DOI: http://dx.doi.org/10.14579/MEMBRANE_JOURNAL.2015.25.1.32
1)1. 서 론
정밀여과막은 정수 공정의 전처리, 하폐수처리, 바이 오 및 제약 산업, 음용수 공정 등 광범위한 범위에서 적용이 되어지는 막분리 여과 소재로 그 활용이 점점 확대되고 있다[1-3]. 다양한 분야에서의 적용에 따른 성
†
Corresponding author(e-mail: [email protected])
능 향상에 대한 요구도 점점 커지고 있으며 그중 가장 선결되어야 할 특성은 막 오염에 의한 투과 성능 저하 라 할 수 있다. 역삼투막, 나노여과막, 한외여과막 등 대부분의 막 분리 공정은 cross-flow를 기반으로 이루어 지는 여과 공정으로 hydrodynamic condition을 조절하 거나 물리⋅화학적 세정을 통하여 막 수명의 단축을 지 연시키는 많은 연구 결과들이 제시되어왔다. 하지만
비용매 첨가제를 이용한 비대칭막의 제조
김 노 원†
동의대학교 환경공학과
(2015년 2월 5일 접수, 2015년 2월 9일 수정, 2015년 2월 9일 채택)
Preparation of Asymmetric Membranes by Addition of Nonsolvent
Nowon Kim
†Department of Environmental Engineering, Dong-Eui University, Busan 614-714, Korea (Received February 5, 2015, Revised February 9, 2015, Accepted February 9, 2015)
요 약: 용매 비용매 치환 상전이 공정과 증기 유도 상전이 공정을 결합하여 성능이 향상된 폴리술폰 정밀역과막을 제조 하였다. 본 연구에서 제조된 비대칭막은 폴리술폰(고분자), 디메틸 포름아미드(용매), 폴리비닐리돈(친수성 고분자 첨가제), 폴 리에틸렌글리콜(극성 고분자 액상 첨가제)로 이루어진 혼합 용액에 디메틸술폭사이드(극성 아프로틱 비용매), 물(극성 프로틱 비용매 첨가제)을 첨가하여 제막용 캐스팅 용액을 물과 이소프로판올 혼합용액에 침지하여 얻었다. 극성 아프로틱 비용매와 극성 프로틱 비용매의 첨가는 멤브레인의 구조를 제어하는데 유용한 방법이며 이를 습윤 공기를 캐스팅 용액에 노출시켜 준 응고상태를 만들어줌으로써 멤브레인의 내부 구조를 제어하고자 하였다. 또한 응고조의 조성을 물/이소프로판올의 혼합비를 통하여 조절하였다. 순수 투과도, 기공 크기 분포도, 표면 친수도 및 구조 분석이 이루어졌으며, 그 결과 평균 기공의 크기를 거의 0.2 µm 정도 향상시키는 효과를 가져왔으며 수 투과 유량 또한 1000-1800 LMH 정도 향상시키는 결과를 나타내었다.
Abstract: High performance polysulfone microfiltration membranes with a high were successfully prepared by vapor in- duced phase separation (VIPS) coupled with non-solvent induced phase separation (NIPS) process. Asymmetric Membranes were prepared with PSF/DMF/PVP/PEG/DMSO/water mixed solutions and water/IPA coagulant. PSF, DMF, PVP, PEG, DMSO, water was used as a membrane polymer, a solvent, a hydrophilic polymer additive, a polar protic liquid polymer, a polar aprotic nonsolvent, and a polar protic nonsolvent in the casting solution, respectively. The addition of polar aprotic nonsolvents, and polar protic nonsolvents is a convenient and effective method to control membrane structure. In order to control the morphology of polymeric membranes, the spontaneous emulsification induced by drawing water vapor into the exposed casting solution surface has been used. Control of the internal morphology of polymeric membranes by using mixed coagulation solution such as water and IPA is discussed in the present work. The pure water permeability, pore size dis- tribution, surface hydrophilicity and membrane morphology were investigated. Due to the addition of DMSO to casting sol- ution, the mean pore size increased almost 0.2 µm and the water flux increased about 1000-1800 LMH.
Keywords: phase inversion, microfiltration, DMSO, polysulfone
dead-end를 기반으로 이루어지는 정밀여과막을 이용한 수처리 공정의 경우, 낮은 오염성을 가지는 특성이 가 장 중요한 성능이 된다. 이러한 분리막의 수명은 정밀 여과막의 표면, 내부 구조 등 제조되어지면서 형성되는 막의 고유 특성에 의해 좌우된다. 정밀여과 공정의 적 용 범위가 다양해짐에 따라 정밀여과막의 제조에 있어 고려해야 할 요소로 기계적 강도, 화학적 내구성, 열적 안정성, 유량, 선택성 등의 특성이 고려되어야 한다. 그 중 오래전부터 최근까지 지속적으로 가장 중요하게 다 루어져 온 특성은 입자 크기에 따른 투과 선택성과 높 은 유량, 그리고 낮은 오염성을 들 수 있다[4].
고분자 정밀여과막의 제조에 있어서 술폰계 고분자 들은 기계적 강도, 화학적 안정성, 열적 안정성을 가지 고 있을 뿐만 아니라 상전이 공정을 이용한 고분자 중 공사나 필름 형태로 제조하는데 있어서 가장 유용한 소 재로 알려져 있다. PSF (polysulfone) 고분자는 막의 제 조, 가공, 투과 특성, 물리⋅화학적 내구성, 기공 구조의 조절 등이 용이하여 정밀여과막 제조에는 아주 적합한 소재이나 고분자 자체가 가지는 혐수성 특성 때문에 오 염에 취약하다는 단점을 가진다. PSF 고분자가 가지는 혐수성을 낮추기 위한 연구들로 표면 개질, 친수성 고 분자의 첨가 등의 연구 결과가 다수 발표되어진 바가 있다. 하지만 이러한 표면 개질이나 친수성 고분자의 첨가는 NIPS (nonsolvent induced phase inversion, 비 용매 유도 상전이) 공정에서의 고분자-용매-비용매계에 서 멤브레인의 구조를 결정하는 캐스팅 용액의 조성이 나 용매-비용매 간의 치환 속도에 영향을 주면서 멤브 레인 구조를 급격히 변화시켜 기공 구조의 조절을 어렵 게 하는 결과로 나타난다.
