Polyamide-66/Glass fiber 블렌드 조성물의 물리적 특성 및 안경테 소재로써의 적용성에 관한 연구
손진영1, 이지은2, 최경만2, 배유환3, 김기홍1,
*
1대구가톨릭대학교 안경광학과, 경산 712-702
2한국신발피혁연구원 탄성체연구단, 부산 614-823
3(주)월드트렌드, 대구 702-814
투고일(2013년 7월 31일), 수정일(2013년 12월 9일), 게재확정일(2013년 12월 14일)
···
목적: 본 연구에서는 사출형 안경테 소재로 사용되고 있는 폴리아미드-12 수지인 TR-90을 대체하기 위하여 폴리아미드-66에 유리섬유(glass fiber)를 함량별로 블렌드하여 각 조성물의 물리적, 열적 특성을 평가하여 안경테로써의 적용 가능성을 검토하였다. 방법: 유리섬유의 함량 변화에 따른 폴리아미드-66 조성물의 특성 변화를 고찰하기 위해 이축압출기를 이용하여 함량별 조성물을 제조하였다. 제조된 조성물의 기계적강도, 열적 특성, 코팅성 및 절삭가공성을 평가하였다. 이를 통하여 기존 TR 안경테 제품과의 성능 비교 및 안경 테로써 적용 가능성을 평가하였다. 결과: 폴리아미드-66/유리섬유 조성물의 특성 평가 결과, 유리섬유의 함 량이 증가할수록 성형수축율이 감소하며, 기계적 강도가 증가하는 것으로 나타났다. 유리섬유의 함량이 0 wt%인 경우 인장강도는 498 kg/cm2에서 30 wt%가 함유된 경우 849 kg/cm2 까지 증가하였다. 코팅성 평가 결과 유리섬유 5 wt%에서는 코팅강도가 4 B였고, 그 이상에서는 5 B로 매우 우수한 코팅 특성을 나타내었다.
결론: 30 wt%의 유리섬유가 블렌드된 경우 기계적 강도가 크게 향상되나 이와 더불어 경도가 상승되며, 점 도가 증가하여 사출온도가 높아지며, 제품에 플로우 마크가 생기는 것으로 나타났다. 유리섬유가 블렌드된 폴리아미드-66의 도료 코팅성은 모두 우수하였다. 전반적으로 물성 및 가공성 등을 평가해볼 때, 유리섬유 의 함량이 약 10 wt% 내외의 경우 안경테로써의 적용이 가능하다고 판단된다.
주제어:폴리아미드-66, 유리섬유, 블렌드, 안경테, 사출성형, 점탄성
···
서 론
현재의 안경테 트렌드는 기능성, 경량성, 인체친화성 소 재 등을 사용하여 디자인 중심적으로 안경테를 제조하고 있 다. 플라스틱 안경테 제조에 사용되고 있는 소재로는 셀룰로 오스 아세테이트(cellulose acetate, CA), 폴리아미드 (polyamide)-12계인 TR-90과 폴리에테르이미드(polyetheri- mide, 상품명:울템)가 주를 이루고 있다.[1,2]
셀룰로오스 아세테이트 안경테는 셀룰로오스 레진에 가 소제를 배합한 후 염료, 안료를 넣어 원하는 색상을 얻고 연화시킨 다음 압출하여 칩(chip)을 만든 다음 프레스나 압출가공을 통해 판재를 만든 다음 절삭, 가공 후 연마작 업을 거쳐 완성된다.[3] 이러한 셀룰로오스 아세테이트 안 경테는 광택, 투명도, 색상의 재현성 등이 매우 우수한 특 성을 지니고 있으나 탄성, 굴곡강도 및 열적 특성이 취약
하여 사용상의 제약이 따르며, 복잡한 제조 공정과 많은 제조인력을 필요로 한다.[4]
