Online ISSN: 2288-7253 DOI: https://doi.org/10.14579/MEMBRANE_JOURNAL.2017.27.3.273
1. 서 론
1)
정밀여과막은 정수공정, 하폐수 공정 등의 수처리 전 반에서의 전처리 여과 소재로서 널리 적용되어 왔으나 최근 산업의 고도화 따라 식품 분야, 바이오 산업 분야, 제약 산업 분야, 음용수 공정 등 고부가가치 산업에 있 어 막분리 여과 소재로 그 활용이 점점 확대되고 있다 [1-3]. 특히 바이오 분야에서는 인체에 투약 혹은 음용 하는 의약제품의 특성을 고려한 초일류 수준의 박테리
아 제거율 LRV (log reduction value) 7 이상이 요구되 어지고 있으며 인체무해성 FDA (U.S. Food and Drug Administration) 인증 및 용출성을 포함한 청정도 또한 중요한 지표로 자리잡고 있다. 높은 유량과 제거 효율 외에도 내오염성을 발현하는 멤브레인 제조기술 또한 정밀여과막의 성능 결정에 중요한 지표이다[2].
역삼투, 나노여과, 한외여과 등 대부분의 수처리용 멤브레인을 이용한 분리 공정은 cross-flow를 기반으로 이루어지는 여과 공정으로 공정 운전 상의 물리⋅화학
†Corresponding author(e-mail: [email protected], http://orcid.org/0000-0002-9506-8280)
술폰산기를 가지는 폴리에테르술폰 첨가제를 이용한 폴리술폰 정밀여과막의 제조
김 노 원†⋅정 보 람
동의대학교 환경공학과
(2017년 6월 19일 접수, 2017년 6월 27일 수정, 2017년 6월 29일 채택)
Preparation of Polysulfone Microfiltration Membranes by a Sulfonated Polyethersulfone Additive
Nowon Kim† and Boram Jung
Department of Environmental Engineering, Dong-Eui University, Busan 47340, Korea (Received June 19, 2017, Revised June 27, 2017, Accepted June 29, 2017)
요 약: 폴리술폰 고분자는 비대칭 정밀여과 멤브레인 제조에 가장 널리 사용되는 고분자 소재이다. 폴리술폰 멤브레인은 소수성 특성으로 인하여 공정상에서 빠른 막오염이 일어난다. 고분자 블렌딩은 폴리술폰 멤브레인의 수명을 향상시키는데 있 어 가장 간단하고 효과적인 방법이다. sPES는 폴리술폰 블렌딩 방법을 통하여 소수성을 해결할 수 있는 유용한 친수성 고분자 이다. 본 연구에서는 PSF/sPES/DMF/PVP/BE 고분자 용액을 물에 침지시켜 정밀여과 멤브레인을 제조하였다. 캐스팅 용액에 소량의 sPES 첨가함으로써 정밀여과 멤브레인 구조 변화를 볼 수 있었다. sPES의 첨가는 높은 비대칭성과 활성층의 성장, 그 리고 평균 기공 크기의 감소를 가져왔다. 하지만 수투과량은 PSF/sPES/DMF/PVP/BE로 만든 멤브레인이 PSF/DMF/PVP/BE로 만든 멤브레인에 비해 더 큰 값을 보였다.
Abstract: Polysulfone (PSF) is one of an important polymer that has been widely used in the manufacture of asym- metric microfiltration (MF) membranes. PSF membrane is considered as hydrophobic membrane that easily fouled during membrane operation process. The blending method is an effective method for improving the fouling resistance of PSF membranes. sPES (sulfonated polyethersulfone) is one of the useful polymers that can be used in PSF polymer blend meth- od to improve hydrophilicity of PSF membranes. In this study, microfiltration polymer membranes were prepared by using PSF/sPES/PVP/BE/DMF casting solution and water coagulant. The morphology of MF membranes was changed by addition of a small amount of sPES in casting solution. The morphology of the sPES added membranes was changed into a highly asymmetric structure. The active layer grew and mean pore size was decreased by addition of sPES. However, the water flux of PSF/sPES/DMF/PVP/BE membrane was higher than that of PSF/DMF/PVP/BE membrane.
Keywords: phase inversion, microfiltration, sulfonated polyethersulfone, polysulfone
적 세정이나 수력학적 조건을 조정함으로써 멤브레인 수명을 연장하는 방법들이 소재 자체의 내구성 개선 방 법에 비하여 더 선호되고 있다. 반면 dead-end flow를 기반으로 이루어지는 정밀여과막은 수처리 공정 조건 의 변화로는 오염성의 조절이 어려운 특징을 가지고 있 어 소재 자체의 낮은 오염성을 가지는 특성이 매우 중 요한 특성이라 할 수 있다.
정밀여과막의 성능은 멤브레인의 소재 특성, 표면 구 조, 내부 기공 구조 등 다양한 원인에 의하여 조절될 수 있다. 친수성, 기계적 강도, 화학적 안정성 등 소재 가 가지는 특성 뿐만 아니라 멤브레인의 기공 형성 단 계에서 결정되는 표면 기공 밀도, 활성층 기공 크기의 균일도, 활성층의 두께, 공극률, 단면상의 비대칭성 등 의 특성은 기계적 강도, 화학적 내구성, 열적 안정성, 유 량, 제거효율, 내오염성 등의 멤브레인 특성을 결정하는 중요 인자들이다. 정밀여과 공정의 적용 범위가 다양해 짐에 따라 정밀여과막의 제조에 있어 고려해야 할 요소 로 공정에서의 경제성을 결정하는 투과특성을 들 수 있 다. 그중 오래전부터 최근까지 지속적으로 가장 중요하 게 다루어져온 특성은 입자 크기에 따른 투과 선택성과 높은 유량, 그리고 낮은 오염성을 들 수 있다[4,5].
