This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.32 No.5(2014) pp32-43
용접 공정에서 자기력의 효과에 대한 연구
조 홍 석*․박 익 근**․이 우 람*,†
*서울과학기술대학교 에너지환경 대학원 에너지 시스템 공학과
**서울과학기술대학교 기계·자동차공학과
A Study of the Effect of Magnetic Fields Using Welding Process
Hong Seok Cho*, Ik Keun Park** and Wooram Lee**,†
*Graduate School of Energy and Environment, Seoul National University of Science and Technology, Seoul 139-240, Korea
**Mechanical and Automotive Engineering, Seoul National University of Science and Technology, Seoul 139-240, Korea
†Corresponding author : [email protected]
(Received May 14, 2014 ; Revised September 30, 2014 ; Accepted October 22, 2014)
Abstract
Welding and joining technology has become a core field. Therefore it is more widely applied to non- ferrous metals, inorganic and polymeric materials. That is because the high performance, high function and diversification trend of materials used as industrial technology develops. In the laser welding process, STS 304 and SCP1-S were used as the base materials, the output density was fixed 7 ㎿/cm2, the protective gas was argon(Ar) and the transfer rate was fixed 5 mm/sec. and it was progressed while the magnetic field is gradually increasing by 100 mT ranging 0 to 400 mT. The tensile test showed in average about 6 % tensile strength improvement in the case of the laser welding process using the magnetic fields.
In the shielded metal arc welding process using SPHC only or the combination of SPHC+STS304 as base materials. The electric current was set at 80 Amperes and the protective gas used argon(Ar) the same as the laser welding process and the strength of magnetic fields. In the shielded metal arc welding process using the magnetic fields, the tensile tests showed about 5 % tensile strength improvement in the case of using SPHC only, 3 % tensile strength improvement in the case of using the combination of SPHC+
STS304.
In comparing the results of numerical analysis to the results of experimental tests, it was revealed that the temperature, thermal stress distribution and the behavior of molten pool were similar to those of real tests. Consequently, it may be considered that the numerical assumption and the analytical model used in this study were reasonable.
Key Words : Laser welding process, Shielded metal arc welding, Magnetic fields, Stress distribution, Molten pool
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
용접 기술은 최근 수년간 급속히 발전하여 모든 조립 생산 기술의 핵심 분야가 되고 있다. 해협에 놓여 있는 대형 교량, 거리에 늘어선 빌딩이나 대형 탱크, 원자로
나 우주 로켓에서 집적 회로의 리드 와이어에 이르기까 지 적용 범위는 광범위하다. 현재 광범위하게 이용되고 있는 기법은 19 세기에서 20 세기 초기까지 개발되었 으며, 20 세기 전반부터 주요한 용접 기술인 서브머지 드 아크(SAW: submerged arc welding) 용접, 가스텅 스텐 아크(GTAW: gas tungsten arc welding) 용
연 구 논 문
접, 가스메탈 아크(GMAW: gas metal arc welding) 용접, 피복 금속 아크(SMAW: shielded metal arc welding) 용접, Laser 용접 기법 등이 개발되어 공업 화 사회의 중요한 생산 기술로 발전되었다1-3). 최근 산 업발달과 더불어 용접 공정이 차지하고 있는 비중은 증 가하고 있으며, 모든 작업 공정에서 용접은 핵심적인 공정으로 자리하고 있다2). 특히 가장 많이 사용되는 용 접 기법중의 하나인 피복 금속 아크 용접은 기계, 금속, 전기, 전자, 화학 분야에 복합적으로 상호작용하고 있 는 관계로 용접 공정을 이론적으로 해석하는데 한계가 있 다3). 또한 공정 시 수반되는 아크(arc), 스패터(spatter), 매연, 소음 등으로 인해 공정 환경이 열악하여 자동화 가 요구되는 분야이다4). 이러한 문제들을 해결하기 위 하여 광범위한 용접 자동화에 관한 연구 수행중이며
2-4), 최근에는 용접 공정에 있어서 용접 중 발생하는 여러 외란에 의한 영향을 최소화하고 용접부 품질을 대 변하는 공정상의 변수들을 실시간으로(real-time) 측 정하고 조정하여 품질을 개선할 수 있는 시스템 개발을 위해 용접 공정 전체를 자동화하는 방향으로 연구가 진 행되고 있다3-5). 또한, 현재 일반적으로 많이 사용되는 레이저 기법은 모재 사이에 전류의 흐름인 플라즈마를 발생시켜 모재를 용융할 수 있는 열원을 얻게 되며, 또 한 플라즈마에 의해 모재에는 자기장이 형성된다6). 용 접 공정 중 모재의 중앙부에서는 자기장에 의한 문제는 야기되지 않으나, 모재의 시작부나 종단부에서 플라즈 마의 자기장 생성에 의하여 용접부 품질이 저하되는 현 상이 발생된다5-7). 이로 인해 용융지가 정확한 위치에 형성되지 않아 품질 저하, 용접부 결함 발생 문제로 인 식되고 있다7-8). 이를 해결하기 위해 발생된 플라즈마 에 횡방향 자기장(TMF: transverse magnetic fields) 을 발생시켜 얻어지는 로렌츠힘에 의해 플라즈마 기둥 이 재료 표면에서 지속적으로 운동하게 하여 아크 집중 을 방해하고 이를 통해 과도한 용융을 방지하는 것이다8). 또 다른 방법으로는 형성된 플라즈마와 평행한 축방향 자기장(AMF: axial magnetic fields)을 통해 플라즈 마 에너지를 금속 표면에 균일하게 분포시킴에 따라 열 의 집중을 극대화 시키는 것이다9). 또한, 많은 연구자 들에 의해 균일한 축방향 자기장이 발생된 경우 대전하 에서도 확산 플라즈마 모드(diffused plasma mode) 가 유지될 수 있으며, 이와 같은 경우 플라즈마 생성의 관계는 축방향 자기장 강도에 따라 결정된다는 사실이 보고되었다10). 최근 용접 공정에 자기장을 적용하여 용 융지의 형상 조정 및 용접부의 품질을 개선하기 위한
연구들이 국외에서 활발히 진행되고 있다11-12). 주기적 으로 자기장의 회전필드를 용접부에 인가하여 금속학적 결정립의 형상을 조정하는데 사용된다13). 이러한 제한 조건에 부합하기 위해서는 대전류 진공 아크 플라즈마 (high-current vacuum arc plasma)의 자기 유체 역학 적(MHD: magneto hydro dynamic) 형성에 대한 이 론 및 실험적 해석이 필요하다. 그러므로 레이저 용접 공정에 자기장을 적용했을 경우 용융지 형상 조정이 가 능할 것으로 추정된다.