고분자 정밀여과막의 특성은 고분자/용매/비용매계의 조성 선택과 NIPS 공정 조건에 의해 결정되어진다. 고 분자, 용매, 비용매의 상전이 과정에서의 혼화성과 각 조성에서의 열역학적 안정성은 멤브레인 구조에 있어 가장 중요한 요소로 캐스팅 용액의 농도 변화, 첨가된 친수성 첨가제의 특성와 농도, 비용매 응고조 용액의 조성 등의 인자를 들 수 있다. NIPS 공정 조건은 캐스 팅 용액과 응고조 비용매의 온도, 공기의 온⋅습도, 침 전 후 지지층과 멤브레인층의 분리 시 장력 등의 인자 들이 있다. 고분자/용매/비용매계의 조성 선택과 NIPS 공정 조건을 조합하여 멤브레인을 제조할 경우 멤브레 인의 투과 성능은 상승 효과를 얻어지는 조건을 찾을 수도 있으나 대부분의 경우는 오히려 상반된 효과, 즉
투과 유량이 상승한 반면 입자 제거 효율이 정밀여과막 의 기능을 발휘할 수 없을 만큼 악화되는 결과로 나타 난다. 이러한 이유로 고분자/용매/비용매계의 조성 선택 과 NIPS 공정 조건을 결정함에 있어 유량 향상이나 제 거 효율 향상 중 한 특성만이 고려되어 조건이 선정되 어지는 것은 정밀여과막의 성능 향상에 도움이 되어지 지 못한다.
평균 기공의 크기가 0.1~1 µm 범위에 해당하는 정 밀여과막의 비대칭 구조는 0.1 µm 보다 작은 평균 기 공 크기를 가지는 한외 여과막의 비대칭 구조와는 구조 적으로 차이가 있다. 일반적으로 한외여과막과 같이 NIPS 공정을 통하여 얻어지는 멤브레인의 최소 기공 크기를 가지는 활성층의 기공 크기가 작은 경우, 기공 의 크기가 표면층에서 하부층 방향으로 연속적으로 증 가하는 것이 특징이다. 반면 멤브레인의 최소 기공층의 크기가 0.1 µm 이상의 비교적 큰 기공을 가지는 정밀 여과막은 표면층과 기저층의 공극률이 급격히 변화하 는 불연속적 비대칭 구조를 가지고 있으며 표면층의 기 공 밀도가 낮고 최소 기공 크기를 가지는 활성층의 두 께가 두꺼워지면서 전체 유량 감소와 멤브레인 수명 단 축의 원인이 된다.
멤브레인의 제거 효율을 유지하면서 유량 향상을 이 루고자 하는 NIPS 공정 조건 개선을 위한 노력이 지속 적으로 이루어져 왔다[5-9]. 일반적으로 알려져 있는 방 법으로는 NIPS 공정 조건에서 유량은 작으나 분리 성 능과 유량을 확보할 수 있는 고분자/용매/비용매계의 조성을 결정한 후, 이를 바탕으로 비용매 첨가제[10], 기공 형성제, 친수성 고분자 등의 화합물을 단독 또는 조합하여 캐스팅 용액 조성을 미세하게 바꾸는 방법 [11], 응고조에 비용매 첨가제를 일정 조성 이상으로 조 절하거나 온도 조절함으로써 응고 시 상전이 속도를 변 화시키는 방법[12], 응고조 입수 전까지의 체류 시간과 습도 조절을 통하여 proto-membrane 구조를 결정한 후 응고조에 투입하여 고형화 시 특정 구조를 유도하는 VIPS (vapor induced phase inversion, 증기 유도 상전 이) 방법 등을 들 수 있다[13-19]. Proto-membrane 구조 를 결정한 후 응고조에 침지하는 방법은 VIPS-NIPS 공 정을 결합한 방법으로 통칭되어지며 비용매 첨가제로 diethylene glycol[14], 2-methoxyethanol[6], PVP (poly-vinylpyrrolidone)[16], PEG (poly(ethylene gly- col))[15,17-19] 등을 사용하여 VIPS-NIPS 공정을 적용 한 경우 정밀여과막의 유량 향상에 도움이 된다는 결과
들이 제시되었다. 특히 PVP과 PEG는 고분자 첨가제로 캐스팅 용액 내에서 macrovoid와 같은 거대 기공의 형 성을 억제하는데 유용한 것으로 알려져 있으며, 특히 PVP는 PEG와는 달리 응고 후 고형화되어 PES와 함께 잔존함으로써 멤브레인의 친수성을 향상시키는 역할을 한다[20]. 하지만 PVP 역시 세정 과정에서 추출되어지 거나 건조 및 가공 과정에서 화학적 변성이 일어난다고 알려져 있다[21].
본 연구에서는 상전이법에 의한 PSF 고분자 분리막 을 제조하는데 있어 고분자 첨가제로 캐스팅 용액 내에 서 macrovoid와 같은 거대 기공의 형성을 억제하는데 유용한 것으로 알려져 있는 PVP, PEG 고분자 첨가제 를 주성분으로 하며 첨가 시 급격한 구조 변화를 유발 하는 극성 비용매 첨가제로 aprotic 비용매 첨가제에 해 당하는 DMSO (dimethyl sulfoxide)와 portic 비용매 첨 가제에 해당하는 물을 첨가하여 캐스팅 용액을 제조하였 다. 극성 비용매 첨가제의 용매-비용매 치환 속도에 따른 멤브레인 내부 구조의 조절을 위하여 응고조에 극성 비 용매인 IPA (isopropyl alcohol)를 첨가하는 방법, 캐스팅 용액의 온도를 조절하기 위하여 캐스팅판을 저온으로 조 절하는 방법들을 통하여 최적화를 실시하였다.