본 연구에서 다루고자 하는 고분자 정밀여과막은 단 일막으로 다음과 같은 특성을 가지고자 하였다. 첫 번 째로 비대칭성을 향상시킴으로써 내오염성에 적합한 구조를 구현하고자 하였다. 둘째로는 활성층의 두께를 최소화함으로써 멤브레인 저항에 의한 유량 감소를 최 소화하고자 하였다. 셋째로는 활성층 기공 분포를 좁힘 으로써 제거율 향상을 이루고자 하였다.
이를 구현함에 있어 술폰계 고분자를 사용하였다. 술 폰계 고분자들은 기계적 강도, 화학적 안정성, 열적 안 정성을 가지고 있을 뿐만 아니라 유기용매-물 간의 상 전이 공정(NIPS, nonsolvent induced phase separation) 을 이용한 고분자 멤브레인 형태로 제조하는데 있어서 유용한 소재이다[5-9].
일반적으로 알려져 있는 방법으로는 NIPS 공정 조건 에서 유량은 작으나 분리 성능과 유량을 확보할 수 있 는 고분자/용매/비용매계의 조성을 결정한 후 이를 바 탕으로 비용매 첨가제[10], 기공 형성제, 친수성 고분자 등의 화합물을 단독 또는 조합하여 캐스팅 용액 조성을 미세하게 바꾸는 방법[11]과 같이 캐스팅 용액의 조성 을 변화시키는 방법이 가장 많이 사용되어지고 있다.
또한 응고조에 비용매 첨가제를 일정 조성 이상으로 조
절하거나 온도 조절함으로써 응고 시 상전이 속도를 변 화시키는 방법[12], 응고조 입수 전까지의 체류 시간과 습도 조절을 통하여 멤브레인 전구체 구조를 결정한 후 응고조에 투입하여 고형화 시 특정 구조를 유도하는 VIPS (vapor induced phase inversion, 증기 유도 상전 이) 방법과 같이 상전이 공정 조건을 변화하는 방법도 적용될 수 있으나 이는 소재와 용매의 특성에 의존하므 로 미세한 조절 및 개선은 어려운 것으로 확인되었다 [6]. 멤브레인 전구체 구조를 결정한 후 응고조에 침지 하는 방법이 비용매 첨가제로 가능한 것으로 알려졌으 며 비용매 첨가제 사용 후 VIPS-NIPS 공정을 적용한 경우 정밀여과막의 유량 향상에 도움이 된다는 결과들 이 제시되었다[5,6,13-19].
PVP (polyvinylpyrrolidone)는 고분자 첨가제로 캐스 팅 용액 내에서 거대 공극(macrovoid)과 같은 거대 기 공의 형성을 억제하는데 유용한 것으로 알려져 있으며, PVP는 응고 후 고형화되어 PES (polyethersulfone)와 함께 잔존함으로써 멤브레인의 친수성을 향상시키는 역할을 한다[20]. 하지만 PVP 역시 세정 과정에서 추출 되어지거나 건조 및 가공 과정에서 화학적 변성이 일어 난다고 알려져 있어 제막 과정에만 관여하고 세정 시 모두 제거되는 것이 바람직하므로 최소량의 사용과 세 정이 용이한 작은 분자량의 선택이 중요하다고 할 수 있다[21].
PSF (polysulfone)는 멤브레인의 제조, 가공, 투과 특 성, 물리⋅화학적 내구성, 기공 구조의 조절 등이 용이 하여 정밀여과막 제조에는 아주 적합한 소재이나 고분 자 자체가 가지는 혐수성 특성 때문에 오염에 취약하다 는 단점을 가지는 것으로 알려져 있다. PSF 고분자가 가지는 혐수성을 낮추기 위하여 sulfonated poly- ethersulfone (sPES)를 블렌딩하여 제막을 실시하였다.
상전이 공정 과정에서의 용액의 친수화를 위하여 PVP 를 함께 사용하였으며 표면 기공 밀도 조절을 위하여 기공 형성제(pore former)로 2-butoxyehtanol (BE)을 사 용하였다. PVP와 BE의 상전이 공정에서의 역할은 선 행 연구에서 밝힌 바 있다[5].
PVP와 BE 같은 기공 형성제나 친수성 고분자의 첨 가는 NIPS, 비용매 유도 상전이) 공정에서의 고분자-용 매-비용매계에서 멤브레인 구조를 급격히 변화시켜 기 공 구조의 조절을 어렵게 하여 앞에서 언급한 표면 기 공 밀도, 활성층 기공 크기의 균일도, 활성층의 두께, 공극률, 단면상의 비대칭성이 한꺼번에 제어하는 것이
사실상 불가능하다.
본 연구에서는 sPES 첨가를 하지 않은 blank 실험에 서 PVP와 BE 첨가만으로 얻은 멤브레인 구조가 표면 기공 밀도, 활성층 기공 크기의 균일도, 활성층의 두께, 공극률, 단면상의 비대칭성에 영향을 미치지 않는 상태 에서의 농도를 확인하였다. 이후 sPES 첨가한 고분자 용액에서 제조된 멤브레인과의 구조 및 특성을 조사함 으로써 극성 관능기를 가지는 고분자의 함량, 용매의 종류, 용매의 혼합에 따른 멤브레인의 구조 및 투과 특 성을 조사하였다.
2. 실 험
2.1. 재료
본 연구에 사용된 지지체로는 폴리에스터 필름(PET film, SK Chemical, Skyrol)을 공급받아 폭 250 mm, 길 이 200 mm의 sheet 상으로 자른 후 glass plate 상에서 고정한 후 사용하였다. 주 재료로 고분자는 PSF (Solvay, Udel P-3500 LCD MB)를 사용하였으며 용매로는 공업 용 dimethylformamide (DMF, Lotte Fine Chemicals) 또는 시약급 dimethylacetamide (DMAC, Aldrich)를 사 용하였다. 술폰산 치환기를 가지는 고분자로는 sPES (KONISHI Chemicals Inc., Japan)의 Mw. 90,000, 술폰 화도 36%의 시약을 공급받아 사용하였다.