이에 본 논문에서 제안하는 자기장을 이용한 최적화 공정 기법을 통해 미세 부품 접합 및 전자 부품 설계 시 정량적인 정보를 제공할 수 있을 것으로 판단된다.
또한, 자기장을 이용한 피복 금속 아크 이종 용접 공정 은 경량화를 요구하는 산업 분야에 매우 유용하게 활용 될 수 있으므로 경제적 파급 효과가 매우 클 것으로 예 상된다.
2. 용접 공정 2.1 레이저 용접 공정
본 연구에 적용된 레이저 가공 변수는 레이저 평균 출력 및 이송 속도이며 적용 내용은 다음과 같이 제시 하였다. 1) 레이저 출력은 레이저 가공을 수행함에 있 어 중요한 변수 이며, 비교적 쉽게 변경할 수 있다. 일 반적인 레이저 가공은 레이저빔을 집속하여 가공하고자 하는 부분에서 단위 면적당 출력을 높게 설정한다. 레 이저빔의 집속 정도와 모드에 따라서 가공 성능이 결정 된다. 2) 레이저 가공을 수행하는 경우 명시하는 출력 은 일반적으로 와트(W) 단위로 표현된다. 그러나 일반 적으로 레이저빔을 집속 후 재료에 조사하여 가공을 진 행하는 경우가 많다. 그러므로 레이저의 출력을 표기하 는 경우 레이저의 출력과 최소 직경의 표기를 병행하거 나, 단위 면적당 출력 밀도를 표현하여 보다 직관적으 로 출력 밀도를 인지할 수 있도록 한다. 이 단위 면적 당 출력 밀도는 국제적으로 통일된 단위는 존재하지 않 지만 일반적으로 제곱센티미터 당 출력(W/cm2)으로 표현한다. 3) 이송 속도는 레이저 스폿이 이동하는 속 도이며, 현재 상용화된 스캐너의 경우 레이저 스폿의 이송속도를 0.1-500 cm2/sec. 까지 조정이 가능하다.
스테이지를 이용하여 가공 속도를 조정하는 방법 또한 존재하지만 가공의 정밀도 면에서 스캐너를 이용한 가 공에 비해 불리하다. 절단이나 용접을 수행하는 경우 재료에 미치는 열적 영향이나 가공 깊이를 조정하기 위 하여 레이저 스폿의 이송 속도를 중요 변수로 여기고 있다.
C Mn S P Ni Cr Ti Fe STS304 0.05 1.19 0.01 0.03 8.07 18.3 -
SCP1-S 0.14 0.82 0.01 0.31 - - 0.01 Bal SPHC 0.25 0.58 0.02 0.03 0.01 0.01 - E 4316 0.07 0.46 0.97 0.01 0.01 - -
Table 2 Mechanical property of STS304, SCP1-S and SPHC specimens
Tensile strength (MPa)
Yield strength
(MPa) Elongation (%)
STS304 400 250
31
SCP1-S 500 260
SPHC 450 255
Table 1 Compositions of STS304, SCP1-S and SPHC specimens(wt%)
Type CW Fiber laser
Function Unit Spec.
Wave length of the laser light nm 1064
Maximum output power W 50
Laser power applied to work piece W 3000
Beam quality mm(rad) 25
laser light cable ㎛ 600
Length of laser light cable m 30
Power consumption kW 92
Cavity number EA 6
Cooling water temp. range K 279-290
Ambient temp. K 283-313
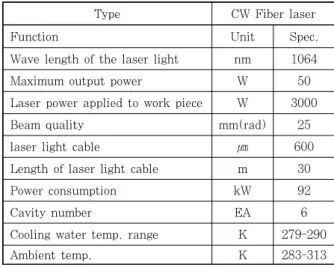
Table 3 Specification of fiber laser
2.2 피복 금속 아크용접 공정
피복 금속 아크 용접은 용접봉을 사용하며, 금속 심 선의 외부에 플럭스 또는 피복제가 도포된 형상이다.
아크열에 의해 피복제가 연소되면서 보호 가스를 발생 하기 때문에 별도의 분위기 가스를 사용할 필요가 없 다. 또한, 슬래그(slag)를 형성하여 용융부를 보호하는 역할을 하며, 용접이 완료된 후에 슬래그를 제거한다.
분위기 가스가 불필요하며, 장비 사용이 비교적 간단하 여 수동 용접으로 널리 사용되지만, 용접봉이 소모되면 교체해야 하므로 생산성이 낮고 불량이 발생할 수 있는 가능성이 비교적 높은 단점이 있다. 주로 수동 용접에 사용되고 작업자가 육안으로 아크 길이를 조절할 수 있 기 때문에 용융량을 일정하게 유지하기 위하여 정전류 또는 정전류에 가까운 수하 특성을 갖는 용접기를 사용 한다. 피복제는 아크열에 의해 분해되어 보호 가스를 발생시키고 필요에 따라 합금 원소를 첨가하여 제공하 기 때문에 용접 품질에 매우 중요하다. 피복제는 가스 를 발생시켜 아크를 안정시키고 산소를 제거하는 탈산 제의 역할을 하며, 슬래그를 발생시켜 용융지를 보호하 고 응고된 용접부의 급냉을 방지한다. 응고된 슬래그는 용접이 완료된 후에 브러시나 해머 등을 이용하여 쉽게 제거할 수 있다.
3. 실험 재료 및 방법 3.1 실험 재료
본 연구의 목적은 자기장을 이용한 용접 공정의 용접 성을 확인 및 평가하는 것으로 사용된 재료는 STS304, SCP1-S, SPHC 이다. 사용된 재료의 화학적 조성은 Table 1, 기계적 성질은 Table 2 로 정리하였다. 시
험편의 크기는 120 × 70 × 3 mm 이며, 공정 시 버 (burr)의 영향을 최소화하기 위해 용접 이음면은 밀링 정삭 가공을 하였다.