폴리아미드계인 TR테는 사출성형이 가능하여 절삭 가 공방식에 비하여 제조 공정이 간편하며 성형 후 각종 색 상으로 코팅하여 사용할 수 있어 다양한 디자인 구현이 가능한 장점을 지니고 있다. 또한, 아세테이트 및 일반 플 라스틱 안경테에 비하여 비중이 1.0 정도로 가벼우며 높 은 탄성 및 굴곡강도 등의 우수한 물리적 특성으로 인하 여 안정감이 있는 안경테의 제조가 가능하다. 이러한 사출 소재들은 전량 수입에 의존하고 있어 가격이 고가이며, 도 장 및 코팅 특성이 취약하여 후 가공 공정이 길어지는 단 점을 가지고 있다. 또한, 폴리에테르이미드 소재를 이용하 여 제조하는 울템(ULTEM) 안경테는 항공기에도 사용되 는 고급 소재로 탄성이 매우 뛰어나며, TR테에 비해 얇은 형태의 안경테 제조가 가능하지만 색상의 한계 및 고온
*Corresponding author: Ki-Hong Kim, TEL: +82-53-850-2551, E-mail: [email protected]
<초청논문>
성형온도로 인해 가공이 어려우며, TR테와 마찬가지로 수 입 소재로 가격이 고가이며, 스크래치 등에 의한 부러짐 특성이 나타나는 단점을 지니고 있다.[5]
본 연구에서 이러한 기존 안경테 소재의 대체로 사용하고 자 하는 폴리아미드(polyamide;PA)는 대표적인 엔지니어링 플라스틱 소재로써 높은 결정성과 자기 윤활성, 가공성, 내 마모성, 내약품성, 내열성, 마찰계수, 기계적 성질, 성형성 등 이 우수하여 산업분야 소재로 다양하게 활용되고 있지만 흡 습성, 치수안정성 결여, 낮은 충격강도 및 열변형 온도 등의 단점으로 사용하는데 제한을 받고 있어 열적, 기계적 성질을 향상시키기 위한 다양한 분야의 연구가 지속적으로 진행되 어 왔다.[6] 아미드(-CONH-)결합에 의하여 단량체가 연결된 중합체로 제조한 폴리아미드의 다양한 종류 중에서 PA-66은 높은 결정화도와 내열성, 뛰어난 내마모성, 높은 기계적 강 도 등의 장점을 가지고 있으나 수분에 약해 가공 중 제습건 조가 요구되며 사출 후 수분 흡수량에 의존하여 물성이 변 하는 특성을 보이는 것으로 보고되어 있다.[5]
일반적으로 고분자의 특성을 개선하기 위한 방법으로 신규 합성이나 관능기도입의 화학적인 방법과 두 가지 이 상의 고분자를 일정 비율로 혼합시켜 원하는 제품을 만드 는 물리적인 방법이 있다. 이러한 물리적인 방법인 고분자 블렌드의 경우 비교적 간단하면서도 사용되는 고분자에 따라 원하는 물성을 맞출 수 있다는 점에서 가장 널리 사 용되고 있다.[7,8]
일반적인 플라스틱 섬유형 강화제로는 탄소섬유와 유리섬 유, 아라미드 섬유 등이 일반적으로 사용되고 있다. 유리섬 유(glass fiber; GF)는 강도, 내열강성 등을 향상 시키는데 사 용되고 있으며, GF를 보강한 섬유강화플라스틱은 외부 충격 에 강하고 장력 강도가 매우 큰 소재로 알려져 있다.[9]
본 연구에서는 기존에 가장 널리 사용되고 있는 TR-90 을 대체하기 위한 소재개발로 PA-66에 섬유형 강화제인 GF를 블렌드한 안경테 조성물을 제조하고, 특성을 평가하 여 안경테로써의 적용 가능성을 연구하였다.
실험 방법
베이스 폴리머로 사용된 PA-66은 K사의 제품(상품명:
KOPA KN3311)을 사용하였으며, GF는 중국제품(길이 3 mm, 직경 12 µm)을 사용하였다. PA-66은 흡습된 수분을
제거하기 위해 80oC 오븐에서 24시간 동안 건조 후 사용 하였다. 그리고 첨가제인 GF는 80oC 오븐에서 24시간 동 안 건조하여 수분을 완전히 제거한 후, 균일한 표면 처리 를 위해 실란 커플링제[10]를 아세톤과 5:95의 비율로 혼합 하여, 건조시킨 GF의 표면에 분사한 후 다시 60oC 오븐에 서 24시간동안 건조하여 첨가제로써 사용하였다.