팽윤제로는 PVP (BASF, Luviskol K30 Powder)를 사용하였다. 표면 기공 형성제로 BE (Aldrich)는 시약 급을 구입하여 사용하였다.
2.2. 제막
용매를 조액 장치에 넣고 교반하면서 PSF, PVP, PA 및 sPES를 첨가한다. 멤브레인 제막용 고분자 PSF와 sPES의 함량은 총합이 14.1%가 되게 조절하였으며 용 매인 DMF, DMAc, NMP는 각각 또는 합이 73.4wt%가 되게 조절하였다. 친수성 첨가제 PVP와 기공형성제 PA 는 각각 10.9, 1.04 wt%로 고정하여 조액하였다. 온도 를 60°C로 고정시킨 후 질소 충진하에서 24시간 교반 한다. 진공 상태로 8시간 이상 보관하여 기포를 제거한 후 40°C의 용액 상태로 보관한다. Table 1에 각 고분자 용액의 조성을 제시하였다.
제조한 고분자 용액을 폴리에스터 필름에 150 µm의 두께를 갖는 casting knife로 고정하여 실시하였다. 상전 이 공정의 비용매로는 물을 사용하였고 응고하기 위한 물의 온도는 20-23°C로 유지하였다. 상전이 과정을 통 하여 하얀 색의 고분자 멤브레인이 폴리에스터 필름 상 PSF (wt%) sPES (wt%) Solvent (wt%) PVP (wt%) PA (wt%) Blank
PSF/DMF PSF/NMP PSF/DMAc PSF/NMP/DMAc
14.1 14.1 14.1 14.1
0 0 0 0
DMF 73.4 NMP 73.4 DMAc 73.4 NMP 7.34 DMAc 66.1
10.9 10.9 10.9 10.9
1.04 1.04 1.04 1.04
PSF-sPES/DMF
PSF-sPES1/DMF PSF-sPES1.5/DMF
13.6 13.0
1.09 1.53
DMF 73.4 DMF 73.4
10.9 10.9
1.04 1.04 PSF-sPES/NMP/DMAc
PSF-sPES1//NMP/DMAc PSF-sPES1.5//NMP/DMAc
13.6 13.0
1.09 1.53
NMP 7.34 DMAc 66.1 NMP 7.34 DMAc 66.1
10.9 10.9
1.04 1.04 Table 1. The Composition of Casting Solution
PSF
sPES
Fig. 1. Chemical structure of PSF and sPES.
에서 얻어진다. 40°C 이상으로 온도가 유지되는 세정조 로 이동시켜 충분히 씻어준 후 다시 상온의 순수로 옮 긴 후 PES 고분자 멤브레인과 폴리에스터 필름을 탈리 시킨다. 이때 캐스팅 및 응고조 입수 체류 시간은 실험 조건에 따라 달리한다. 세정이 끝난 멤브레인은 증류수 에 24시간 보관하였다.
2.3. 멤브레인 구조 분석
멤브레인의 모폴로지 분석은 FE-SEM을 이용한 이미 지 분석과 공기 투과를 이용한 Microflow Porometer 분 석을 통하여 실시하였다. FE-SEM (Quanta 200 FEG, Chalmers co.)을 이용하여 실시되었으며 단면과 표면 사진을 촬영하였다. FE-SEM 분석 시 단면, 표면 모두 탄소 코팅 전처리 후 고진공 고해상도 분석을 실시하였 으며 특히 단면 분석 시료는 액화질소로 얼린 후 파쇄 된 단면을 촬영하였다. 단면 분석에서는 멤브레인의 내 부 구조의 변화를 관찰하였으며 표면에서는 활성층의 구조와 기공 밀도가 조사되었다.
멤브레인의 average pore size, air permeability, pore size distribution 값을 Microflow Porometer (CFP- 1200-AE, Porous Material Inc.)를 이용하여 측정하였 다. Microflow Porometer에서 미세 압력에 다른 공기 투과량을 측정하였으며 표면장력(γ)과 접촉각(θ)에 대 한 측정값을 가지고 있는 wetting solvent (Galwick, Porous Material Inc.)를 사용하여 식 (1)의 Cantor equation을 사용하여 각 압력에서의 pore size (rp)를 계 산한 후 식 (2) Hagen-Poiseuille equation으로 변환시켜 각 rp에 해당하는 pore의 분포량을 계산하였다. 식 (2) 에서 F는 공기 투과량, η는 Galwick 용액의 점도, n은 P 압력에서 rp의 기공의 크기를 갖는 기공의 개수, L은 기공의 깊이를 의미한다. 식 (1)과 (2)를 이용하여 각 공급압력에서의 average pore size, air permeability, pore size distribution 값 등의 파라미터 계산하였다. 또 한 기공이 터지는 시점까지 압력을 서서히 증가시켜 bub- ble point pressure를 측정하였다[22].
P = 2 γ cosθ / rp (1)
(2)
2.4. 수 투과량 측정
멤브레인 투과 성능 평가는 cross-flow cell (십자-흐 름 셀)에서 1.0 bar의 압력으로 실시하였다. 멤브레인 샘플의 투과 유효 면적은 28.5 cm2이며 폴리에스터 필 름에서 탈리된 표면이 공급수 접촉면을 향하게 장착되 었다. 멤브레인의 투과수로는 증류수를 사용하였으며 투과 유량을 살펴보았다. 공급수의 유속은 1 L/min으로 조절되었으며 19-21°C에서 투과량을 측정하였다. 유량 은 아래 식 (3)을 이용하여 계산하였다[5].
Flux (LMH/bar) = Q / (A⋅T⋅P) (3)
여기서 Q는 수 투과 부피, A는 유효 단면적, T는 운 전 시간, P는 구동압력을 의미한다.