3.2 실험 방법
본 실험에서는 레이저, 피복 금속 아크용접 공정을 수행하였다. 레이저 용접 공정 시 사용된 레이저는 램 프 여기 방식의 CW(continuous wave) Fiber 레이 저를 사용하였다. 본 장치의 주요 사항은 Table 3 으 로 정리하였다.
본 장치의 최대 출력은 50 W 로 발진기의 최대 효 율을 사용하기 위해 초점 거리, 빔 크기 등을 고려하여 파워 밀도를 약 7 MW/cm2 으로 고정하여 실험을 진 행하였다. 초점 위치는 재료 상부 표면에 일치하도록 하였고, 시편의 위치를 제어한 후 프로그램을 이용하여 자동으로 공정을 구성하였으며, 이를 통해 맞대기 용접 (butt welding) 공정을 수행하였다. 또한, 선행연구13-15) 를 통해 Ar을 보호가스로 사용하였으며, 직경 4 mm 의 구리 노즐을 장착하여 초점 위치 바로 뒤에서 약 60°
의 각도로 레이저빔을 따라가도록 설정하였다. 공정 전 이물질 및 불순물에 의한 불량 가능성을 최소화시키기 위해 시험편 전체를 아세톤으로 세척하였으며, 이음부 관리를 통해 갭의 길이가 0 mm 에 가깝도록 상태를 최대한 유지하였다. 또한, 자석의 위치는 시험편 밑면 에 설치하여 자기장이 위쪽으로 향하게 하였다. 자기력 은 바(bar) 형태의 자석을 이용하였으며, 자속 밀도값 으로 정의하여 0-400 mT 까지 100 mT 씩 상승시켜 가며 공정을 수행하였다.
피복 금속 아크용접 공정에서는 아크 용접기(Keyang, KNS-200A)를 사용하였으며, 전류 80 A 로 고정 후 레이저 용접 공정과 동일한 방법으로 수행하였다. 홈의
Ultimate strength(MPa) 520
500
480
460
440
420
0 100 200 300 400
Magnetic flux density(mT) (a) STS304
0 100 200 300 400
Magnetic flux density(mT) 560
540
520
500
480
460
Ultimate strength(MPa)
(b) SCP1-S
Fig. 1 Experimental results of the tensile test using laser welding process
340
320
300
280
260
240
Ultimate strength(MPa)
0 100 200 300 400
Magnetic flux density(mT) (a) SPHC
Ultimate strength(MPa)
520
500
480
460
440
420
0 100 200 300 400
Magnetic flux density(mT) (b) SPHC + STS304
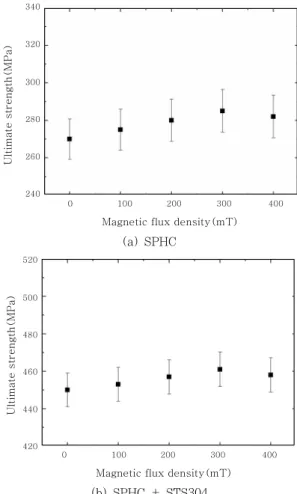
Fig. 2 Experimental results of the tensile test using SMAW process
형상은 V 형 그루브로 약 60° 가되도록 디자인하여 설 정하였고, 루트갭은 약 1 mm를 주었다. 분석방법으로 는 인장 강도, 응력, 경도, 충격, 미세조직 등을 평가하 였다.
4. 결과 및 고찰 4.1 인장 강도
Fig. 1 은 레이저 용접 공정에 따른 인장 강도 시험 결과이다. 각각의 조건에서 약 50 회의 인장 시험을 수 행한 결과 (a) STS304 는 평균 약 60 MPa 정도의 차이를 보였다. 또한 300 mT 에서 약 525 MPa 로 가장 높았다. 이는 자기장과 열영향에 따라 오스테나이 트화 된 재질이 급랭, 조밀한 마르텐사이트 생성, 조직 이 미세하게 조정된 것으로 판단된다. (b) SCP1-S 는 평균 약 40 MPa 정도의 차이를 보였다. 또한 300 mT 에서 평균 약 520 MPa 로 가장 높았다. 이는 자기장 영향에 따라 오스테나이트화 된 재질이 조밀한 마르텐 사이트 조직으로 변형되었기 때문으로 판단된다.
Fig. 2 는 피복 금속 아크용접 공정에 따른 인장 강 도 시험 결과이다. (a) SPHC 동종 용접의 경우 평균 약 30 MPa, (b) SPHC + STS304 이종 용접의 경우 평균 약 28 MPa 정도의 차이를 보였다. 또한 300 mT 에서 동종 평균 약 425 MPa, 이종 480 MPa 으로 가장 높았다. 인장강도가 향상된 것은 자기장 세기에 따라 형상 조정 및 후열처리 영향이 발생한 것으로 판 단된다.
4.2 잔류 응력 분포 시험
응력을 실험적으로 측정하기 위해 홀드릴링(Hole- drilling) 기법을 이용하였다. 응력 측정의 결과에 대한 정밀도를 높이기 위해 표면을 기준으로 깊이 방향으로 측정하였으며, 1 mm 간격으로 스트레인 게이즈를 부 착하여 측정하였다(Fig. 3).
측정 위치 당 각각 10 개의 시험편에 스트레인 게이 지를 부착하여 평균을 낸 값을 그래프화 하였다. 응력 측정의 Fig. 4 은 레이저 용접 공정에 따른 응력 분포 시험 결과이다. Fig. 4(a), (b) 의 경우 용융지 부근
3
70
1 1.5
120
Measurement position
Fig. 3 Measurement point of residual stress
Stress (MPa)
60
30
0
-60
-90
-120
0 2 4 6 8 10
X-coordination (mm) 60
120 180 240 300
-30
(a) STS304
Stress (MPa)
60
30
0
-60
-90 60 120 180 240 300
0 2 4 6 8 10
X-coordination (mm) -30
(b) SCP1-S
Fig. 4 Experimental results of the stress distribution using laser welding process
Stress (MPa)
100
50
0
-50
-100
0 2 4 6 8 10
X-coordination (mm) Numerical
Experimental
(a) STS304
Stress (MPa)
150
100
50
0
-50
-100
-150
0 2 4 6 8 10
X-coordination (mm) Numerical
Experimental
(b) SCP1-S
Fig. 5 Comparison of analysis and experimental stresses of the laser welding process (60 sec.)
에서 멀리 떨어진 지점은 열응력을 발생시킬 수 있는 온도차가 작아져서 열응력 또는 압축응력이 생성되었 다. 또한 공정 진행 방향의 응력은 용융지 부근의 팽창 에 의한 반작용으로 발생하는 응력뿐만 아니라 용접 공 정에서 발생하는 좌굴에 의한 응력이 포함된 복합적인 응력인 것으로 판단된다.
Fig. 5 는 시험편에 측정된 응력에 대하여 수치적 해 석을 통해 예측된 응력과 실험적 기법을 이용한 측정값 에 대한 그래프이다. 비교 결과, (a) 의 경우 시험편 내부를 중심으로 하단 부분(폭방향, Y 축)에 압축응력 이 가장 크게 발생하였다. 공정 후 자연 냉각 시간이 길어질수록 압축응력은 점차 감소하는 경향을 나타내었 다. 그리고 해석과 측정된 응력의 완화되는 경향이 매 우 유사함을 확인할 수 있었다. (b) 의 경우 시험편 내 부를 중심으로 하단 부분(폭 방향, Y 축)에 압축응력이 가장 크게 발생하였다. 공정 후 자연 냉각 시간이 길어 질수록 압축응력은 점차 감소하는 경향을 나타내었다.
그리고 해석과 측정된 응력의 완화되는 경향은 유사하 나 응력의 양에서 큰 차이를 확인하였다. STS304 와 는 응력 해석의 큰 타이가 발생하였으며, 이는 SCP1- S 의 기계적 성질 및 물성치에 따라 변화가 생긴 것으 로 판단된다. 용접 공정 시 열변형 및 잔류응력이 반드 시 발생한다. 이러한 용접 열변형을 제어하기 위해서는 몇 가지 제약이 존재한다. 열에 기인한 잔류응력에 따 른 변형은 해당 위치에 내재된 잔류응력과 꼭 비례되는
500
400
300
200
100
0
-100
Stress (MPa)
0 50 100 150 200 250
Similar Dissimilar
X-coordination (mm)
Fig. 6 Stress distribution to welding direction of similar and dissimilar metal welding
STS304
SPHC
E-4316 Weld
Fig. 7 Finite element mesh of full model (SPHC + STS304)
200
Stress (MPa)
150
100
50
0
-50
-100
-150
-200
X-coordinate Z-coordinate
0 30 60 90 120 150 180
X-coordinate(mm)
Fig. 8 FEM weld stress distribution to welding direction of the similar welding
것은 아니다. 고온의 열이력을 경험한 강재는 탄소성 이력 및 소재 변화를 겪었기 때문이다. 최종 상태의 잔 류 변형을 강제로 없앤 경우에도 용접부에는 인장응력 이 남아 있을 수 있다. 반대로 잔류응력을 해소시킨 경 우에는 역으로 변형이 남아있을 수 있는 것으로 판단된다.
피복 금속 아크 용접은 기본적으로 다층 용접으로 공 정이 진행되었다. Fig. 6 는 다층 용접이 완료된 후의 용접부 응력 분포를 나타낸 것이다. 이러한 응력분포는 용접부 중심으로부터 일정 거리에 따라 선행연구와 비 슷한 추세를 나타내었다. 용접비드와 열영향부 사이에 서 높은 인장 응력이 존재하는 것을 알 수 있다. 이 때 최대 응력은 460 MPa 이다. 이러한 경향을 보이는 이 유는 입열되는 과정에서 소성스트레인(plastic strain) 임을 고려해야하기 때문이다. 단층 용접과는 달리 다층 용접에 있어서는 선행 패스의 용접 입열에 의해 구속조 건이 변화하므로 이로 인해 소성 스트레인량의 차이가 발생하며, 응력분포의 변화가 발생하게 된다. 따라서 다층 용접 공정 시 응력의 분포는 단층 용접에 비해서 상대적으로 복잡한 양상을 띠게 되는데, 이는 용접 공 정 시 발생되는 응력장 내에 존재하는 미세 균열의 거 동 등 기타 기계적 특성이 변화되기 때문이다. 동종 용 접 공정은 선행연구와 비슷한 추세로 응력의 값이 대칭 적이지만, 이종 용접 공정의 경우 응력의 분포가 비대 칭적이다. 이는 다층 및 이종 용접 공정 시 가접 후 공 정을 수행하는 과정에서 이러한 현상이 발생한 것으로 판단된다.
Fig. 7 은 구성된 유한 요소 모델의 전체 요소 격자 형상을 나타낸 것이다. 사용된 요소의 종류는 8 절점 육면체 요소이며 열전달 해석에서는 DC3D8 요소를, 열응력 해석에서는 C3D8R 요소를 사용하였다. 용접 비드 요소는 용접방향에 따라 10 mm 의 길이로 18 개 를 배치하였다. 유한 요소 모델의 총 절점 수는 23,865
개 이며, 총 요소 수는 21,204 개이다. 유한 요소 모 델에서 X 축 방향은 용접선에 수직한 방향이며 Z 축 방향은 용접선 방향이다. 용접 열전달 해석은 각 용접 패스마다 용접 방향으로 시작부터 종료까지 18 개의 용접 비드 요소를 차례로 활성화 시켜 비드 요소에 체 적열원(body heat source)을 가함으로써 실제 움직이 는 열원을 모사하였다. 열용입 중인 활성화된 용접 비 드 요소를 제외한 나머지 대기와 접촉하고 있는 표면에 서는 대류 열전달 계수를 적용하여 공기 중으로의 자유 표면냉각을 고려하였다. 한 용접 패스 내에서 활성화된 용접 비드 요소의 열용입 후 다음 용접 비드 요소를 활 성화하여 열용입 할 때, 직전에 열용입한 비드 요소의 자유표면은 대류열전달 조건을 적용하여 자연냉각 되도 록 하였다. 한 패스 용접 후 충분한 냉각시간을 두어 각 용접패스 사이의 층간 온도가 실험에서 측정된 온도 에 근접하도록 하였다.
Fig. 8 은 SPHC 동종 용접 공정 후 응력 해석에 대한 그래프이다. X, Z 축에 발생된 응력에 대한 그래 프이다. 3 차원 자유단 영향에 의해 용접 시작과 종료 근처에 큰 압축응력이 나타나는 것과 구속조건 중간 분 리의 영향으로 응력값이 가로축을 따라 대칭인 것으로 판단된다.
0.5
0.5
Measurement position 1
Fig. 10 Measurement position of the hardness test
300
Hardness (Hv)
Measurement position point(mm)
-4 -3 -2 -1 0 1 2 3 4
O mT 100 mT 200 mT 300 mT 400 mT 280
260
240
220
200
(a) STS304
Hardness (Hv)
Measurement position point(mm)
-4 -3 -2 -1 0 1 2 3 4
O mT 100 mT 200 mT 300 mT 400 mT 240
220
200
180
160
140
(b) SCP1-S
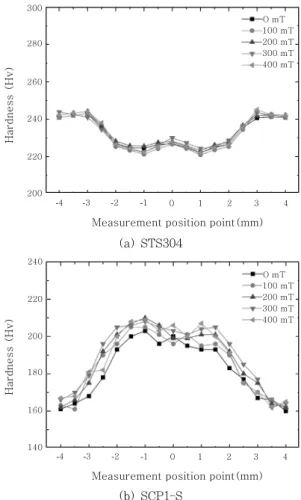
Fig. 11 Experimental results of the hardness test using laser welding process
200
Stress (MPa)
150
100
50
0
-50
-100
-150
-200
0 30 60 90 120 150 180
X-coordinate(mm)
X-coordinate Z-coordinate
Fig. 9 FEM weld stress distribution to welding direction of the dissimilar welding
Fig. 9 은 SPHC + STS304 이종 용접 공정 후 X, Z 축에 발생된 응력에 대한 그래프이다. Fig. 6 과 상반되는 현상으로 큰 압축응력이 나타난 것과 구속조 건 중간 분리의 영향으로 응력값이 가로축을 따라 비대 칭인 것으로 판단된다. 이는 물성이 다른 물성의 영향 인 것으로 판단된다. 뚜렷한 경향의 차이가 나타난 것 은 STS304 재료 특성 상 용접 공정 후에도 압축 또는 인장으로의 응력 변화가 잔류하고 있다는 것을 의미한 다. 용접선의 중앙부에 비하여 용접 시작 및 종료 부근 에서 압축 응력 분포가 나타났다. 이것은 이종 용접 공 정에서 나타나는 응력 분포 특성이며 자유단의 영향으 로 나타난 것으로 판단된다. 또한 용접 루트부에서는 큰 인장 응력이 나타났다.
4.3 경도 시험
Fig. 10 와 같이 기준 하부 1 mm 아래에서 0.5 mm 간격으로 열적 영향을 받지 않는 모재 부분까지 충분한 범위를 측정하였으며, 적용하중은 1 kgf 로 설정하였다.
Fig. 11 은 자기장 세기별 경도 시험 결과를 비교한 그래프이다. (a) 의 경우 전체적으로 모재보다 높은 경 도값을 가졌고, 열영향부의 경도 또한 높아졌다. 용접 공정 중 용융과정을 거치면서 조직이 경화 및 미세화
된 것으로 판단된다. 실험 결과 평균 약 7 Hv 정도 차 이가 발생하였다. (b) 의 경우 약 12.4 Hv 정도 차이 가 발생하였다. 이는 용융지 경계에서만 조직이 조대화 되었을 뿐 구분할 정도의 열영향이 생성되지 않은 것과 마르텐사이트의 성장으로 인해 경도가 증가한 것으로 판단된다. 또한 경도가 증가되어 용접부 강도가 향상될 것으로 예상된다.
Fig. 12 은 피복 금속 아크 용접 공정이 대한 자기 장 세기별 경도 시험 결과를 비교한 그래프이다. 전체 적으로 모재보다 높은 경도값을 가졌고, 열영향부의 경 도는 높아졌다. 용접 공정 중 용융과정을 거치면서 자 기장 영향에 의해 조직이 연화되거나, 미세해진 것으로 판단된다. 실험 결과 (a) 동종 용접 공정은 평균 약 16.4 Hv 정도 차이가 발생했다. (b) 이종 용접 공정 은 5 ~ 7 Hv 정도 차이가 발생하였다. STS304 의 기계적 특성상 SPHC 에 비하여 용융 온도에 따라 입 열량이 더 큰 것으로 판단된다. 이는 조직이 조대화 되 었으나, 구분될 정도의 큰 열영향부가 생성되지 않은 것으로 판단된다.
240
Measurement position point(mm)
-4 -3 -2 -1 0 1 2 3 4
Hardness (Hv)
220
200
180
160
140
O mT 100 mT 200 mT 300 mT 400 mT
(a) SPHC
Measurement position point(mm)
-4 -3 -2 -1 0 1 2 3 4
300
270
240
210
180
150
Hardness (Hv)
O mT 100 mT 200 mT 300 mT 400 mT
(b) SPHC + STS304
Fig. 12 Experimental results of the hardness test using SMAW process
(a) Normal
(b) 300 mT
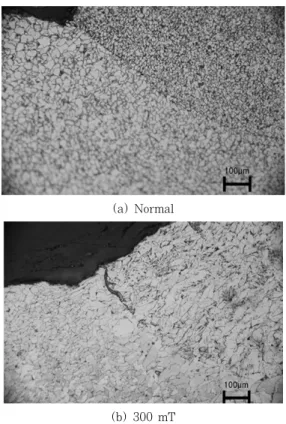
Fig. 13 Cross-section and bead shape (STS304)
(a) Normal
(b) 300 mT
Fig. 14 Cross-section and bead shape (SCP1-S)
4.4 미세 조직
Fig. 13 은 STS304 의 용입 및 절단면의 미세형상 이다. 자기장의 영향에 따라 열적 변형이 작게 일어났 다. 용접선 경계에서만 조직이 미세하게 조대화 되었을 뿐, 구분할 정도의 열영향 구역이 보이지 않았다. 반면 일반적인 레이저 용접 공정에서는 열적 변형이 크게 일 어났다. 이는 금속에 인가된 입열량에 의해 용융지 부 분의 조직이 조대화되는 경향을 확인할 수 있었다.
Fig. 14 은 SCP1-S 의 용입 및 절단면의 미세형상이 다. STS304 과 비슷한 경향을 보였다. 이는 용접 공 정 시 자기장을 재료 밑면에서 수직으로 인가하였을 때 용융지가 넓어지는 현상을 관찰할 수 있다. 또한, 자기 장 세기가 높아질수록 용융지의 크기는 넓어지는 것을 알 수 있다. 최종적으로 로렌츠 힘에 의해 용융지 형상 조정이 극대화 된 것으로 판단된다.
Fig. 15 는 피복 금속 아크 용접 공정 시험편의 용 접 경계 부분의 단면에 대한 현미경 조직 사진으로 열 영향부(HAZ) 및 모재부(Base metal)로 나누어 나타 내고 있다. 전체적으로 용접부에서의 기공과 용접선에
서의 균열이 없는 양호한 용접단면이 관찰되었다. 용접 공정 시 발생되는 입열에 의해 결정립이 조대하게 성장 하는 열영향부는 그 범위가 다소 넓게 형성되었으며 점 차 외부로 진행할수록 결정립이 작은 모재와 유사한 조
(a) Normal
(b) 300 mT
Fig. 15 Cross-section and bead shape (SPHC)
(a) Normal
(b) 300 mT
Fig. 16 Cross-section and bead shape (SPHC+
STS304)
60
50
40
30
20
10
0
0 10 20 30 40 50 60 70 80 90
Maximum nominal thickness(mm)
Cv, J(average of three specimens)
Maximum specified Yield strength
≥450, <660 MPa
380 MPa 350 MPa
310 MPa
≤260 MPa
Fig. 17 Impact test requirements (ASME, 2004)4) 직을 나타냈다. 모두 유사한 형태의 수지상(dendrite
structure)을 나타냈으며 이는 용접부가 용융상태에서 냉각 시 외부에서 내부로 점차 응고되었기 때문에 용접
부의 내부에서는 보다 조대한 결정립을 나타냈다. 용융 상태에서 고상으로 응고된 용접부는 오스테나이트 조직 을 감싸거나 그 사이에 존재하는 다양한 형태의 페라이 트 조직이 형성되었다. 열영향부는 자기력 인가에 의한 후열 처리한 것과 비슷한 효과로 기존 피복 금속 아크 용접에 비하여 보다 복잡한 금속 조직의 해석이 요구된 다. 대체적으로 열영향부는 자기력에 의해 조대한 침상 의 마텐사이트 조직이 보이며, 일부 베이나이트 조직도 혼합되어 있고, 일부 위드먼스타텐(widmanstatten) 조직도 혼합되어 있는 것으로 판단된다. 전체적으로 표 면에는 미세한 마텐사이트 조직이 발달되었으며, 열에 의해 자기장의 영향이 소멸되지 않고 모재 부분에 적용 된 것으로 판단된다. 하지만 (b) 의 경우 (a) 와 비슷 한 형상을 보였다. 이는 아크 발생에 의해 생성된 자기 장과 강제로 인가한 자기장(300 mT)이 함께 공존하여 용융지 부분이 비슷하게 생성된 것으로 판단된다.
Fig. 16 는 SPHC + STS304 에서 자기력 인가에 따른 용접 경계 부분의 형상이다. 전체적으로 살펴보면, 모재부는 페라이트와 펄라이트 조직을 나타내고, 열영 향부는 자기력 인가에 의한 후열 처리와 비슷한 효과로 기존 피복 금속 아크 용접에 비하여 보다 복잡한 금속 조직의 해석이 요구된다. 대체적으로 열영향부는 모재 부에 비해 결정립이 다소 커져 있음을 알 수 있으며, 자기력에 의해 조대한 침상의 마텐사이트 조직이 보이 며, 일부 베이나이트 조직도 혼합되어 있는 것으로 판 단된다. 전체적으로 표면에는 미세한 마텐사이트 조직 이 발달되어 있었다.
4.5 충격 시험
충격 시험은 피복 금속 아크용접 공정에서만 수행하 였다. Fig. 17 은 ASME, 2004 에서 정의하는 강재 의 두께 및 항복응력에 따른 충격 흡수에너지의 기준 값을 나타내었다. 특정 사용온도에서 강재의 충격 흡수 에너지 값이 기준 값을 초과하게 되면 그 강재는 해당
140
180
Test temperature (K) Absorbed energy (J) 120
100
80
60
40
20
0
200 220 240 260 280 300
O mT 100 mT 200 mT 300 mT 400 mT
300
250
200
150
100
50
0
Absorbed energy (J)
O mT 100 mT 200 mT 300 mT 400 mT
180
Test temperature (K)
200 220 240 260 280 300
Similar (SPHC) Dissimilar (STS304)
(a) Base metal
180 160 140 120 100 80 60 40 20 0 180
Test temperature (K)
200 220 240 260 280 300
O mT 100 mT 200 mT 300 mT 400 mT
Absorbed energy (J)
O mT 100 mT 200 mT 300 mT 400 mT 140
120
100
80
60 40
20
0 160
Absorbed energy (J)
180
Test temperature (K)
200 220 240 260 280 300
Similar (SPHC) Dissimilar (STS304) (b) HAZ
180
Test temperature (K)
200 220 240 260 280 300
O mT 100 mT 200 mT 300 mT 400 mT 160
140 120 100
80 60 40 20
0
Absorbed energy (J)
180
Test temperature (K)
200 220 240 260 280 300
Absorbed energy (J)
120
100
80
60
40
20
0 O mT 100 mT 200 mT 300 mT 400 mT
Similar (SPHC) Dissimilar (STS304) (c) Weld metal
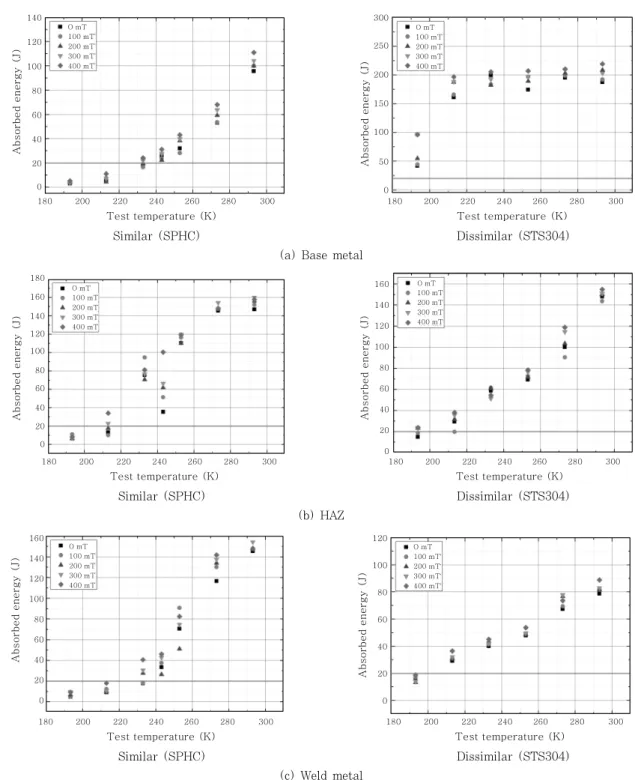
Fig. 18 Experimental results of the impact test using SMAW process
온도에서 사용 가능하다는 것을 의미한다. 본 실험에서 사용한 SPHC, STS304 의 기준 값은 모두 20 J 이다.
시험편의 충격 시험 결과를 Fig. 18 에 나타내었다.
시험결과는 온도에 따른 충격 흡수에너지와 가로 변형 량의 2 가지 결과를 나타내었다. 흡수에너지는 시험편 을 파단하는데 필요한 에너지를 말하며, 가로 변형량은 충격 시험 후 시험편의 변형이 생기지 않은 양 옆면 사 이의 너비와 가로방향으로 최대로 튀어나와 있는 면의 너비의 차를 말한다. 충격 흡수 에너지 결과 그래프에
는 해당 충격 흡수에너지 기준 값을 함께 도시하였다.
결과 동종 용접 공정의 경우에는 일부 시험 결과를 제 외하면 흡수에너지 값은 자기장을 인가한 공정에 비해 작으며 연성이 우수한 강재이므로 가로 변형량 값이 크 게 나왔다. 또한, 300 K 까지 기준 값보다 큰 충격 흡 수 에너지 값을 나타내어 해당 온도에서 안정적으로 사 용할 수 있음을 알 수 있다. 설계 기준에서 273 K에서 20 J 이상의 값을 만족하고 있어 최저 온도가 238 K 에 해당하는 온도 구역까지 적용 가능할 것으로 판단된
다. 또한, 용접 금속과 열영향부는 238 K 까지 기준 값보다 큰 충격 흡수에너지 값을 보였다. 저온에서 용 접 금속이 모재보다 인성이 큰 이유는 사용된 용접 금 속의 기계적 성질이 모재보다 우수하기 때문으로 판단된 다. 이종 용접 공정 시 입열에 의해 조직이 변하는 열 영향부에서 모재보다 큰 충격 흡수에너지를 보이는 것 은 조직의 재결정에 의한 입자의 미세화가 된 것으로 판단된다. 열영향부 시험편의 노치부 제작 시 공정의 영향으로 용접금속이 일정 부분 포함되어 영향을 미쳤 기 때문이며, 모재는 열영향부의 비해 현격히 높은 충 격 흡수에너지 값을 보이고 있다. 이는 파괴에너지의 상단(Upper shelf)에 대응하는 온도로서 이 온도 이상 에서는 100 % 연성파괴가 발생하는 온도인 파괴 천이 소성(FTP: fracture transition plastic)이 213 K 이하로 판단되어 우수한 인성을 가지는 것으로 확인되 었다. 또한, 193 K 까지 충격 흡수에너지 값이 기준 값을 만족하고 있어 해당 온도에서 안정적으로 사용할 수 있을 것으로 판단된다. 용접 금속의 충격 흡수에너 지가 열영향부에 비해 상당히 떨어지는데 이는 용접 입 열 및 용융과정으로 인한 취성의 증가 및 시험편 노치 부의 영향 때문으로 판단된다.
최종적으로 용접 공정된 제품 및 구조물이 급격히 파 괴될 위험성은 기온이 내려갈수록 커지므로 사용되는 최저온도에 따른 인성을 반드시 확인하여야 한다. 구조 물은 국내의 경우 238, 248, 258 K 등 3 가지 온도 별로 적용이 가능한 최대 허용 두께에 대한 기준을 마 련하고 있지만 그 이하의 온도에 대해서는 사용 재료에 대한 기준이 없는 상태이다. 샤르피 충격 시험을 통해 극한 온도(193 K)에서 적용성을 검토하였다. 대부분의 구조물은 용접 공정에 의해 제작되므로 용접 시험편을 제작하여 모재, 열영향부 및 용접부에 대하여 저온에서 의 충격 인성을 평가하였다. ASME, 2004 에서 정의 하는 사용 재료의 항복응력에 따른 충격 흡수에너지 기 준 값을 토대로 하여 사용 가능 온도를 파악함으로써 재료의 극한지 적용성을 정량적으로 조사하였다. 그 결 과 동종 용접의 경우 시험 온도 및 두께에 대해서 모재 는 설계 기준에서 제시한 238 K, 열영향부 및 용접 금 속은 233 K 으로 적용 가능함을 확인할 수 있었다. 이 종 용접의 경우 248 K 까지 우수한 인성을 가지는 것 으로 파악되었다. 또한, 열영향부 및 용접 금속의 저온 에서의 충격 흡수에너지 값은 사용되는 재료 및 용접 기법에 의해 결정됨을 확인할 수 있었다.
5. 결 론
본 논문에서는 자기장을 이용한 용접 공정을 통해 용
융지 형상 조정, 기계적 특성 향상을 위한 최적화 공정 기술을 개발하기 위하여 레이저 용접, 피복 금속 아크 용접 공정을 수행하였다. 본 논문을 통하여 얻어진 결 론을 요약하면 다음과 같다.
1) 레이저 용접 공정을 수행한 결과 응력 분포 결과 에서 자기장 효과에 따른 변화는 발생되지 않았다.
2) 기계적 시험 결과 인강 강도에서 약 6 % 가량 향상되었으며, 용융지 형상은 자기장 세기 변화에 따라 정성적인 변화가 관찰되었다.
3) 피복 금속 아크 용접 공정을 모사한 응력 모델링 결과 사용 재료에 따라 열팽창 계수의 차이로 인해 정 성적인 응력 변화를 보였다.