본 연구에는 PA-66에 GF를 0, 5, 10, 15, 30 wt%의 비 율로 1차 드라이 블렌드 한 후 텀블러 믹서를 이용하여 10분간 충분히 혼합하고, 피더를 이용하여 압출기에 투입 하여 제조하였다. 사용된 압출기는 한국이엠사의 twin- screw extruder(L/D=40, screw diameter:ϕ32, Model STS32)를 이용하였다. 압출기 배럴의 주입부, 압축부, 이송부 및 다 이(dies)의 온도는 각각 220oC, 240oC, 260oC, 28oC이고, 스크류 회전 속도는 150 rpm 이며, 제조량은 10 kg/hr이 었다. 그리고 다이를 통해 나오는 가닥은 수조를 통과한 후 절단하여 펠렛 형태로 가공하였다.
각 조성물은 범용 플라스틱 사출기(Pro-WD80, Dongshin Hydraulics CO., Ltd., Korea)와 각 강도별 ASTM 규격으 로 제조된 금형을 이용하여 물성 평가용 시편을 제조하였
다.[11-15]일반적으로 GF를 블렌드 할 경우 조성물의 점도
가 상승하고 이로 인해 성형성이 저하되는 특성이 발생된 다. 따라서 노즐의 온도를 일반적인 PA-66 사출시보다 약 15oC 정도 높게 설정하였다. 사출 성형 조건은 아래 Table 1에 나타내었다.
시편의 인장강도(tensile strength, ASTM D638), 굴곡강 도(flexural strength)와 굴곡탄성율(flexural modulus, ASTM D790)은 만능시험기(universal testing machine, UTM)을 이용하여 측정하였다. 인장 및 굴곡특성 측정 시 헤드의 속도는 10 mm/min으로 고정하였으며, 각 조건 당 5개의 시편을 반복 측정하여 그 평균값을 대표 값으로 사용하 였다.
각 시편의 용융온도(Tm), 유리전이온도(Tg)를 관찰하기 위해 시차 주사 열량계(differential scanning calorimeter, DSC, TA Instrument Q100)를 사용하여, 사출 시편에서 약 5 mg의 시료를 채취하여 알루미늄 팬에 넣은 후 질소기체 분위기 하에서 20oC/min의 승온 속도로 0~300oC의 온도 범위에서 열적 특성을 측정하였다. 그리고 시편을 액체질 소에서 약 10분정도 냉각한 후 파단하여 단면의 표면형상 (morphology)를 주사전자 현미경(SEM)을 사용하여 관찰
Table 1. Conditions of injection molding machine
Resin Nozzle temp (oC) Cylinder temp. (oC) Injection pressure (MPa)
Injection speed (mm/s)
HN H1 H2 H3
GF+PA-66 285 280 265 250 150 185
하였다.
결과 및 고찰
1. GF 함량에 따른 성형수축률 및 밀도 변화
사출성형에 의해 제조되는 제품의 특성상 수축률 문제 는 안경테 완제품의 성형성 및 불량률을 좌우하는 요인이 된다. 사출조건은 모두 동일하게 설정하였으며, 제조된 시 편을 약 20oC의 상온에서 3일간 안정화 시킨 후, 각각의 사이즈를 측정하여 식 (1)에 의하여 성형 수축률(ASTM D955)을 계산하였다.[16] 또한, 안정화된 시편의 경도 및 밀 도를 측정하였다.
(1)
Table 2와 Fig. 1에 GF함량 증가에 따른 밀도 및 성형 수축률을 나타내었다. GF함량이 증가함에 따라 성형 수축 률이 현저히 감소되는 것을 알 수 있었으며, 경도와 밀도 는 선형적으로 증가하였다. Table 2에 나타낸 것처럼 절삭 가공 방식의 안경테 제조에 중요한 요소인 경도를 살펴보 면, 단일 PA-66의 경도는 77 D(Asker D type)로 절삭가공 방식에 사용되는 일본의 셀룰로오스 아세테이트 판재의
경도 76~78 D와 유사한 경도 값을 나타내었으나 5 wt%
이상 첨가시 84~88 D로 증가하여 기존의 절삭가공방식의 안경테 소재인 셀룰로오스 아세테이트의 경도인 75~78 D 보다 약 10 D 정도 높게 나타났다. 제조된 시편의 외관을 살펴보면 GF의 함량에 크게 관계없이 약간 크림색의 PA- 66의 색상을 띄는 것으로 나타났다. 일반적으로 이축 압출 기에서 머무르는 시간이 긴 경우, 또는 사출 성형시의 온 도, 압력 조건이 맞지 않는 경우 시편의 색상이 회색이나 갈색으로 색상의 변화가 나타남을 볼 수 있다.[12] 이는 고 온조건에 의한 열분해에 따른 특성으로 보이며 가공 또는 성형 시 불량을 줄이기 위해서는 금형 및 사용 제품에 적 합한 사출 조건의 확립이 필요할 것으로 판단된다.
2. GF 함량에 따른 물리적 특성
블렌드 조성물 시편의 충격강도는 ASTM D256의 측정 방법에 따라 Izod 충격시험기(universal impact tester)를 이 용하여 2 mm의 홈(notch)을 준 뒤, 고정된 시험편에 해머 로 1회 충격을 가한 다음 파괴되었을 때의 강도를 측정하 였다. 또한, 인장강도, 굴곡강도, 굴곡탄성율 등의 기계적 강도를 측정하여 GF 함량에 따른 특성을 비교하였다.[17]
Fig. 2에는 PA-66에 GF의 함량을 0~30 wt% 변화시킨 시편의 충격강도와 인장강도를 나타내었다. 충격강도는 GF의 함량이 증가함에 따라 3.0 kgcm/cm에서 18.0 kgcm/
cm로 급격하게 증가되는 현상을 나타내었다. 인장강도는 PA-66 단독의 경우에 498 kg/cm2로 나타났으나 GF의 증 량에 따라 점차 증가되어, GF를 30 wt% 첨가한 경우 849 kg/cm2로 크게 향상되는 것을 확인할 수 있었다.
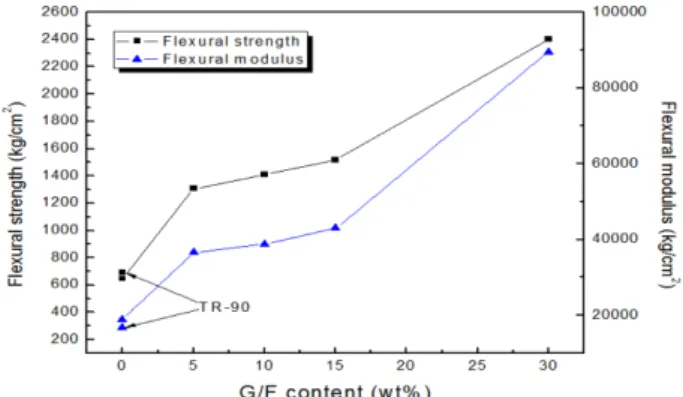
시편의 굴곡강도와 굴곡탄성율은 Fig. 3에 나타내었다.
GF의 함량이 증가함에 따라 단일 PA-66의 굴곡강도와 굴 곡탄성율은 각각 647 kg/cm2및 23,900 kg/cm2를 나타내었 으며, GF의 함량이 증가함에 따라 선형적으로 증가하였으 며, 15 wt% 이상에서 급격히 증가하여 GF 30 wt% 첨가 시 굴곡강도와 굴곡탄성율은 2,404 kg/cm2와 60,700 kg/
Mol shrinkage %( ) mold size specimen size– mold size
--- 100×
=
Fig. 1. Density and mold shrinkage of PA-66/GF composites.
Table 2. Hardness and density of PA-66/GF copmposites Properties
GF contents
Hardness (Asker D)
Density (g/cm3)
Mold shrinkage (%)
0 wt% 77 1.072 1.87
5 w t% 84 1.146 0.86
10 w t% 85 1.194 0.41
15 w t% 86 1.217 0.34
30 w t% 88 1.331 0.09
TR-90 80 1.001 0.32
Fig. 2. