This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.33 No.3(2015) pp19-24
자동차 전장부품을 위한 Sn-0.5Cu-(X)Al(Si) 중온 솔더의 접합특성 연구
유동열*․고용호*․방정환*․이창우*,†
*
한국생산기술연구원 마이크로조이닝센터
A study of joint properties of Sn-Cu-(X)Al(Si) middle-temperature solder for automotive electronics modules
Dong-Yurl Yu*, Yong-Ho Ko*, Junghwan Bang* and Chang-Woo Lee*
,
†*Micro-Joining Center in Korea Institute of Industrial Technology, Incheon 406-130, Korea
†Corresponding author : [email protected]
(Received June 24, 2015 ; Accepted June 30, 2015)
Abstract
Joint properties of electric control unit (ECU) module using Sn-Cu-(X)Al(Si) lead-free solder alloy were investigated for automotive electronics module. In this study, Sn-0.5Cu-0.01Al(Si) and Sn-0.5Cu-0.03Al(Si) (wt.%) lead-free alloys were fabricated as bar type by doped various weight percentages (0.01 and 0.03 wt.%) of Al(Si) alloy to Sn-0.5Cu. After fabrications of lead-free alloys, the ball-type solder alloys with a diameter of 450 um were made by rolling and punching. The melting temperatures of 0.01Al(Si) and 0.03Al(Si) were 230.2 and 230.8℃, respectively. To evaluation of properties of solder joint, test printed circuit board (PCB) finished with organic solderability perseveration (OSP) on Cu pad. The ball-type sol- ders were attached to test PCB with flux and reflowed for formation of solder joint. The maximum tem- perature of reflow was 260℃ for 50s above melting temperature. And then, we measured spreadability and shear strength of two Al(Si) solder materials compared to Sn-0.7Cu solder material used in industry. And also, microstructures in solder and intermetallic compounds (IMCs) were observed. Moreover, thickness and grain size of Cu
6Sn
5IMC were measured and then compared with Sn-0.7Cu. With increasing the amounts of Al(Si), the Cu
6Sn
5thickness was decreased. These results show the addition of Al(Si) could suppress IMC growth and improve the reliability of solder joint.
Key Words : Electric control unit (ECU), Lead-free solder, Al(Si), Intermetallic compound (IMC), Organic solderability perseveration (OSP)
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
국제적 환경 규제로 인한 Pb의 사용 제한으로 자동 차 산업 분야에서도 ELV(End of Life Vehicle)법안 과 같은 Pb 솔더의 사용을 제한하는 법안이 발의되어 2016년 1월 1일부터 시행예정이다
1). 일반 모바일 기 기 및 가전 등의 전자부품을 위한 전자 모듈 분야에서 는 현재까지 Sn-3.0Ag-0.5Cu 무연 솔더가 일반적으 로 사용되어 왔다. 자동차 전장부품의 경우에는 일반
가전제품에 비해 가혹한 열 변화 및 고온 진동 등 가혹 한 환경에 노출되어 있다. 특히 자동차 엔진 및 미션 주변의 전장부품은 주행 시 3G의 진동 및 최대 20G의 진동을 수반하며, 150℃ 이상의 고온 환경 등 가혹한 환경에 노출되어있어 고온 신뢰성을 갖는 솔더의 연구 가 필요하다
2). 현재 자동차 전장 부품 용 무연 솔더는 217℃의 융점을 갖는 Sn-3.0Ag-0.5Cu 솔더가 사용 되고 있다. 하지만 고온 영역이 증가함에 따라 강도 및 Creep특성이 저하되어 엔진룸에는 적용이 어렵다
3). 또 한 Au계 합금은 원자제 가격으로 인해 산업적인 실용
특 집 논 문
Flux
(a) 230um OSP Cu pad (b) Coated of flux
(c) Placed of solder ball on pad (d) Reflow
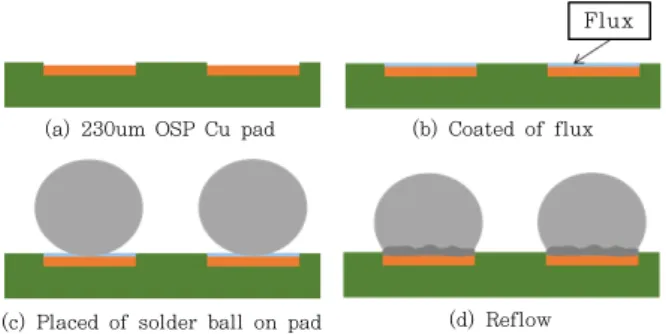
Fig. 1 Schematic of test coupon fabrication
Parameter Preheating time(s)
Heating Time(s)
Peak Temp.
