관련 문서
선박의 주요 치수를 토대로 한 정수 중의 저항(Resistance in calm water) 추정 - 계열 모형 시험 자료, 실험 결과의 통계적 추정식(Holtrop & Mennen의 방법
The design method for the optimization of FRP leaf spring is proposed by applying design method of experiment in order to improve the characteristics of
"Solution treatment and Sr Addition Effect on Microstructure and Mechanical Properties of Al-6Si-2Cu Aluminum Alloy for Automotive Parts." Master's Thesis
Weldability and Mechanical Behavior of the Thin Plate Cryogenic High Manganese Steel.. Advisor : Professor
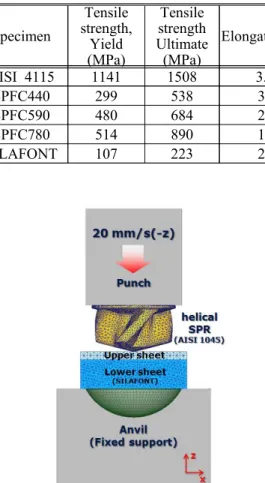
The virtues of ordinary steel such as those listed in the below (which assure ductile behavior at member or structural level) tend to disappear in high strength
Hirose, Relationship between intermetallic compound layer thickness with deviation and interfacial strength for dissimilar joints of aluminum alloy and stainless
본 연구에서는 모래의 입도분포와 세립분 함유량에 따른 액상화 저항 강도를 상대밀 도에 따라 분석 후, 국내 풍화토 지반에 따른 액상화 저항 강도를 확인하고자
Polymers are light, cheap, high strength/wt, tough, corrosion- resistant, insulating, low friction, ---.