4) 인장 강도에서 동종 용접 공정은 약 4 %, 이종 용접 공정은 약 5 % 가량 향상되었다.
5) 충격 시험 결과 이종 용접 공정 시 입열에 의해 열영향부에서 모재보다 큰 충격 흡수에너지를 보이는 것은 조직의 재결정에 의해 입자가 미세화 된 것으로 판단된다.
덧붙여, 본 논문에서 제시한 자기장을 이용한 최적화 공정 기법을 적용하여 상용화된 금속 재료의 금속학적 연구 및 잔류응력에 대한 실험적 연구가 추가로 수행되 어야 할 것으로 판단된다.
후 기
이 논문은 2014 년도 정부(미래창조과학부)의 재원으 로 한국연구재단의 지원을 받아 수행된 연구임(NRF- 2013M2A2A9043274), (NRF-2013R1A2A2A05005713)
Reference
1. Kyoung-soo Lee, Tae-ryong Kim, Jai-hak Park, Man- won Kim and Seon-yeong Cho: 3-D characteristics of the residual stress in the plate butt weld between SA508 and F316L SS, Transactions of the KSME A, 33-4 (2009), 401-408 (in Korean)
2. Tae-Kwang Song, Hong-Yeol Bae, Yun-Jae Kim, Kyoung- Soo Lee, Chi-Yong Park, Jun-Seog Yang, Nam-Su Huh, Jong-Wook Kim, June-Soo Park, Min-Sup Song, Seung-Gun Lee, Jong-Sung Kim, Seung-Cheon Yu and Yoon-Suk Chang: Assessment of Round Robin Analyses Results on Welding Residual Stress Prediction in a Nuclear Power Plant Nozzle, Transactions of the KSME A, 33-1 (2009), 72-81 (in Korean)
3. Tae-Kwang Song, Hong-Yeol Bae, Yun-Jae Kim, Kyoung-Soo Lee and Chi-Yong Park: Sensitivity Analyses of Finite Element Method for Estimating Residual Stress of Dissimilar Metal Multi-Pass Weldment in Nuclear Power Plant, Transactions of the KSME A, 32-9 (2008), 770-781 (in Korean)
4. Section Ⅺ Task Group for Piping Flaw Evaluation of ASME Code: Evaluation of Flaws in Austenitic Steel Piping, Transactions of the ASME, Journal of Pressure Vessel Technology, 108 (1986), 352-366
5. Lincoln Electric Co. : Prevent Arc Blow When Welding, Metal Forming-Richmond Heights then Independence, 35-5 (2001), 42-46
6. A. Matsunawa, “Problems and solution in deep penetra- tion laser welding,” Sci. Technol. Weld. Joining, 6 (2001), 351-354 (in Korean)
7. Z. Tang and M. Gatzen, “Influence on the dilution by laser welding of aluminium with magnetic stirring,”
Physics Procedia, 5 (2010), 125-137
8. J. Zhou and H.L. Tsai, “Effects of electromagnetic force on melt flow and porosity prevention in pulsed laser keyhole welding,” Int. J. Heat Mass Transfer, 50 (2007), 2217-2235
9. F. Vollertsen and C. Thomy, “Magnetic stirring during laser welding of aluminium,” J. Laser Appl., 18 (2006), 28-34
10. B.H. Dennis and G.S. Dulikravich, “Magnetic field suppression of melt flow in crystal growth,” Int. J.
Heat Mass Transfer, 23 (2002), 269-277
11. O. Velde, R. Gritzki and R. Grundmann, “Numerical investigation of Lorentz force influenced Marangoni convection relevant to aluminum surface alloying,”
Int. J. Heat Mass Transfer, 44 (2001), 2751-2762 12. M. Gatzen and Z. Tang, “CFD-based model for melt
flow in laser beam welding of aluminium with coaxial magnetic field,” Physics Procedia, 5 (2010), 317-326 13. T. Fuhrich, P. Berger and H. Hügel, “Marangoni effect
in laser deep penetration welding of steel,” J. Laser Appl., 13 (2001), 178-186
14. Y. Naito, M. Mizutani and S. Katayama, “Effect of Ambient Atmosphere on Penetration Geometry in Single Laser and Laser-Arc Hybrid Welding (report 2),” Q. Jnl. of JWS, 24-1 (2006), 39-44
15. Chang-Je Lee, Jong-Do Kim and Yu-Chan Kim, “Charac- teristics of Plasma Emission Signals in Fiber Laser Welding of API Steel (Ⅱ) -The Relationship between Welding Conditions and Emission Signals-,” Journal of KWJS, 30-4 (2012), 314-320 (in Korean)
16. Tae-Jun Park, Jung-Woo, Jun il Kang, Tae-kyo Han, Kwang-Keun Chin and Chung-Yun Kang, “Effect of B Contents on Hardness Characteristic of Disk Laser Beam Welded CP Steels,” Journal of KWJS, 29-1 (2011), 107-114 (in Korean)
17. Yong Gyu An, Chung Yun Kang, Young Su Kim, Cheol Hee Kim and Tae Kyo Han, “Microstructures and Hardness of DISK Laser Welds in Al-Si Coated Boron Steel and Zn Coated DP Steel,” Journal of KWJS, 29-1, 90-98 (in Korean)
18. Su-Jin Lee and Jong-Do Kim, “Mechanical Properties of Cu and Ni Dissimilar Welds by High Welding Speed Using Single-Mode Fiber Laser,” Journal of KWJS, 32-3 (2014), 81-88 (in Korean)
19. Jong-Do Kim and Jung-Han Lee and Young-Sik Kim, “A study on Weld Defect and Their Alternatives during Lap Welding of AZ31B Magnesium Alloy by Pulsed Nd:TAG Laser,” Journal of KWJS, 29-3 (2011), 338-344 (in Korean)
20. Do-Chang Ahn, Cheolhee Kim and Jaedo Kim, “Prevention of Back Side Humping in Laser Welding of Al 5J32 Alloy by using Laser Power Modulation,” Journal of KWJS, 29-4 (2011), 442-446 (in Korean)
21. Young-Nam Ahn, Cheolhee Kim, Wonbeom Lee and Jeonhan Kim, “Porosity Reduction in Laser Welding of Nitrided Carbon Steel,” Journal of KWJS, 31-6 (2013), 71-76 (in Korean)