(℃)
Sn-0.7Cu 107 53 250
Sn-0.5Cu-0.01Al(Si) 73 47 260
Sn-0.5Cu-0.03Al(Si) 73 47 260
Table 1 Reflow conditions of each solder 성이 떨어지는 문제점을 가지며, Zn계 솔더는 산화 특성
이 강해 젖음성이 확보되지 않는 문제를 가지고 있다
4,5). 또한 Bi 계 합금은 취성 및 기계적 특성 문제로 인해 사용이 제한되고 있다
6). Sn-5Sb 합금은 녹은 녹는점 을 가지기고 있어 고온 영역에서이 사용이 가능하기는 하나 Sb의 유해성 검증으로 지속적 사용이 불투명하다.
한편 HEV/EV 등의 차세대 스마트 자동차 등의 수요 가 증가하고 있어 이와 더불어 전장 모듈의 사용 증가 는 필연적으로 예상되며 이를 구현하기 위한 고기능성 을 가지는 고신뢰성 친환경 전장 모듈의 개발을 위한 소재, 공정 등의 기술 개발 요구가 증가할 것으로 예상 된다
7).
본 연구에서는 고신뢰성 ECU 전장 모듈을 위하여 융점 230℃를 갖는 친환경 Sn-0.5Cu-(0.01, 0.03 wt%)Al(Si) 솔더 조성을 개발하여 Al(Si) 함량에 따 른 공정성 및 접합부의 특성을 분석하였다. 또한 솔더 내부분석 및 접합부 계면 반응을 관찰하여 자동차 엔진 룸의 전장품용 고온 접합 소재로서의 적용가능 여부를 평가하였다.
2. 실험 방법 2.1 솔더 모합금 및 솔더볼 제조
본 연구를 위하여 먼저 Al(Si)가 함유된 모합금을 제 작하였다. Al(Si)는 산화에 취약함으로 Sn 호일(Foil) 과 함께 압연하여 용융시킴으로서 합금화를 용이하게 하였다. 유도가열을 이용해 진공분위기에서 600℃까지 상승시킨 후 Ar 분위기에서 1℃로 가열하여 Al(Si)을 완전히 용해시켰다. 이후 균질화 처리를 하고 ICP 분 광기(Inductively Coupled Plasma Spectrometer) 를 통하여 성분분석을 진행하였으며, 이를 통해 미량의 Al(Si)의 정량분석을 진행하였다. ICP Sn-0.5Cu-0.01 Al(Si), Sn-0.5Cu-0.03Al(Si)의 솔더 합금 조성을 확인한 후, 제작된 모합금을 사용하여 압연 등의 공정 을 통하여 450um 크기의 솔더볼을 제작하였다.
2.2 솔더 물성평가 방법
2.2.1 솔더 융점 평가
솔더볼 제작 후 솔더의 융점을 측정하기 위하여 두 솔더 조성에 대한 시차주사열량분석계(Differentional Scanning Calorimetry, DSC)분석을 진행하여 Al(Si) 첨가에 따른 융점을 비교 하였다. DSC 샘플은 솔더 볼 을 각각 10mg 씩 채취하여 제작하였으며, 50℃에서 안정화 시킨 후 10℃/min으로 ℃까지 상승시키고 10℃/
min 속도로 냉각시켰다.
2.2.2 시험쿠폰(Test Coupon) 제작
본 연구에서 제작된 솔더 합금의 접합부 특성 분석을 위하여 FR-4 기반의 test PCB를 제작하였다. Cu 패 드의 두께는 1/2 oz이며 패드의 표면처리는 OSP를 이 용하였다. Fig. 1은 test coupon의 인쇄회로기판 (PCB) 제작 모식도를 나타낸다.
2.2.3 Test 시편 제작
본 연구에서 개발한 Sn-0.5-(0.01, 0.03) Al(Si) 두 조성의 무연 솔더 합금에 대한 Al(Si)의 첨가에 따 른 영향을 분석하고자 Sn-0.7Cu 솔더와의 비교 평가 를 위하여 Table 1과 같은 조건으로 리플로우 공정을 진행하여 test 시편을 제작하였다. OSP 처리된 패드 위에 플럭스를 소량 도포한 후 세 조성의 솔더 볼을 실 장하였다. 그 후 각 조성에 맞는 리플로우 프로파일을 사용하여 솔더볼을 접합하였다.
2.2.4 퍼짐성 평가
퍼짐성은 동판위에 솔더볼을 용융시킨 후 접촉각을 측정하여 퍼짐율(%)을 산출하는 방식(JIS-Z-3197)을 사용하였다.
2.2.5 접합강도 평가
Al(Si)가 첨가된 두 조성의 솔더와 Sn-0.7Cu 솔더
에 대한 접합부 기계적 특성 평가를 위하여 볼 전단시
험법을 이용하여 전단 강도를 평가하였다. 450 ㎛ 솔
더볼을 접합한 후 5kg load cell을 장착한 접합강도
시험기(DAGE-BT4000)를 사용하였다. 전단시험높이
Stylus
Shear direction
50um
Fig. 2 Schematic diagram of shear strength test
1 0.
-2 -4 -6
-8220 225 230 235 240
Temperature(℃)
Fig. 3 DSC Results of Sn-0.5Cu-0.01Al(Si), Sn-0.5Cu- 0.03Al(Si) solder alloy
(a) Sn-0.5Cu-0.01Al(Si)
(b) Sn-0.5Cu-0.01Al(Si)
Fig. 4 Contact angle images of Sn-0.5Cu-0.01Al(Si), Sn- 0.5Cu-0.03Al(Si) solder
(shear height)는 50 ㎛이고, 전단시험 속도(shear speed)는 200 ㎛/sec이며 솔더 조성 당 22개 솔더볼 의 전단강도를 측정하였다. Fig. 2에 전단강도 측정 모 식도를 나타내었다.
2.2.6 계면 금속간 화화물 및 미세구조 관찰
Al(Si) 함량에 따른 금속간화합물 및 미세구조의 변 화를 관찰하기 위해서 시편을 기계적 연마한 후 환경주 사전자현미경(FE-SEM) 및 EDS를 이용하여 계면을 관찰 및 미세조직과 금속간화합물의 성장거동, Al(Si) 의 유·무를 관찰하였다. 또한 계면 금속간화합물의 결 정립 크기와 두께의 상관관계를 알아보기 위해 솔더의 상단 부를 에칭하여 계면에 형성된 금속간화합물의 결 정립의 크기를 관찰하였다.
3. 실험결과 및 고찰 3.1 Al(Si) 첨가량이 융점에 미치는 영향
DSC를 이용하여 융점을 측정한 결과를 Fig. 3에 나타내었다. Sn-0.5Cu-0.01Al(Si) 솔더의 녹는점 은 230.2℃ Sn-0.5Cu-0.03Al(Si) 솔더의 녹는점은 230.8℃로 측정되었다. Sn-0.7Cu합금의 공정온도가 227℃인 것을 감안하면 Al(Si)의 첨가로 약 3℃의 녹 는점이 증가하였다.
3.2 Al(Si) 첨가가 퍼짐성에 미치는 영향
Fig. 4는 접촉각 시험기를 이용하여 용융시킨 솔더와 Cu 패드 표면과의 접촉각 측정 단면 이미지이다. 솔더 의 퍼짐율은 아래와 같은 식으로 산출되었다.
퍼짐율(%)= 시험 전 솔더의 직경 - 퍼진솔더의 높이 시험에 이용한 솔더의 직경 ×100
Sn-0.5Cu-0.01Al(Si) 솔더의 Cu 패드에 대한 퍼
짐율은 약 81%, Sn-0.5Cu-0.03Al(Si)의 퍼짐율은 약 80%의 결과를 나타내었다. 상대적 비교를 위하여 Sn-0.7Cu솔더의 퍼짐성을 측정한 결과, 82%의 퍼짐 율을 나타내었다. 퍼짐성은 소재의 계면장력과 관련되 는 물성임을 고려하면 기존 상용솔더의 계면장력과 유 사한 값을 지닌다고 판단된다. 이는 상온에서 시험하였 을 때 플러스의 영향을 많이 받게 되기 때문에 솔더 자 체의 물성으로 평가하기는 어려우나, 플러스의 영향을 동일하다고 가정하였을 때 상용 솔더에 물성을 만족하 는 것으로 사료된다.
3.3 Al(Si) 첨가가 전단강도에 미치는 영향
전단강도 결과를 Fig. 5에 나타내었다. Sn-0.7Cu
Fig. 5 Joint strength of Sn-0.7Cu, Sn-0.5Cu-0.01 Al(Si), Sn-0.5Cu-0.03Al(Si) solder
(a) Sn-0.7Cu (b) Sn-0.5Cu-0.01Al(Si) (c) Sn-0.5Cu-0.03Al(Si) Fig. 6 SEM images of solder matrix of (a) Sn-0.7Cu, (b)Sn-0.5Cu-0.01Al(Si), (c)Sn-0.5Cu-0.03Al(Si) 및 Sn-0.5Cu-0.01Al(Si) 솔더의 접합강도는 약 550gf
으로 유사하게 측정되었으며, Sn-0.5Cu-0.03Al(Si) 는 약 542 gf를 나타내었다. 0.03Al(Si)의 경우 두 솔더에 비해 소폭 낮게 나타났지만, 오차범위 이내에서 큰 차이를 보이지 않은 양호한 값을 나타내었다.
3.3 금속간화합물(IMC) 분석
3.3.1 Al, Si 첨가에 따른 미세구조에 미치는 영향 Fig. 6은 접합 후의 Sn-0.7Cu, Sn-0.5Cu-0.01Al Si, Sn-0.5Cu-0.03Al(Si) 솔더 모재의 미세조직을 나타내었다. 솔더 모재의 β-Sn에는 Cu
6Sn
5금속간화 합물이 분산되어 있었다. Sn-0.7Cu솔더에 나타나는 조직과 비교하여 유사한 미세조직을 나타내나 Al(Si) 함량이 증가함에 따라 솔더 내 IMC가 미세하게 분포하 는 경향을 보인다. 기존의 문헌에 따르면 소량의 Al 혹 은 Si 원소가 솔더에 첨가되면 솔더 모재의 IMC가 미 세하게 분포된다는 보고와 잘 일치 한다
8). Al(Si)의 첨가에 따른 역할을 관찰하기 위해 솔더 모재 부위를 EDS 분석을 하였으나 EDS 분해능의 한계로 소량 첨 가된 Al(Si)의 확인은 되지 않았다.
3.3.2 접합계면 분석
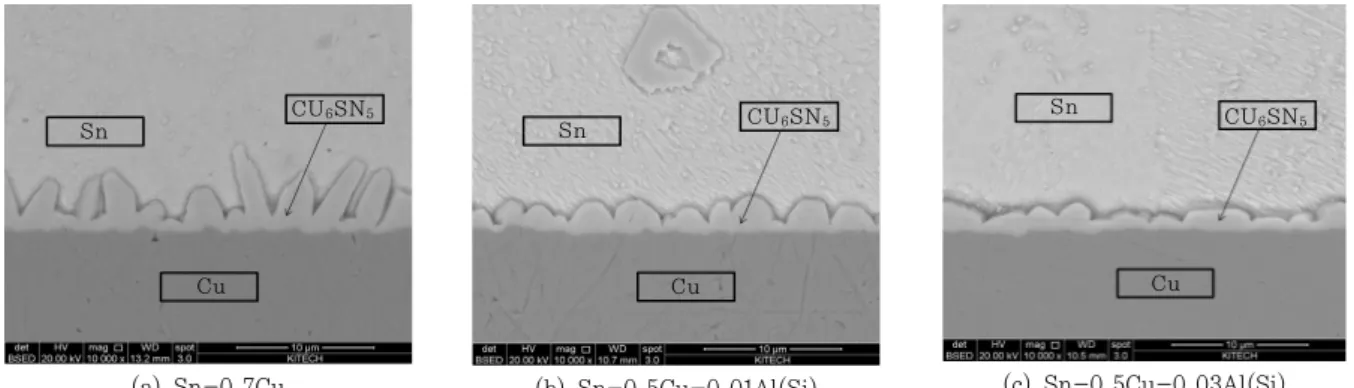
Fig. 7은 리플로우 후 각 솔더의 접합부의 단면에서 금속간화합물을 관찰한 결과이다. Sn-0.7Cu는 초기두 께 3.3 µm이고, Sn-0.5Cu-0.01Al(Si)는 약 2.9um, Sn-0.5Cu-0.03Al(Si)는 약 2.5 µm로 나타났다.
Cu
3Sn IMC는 세 솔더 모두에서 성장하지 않았다.
Sn-0.5Cu-0.03Al(Si)에서 발생한 금속간화합물의 두 께는 Sn-0.7Cu 합금에서 발생한 금속간화합물의 약 76%에 해당하는 두께로, Al(Si) 함량이 증가할수록 금속간화합물의 형성 두께가 적은 것을 알 수 있다.
IMC의 형상은 세 조성에서 모두 scallop 형상을 나타 내기는 하나 Al(Si)가 첨가되지 않은 Sn-0.7Cu 조성 에서 elongated scallop이 두드러지게 나타나나 Al(Si) 첨가량이 증가할수록 round 형상이 두드러지게 나타났 다. 이는 결정립계 혹은 계면 근처에 존재하는 Al, Si 화합물이 계면 금속간화합물의 형성 및 이동을 방해하 여 IMC의 생성을 억제하는 것으로 추측된다. 향후의 연구에서 금속간화합물의 형성억제 기전과 이것이 접합 부 신뢰성에 미치는 영향에 대한 연구가 필요할 것으로 판단된다.
3.3.3 IMC top-view image
Fig. 8에 Al(Si) 함량에 따른 계면 IMC 결정립을
top-view로 관찰한 결과를 나타냈다. 계면 IMC의 결
정립 크기를 비교한 결과 Sn-0.7Cu의 결정립 크기가
가장 작았으며, Sn-0.5Cu-0.03Al(Si)의 크기가 가장
크게 나타났다. 계면 IMC 결정립 크기는 Al(Si) 함량
에 따라 조대해지는 것으로 나타났다. 기존의 연구에
따르면 계면 금속간화합물 결정립의 크기가 커질수록
계면 IMC의 성장이 억제되고, Cu
3Sn IMC의 성장이
촉진된다고 보고되고 있으며
9), 본 실험의 결과와 일치
하는 것을 알 수 있었다. Al(Si)이 금속간화합물의 형
성 및 이동을 방해하여 IMC 성장을 방해하는 것으로
CU
6SN
5Sn
Cu
(a) Sn-0.7Cu
Sn CU
6SN
5Cu
(b) Sn-0.5Cu-0.01Al(Si)
CU
6SN
5Sn
Cu
(c) Sn-0.5Cu-0.03Al(Si)
Fig. 7 Cross sectional SEM images of interfaces between (a) Sn-0.7Cu, (b)Sn-0.7Cu-0.01Al(Si), (c)Sn-0.7Cu-0.03Al(Si) and Cu pad
(a) Sn-0.7Cu (b) Sn-0.5Cu-0.01Al(Si) (c) Sn-0.5Cu-0.03Al(Si) Fig. 8 IMC top-view images of interfaces between (a) Sn-0.7Cu, (b)Sn-0.7Cu-0.01Al(Si), (c)Sn-0.7Cu-0.03Al(Si) and Cu pad
판단되나, 향후의 연구에서 금속간화합물의 형성억제 기전 및 Al(Si)의 역할에 대한 연구가 필요하리라 판단 된다.
5. 결 론
기존 Sn-0.5Cu 솔더에 Al(Si)를 미량 첨가하여 자 동차 전장품용 중온계 접합소재를 개발하고 기초물성 및 접합특성을 평가하였다.
1) 본 연구에서 개발한 솔더의 조성은 각 각 Sn- 0.5Cu-0.01Al(Si)와 Sn-0.5Cu-0.03Al(Si)이며 DSC 측정결과 융점은 230.2℃와 230.8℃로 측정되 었다.
2) Sn-0.5Cu-0.01Al(Si) 솔더의 퍼짐율은 81%, Sn-0.5Cu-0.03Al(Si) 솔더의 퍼짐율은 80%를 나타 내었다.
3) Sn-0.5Cu-0.01Al(Si) 솔더 볼의 전단강도는 Sn-0.7Cu에 비해 유사하게 나타났으나, Sn-0.5Cu- 0.03Al(Si)는 다소 낮게 나타났다.
4) 솔더 접합부의 솔더 부위를 분석한 결과, 전반적 인 형상은 Sn-0.7Cu 의 조직과 유사하였으며, Al(Si) 함량이 증가함에 따라 IMC가 미세하게 분포하였다.
EDS 분석결과 Al(Si)은 검출되지 않았으나 ICP 결 과, 미량의 Al(Si)이 검출된 것으로 보아 β-Sn 내에 분산되어 있을 것으로 추측된다.
5) 주사전자현미경을 통하여 금속간화합물층은 Sn- 0.7C에서 가장 크게 성장하였고, Al(Si)함량이 증가할 수록 적게 성장하였다. 이는 Al(Si) 첨가의 효과로 사 료된다.
6) Cu
6Sn
5IMC의 크기는 Sn-0.7Cu가 가장 작았 으며, Al(Si) 함량이 증가할수록 크기가 증가하였다.
후 기