플라즈마 소결법을 이용한 고체산화물 연료전지 음극 제조 시 소결온도에 따른 미세구조 및 물성평가
송병주·김가람·김혜성*
부산대학교 나노융합기술학과
Effect of Sintering Temperature on the Microstructure and Mechanical Properties of Solid Oxide Fuel Cell Anode Fabricated
by Spark Plasma Sintering
Byung Ju Song, Ka Ram Kim,
and Hye Sung Kim*
Department of Nano Fusion Technology, College of Nanoscience & Nanotechnology, Pusan National University, Miryang-si, 627-706, Korea
(Received October 28, 2013; Accepted December 17, 2013)
···
Abstract Microstructural and mechanical properties of Ni-YSZ fabricated using SPS processing have been investi- gated at various sintering temperatures. Our study shows samples to be applied as a SOFC anode have the proper poros- ity of 40% and high hardness when processed at 1100ºC. These results are comparable to the values obtained at 100- 200ºC higher sintering temperature reported by others. This result is important because when the fabrication processes are performed above 1100ºC, the mechanical property starts to decrease drastically. This is caused by the fast grain coarsening at the higher temperature, which initiates a mismatch between thermal expansion coefficients of Ni and YSZ and induces cracks as well.
Keywords: Spark plasma sintering, Solid oxide fuel cell, Microstructure, Sintering temperature, Porosity
···
1. 서 론
고체산화물 연료전지는 3세대 연료전지로써 여러 가지 장점 때문에 각 구성 요소에 대한 수 많은 연구가 이루어 지고 있으며, 고효율 연료전지의 제조 측면에서 연료전지 의 구성 요소 중 하나인 음극(anode)에 관한 연구가 가장 활발히 진행되고 있다. 음극(anode)은 전자 전도도와 이온 전도도가 모두 우수해야 함은 물론 구조적으로는 전극반 응의 활성점으로 작용하는 전해질과 전극 그리고 기상간 의 삼상계면(TPB, Triple phase Boundary)이 효과적으로 구성되어 있어야 하며, 전기화학 반응을 원활하게 하기 위 해 반응장소까지의 연료공급이 원활하게 이루어질 수 있 도록 충분한 기공이 유지되어야 한다. 이러한 특성들은 미 세구조를 적절하게 조절함으로써 만족될 수 있다.
고 에너지 볼 밀링법은 짧은 시간 동안에 Yttria Stabilized Zirconia(YSZ)/NiO의 균일 혼합분말의 제조가 가능하기 때문에 제조된 분말의 특성을 극대화시키기 위하여 빠른 가열 속도로 고온 소결이 가능한 플라즈마 소결법을 적용 하면 위의 제 특성을 지닌 고품질의 음극(anode)을 제조 할 수 있을 것으로 판단된다.
플라즈마 소결법은 직류 펄스의 전기 에너지를 인가하 여 분말 입자간 방전에 의해 순간적으로 발생하는 고온의 플라즈마 에너지를 이용하여 입자 표면을 청정화함과 동 시에 활성화시키고, 전기장에 의한 확산 작용으로 소결을 촉진하는 것으로 알려져 있다. 따라서, 플라즈마 소결법을 적용하면 기존의 소결 방법 보다 저온에서 단시간 내에 높은 에너지로 소결이 가능하므로 분말 입자 간에 견실한 neck이 형성되어 기공구조를 가지면서 기공률 대비 높은
*Corresponding Author : Hye Sung Kim, TEL: +82-55-350-5278, FAX: +82-55-350-5299, E-mail: [email protected]
426 송병주·김가람·김혜성
강도특성을 가지는 소결체를 얻을 수 있을 것으로 기대되 나, 기존 연구들[1-13]에서 대부분의 플라즈마 소결법을 이용한 연구들은 금속 및 세라믹 분말의 소결체를 제조하 고 이론밀도에 가까운 시편을 얻음으로써 그들의 기계적, 마모특성과 같은 물성향상을 꾀하는 연구에 치중하고 있 다. 본 연구에서와 같이 플라즈마 소결법 사용하여 소결체 를 제조할 때 소결 조건의 변화에 따른 기공체 제조 및 기 공구조의 제어에 대한 연구는 미흡한 실정이다.
따라서 본 연구에서는 플라즈마 소결공정을 이용하여 NiO-YSZ 연료전지 음극(anode)제조 시 소결온도에 따른 기공구조, 상 분포 및 형상 등과 같은 미세구조의 변화 및 기공구조의 제어조건을 확립하고 그에 따른 물성 변화를 상호 연관 지어 해석해보고자 한다.
2. 실험방법
2.1. 분말제조
본 실험에서는 순도 99.8%의 NiO(Sigma-Aldrich)와 8mol% YSZ(Sigma-Aldrich) 분말을 연료전지용 전극 제조 원료로 사용하였다. NiO 분말의 비율은 전기적 퍼콜레이 션 임계값(electrical percolation threshold)인 30 vol%로 정 하였다[3]. 지르코니아 용기와 10Φ YSZ 볼을 복합분말 제조를 위해 사용하였고, 이때 볼:분말의 비를 3:1로 하여 고에너지 볼밀링(HEBM)하였다. 예비실험을 통하여 밀링 시간에 따른 볼의 마모에 따른 조성변화를 막기 위해 5시 간 밀링 후 볼을 교체해주었으며, 최종 10시간 동안의 밀링 을 통하여 목적조성의 연료전지용 복합분말을 제조하였다.
2.2. 소결
U. Anselmi-Tamburini[12]의 플라즈마 소결 공정에 의한 지르코니아의 소결 온도에 따른 변위 및 변위 속도에 관 한 연구결과에 의하면, 1000oC에서 지르코니아의 변위가 일어나기 시작하며, 온도가 증가할수록 증가하고, 1200oC 에서 변위속도가 가장 빠른 것을 확인 할 수 있었다. 이는 기존의 전기로를 이용하는 소결법에 의한 소결 온도보다 낮은 온도에서 지르코니아 기지의 소결체를 제조할 수 있음 을 의미한다. 따라서, 본 연구에서는 기존의 전기로에 의한 소결 온도보다 낮은 1000oC, 1100oC, 1200oC, 1300oC에서 행하였다.
NiO-YSZ 분말을 직경이 15Φ인 그라파이트 다이에 장 입하여 디스크 형태의 소결체를 얻었다. 소결은 기공구조 형성에 유리한 비교적 낮은 압력(12 MPa)에서 행하였다.
2.3. 열처리
Takeuchi[13]와 Chen[5]등은 고온에서 플라즈마 소결 시
그라파이트 다이를 사용하면 지르코니아 소결체의 물성에 악영향을 끼치는 탄소오염이 발생할 수 있다고 보고하고 있다. 따라서 본 실험에서도 탄소오염의 가능성을 최소화 하기 위해 900oC, 대기 분위기에서 열처리하여 소결체 내 의 탄소를 제거하고자 하였다. 또한, 기 연구 논문[6, 8]을 참고로 하여 고체 산화물 연료전지의 음극(anode)로써 요 구되는 기공구조를 형성하기 위하여 소결 시편을 900oC, 1:5의 수소(H2)와 아르곤(Ar) 비율 하에서 NiO를 Ni로의 환원 열처리를 행하였다.
2.4. 미세구조 관찰 및 물성측정
광학 현미경(Nikon ECLIPSE LV150)과 FE-SEM(Hitachi FE-SEM S-4700)을 이용하여 소결체의 미세구조를 관찰 하였고, 열처리 전·후의 탄소제거 및 NiO의 Ni로의 환 원을 확인하기 위하여 XRD 법으로 상분석을 행하였다.
마이크로 비커스 경도기로 50 gf의 하중으로 5초 동안 유 지하여 경도를 10회 측정하고 최대값과 최소값을 제거한 평균값으로 경도 값을 산출하였다. 기공도는 아르키메데 스 법을 이용하여 아래의 식과 같이 겉보기 기공도를 측 정하였다.
(1)
W1 : 건조 무게(g), W2 :포수 시편의 물속 무게(g), W3 : 포수시편의 무게(g), P0 :겉보기 기공도(%)
3. 실험 결과 및 고찰
3.1. XRD 분석
그림 1은 YSZ 분말과 NiO 분말을 균일 혼합하여 10시 간 동안 고에너지 볼밀링하여 제조한 YSZ-NiO 복합분말 의 소결온도에 따른 XRD 결과를 보여 주는 것이다. 각 온 도에서 소결 직후 측정한 XRD 결과에서 YSZ와 NiO의 피크 이외에 소결온도에 따라서 탄소가 검출되는 소결온 도 조건이 있는 것을 확인 할 수 있다. 1000ºC와 1100ºC 에서의 소결체에서는 탄소가 검출되지 않았지만, 1200ºC 와 1300ºC에서는 탄소의 분율이 높게 측정되었다. 이러한 탄소오염은 이전의 연구[5, 13]에서도 그라파이트 다이를 사용하는 플라즈마 소결 시 발생할 수 있는 문제점이라고 보고하고 있다. 따라서 본 실험에서는 대기 분위기 하에서 열처리를 통해 시편에 확산되어 들어온 탄소 제거처리를 하 고자 하였다. 탄소제거를 위한 열처리 온도는 Takeuchi[13]
와 Chen[5]등의 연구결과를 토대로 900ºC에서 행하였다.
XRD 측정 결과 본 실험에서 제조한 YSZ-NiO 복합분말 역시 900ºC에서 시편 내의 탄소가 완전히 제거 되었음을 확인할 수 있었다. 900ºC, H2:Ar이 1:5의 비율일 때, 환원
P0 W3–W1
W3–W2
--- 100×
=
처리 후 XRD에 의한 상 분석 결과, NiO의 피크는 모두 사라지고, Ni 피크만이 관찰된 것으로 보아, 고에너지 볼 밀링을 통하여 제조한 YSZ-NiO 복합분말의 경우도 900ºC 온도에서 환원이 가능함을 확인 할 수 있었다.
3.2. 미세구조 관찰
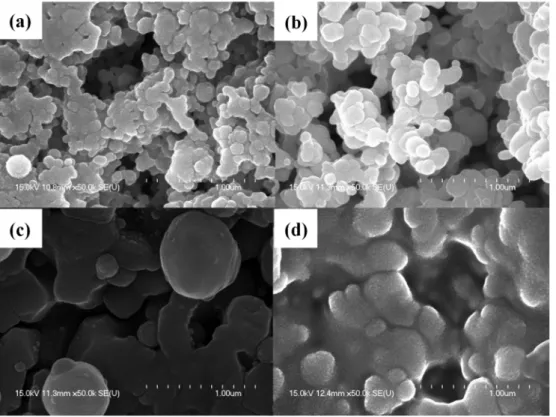
그림 2, 3은 각 소결온도에 따른 시편 표면과 단면에서 의 미세구조를 전자현미경(FE-SEM) 관찰 한 것 이다.
1000ºC와 1100ºC의 비교적 낮은 소결온도에서는 표면과 단면 모두 기공구조가 잘 발달한 것이 관찰된 반면, 소결 온도가 증가할수록 기공율이 현저하게 감소하였다. 즉, 1200ºC에서 소결한 시편의 경우 기공율이 매우 적었으며, 1300ºC 소결 시편에서는 거의 기공구조가 관찰되지 않았 다. 위의 결과로부터 플라즈마 소결에 의한 소결체 제조 시 1000ºC와 1100ºC의 소결 온도가 실제 연료전지에 사용 하는 연료의 출입이 용이한 기공구조의 형성에 유리하며, 전기 화학적인 촉매점인 TPB를 효율적으로 생성할 수 있 는 온도로 판단된다.
U. Anselmi-Tamburini[12]의 보고에 의하면, 플라즈마 소결공정을 이용하여 제조한 지르코니아 소결체에서 소결 온도가 높아질수록 입자 크기가 증가하였다. 본 연구에서
도 소결온도가 높아짐에 따라 YSZ의 입자 크기가 증가하 는 것이 관찰된다. 그림 2에서 관찰한 소결체 입자의 크기 는 1000ºC에서 약 190 nm, 1100ºC에서는 약 200 nm, 1200ºC와 1300ºC에서는 약 350 nm와 520 nm로 관찰되었 다. 1000ºC와 1100ºC에서 소결한 시편의 입자크기는 크게 차이가 없으나, 1200ºC와 1300ºC에서 소결한 시편의 경우 입자의 크기가 확연히 커커진 것 확인 할 수 있다. 뿐만 아니라 시편 표면에서 아이슬랜드(island) 형태의 Ni 클러 스터가 관찰되며, 온도가 높을수록 클러스터의 크기는 증 가하였다. Lee[14]의 보고에 의하면 Ni상이 조대 해 짐에 따라 이종 상간 연결도가 변화하며, 환원 열처리 시 Ni 상 의 확산에 의해 Ni 상의 조대화가 관찰된다. 뿐만 아니라, NiO이 Ni로 환원하는 과정에서 계산되는 이론적인 값보 다 기공도가 높게 측정된다고 보고하고 있다. 본 실험 결 과에서는 1300ºC에서 소결한 시편을 제외하고 환원 열처 리 과정에서 시편 표면에 Ni의 조대화에 따른 Ni 클러스 터가 형성되었다. 1300ºC에서 소결한 시편의 경우 소결밀 도가 높아 Ni이 이동할 수 있는 기공구조가 거의 존재하 지 않아서 Ni 클러스터가 시편 표면에는 생성되지 않은 것으로 판단된다. 반면 시편의 단면을 관찰하면 시편 내부 에서는 Ni 상의 조대화가 일어난 것을 확인 할 수 있었다 Fig. 1. XRD patterns for the sintered sample, the carbon eliminated sample after sintering, and the reduced sample after sintering and carbon elimination. (a) 1000ºC, (b) 1100ºC, (c) 1200ºC, and (d) 1300ºC. Here, All temperature shown in figure caption indicate sintering temperature.
428 송병주·김가람·김혜성
(그림 3 참조). 이러한 Ni상의 클러스터와 조대화는 시편 의 표면에서 Ni상의 불균일 분포를 야기하여 TPB 생성 및 전기 전도도에 좋지 못한 영향을 끼친다[15].
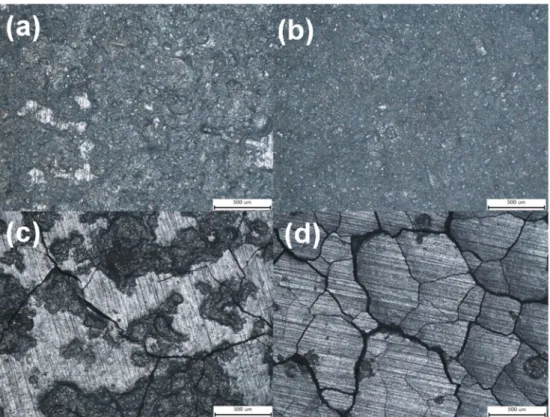
그림 4는 1000oC, 1100oC, 1200oC, 1300oC의 소결온도 에서 소결한 시편들을 환원 및 탄소 제거 열처리 후의 광 학 현미경 미세구조를 보여주는 것이다. 1000ºC와 1100ºC Fig. 3. Cross sectional SEM images for the samples with carbon elimination and reduction treatment for different sintering temperatures. (a) 1000ºC, (b) 1100ºC, (c) 1200ºC, and (d) 1300ºC.
Fig. 2. FE-SEM images of YSZ-30 vol% NiO composite powders sintered at different temperatures. (a)1000ºC, (b) 1100ºC, (c) 1200ºC, and (d) 1300ºC.
에서 소결한 시편의 경우 표면부에서 크랙이 관찰되지 않 은 반면, 1200oC와 1300oC에서 소결한 시편에서는 크랙이 발달된 것을 확인 할 수 있었다. Li 등[16]은 고체산화물 연료전지의 부속품에 사용되는 복합재에서 존재하는 상 간의 열 팽창률 차이, NiO의 환원 및 재 산화(Re-oxidation) 에 의한 곡률 변화와 크랙 생성에 대한 상호관계를 보고 한 바 있다. 본 연구에서는 NiO의 환원 후 재산화 과정 처 리 없이 소결만 한 시편이기 때문에 1200oC 이상의 온도 에서 관찰된 크랙은 YSZ와 Ni의 열 팽창률의 차이에 기 인한 것으로 사료된다. 이때, 복합재 내 입자의 크기가 클 수록 열처리 과정 중에 발생하는 상간의 열 팽창률 차이 가 상대적으로 커지므로, 크랙의 발생이 용이해진다. 각 시편들의 소결온도 별 전자현미경(FE-SEM) 미세구조에 의하면 YSZ와 Ni 상의 크기가 소결온도가 증가할수록 커 지는 것을 확인 할 수 있다. 이와 같은 이유에서 낮은 온 도(1000ºC와 1100ºC)에서 소결한 시편의 경우 크랙을 찾 아보기 어렵고, 1200ºC와 1300ºC의 고온에서 소결한 시편 의 경우 입자가 커짐에 따라 크랙 생성이 용이하다고 판 단된다.
3.3. 겉보기 기공도 및 경도 측정
탄소제거 및 환원 열처리 후 각 시편들의 소결온도에 따 른 시편들의 겉보기 기공도 및 경도를 측정하였다(그림 5
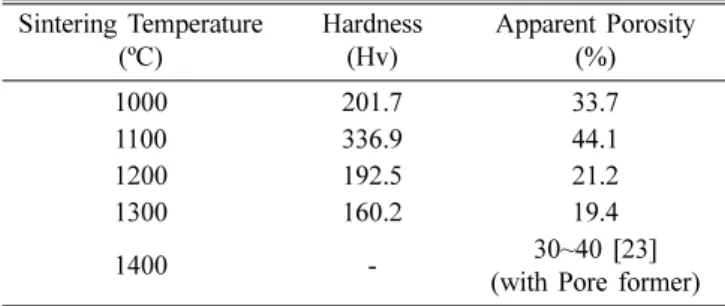
참조). 측정한 소결시편들의 경도 및 겉보기 기공도 측정 데이터를 요약하여 전보의 연구 결과[17]와 비교하였다(표 1 참조).
실험결과에 의하면 1100ºC에서 소결한 시편의 경도 값 이 가장 높았으며, 기공도 또한 가장 높게 측정되었다. 반 면, 소결온도가 증가하여 1200ºC와 1300ºC에서 소결한 시 편의 경우는 기존의 연구결과와 상반되는 결과가 얻어졌 다. 플라즈마 소결공정을 이용하여 지르코니아의 소결온 도에 따른 비커스 경도 값의 변화를 보고한 U. Anselmi- Fig. 4. Optical micrographs of the Ni-YSZ sintered samples, reduced at different temperature. (a) 1000ºC, (b) 1100ºC, (c) 1200ºC, and (d) 1300ºC. It is seen that the mismatch of thermal expansion coefficient between Ni and YSZ raises cracks.
Fig. 5. The hardness and porosity change for the samples sintered at different temperatures.
430 송병주·김가람·김혜성
Tamburini[12]의 연구결과에 따르면, 1200ºC의 온도에서 경도 값이 급격하게 증가하였으며, 보다 높은 온도에서도 경도 값이 거의 일정하게 유지되는 것을 확인 할 수 있다.
1200ºC에서 경도값이 급격하게 증가하는 것은 본 소결온 도에서 소결체의 급격한 치밀화에 기인한 것으로 보고하 고 있다. 이와 같은 결과는 기공도가 낮을수록, 즉, 상대밀 도가 높을수록 경도 값이 높아짐을 의미한다. 타 연구결과 [13, 18]에서도 소결온도가 높아질 수록 소결체의 기공도 감소와 강도증가를 보고하고 있다. 본 연구에서 도출된 결 과들이 Anselmi 등의 연구결과와 상반되는 것은 3.2 절에 서 언급한 바와 같이 열처리 과정 중에 발생한 크랙에 기 인한 것으로 판단되며, 소결온도에 따라 입자크기가 커지 면서 경도 값은 낮아지는 경향성을 관찰 할 수 있었다.
표 1에서 보듯이, 본 연구에서는 NiO 분율이 30vol% 조 성에서 기공형성제의 첨가 없이도 플라즈마 소결을 이용 하여 1100ºC의 소결 온도에서 40% 이상의 기공도를 가지 며 경도값이 높은 음극(anode)의 제조가 가능하였다. 일반 적으로 고체산화물 연료전지용 음극(anode)의 요구되는 기공도 값은 30~40%이다[14,19-22]. NiO의 분율이 30~40 vol% 존재할 때 Ni로 환원에 의해 생성되는 기공도는 10~20%이다[14]. 따라서 요구되는 기공도를 얻기 위하여 일반적으로 탄소와 같은 기공형성제(pore former)가 사용 된다[23-25]. 그러나 이러한 기공 형성제는 최종적으로 완 전하게 제거하지 못하거나, 기공형성제의 분포 및 형상을 적절하게 조절하지 못하면 음극(anode)의 물성에 악영향 을 끼칠 수 있다[26]. 본 연구 결과는 대략 40%의 기공구 조 형성 및 높은 경도를 유지할 수 있다는 점에서 의미를 가지며, 기공형성제의 문제점을 피할 수 있다는 점에서 매 우 중요한 결과로 해석된다.
4. 결 론
본 연구에서는 플라즈마 소결공정을 이용하여 일반적인
소결온도보다 비교적 낮은 1100ºC의 온도에서 기공율이 40% 이상이고 경도 값이 비교적 높은 소결 시편을 제조 할 수 있었다. 아울러 미세구조 관찰을 통해 연료의 출입 과 TPB 형성에 용이한 미세구조의 형성이 가능한 것을 확 인하였다.
위의 결과는 플라즈마 소결공정을 이용하여 소결조건을 조절함으로써 고체산화물 연료전지용 음극(anode)의 제조 가 가능하다는 것을 확인하는 결과이다.
감사의 글
이 논문은 부산대학교 자유과제 학술연구비(2년)에 의 하여 연구되었음.
참고문헌
[1] H. J. Cho and G. M. Choi: J. Power Sources., 176 (2008) 96.
[2] H. C. Shin, W. S. Cho, S. Y. Shin and J. G. Kim: J. Kor.
Ceram. Soc., 39(12) (2002) 1183.
[3] Y. M. Park and G. M. Choi: Solid State Ionics., 120 (1999) 265.
[4] D. Salamon, K. Maca and Z. Shen: Scripta Mater., 66 (2012) 899.
[5] X. J. Chen and K. A. Khor: Mater. Sci. Eng. A., 341 (2003) 43.
[6] B. A. Horri, C. Selomulya and H. Wang: Mater. Res. Bull., 40 (2005) 1936.
[7] N. H. Kwon and G. H. Kim: Mater. Sci. Eng. A., 299 (2001) 185.
[8] R. F. Martins, M. C. Brant and R. Z. Domingues: Mater.
Res. Bull., 44 (2009) 451.
[9] T. Fukui, S. Ohara and M. Naito: J. Power Sources., 110 (2002) 91.
[10] J. K. Park, S. Y. Yang, T. H. Lee, Y. S. Yoo and J. W.
Park:,J. Kor. Powd. Met. Inst., 43(12) (2006) 823.
[11] Y. Li, Y. Xie and J. Gong: Mat. Sci. Eng. B., 86 (2001) 119
[12] U. Anselmi-Tamburini: J. Mater. Res., 19 (11) (2004).
[13] T. Takeuchi and I. Kondou: J. Electrochem. Soc., 149 (2002) A455
[14] J. H. Lee, H. Moon, H. W. Lee, J. Kim, J. D. Kim and K.
H. Yoon: Solid State Ionics., 148 (2002) 15
[15] D. Simwonis, F. Tietz and D. Stover: Solid State Ionics., 132 (2000) 241
[16] B. A. Horri, C. Selomulya and H. Wang: Int. J. Hydrogen Energy., 37 (2012) 15311.
[17] W. Li, K. Hasinska, M. Seabaugh, S. Swartz and J. Lan- nutti: J. Power Sources., 138 (2004) 145.
[18] L. F. Hu and C. A. Wang: Ceram. Int., 36 (2010) 1697.
[19] R. M. C. Clemmer and S. F. Corbin: Solid State Ionics., 166 (2004) 251.
Table 1. Comparison of hardness and porosity at different sin- tering temperatures. It is noticed that the porosity of 40% is obtained at 1100ºC with SPS process. But it is required to use a higher temperature of 1400ºC and a pore former to obtain the similar value with conventional process.
Sintering Temperature (ºC)
Hardness (Hv)
Apparent Porosity (%)
1000 201.7 33.7
1100 336.9 44.1
1200 192.5 21.2
1300 160.2 19.4
1400 - 30~40 [23]
(with Pore former)
[20] M. C. Kim, J. H. Lee and J. H. Han: J. Power Sources., 196 (2011) 2475.
[21] S. K. Pratihar, A. D. Sharma and H. S. Maiti: Mater.
Chem. Phys., 96 (2006) 388.
[22] L. Mingyi, Y. Bo, X. Jingming and C. Jing: Int. J. Hydro- gen Energy., 35 (2010) 2670.
[23] Y. C. Yang, T. H. Chang, Y. C. Wu and S. F. Wang: Int. J.
Hydrogen Energy., 37 (2012) 13746.
[24] W. P. Pan, Z. Lu, K. F. Chen, X. B. Zhu, X. Q. Huang, Y.
H. Zhang, B. Wei and W. H. Su: Fuel Cell., 11(2) (2011) 172.
[25] J. Hu, Z. Lu, K. Chen, X. Huang, N. Ai, X. Du, C. Fu, J.
Wang and W. Su: J. Membr. Sci., 318 (2008) 445.
[26] J. W. Heo, D. S. Lee, J. H. Lee, J. D. Kim, J. S. Kim, H.
W. Lee and J. H. Moon: J. Kor. Ceram. Soc., 39(1) (2002) 86.