2. 실 험
2.1. 멤브레인 제조
Fig. 1에 멤브레인의 제조 방법을 제시하였다. DMF ((주)삼성정밀화학, SFC-DMF)와 PEG (Fluka사, PEG 600), 물을 함께 넣은 혼합용액을 충분히 교반하여 균일 용액이 되게 한 후 PSF 고분자(Solvay사, UDEL P-3500 LCD)와 PVP (BASF사, Luvitec K-30)를 차례로 반응조 에 넣고 70°C에서 12시간 이상 교반하여 완전히 녹인 다. 격렬하게 교반하면서 DMSO (Sigma-Aldrich사)를 서서히 적하한 후 완전히 녹은 용액상태로 2시간 이상 유지되면 상온으로 온도를 떨어뜨린 후 감압 조건하에 서 천천히 교반하여 용액의 기포를 충분히 제거한다.
멤브레인의 제조는 용매치환 상전이법으로 이루어졌으 며 폴리에스터 필름 상에서 250 µm의 간격을 가지는 캐스팅 나이프를 이용하여 고분자 용액을 캐스팅하였 다. VIPS 조건을 균일하게 유지하기 위하여 상대 습도 60%, 외기 온도 19~20°C를 유지하였다. 용액의 온도 에 따른 상전이 속도 조절을 위하여 캐스팅 평판의 온 도는 4°C로 냉각한 조건과 상온의 냉각하지 않은 두
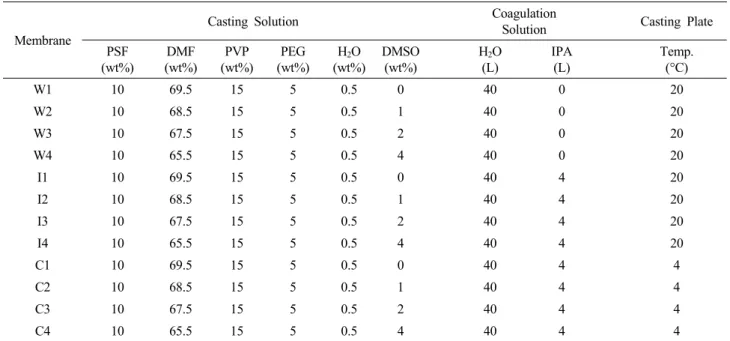
가지 조건으로 유지되었다. 캐스팅용액과 캐스팅 평판 간의 표면 접촉 시간은 캐스팅 후 12초로 일정하게 유 지하며 60%로 상대 습도를 유지한 상태로 상전이 공정 이 실시되었다. 응고조는 순수 응고조와 IPA (일본, 순 정화학)와 순수가 1 : 10으로 혼합된 응고조 두 가지가 사용되었다. 응고시간은 충분히 응고가 이루어지기까지 약 30분 이상 충분히 주었으며 이후 폴리에스터 필름에 서 고분자 멤브레인을 탈리시켰다. 잔여 DMF 용매를 제거하기 위하여 고분자 멤브레인을 60°C 이상의 물로 충분히 세정하였다. 세정 후 에어 블로우어로 표면의 용매를 제거한 후 90~95°C로 조절된 핫 드럼에서 멤브 레인 내부의 수분까지 완전히 제거하였다. Table 1에 각각 제조된 막을 캐스팅용액의 조성과 응고조의 조성, 캐스팅판의 온도와 연결하여 제시하였다.
2.2. 멤브레인 구조
분리막의 morphology 분석은 FE-SEM (Quanta 200 FEG, Chalmers co.)과 Flow Porometer (CFP-1200-AE, Porous Material Inc.)를 이용하여 분석하였다. FE-SEM 분석 시 단면, 표면 모두 탄소 코팅 전처리 후 고진공 고해상도 분석을 실시하였으며 특히 단면 분석 시료는 액화질소로 얼린 후 파쇄된 단면을 촬영하였다. Flow Porometer 분석에서 사용된 wet liquid는 galwick 용액 (Porous Material Inc.)을 사용하여 미세 압력 변화에 따
Fig. 1. Preparation procedure of asymmetric poylsulfone mem-
branes.
른 공기 투과도를 측정하였다. Microflow Porometer에 서 미세 압력에 따른 공기 투과량을 측정하였으며 표면 장력(γ)과 접촉각(θ)에 대한 측정값을 가지고 있는 wetting solvent (Galwick, Porous Material Inc.)를 사용 하여 식 (1)의 Cantor equation을 사용하여 각 압력에서 의 pore size (rp)를 계산한 후 식 (2)의 Hagen-Poiseuille equation으로 변환시켜 각 rp에 해당하는 pore의 분포량 을 계산하였다. 식 (2)에서 F는 공기 투과량, η는 Galwick 용액의 점도, n은 P 압력에서 rp의 기공의 크 기를 갖는 기공의 개수, L은 기공의 깊이를 의미한다.
식 (1)과 (2)을 이용하여 계산하여 각 공급압력에서의 mean pore size (평균 기공 크기), air permeability (공 기투과도), pore size distribution (공경 분산도) 값 등의 파라미터 계산이 가능하다[19,20].
P = 2 γ cosθ / rp (1)
(2)
2.3. 순수 투과성능평가
멤브레인 투과 성능 평가는 cross-flow cell (십자-흐 름 셀)에서 1.0 bar의 압력으로 실시하였다. 멤브레인 샘플의 투과 유효 면적은 28.5 cm2이며 필름에서 탈리
된 표면이 공급수 접촉면을 향하게 장착되었다. 멤브레 인의 투과수로는 증류수를 사용하였으며 투과 유량을 살펴보았다. 공급수의 유속은 1 L/min으로 조절되었으 며 25°C에서 투과량을 측정하였다. 유량은 아래 식 (3) 을 이용하여 계산하였다.