2.5. 공극률 측정
멤브레인의 공극률은 멤브레인의 면적(A), 무게(W), 두께(T)를 각각 측정하여 각 고분자 밀도(d)와 함께 아 래 식 (4)를 이용하여 계산하였다. 건조된 상태의 멤브 레인의 무게를 먼저 측정하였다. 동일 시편을 물에 침 지한 후 고무 롤러로 압착함으로써 표면 수분을 제거하 였으며 표면에 잔존한 수분은 표면장력으로 흡수될 때 까지 일정시간 기다린 후 더 이상 흡수되지 않으면 섬 유 티슈로 제거한 후 무게를 측정하였다[5].
P (porosity) =
∙
∙
× 100 (%) (4)
2.6. 염료 확산 테스트
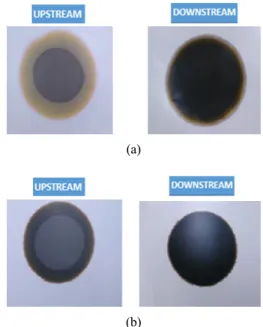
표면의 기공 밀도 및 활성층의 구조 예측을 위하여 염료 확산 테스트를 실시하였다. 멤브레인의 시편을 적 당한 크기로 자른 후 upstream 표면과 downstream 표 면에 각각 500 µL의 잉크 방울을 떨어뜨린 후 3분간 수평으로 고정하여 방치한다. upstream 표면과 down- stream 표면의 잉크 확산 현상을 사진으로 촬영하여 비 교하였다.
3. 결과 및 고찰
본 연구에서는 정밀여과용 미세 다공성 멤브레인의 비대칭성을 향상시키는 방법에 관하여 조사하였다. 정 밀여과에 사용되는 sheet 형태의 멤브레인은 절곡하여
정수 여과 공정에 사용될 수 있으며 sheet 형태의 다른 수처리 멤브레인과 달리 멤브레인 지지체를 가지지 않 는다. 바람직한 sheet 형태의 정밀여과 멤브레인의 구조 로는 높은 여과 효율, 높은 투수성과 더불어 높은 기계 적 강도를 가져야 한다. 높은 여과 효율을 위하여 활성 층의 평균 기공 크기가 일정하여야 하며 높은 투과성을 위하여 활성층(downstream layer)의 두께를 최대한 줄 여야 한다. 지지층을 가지지 않는 단일막이므로 기계적 강도를 가지기 위하여 기저층(upstream layer)의 기공은 크면서도 고분자 조직은 강도를 가지는 구조를 가져야 한다. 본 연구에서는 전하를 띄는 sPES 고분자 첨가제 를 이용하여 기저층의 구조를 강도가 향상된 구조로 개 선하고자 하였다.
제조된 고분자 분리막 용액 및 분리막의 물리적 특성 을 Table 2에 정리하였다. 본 연구에서는 용매, PVP, BE 첨가량은 고정하여 사용하였다. BE는 멤브레인 기 공형성에 급격한 변화를 가져오는 비용매 첨가제로 선 행 연구에서 확인되어 과량의 첨가제를 투여하는 것이 오히려 분리막의 제거 성능을 비교하는데 방해가 될 것 으로 판단되어 1.04 wt%의 첨가량으로 고정하여 고분 자 용액을 준비하였다[21]. PVP 역시 친수성 고분자로 멤브레인 기공 형성효과를 나타내려면 약 20 wt%까지 사용이 가능하다. 그러나 본 연구에서는 sPES의 혼용 효과를 극대화하기 위하여 PVP의 효과가 멤브레인 기 공 구조에 영향을 주지 않는 양으로 확인된 10.87 wt%
로 첨가량을 고정한 후 제막을 실시하였다. PSF 고분자 와 sPES 고분자의 총량이 14.1%로 고정함으로써 sPES 고분자의 함량에 따른 멤브레인의 구조 변화 및 투과 특성 변화를 살펴보고자 하였다.
PVP와 BE가 첨가된 고분자 용액의 제막 특성 중 가
장 특이한 것은 DMF 용매계와 NMP, DMAc 용매계에 서 나타난 두께 차이이다. Table 2와 Figs. 2-4에서 볼 수 있듯이 DMF 용매계에서는 약 72 µm의 제막 후 멤 브레인 두께를 나타내는 반면 NMP, DMAc를 단독으 로 사용한 용매계에서는 약 122-146 µm의 제막 후 멤 브레인 두께를 나타내었다. 또한 NMP와 DMAc를 혼 용한 용매에서는 약 125 µm의 제막 후 멤브레인 두께 를 보여준다. 이러한 차이는 용매의 침투 속도에 친수 성 첨가제 PVP가 최소량 함유되었기에 상전이 속도의 차이에서 기인한 것으로 나타난 결과로 보인다. sPES를 Thickness (µm) Bubble Point Pressure (Psi) Porosity (%) Blank
PSF/DMF PSF/NMP PSF/DMAc PSF/NMP/DMAc
76 122 146 125
17.2 11.2 - 6.57
48.6 61.3 38.4 69.4 PSF-sPES/DMF
PSF-sPES1/DMF PSF-sPES1.5/DMF
72 74
23.1 13.4
44.2 46.4 PSF-sPES/NMP/DMAc
PSF-sPES1//NMP/DMAc PSF-sPES1.5//NMP/DMAc
96 84
10.2 24.1
68.4 69.2 Table 2. Physical Properties of the PSF Membranes
(a) (b)
(c) (d)
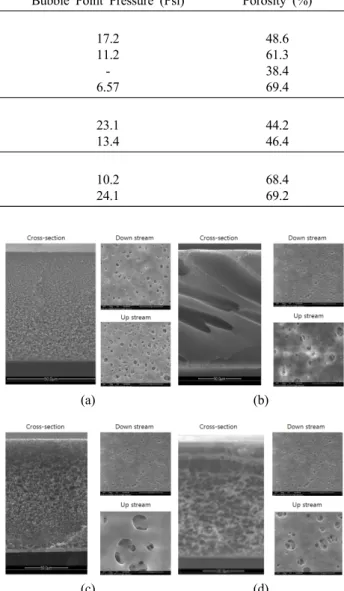
Fig. 2. FE-SEM image of blank membranes; (a) PSF/DMF, (b) PSF/DMAc, (c) PSF/NMP and (d) PSF/NMP/DMAc.
