랜
드의 열안정성이 다소 향상된 반면, 블랜드의 저장탄
성률은 감소하였다. 그러나 열변형온도가 높은 PBS의
도입이 PLA/PBS 블랜드의 열변형온도에 크게 영향을
미치지 않았으며, 블랜드의 열변형온도는 PLA와 비슷
하게 나타났다. 또한 PLA에 도입된 PBS의 함량이 증
가함에 따라 PLA/PBS 블랜드의 파단면은 brittle한 파
단면으로부터 ductile한 파단면 양상으로 점차적으로
Figure 8. SEM micrographs of the fracture surfaces of PLA (a), PBS (g) and PLA/PBS blends (b-f) with various blending ratios by weight. (× 500).
변화되었다.
참 고 문 헌