Flux (LMH/bar) = Q / (A⋅T⋅P) (3)
여기서 Q는 수 투과 부피, A는 유효 단면적, T는 운 전 시간, P는 구동압력을 의미한다.
2.4. Porosity
멤브레인의 공극률은 멤브레인의 면적 (A), 무게 (W), 두께 (T)를 각각 측정하여 각 고분자 밀도 (d)와 함께 아래 식 (4)를 이용하여 계산하였다. 공극률의 계산에 있어 재현성 확보를 위하여 1 bar로 압력을 고정한 양 면 고무 롤러로 압착함으로써 표면 수분을 제거한 후 무게를 측정하였다. 표면에 잔존한 수분은 표면장력으 로 흡수될 때까지 일정시간 기다린 후 더 이상 흡수되 지 않으면 섬유 티슈로 제거한 후 무게를 측정하였다.
P (porosity) =
·
·
× 100 (%) (4) Membrane
Casting Solution Coagulation
Solution Casting Plate PSF
(wt%)
DMF (wt%)
PVP (wt%)
PEG (wt%)
H2O (wt%)
DMSO (wt%)
H2O (L)
IPA (L)
Temp.
(°C)
W1 10 69.5 15 5 0.5 0 40 0 20
W2 10 68.5 15 5 0.5 1 40 0 20
W3 10 67.5 15 5 0.5 2 40 0 20
W4 10 65.5 15 5 0.5 4 40 0 20
I1 10 69.5 15 5 0.5 0 40 4 20
I2 10 68.5 15 5 0.5 1 40 4 20
I3 10 67.5 15 5 0.5 2 40 4 20
I4 10 65.5 15 5 0.5 4 40 4 20
C1 10 69.5 15 5 0.5 0 40 4 4
C2 10 68.5 15 5 0.5 1 40 4 4
C3 10 67.5 15 5 0.5 2 40 4 4
C4 10 65.5 15 5 0.5 4 40 4 4
Table 1. The Composition of the Casting Solutions, Coagulation Solution and Casting Plate Temperature
3. 결과 및 고찰
본 연구에서는 정밀여과에 사용될 수 있는 미세 다공 성 멤브레인의 비대칭성을 향상시키는 방법에 관하여 조사하였다. 단일막에서의 바람직한 멤브레인의 구조로 는 기계적 강도와 선택성을 얻기 위하여 sponge-like 구 조가 finger-like 구조에 비해 선호되어진다. 미세 다공 성 멤브레인의 수 투과량은 멤브레인의 두께, porosity (공극률), 평균 pore size, pore size의 분포, 활성층의 두께 등 여러 가지 변화 인자를 가지므로 특정 인자의 변화만으로는 그 해석이 어렵다. 하지만 sponge-like 구 조의 경우, 입자 크기에 대한 제거효율을 최대화하면서 유체 이동에 대한 저항을 최소화하기 위하여 제거 특성 이 결정되는 최소 기공층의 공경은 작고 두께는 얇으면 서 기저부의 공경, 공극률, 두께가 두꺼운 특성을 가질 때 우수한 성능을 나타내며 이러한 특성을 비대칭성을 가지는 sponge-like 구조라고 통칭되어진다.
상전이 공정으로 미세 다공성 멤브레인을 얻는 방법 으로는 NIPS 공정과 VIPS 공정이 널리 알려져 있다.
NIPS 공정은 멤브레인의 형성에 있어 먼저 고분자 용
액과 비용매의 직접 접촉을 통한 표면층 형성 단계, 표 면층에서 형성된 기공을 통하여 인입된 비용매(물)와 용액 내 용매의 치환에 의해 하층부의 상전이가 진행되 는 단계로 나뉘어 진행된다. 용매-비용매의 직접 접촉 은 치환 속도가 아주 짧은 시간에 일어나게 되며 그 결 과 표면층에서는 고밀도층의 미세 기공 구조를 가진다.
반면 조밀한 표면층은 비용매의 용액 내부로의 침투 속 도를 느리게 함으로써 내부 용액을 solvent-rich 영역과 polymer-rich 영역으로 상이 분리되면 고분자의 성장 조건을 조성하게 된다. 그 결과 비대칭 구조, finger-like 구조 및 macrovoid 등의 다양한 형태로 나타나게 된다 [22]. 반면, VIPS 후 NIPS 공정이 연속해서 일어날 경 우, 고분자 용액과 비용매의 직접 접촉이 일어나기 이 전에 비용매 증기를 접촉시켜 용액 표면에 template pore가 형성된다. 표면에서 먼저 상전이가 일정정도 진 행된 후 NIPS 공정의 비용매와 접촉이 일어나기 때문 에 NIPS 공정만 사용한 경우에 비해 VIPS - NIPS 연 속 공정의 적용은 내부 기공의 크기나 공극률, 비대칭 성 등의 조절이 용이하다[9,22-24]. VIPS-NIPS 연속 공 정에서의 template pore의 구조 결정은 용매와 비용매 의 solubility parameter, 용매와 고분자의 친화도, 용매 확산에 관련된 온도, 압력, 조성과 같은 열역학적 인자를 들 수 있다. 미세다공성 멤브레인의 제조에 있어 가장 널리 사용되고 있는 PSF 고분자, DMF 용매계에서 mac- rovoid 형성을 억제하는 첨가제로 이미 알려진 PVP와 PEG의 첨가는 sponge-like 구조를 가지는데는 탁월한 효 과를 보이나 첨가량에 따른 비대칭성 향상과 같은 구조 변화를 조절하기는 어려운 것으로 알려져 있다.
본 연구에서는 VIPS-NIPS 연속 공정을 통하여 표면 층에 skin layer를 형성시킨 후 형성되는 멤브레인 구조 조사를 실시하였다. VIPS-NIPS 연속 공정의 응고조 입 수 직전 캐스팅 판의 냉각에 의한 구조 변화를 각각의 캐스팅 용액과 응고조 용액의 조성에 따라 추적하였다.
캐스팅 용액은 PSF, PVP 용매계에 macrovoid 형성을 억제 및 친수성 향상 첨가제인 PVP와 PEG의 첨가가 이루어진 고분자 용액을 기본 조성으로 하며 비용매 첨 가제인 물, 물과의 혼화성이 우수한 DMSO 첨가 함량 을 구조 변화 인자로 선택하였다. 또한 응고조의 조성을 물, 물-IPA 혼합용액을 적용함으로써 비대칭성 구조가 제어가 어떻게 가능한지에 대한 경향성을 조사하였다.
Fig. 2에 DMSO 첨가제의 농도, 응고조 조성, 캐스팅 판의 온도를 멤브레인 내부 구조 조절 인자로 하여 얻
Fig. 2. Cross-sections of PSF membrane prepared by various
DMSO concentration, coagulation solution and temperature of
casting plate.
은 PSF 멤브레인의 FE-SEM 단면 사진을 제시하였다.
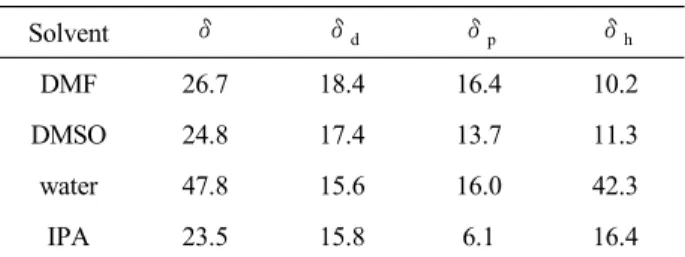
좌측의 세로열에 나열된 W1-W4 멤브레인은 IPA가 함 유되지 않은 순수 응고조에 얻은 멤브레인으로 DMSO 의 첨가량이 4 wt%에 이르려면 비로소 sponge-like 구 조가 나타나기 시작한다. W1, W2 멤브레인은 fin- ger-like 구조로도 보기 어려운 macrovoid 내부 구조를 가지며, W3 멤브레인은 finger-like 구조를, W4 멤브레 인은 sponge-like 구조를 나타낸다. 이는 물(δ = 47.8) 의 solubility parameter가 용매인 DMF (δ = 24.8)에 비해 큰 차이를 가지기 때문에 0.5 wt%의 소량 첨가된 물로도 PVP, PEG의 macrovoid 형성 억제를 상쇄할 수 있을 만큼의 급속 응고를 유발하였기 때문으로 추정된 다. DMSO (δ = 26.7)의 함량 증가는 DMF에 비해 상 대적으로 큰 solubility parameter 값을 가진다. 특히 DMF, DMSO와 같이 aprotic solvent의 경우 수소결합 을 할 수 없는 극성용매이므로 solubility parameter 중 극성 효과(δp, polar component) 값이 물과의 친수도를 결정하는 데 DMF의 δp 값은 13.7, DMSO δp 값은 16.4으로 물의 δp 값 16.0에 DMSO δp 값은 거의 유 사한 값을 보이며 물과 우수한 혼화성을 가진다고 할 수 있다. Solubility parameter (δ)는 다음 식 (5)으로 표현되며 여기서 δd는 분산 효과(dispersion compo- nent), δp는 극성 효과(polar component), δh는 수소결 합 효과(hydrogen bonding component)를 반영하는 sol- ubility parameter 값들이다. 본 연구에 사용된 DMF와 NMP 용매와 응고조 용액으로 사용된 물, IPA의 sol- ubility parameter 값들을 Table 2에 제시하였다[25].
(5)
중앙의 I1-I4 멤브레인은 물과 IPA가 10 : 1로 혼합된 응고조에 얻은 멤브레인이다. 전형적인 finger-like 구조 를 가지는 I1은 캐스팅 용액의 DMSO의 첨가 없이 응
고조의 IPA 혼합만으로도 W1, W2, W3 보다 잘 발달 된 finger-like 구조를 보인다. I1-I4 멤브레인 모두 표면 에 밀도가 큰 skin층을 가지고 있으며, I2-I4 멤브레인의 경우 표면 skin층 하부에 미세기공층이 형성되어짐을 보여준다. 표면 skin층의 출현은 이 공정이 NIPS-VIPS 공정의 영향을 받음을 의미하며 DMSO 함량이 높아짐 에 따라 표면층 하부의 최소기공층이 뚜렷이 나타나며 비대칭성이 향상되어짐을 볼 수 있다. 이러한 내부 구 조의 명확한 변화는 응고조의 IPA 첨가에 의한 결과로 보이며 δ 값이 고분자 용매 DMF와 유사한 값을 가지 면서 δh 값이 DMF보다 훨씬 큰 값을 가지는 결과로 추정된다. 즉 전체적인 극성은 DMF와 같은 유기 용매 의 수준을 가져 DMF와도 잘 섞일 뿐만 아니라, 수소 결합이 가능하여 혼화성 측면에서는 물과도 잘 섞이게 되며 그 결과 상전이 과정이 일어나는 영역에서 물과 IPA가 경쟁적으로 응고 비용매로 작용하게 됨을 의미 한다. 이는 응고를 유발하는 비용매인 물의 상대 농도 가 순수를 비용매로 하는 응고 용매계에 비해 낮아지게 됨을 의미한다. VIPS-NIPS 공정을 통하여 얻어진 멤브 레인의 경우 표면층의 준안정 상태에서 얻어진 표면 구 조가 비슷하다면 멤브레인의 내부 구조는 용매-비용매 의 치환 속도에 의존할 가능성이 높으며 비용매로 IPA 의 참여는 용매-비용매의 치환 속도를 늦추어 주며 그 결과 물/IPA 혼합 응고 용매가 solvent-rich 영역과 pol- ymer-rich 영역으로 구분되어지는 준안정상태를 경유하 여 응고가 진행되어지게 된다. 이러한 속도 차이로부터 sponge-like 구조 형성이 가능하게 되며 이때 DMSO의 함량은 용매-비용매 치환에 의해 침투해오는 비용매들 의 치환속도를 늦추어주는 완충작용을 하는 것으로 추 정된다. I2 멤브레인에 비해 I3, I4 멤브레인의 비대칭 성 증가 현상은 뚜렷이 관찰될 수 있는 결과로부터 DMSO의 상전이 속도 완충 효과를 확인할 수 있다. I3, I4 멤브레인의 비대칭성 비교에서는 큰 차이를 찾기 어 려웠는데 이는 캐스팅 용액, 응고조 조성에 따라 DMSO의 상전이 속도 완충 효과가 정비례하는 것은 아니며 특정 한계 농도가 있음을 보여주는 예라 할 수 있다. 본 연구의 캐스팅 용액 조성과 응고조 조성에서 는 DMSO의 첨가는 2중량% 이상에서는 큰 변화가 없 음을 보여주고 있다.
좌측의 C1-C4 멤브레인은 VIPS 공정 중 응고조 입 수전 캐스팅 용액을 4°C 냉각판에서 12초간 냉각시킨 후 물과 IPA가 10 : 1로 혼합된 응고조에 입수하여 얻
Solvent δ δd δp δh
DMF 26.7 18.4 16.4 10.2 DMSO 24.8 17.4 13.7 11.3
water 47.8 15.6 16.0 42.3
IPA 23.5 15.8 6.1 16.4
Table 2. Solubility Parameter Values of Casting Solvents and
Coagulation Solvents
은 멤브레인이다. 냉각판의 사용은 캐스팅 용액의 온도 강하를 통하여 용매-비용매의 치환 속도를 늦추어 주었 을 때 일어나는 단면 구조 변화를 확인하기 위해서이 다. NIPS-VIPS 공정의 전형적인 결과로 표면의 skin층 이 모두 나타나고 있으며 가장 특이한 점은 DMSO의 첨가 없이도 sponge-like 구조 형성이 가능하다는 것이 다. C1 멤브레인은 I2 멤브레인 수준의 비대칭 단면구 조를 가지며 C2-C4 멤브레인은 I3-I4 멤브레인 수준의 비대칭 단면구조를 가진다는 점이다. C1 멤브레인이 sponge-like 구조 형성이 가능하다는 것은 의미하는 바 가 크다. 동일한 용매와 비용매계에서도 온도와 같은 상전이 속도에 영향을 줄 수 있는 인자를 조절하면 단 면의 구조를 바꿀 수 있을 뿐만 아니라 단면 비대칭성 의 제어에 가능성을 보여주는 결과이다. 온도 냉각에 따른 C2-C4 멤브레인의 구조 변화에서는 큰 변화가 관 찰되지 않았는데 이는 I3, I4 멤브레인의 설명에서와 같 이 캐스팅 용액, 응고조 조성에 따라 DMSO의 상전이 속도 완충 효과가 정비례하는 것은 아니며 특정 한계 농도가 있음을 다시 한번 확인한 결과라 할 수 있다.
단, 냉각판의 적용이 DMSO의 상전이 속도 완충 효과 에 영향을 미쳤을 것이라 추정되는 근거로 C1에서 C4 로 변화하면서 그 두께가 점점 얇아진다는 점을 들 수 있다. 이는 유사한 단면 구조를 가지고 있다 하여도 응 고 시 고분자 밀도는 점점 높아지고 있음을 의미한다.
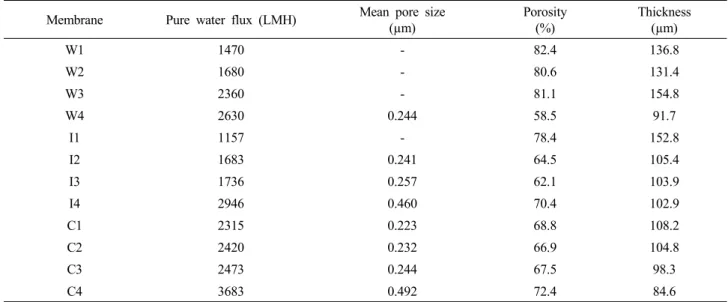
Table 3에 제조된 멤브레인들의 순수 투과능, 평균 기 공 크기, 공극률 및 단면 두께에 대한 결과를 실었다. 상
전이에 의해 얻어지는 고분자 분리막의 경우 침지 비용 매와 직접 접촉을 이루는 표면층과 표면층 기공을 통하 여 용매-비용매 치환이 이루어지는 내부 구조간의 기공 크 기 분포가 달라진다. 제조된 분리막의 기공 크기를 평가하 는 방법으로는 크기가 서로 다른 입자의 입도 분석을 통하 여 분리막을 투과한 후의 상대적 제거 성능을 평가하는 직 접 여과법과 Cantor equation을 이용하여 미세 압력에 따 른 공기 투과량 측정하여 pore size (rp)를 계산한 후 Hagen-Poiseuille equation으로 변환시켜 각 rp에 해당하는 pore의 분포량을 계산하는 Microflow Permporometer 분 석법이 있다. Microflow Permporometer 분석법을 이용하 여 각 PSF 분리막의 기공 분포를 Table 3에 나타내었다.
평균 기공 크기는 sponge-like 구조를 가지는 멤브레인만 측정이 가능하였는데 이는 macrovoid를 가지는 멤브레인 의 경우 최대 기공을 통하여 빠져나오는 기체 투과량이 너무 커서 microporometer를 통하여 얻는 평균기공값에 대한 신뢰도를 얻을 수 없을 만큼 비정상적인 결과가 얻어졌기 때문에 측정값을 실을 수 없었다. Sponge-like 구조를 가지는 멤브레인의 경우 최소 기공층의 평균 공 경은 C1의 0.223 µm가 가장 작은 값을 보이고 있다.
I2, I3 멤브레인의 평균 기공 크기는 DMSO의 함량이 늘어나면서 서서히 증가는 결과를 보이다가 I4 멤브레 인의 평균 기공 크기가 갑자기 0.460 µm으로 증가함을 볼 수 있다. 이는 C1-C4 멤브레인에서도 유사한 결과 를 나타낸다. 거의 작은 폭으로 증가하던 C1-C3 멤브 레인의 평균 기공크기가 C4 멤브레인이 되면서 갑자기 Membrane Pure water flux (LMH) Mean pore size
(µm)
Porosity (%)
Thickness (µm)
W1 1470 - 82.4 136.8
W2 1680 - 80.6 131.4
W3 2360 - 81.1 154.8
W4 2630 0.244 58.5 91.7
I1 1157 - 78.4 152.8
I2 1683 0.241 64.5 105.4
I3 1736 0.257 62.1 103.9
I4 2946 0.460 70.4 102.9
C1 2315 0.223 68.8 108.2
C2 2420 0.232 66.9 104.8
C3 2473 0.244 67.5 98.3
C4 3683 0.492 72.4 84.6
Table 3. Characterization of PSF Membranes on Pure Water Flux and Morphological Properties
0.492 µm으로 증가함을 보였다. DMSO의 함량이 일정 량을 넘어서면 VIS-NIPS 공정에서 형성된 표면 skin층 하부의 최소기공층의 형성 속도에도 영향을 주며 기공 크기나 공극률이 급격하게 증가하는 결과를 가져오는 결과를 보여준다. 표면 skin층을 침투해온 비용매들이
빠른 상전이를 통하여 작은 기공을 형성하여야 하나 캐 스팅 용액 내 DMSO의 일정량 존재 시 용매-비용매 계 면에서 용매 치환이 느려지는 한계 농도에 해당하는 것 으로 해석할 수 있다.
일반적으로 sponge-like 구조를 가지는 분리막의 활 성층 최대 기공의 크기가 공극률과 유사한 경향성을 가 진다. 공극률값은 전체 분리막 구조 내의 기공과 고분 자 체적의 비로 sponge-like 구조를 가지는 분리막에서 는 대체로 그 경향성이 일치한다. VIPS-NIPS와 같이 표면 skin층을 먼저 에멀젼화 시킨 후 침지되는 분리막 제조법에서는 표면 skin층의 구조, 두께, 용매-비용매 치환이 최초로 일어나는 영역의 pore density에 따라 변 화가 급격한 것이 특징이다. Table 3에서 보여지는 I4 멤브레인과 C4 멤브레인의 갑작스런 공극률 향상도 최 소기공층의 비이상적인 성장과 관련이 클 것으로 예상 되며 이는 DMSO의 높은 농도가 전체 단면 구조에서 는 영향을 크게 줄 수 없으나 최소기공층의 크기 및 공 극률에는 커지는 경향성을 가짐을 보여준다.
DMSO의 첨가에 따른 멤브레인 형성 후 두께는 Table 3의 I2-I4 멤브레인 두께값에서 볼 수 있듯이 상 온에서는 거의 미치는 영향이 없는 것으로 보인다. 반 면 냉각 후 캐스팅된 C1-C4 멤브레인의 경우 DMSO 함량이 늘어남에 따라 확연히 두께가 감소하는 것을 보 여주고 있다. 앞에서 기술한 DMSO 첨가에 의한 상전 이 속도 제어 효과가 특히 냉각판에서 냉각된 캐스팅 용액에서 더 확연하게 차이를 나타냄을 보여주는 결과 이다.
4. 결 론
본 연구에서는 VIPS-NIPS공정을 이용한 상전이법을 통하여 PSF 고분자 분리막을 제조하는데 있어, 멤브레 인의 비대칭성을 극대화하기 위하여 비용매 첨가제인 물을 첨가한 고분자 용액으로 상전이를 실시하였다. 소 량의 물 첨가만으로도 극단적인 macrovoid 단면 구조 를 나타내었으며 이를 안정적인 sponge-like 구조로 얻 어내기 위한 인자로 물/IPA 혼합용액을 응고조 비용매 로 사용하는 방법, 물과 혼화성이 우수한 DMSO를 고 분자 캐스팅 용액의 첨가제로 가하는 방법, 그리고 냉 각판을 사용한 온도 강하 후 응고조에 인입시킴으로써 용매-비용매 치환속도를 조절하는 방법들을 적용한 결 과 다음과 같은 결론을 얻을 수 있었다.
(a)
(b)
(c)
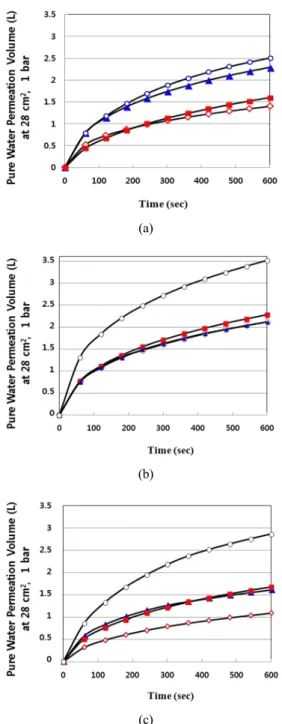
Fig. 3. Pure water flux of PSF membranes prepared by various
DMSO concentration, coagulation solution and temperature of
casting plate; (a) W1(◇), W2(■), W3(▲), W4(○), (b) I1(◇),
I2(■), I3(▲), I4(○), and (c) C1(◇), C2(■), C3(▲), C4(○).
1. 물/IPA 혼합용액을 응고조 비용매로 사용하는 것 만으로는 macrovoid 구조를 finger-like 구조로 바꾸는 변화에 그쳤으나 냉각판을 사용하여 캐스팅 용액을 냉 각시킨 후 응고조에서 상전이를 유도한 경우 낮은 수준 의 비대칭 sponge-like 구조를 얻을 수 있었다.
2. DMSO의 첨가에 따른 분리막의 구조가 가지는 특 징으로 응고조 비용매로 순수를 사용하였을 경우 DMSO 함량이 4중량%, 응고조 비용매로 물/IPA 혼합용액을 사 용하였을 경우 DMSO 함량이 1중량%의 캐스팅 용액으 로 상전이 하였을 때 비대칭 sponge-like 구조를 얻을 수 있었다.