첨가한 용액에서의 두께는 DMF의 용매의 경우 그 두 께가 약 2-4 µm 정도 줄어든 반면 NMP와 DMAc를 혼 용한 용매에서는 30-40 µm 정도 줄어든 것을 확인할 수 있었다. 극성 고분자가 함유됨으로써 물의 침투 속 도가 DMF 용매의 경우 크게 영향을 미치지는 않으나 NMP와 DMAc를 혼용한 용매에서는 급격한 변화를 가 져온 것으로 보인다. 이런한 영향은 아래 FE-SEM 분석 에서 다시 확인할 수 있었다.
멤브레인의 투과 특성 변화의 원인을 확인하는 데 있 어 직접적으로 확인할 수 있는 방법으로 FE-SEM 이미 지를 분석하는 것이 아주 유용하다. FE-SEM을 활용하 면 멤브레인의 표면 기공 밀도, 활성층 두께, 기공 크 기, 비대칭성 등이 시각적으로 비교하는 것이 가능하다.
Fig. 2에 PSF/DMF, PSF/DMAc, PSF/NMP 및 PSF/
NMP/DMAc 용매에서 sPES 첨가 없이 제조된 멤브레 인의 FE-SEM 이미지를 제시하였다. Fig. 2(a)는 PSF/
DMF의 1,000배 배율(50 µm scale bar)의 단면 및 10,000배 배율(5 µm scale bar)의 표면 사진들이다. Up steram은 정밀여과 여과 시 물이 입수되는 면이며 downstream은 물이 출수되는 면이다. 대부분의 상전이 공정에서는 downstream이 물과 직접 접촉하는 면이 되 고 upstream은 폴리에스터 필름에서 탈리되는 면이 된 다. 잘 발달된 활성층과 낮은 비대칭성, upstream과 downstream 방향에서 촬영한 표면 기공들이 잘 관찰된 다. BE와 PVP 첨가제가 PSF/DMF 용액의 정밀여과 투 과특성을 향상시키기 위하여 선행 연구에서 얻은 결과 를 이용한 recipe이기에 PSF/DMAc, PSF/NMP 및 PSF/
NMP/DMAc 용매에 비해 우수한 구조를 보여주는 것 은 당연하다. Fig. 2(b)의 사진은 PSF/DMAc 용액에 BE와 PVP 첨가제가 함유된 캐스팅 용액으로부터 제막 한 멤브레인의 구조을 보여준다. 1,000배 배율(50 µm
scale bar)의 단면 및 5,000배 배율(10 µm scale bar)의 표면 사진을 나타내었다. BE와 PVP를 함유하여 용매- 비용매 치환 속도를 향상시켰으나 DMF 용매만큼은 충 분히 속도가 빠르지 않아 거대 공극을 가지는 영역이 발달한 스폰지 구조의 멤브레인이 만들어졌다. Fig.
2(c)는 PSF/NMP 용액에 BE와 PVP 첨가제가 함유된 캐스팅 용액을 제막한 멤브레인이다. 1000배 배율(50 µm scale bar)의 단면 및 5,000배 배율(10 µm scale bar)의 표면 사진을 나타내었다. Fig. 2(c)는 upstream 표면층에 아주 큰 기공이 형성되고 그 하층부에 활성층 이 형성되는 구조를 보인다. 즉, 상전이 공정이 일어나 기 전에 이미 고형화가 어느 정도 진행된 후 표면이 template를 형성한 상태에서 물에 침수되면서 용매-비 용매 치환 과정이 일어남을 의미한다. DMF, DMAc 용 매계에서는 볼 수 없는 공기 중의 수분에 대한 uptake 속도가 아주 빨라짐을 의미한다. Fig. 2(d)는 DMAc의 조밀층 형성 효과와 NMP의 template 효과를 같이 구현 해보고자 한 혼합 용매계에서의 제막 실험 결과이다.
1,000배 배율(50 µm scale bar)의 단면 및 5,000배 배율 (10 µm scale bar)의 표면 사진을 나타내었다. 내부 구 조에서 거대 공극은 형성되지 않았으나 활성층이 표면 층에 형성되고 내부에 다공성 거대 기공들이 다수 존재 하여 기계적 강도가 약해져 수처리 공정으로 적용하기 에는 내구성, 재현성에 심각한 문제가 예상된다.
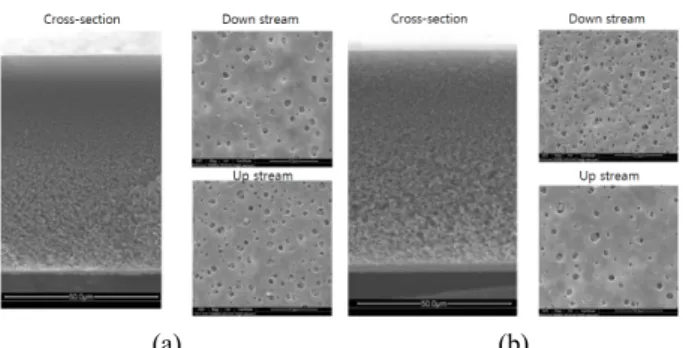
Fig. 3에는 용매 선정 실험에서 가장 바람직한 구조 를 보여주었던 DMF용매계에서 sPES를 첨가한 후 제 막한 멤브레인의 구조를 제시하였다. 단면 사진은 Fig.
3(a), (b) 모두 1,000배 배율(50 µm scale bar)로 촬영되 었으나 표면 사진의 경우 Fig. 3(a)는 10,000배 배율(5 µm scale bar), Fig. 3(b)는 5,000배 배율(10 µm scale bar)로 촬영되어 기공의 크기나 밀도가 Fig. 3(a)가 훨 씬 발달했다고 할 수 있다. Fig. 3(a)는 PSF-sPES1/DMF 멤브레인의 경우 활성층의 두께가 증가함을 확인할 수 있었으며 upstream의 기공 밀도가 PSF/DMF에 비해 유 사한 수준을 보여주고 있다. 발달된 활성층은 서론에서 언급한 박테리아 제거율 LRV 7 이상을 구현하기 위하 여 반드시 갖추어야 할 특성이다. 술폰계 극성 고분자 sPES의 첨가는 활성층의 성장에 역할을 하는 것으로 보이며 상전이 과정 및 세정과정에서 비용매계로 용출 속도가 빠른 친수화 고분자 PVP와는 다르게 비용매 침 투 시 PSF의 응결 속도를 높이는 역할을 하는 것으로 보인다. Fig. 3(b)의 PSF-sPES1.5/DMF 멤브레인의 사진
(a) (b)
Fig. 3. FE-SEM image of modified membranes by addition of sPES; (a) PSF-sPES1/DMF and (b) PSF-sPES1.5/DMF.
에서도 활성층의 두께는 커졌음을 볼 수 있다. 그러나 PSF-sPES1/DMF 멤브레인과 같은 조밀한 구조를 형성 하지는 못하고 있다. sPES 함량의 증가가 멤브레인 내 부로의 빠른 물의 유입을 강제하면서 고분자 응결 속도 를 올림으로 활성층의 고분자 고형화은 일어나지만 물 의 응결 속도도 빨라진 결과로 예상된다. 비대칭성의 향상, 높은 표면 기공 밀도, 성장된 활성층 두께로 제거 효율의 향상이 예상되는 구조를 가지는 멤브레인으로 예상된다.
Fig. 4는 sPES를 포함하는 NMP/DMAc 용매계에서 제조된 멤브레인으로 1000배 배율(50 µm scale bar)의 단면 및 5,000배 배율(10 µm scale bar)의 표면 사진을 나타내었다. PSF-sPES1/NMP/DMAc, PSF-sPES1.5/NMP/
DMAc 모두 아주 빠른 상전이가 진행될 때 나타나는 전형적인 구조를 가지고 있다. Downstream 표면의 낮 은 기공 밀도와 멤브레인 단면 내부에서 보이는 약한 고분자 구조, 큰 공극률 등을 확인할 수 있었다.
FE-SEM에서 확인한 구조를 물리량으로 확인할 수 있는 방법으로 Microflow Porometer를 이용한 멤브레 인 구조 분석이 용이하다. Hagen-Poiseuille 식으로 공 급된 기체 압력과 멤브레인을 투과한 기체의 양을 계산 하면 각각의 압력에 해당하는 기공의 크기와 기공의 수 를 얻을 수 있다. 그 결과로 얻은 평균 기공크기에 대 한 결과를 Fig. 5에 제시하였다.
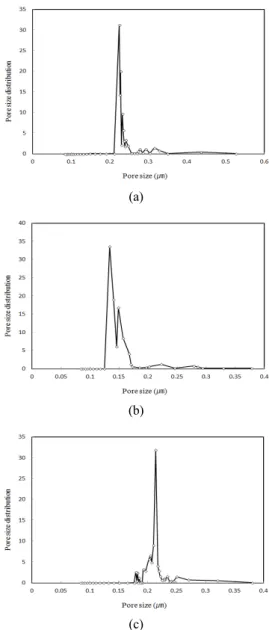
Fig. 5에 각 멤브레인의 제조 조건에 따른 평균 기공 크기를 비교하여 나타내었다. sPES를 첨가하지 않은 용 매계에서는 DMF 용매계에서 0.246 µm의 평균 기공크 (a)
(b)
Fig. 4. FE-SEM image of modified membranes by addition of sPES in mixed solvents; (a) PSF-sPES1//NMP/DMAc and (b) PSF-sPES1.5//NMP/DMAc.
(a)
(b)
(c)
Fig. 5. Comparison of mean pore size values by Microflow Porometer.
기를 나타내었으며 NMP 용매계에서는 0.374 µm, NMP/DMAc 혼합 용매계에서는 0.608 µm의 평균 기공 크기를 나타내었다. DMAc 용매계에서는 압력을 증가 시켜도 기체 흐름이 없다가 멤브레인이 바로 터지는 현 상으로 인해 측정할 수가 없었다(Fig. 5(a)). Fig. 2의 FE-SEM downstream 이미지에서 볼 수 있듯이 평균 기 공의 크기는 표면 기공의 크기보다는 표면 바로 아래층 에 존재하는 활성층의 기공크기에 의해 결정되며 DMF 용매계에서 가장 작은 평균 기공값을 가짐을 볼 수 있 었다.
Fig. 5(b)는 DMF 용매계에서 sPES의 첨가에 따른 평균 기공 크기의 변화를 보여 준다. PSF-sPES1/DMF 멤브레인의 평균 기공크기는 0.167 µm로 PSF/DMF 멤 브레인의 평균 기공크기 0.246 µm에 비해 약 0.8 µm가 줄어들었다. 활성층의 두께만 증가한 것이 아니라 활성 층에서의 기공 크기도 함께 줄어든 것을 확인할 수 있 다. PSF-sPES1.5/DMF 멤브레인 역시 0.203 µm로 PSF/
DMF 멤브레인의 평균 기공크기에 비해 약 0.4 µm가 줄어들었으며 활성층 역시 발달된 결과로 해석할 수 있 다. 평균 기공 크기와 함께 고려해야 할 멤브레인의 투 과 성능으로 Microflow Porometer를 이용하여 측정할 수 있는 인자로는 기공 분포도를 들 수 있다. Fig 6에 DMF 용매계에서 sPES의 첨가에 따른 기공 분포 변화 를 제시하였다. Fig 6(a)와 (b)를 비교함으로써 가장 큰 분포를 이루는 기공의 크기가 0.22 µm에서 0.13 µm으 로 크게 줄어든 것을 알 수 있다. 또한 측정 가능한 기 공의 최대 크기가 0.53 µm에서 0.375 µm으로 줄어들었 다. 산업 용도에서의 최대 기공 크기는 기공 분포만 많 지 않으면 크게 문제되지 않으나 박테리아 제거 및 바이 오 산업에서의 최대 기공크기는 LRV 한계 수치로 인해 아주 중요한 파라미터가 된다. Fig 6(c)의 PSF-sPES1.5/ DMF 멤브레인도 가장 큰 분포를 이루는 기공의 크기 가 0.22 µm로 PSF/DMF와 거의 유사한 값을 보이나 측정 가능한 기공의 최대 크기가 0.38 µm로 PSF/DMF 에 비해 제거 효능이 크게 향상된 결과를 가져왔다고 할 수 있다.
Fig. 5(c)는 NMP/DMF 용매계에 sPES의 첨가한 효 과를 평균 기공 크기의 변화로 확인하고자 하였다.
PSF-sPES1/NMP/DMAc는 0.452 µm으로 NMP/DMAc 혼합 용매계에서는 0.608 µm의 평균 기공크기에 비해 줄 어들었으나 Fig. 4의 그림에서 확인할 수 있듯이 활성층 이 성장한 것으로 보기에는 어렵고 표면 기공크기에 의 해 결정된 평균 기공크기로 보여진다. 반면 PSF-sPES1.5/ NMP/DMAc 멤브레인은 표면 기공이 거의 형성되지 않 은데다 내부구조도 약해 가압하는 중에 멤브레인이 파괴 되는 현상으로 인해 평균 기공 크기를 측정할 수 없었다.
Fig. 7에 NMP/DMF, PSF-sPES1/DMF, PSF-sPES1.5/ DMF의 멤브레인을 유효 면적 28.5 cm2, 1.0 bar의 압 력하에서 증류수를 사용하여 투과하였을 때의 유량을 제시하였다. 실험은 모든 시편에 대하여 실시하였으나 Fig. 5(b), Fig. 6의 결과에서 볼 수 있듯이 본 연구목적 에 부합하는 구조를 지닌 멤브레인의 sPES 첨가에 따 (a)
(b)
(c)
Fig. 6. Effect of sPES addition to PSF solution on pore size distribution; (a) PSF/DMF, (b) PSF-sPES1/DMF, (c) PSF-sPES1.5/DMF.
른 경향성을 알 수 있는 유의미한 결과를 보여주는 시 편이 세 종류이므로 이에 대한 수투과 평가를 Fig. 7에 제시하였다. 평균 기공크기 0.246 µm을 가지는 PSF/DMF 멤브레인의 유량은 162 LMH/bar로 평균 기 공크기 0.167 µm을 가지는 PSF-sPES1/DMF 멤브레인 유량값 189 LMH/bar에 비해 오히려 낮은 유량값을 가 진다. 0.203 µm의 평균 기공크기를 가지는 PSF-sPES1.5/ DMF의 경우 유량은 241 LMH/bar로 크게 향상되었음 을 볼 수 있다. 이러한 현상은 활성층 두께나 평균 기 공크기, 기공크기 분포와는 상반되는 결과이다. 이에 대 한 설명을 sPES의 첨가 효과로 설명하고자 한다. sPES 의 sulfonate 치환기는 극성 친수성을 띄게 되어 PSF에 비하여 wetting 효과가 우수할 것으로 예상된다. 기공의 크기가 큰 upstream의 멤브레인의 구조에서는 wetting 효과가 차이가 적지만 활성층과 같이 좁은 유로에서는 wetting 효과는 멤브레인 소재의 극성에 따라 그 차이 가 더욱 커진다. 실제로 PSF-sPES1/DMF 멤브레인의 경우 단면의 30%에 가까운 성장한 활성층을 가지는 구 조를 보이면서도 높아진 투과 유량을 보여 주고 있다.
친수성 효과는 Fig. 8의 염료 확산 실험으로도 확인할 수 있다. Fig. 8(a)의 PSF-sPES1/DMF 멤브레인의 경우 upstream 표면에서는 물의 빠른 확산으로 인하여 dye가 물의 확산 속도를 따라 오지 못함을 볼 수 있다. 활성 층이 인접한 downstream에서도 가장자리에 물의 이동 이 상대적으로 빠른 색이 옅어진 영역을 찾을 수 있다.
반면 Fig. 8(b)의 sPES가 첨가되지 않은 PSF/DMF 멤 브레인의 경우 upstream과 downstream의 확산 그림에 서 물과 염료의 경계선을 찾을 수 없는 것을 확인할 수 있다. upstream과 downstream 간의 비교에서 PSF-sPES1/ DMF 멤브레인과 PSF/DMF 멤브레인의 비대칭성 차이 를 유추할 수 있다. 또 PSF-sPES1/DMF 멤브레인과
PSF/DMF 멤브레인의 upstream 사이의 비교와 down- stream 사이의 각각의 비교에서 sPES 첨가가 멤브레인 고분자의 표면 wetting 척도를 비교할 수 있는 결과를 보여준다.
4. 결 론
본 연구에서는 VIPS-NIPS공정을 이용한 상전이법을 통하여 PSF 고분자 분리막을 제조하는데 있어, 극성 관 능기를 함유한 고분자 sPES의 혼용을 통하여 활성층 구조 및 고분자 친수화도를 조절하고자 하였다. sPES 첨가 효과를 확인하기 위하여 친수성 고분자 PVP와 기 공 형성제 BE의 첨가량을 최소화하였다. 극성 관능기 를 가지는 고분자로는 약 36%가 술폰화된 sPES를 사 용하였으며 용매-비용매 치환 상전이 공정을 적용한 결 과 다음과 같은 결론을 얻을 수 있었다.