3. 응고조 비용매로 물/IPA 혼합용액을 사용하였을 경우 DMSO 함량이 4중량%의 캐스팅 용액으로 제조 한 분리막의 경우 평균 기공이 0.46~0.49 µm, 공극률 도 70~72%로 급격히 커지며 비대칭성 향상되는 결과 를 얻을 수 있었다.
감 사
본 연구는 이공분야기초연구사업인 일반연구자 지원 사업(NRF-2012-0009576) 과제와 동의대학교 교내 연 구과제(2014AA030)의 지원에 의해 수행되었으며 이에 감사드립니다.
Reference
1. H. Nelson, R. Singh, R. Toledo, and N. Singh,
“The use of a submerged microfiltration system for regeneration and reuse of wastewater in a fresh-cut vegetable operation”, Sep. Sci. Technol., 42, 2473 (2007).
2. R. van Reis and A. Zydney, “Bioprocess mem- brane technology”, J. Membr. Sci., 297, 16 (2007).
3. M. Mulder, “Basic Principles of Membrane Technology”, pp. 71-89, Kluwer Academic Publishers, London (1996).
4. G. Belfort, R. H. Davis, and A. L. Zydney, “The behaviour of suspensions and macromolecular sol- utions in crossflow microfiltration”, J. Membr. Sci., 96, 1 (1994).
5. D. B. Mosqueda-Jimenez, R. M. Narbaitz, T.
Matsuura, G. Chowdhury, G. Pleizier, and J. P.
Santerre, “Influence of processing conditions on the properties of ultrafiltration membranes”, J.
Membr. Sci., 231, 209 (2004).
6. S.-J. Shin, J.-P. Kim, H.-J. Kim, J.-H. Jeon, and B.-R. Min, “Preparation and characterization of polyethersulfone microfiltration membranes by a 2-methoxyethanol additive”, Desalination, 186, 1 (2005).
7. N. Kim, C.-S. Kim, and Y.-T. Lee, “Preparation and characterization of polyethersulfone membranes with p-toluenesulfonic acid and polyvinylpyrrolidone additives”, Desalination, 233, 218 (2008).
8. B. G. Park, S.-H. Kong, and S. Y. Nam, “Phase Behavior and Morphological Studies of Polysulfone Membranes; The Effect of Alcohols Used as a Non-solvent Coagulant”, Membr. J., 15, 272 (2005).
9. M. Han, “Effect of Nonsolvent Additive in Casting Solutions on Polysulfone Membrane Preparation”,
Membr. J., 6, 157 (1996).
10. J. M. Greenwood, J. S. Johnson, and M. J. Witham,
“Preparation of polyethersulfone membranes”, US Patent, 6,056,903, May 2 (2000).
11. W. J. Wrasidlo, “Dispersing casting of integral skinned highly asymmetric polymer membranes”, US Patent, 4,774,039, Sep 9 (1988).
12. R. F. Zepf, “Ultraporous and microporous mem- branes and method of making membranes”, US Patent, 5,171,445, Mar 26 (1992).
13. V. P. Khare, A. R. Greenberg, and W. B. Krantz,
“Vapor-induced phase separation-effect of the hu- mid air exposure step on membrane morphology.
Part I. Insight from mathematical modeling”, J.
Membr. Sci., 258, 140 (2005).
14. J. F. Li, Z. L. Xu, and H. Yang, “Microporous polyethersulfone membranes prepared under the combined precipitation conditions with non-solvent additives”, Polym. Adv. Technol., 19, 251 (2008).
15. Y. Liu, G. H. Koops, and H. Strathmann,
“Characterization of morphology controlled poly- ethersulfone hollow fiber membrane by the addi- tion of polyethylene glycol to the dope and bore liquid solution”, J. Membr. Sci., 223, 187 (2003).
16. R. M. Boom, H. W. Reinders, H. H. W. Rolevink, Th. van den Boomgaard, and C. A. Smolders,
“Equilibrium thermodynamics of a quaternary membrane-forming system with two polymers”, I.
Experiments, Macromolecules, 27, 2041 (1994).
17. R. M. Boom, I. M. Wienk, Th. Van den Boomgaard, and C. A. Smolders, “Microstructures in phase inversionmembranes. Part 2. The role of a polymeric additive”, J. Membr. Sci., 73, 277 (1992).
18. B. Chakrabarty, A. K. Ghoshal, and M. K. Purkait,
“Effect of molecular weight of PEG on membrane morphology and transport properties”, J. Membr.
Sci., 309, 209 (2008) .
19. J. H. Kim and K. H. Lee, “Effect of PEG additive on membrane formation by phase separation”, J.
Membr. Sci., 138, 153 (1998).
20. I. F. Wang, R. A. Morris, and R. F. Zepf, “Highly asymmetric, hydrophilic, microfiltration membranes having large pore diameters”, US Patent, 7,125,493, Oct 24 (2006).
21. J. J. Qin, M. H. Oo, and Y. Li, “Development of high flux polyethersulfone hollow fiber ultra- filtration membranes from a low a critical solution temperature dope via hypochlorite treatment”, J.
Membr. Sci., 247, 137 (2005).
22. B. Jung and N. Kim, “Preparation and Characterization of Microfiltration Membranes for Water Treatment”,
Membr. J., 24, 50 (2014).
23. S. Choi, S. Park, B. Seo, S. Nam, and M. Han,
“Effect of Propionic Acid Additive on Preparation of Phase Inversion Polysulfone Membrane”, 18, 317 (2008).
24. B. G. Park, S.-H. Kong, and S. Y. Nam, “Phase Behavior and Morphological Studies of Polysulfone Membranes; The Effect of Alcohols Used as a Nonsolvent Coagulant”, Membr. J., 15, 272 (2005).
25. Allan F. M. Barton, “Handbook of Solubility Parameters and other cohesion parameters”, pp.
153-157, CRC Press, Boca Raton, FL (1983).