1. 1-1.5 wt%의 sPES의 첨가를 통하여 DMF 용매계 에서의 PSF 멤브레인 활성층의 구조를 크게 성장시킬 수 있었다.
2. PSF-sPES/DMF계 멤브레인의 경우 평균기공의 크 기를 0.4-0.8 µm, 가장 큰 분포를 이루는 기공의 크기 0.9 µm을 감소시켰음에도 불구하고 투과 유량은 27 LMH/bar가 증가된 값을 얻을 수 있었다.
Fig. 7. Effect of sPES addition to PSF casting solution on pure water flux.
(a)
(b)
Fig. 8. Effect of sPES addition to PSF solution on hydro- philicity and asymmetry; Results of dye diffusion on (a) PSF-sPES1/DMF and (b) PSF/DMF.
3. sPES의 첨가를 통하여 높아진 wetting성과 비대칭 성을 통하여 보다 작은 평균 기공을 가지면서도 단일 고분자 멤브레인에 비해 안정된 활성층을 가지는 멤브 레인의 제조 방법을 제시하였다.
감 사
본 연구는 정부(교육과학기술부)의 재원으로 한국연 구재단의 지원을 받아 수행된 연구(No. 2012R1A1 A2009062) 지원과 중소기업청 산학연협력기술개발사 업(C03950270100448202)에 의해 수행되었으며 이에 감사드립니다.
Reference
1. H. Nelson, R. Singh, R. Toledo, and N. Singh,
“The use of a submerged microfiltration system for regeneration and reuse of wastewater in a fresh-cut vegetable operation”, Sep. Sci. Technol., 42, 2473 (2007).
2. R. van Reis and A. Zydney, “Bioprocess mem- brane technology”, J. Membr. Sci., 297, 16 (2007).
3. M. Mulder, “Basic Principles of Membrane Technology”, pp. 71-89, Kluwer Academic Publishers, London (1996).
4. G. Belfort, R. H. Davis, and A. L. Zydney, “The behaviour of suspensions and macromolecular sol- utions in crossflow microfiltration”, J. Membr. Sci., 96, 1 (1994).
5. N. Kim, “Preparation and characterization of PSF membranes by phosphoric acid and 2-butox- yethanol”, Membr. J., 22, 178 (2012).
6. M. Han, “Effect of nonsolvent additive in casting solutions on polysulfone membrane preparation”, Membr. J., 6, 157 (1996).
7. N. Kim, C.-S. Kim, and Y.-T. Lee, “Preparation and characterization of polyethersulfone membranes with p-toluenesulfonic acid and polyvinyl- pyrrolidone additives”, Desalination, 233, 218 (2008).
8. B. G. Park, S.-H. Kong, and S. Y. Nam, “Phase behavior and morphological studies of polysulfone
membranes; The effect of alcohols used as a non- solvent coagulant”, Membr. J., 15, 272 (2005).
9. S.-J. Shin, J.-P. Kim, H.-J. Kim, J.-H. Jeon, and B.-R. Min, “Preparation and characterization of polyethersulfone microfiltration membranes by a 2-methoxyethanol additive”, Desalination, 186, 1 (2005).
10. J. M. Greenwood, J. S. Johnson, and M. J. Witham,
“Preparation of polyethersulfone membranes”, US Patent 6,056,903, May 2 (2000).
11. W. J. Wrasidlo, “Dispersing casting of integral skinned highly asymmetric polymer membranes”, US Patent 4,774,039, Sep 9 (1988).
12. R. F. Zepf, “Ultraporous and microporous mem- branes and method of making membranes”, US Patent 5,171,445, Mar 26 (1992).
13. V. P. Khare, A. R. Greenberg, and W. B. Krantz,
“Vapor-induced phase separation-effect of the hu- mid air exposure step on membrane morphology.
Part I. Insight from mathematical modeling”, J.
Membr. Sci., 258, 140 (2005).
14. J. F. Li, Z. L. Xu, and H. Yang, “Microporous polyethersulfone membranes prepared under the combined precipitation conditions with non-solvent additives”, Polym. Adv. Technol., 19, 251 (2008).
15. Y. Liu, G. H. Koops, and H. Strathmann,
“Characterization of morphology controlled poly- ethersulfone hollow fiber membrane by the addi- tion of polyethylene glycol to the dope and bore liquid solution”, J. Membr. Sci., 223, 187 (2003).
16. R. M. Boom, H. W. Reinders, H. H. W. Rolevink, Th. van den Boomgaard, and C. A. Smolders,
“Equilibrium thermodynamics of a quaternary membrane-forming system with two polymers”. I.
Experiments, Macromolecules, 27, 2041 (1994).
17. R. M. Boom, I. M. Wienk, Th. Van den Boomgaard, and C. A. Smolders, “Microstructures in phase inversionmembranes. Part 2. The role of a poly- meric additive”, J. Membr. Sci., 73, 277 (1992).
18. B. Chakrabarty, A. K. Ghoshal, and M. K. Purkait,
“Effect of molecular weight of PEG on membrane morphology and transport properties”, J. Membr.
Sci., 309, 209 (2008).
19. J. H. Kim and K. H. Lee, “Effect of PEG additive on membrane formation by phase separation”, J.
Membr. Sci., 138, 153 (1998).
20. I. F. Wang, R. A. Morris, and R. F. Zepf, “Highly asymmetric, hydrophilic, microfiltration membranes having large pore diameters”, US Patent 7,125,493, Oct 24 (2006).
21. J. J. Qin, M. H. Oo, and Y. Li, “Development of high flux polyethersulfone hollow fiber ultra- filtration membranes from a low a critical solution temperature dope via hypochlorite treatment”, J.
Membr. Sci., 247, 137 (2005).
22. B. Jung and N. Kim, “Preparation and character- ization of microfiltration membranes for water treatment”, Membr. J., 24, 50 (2014).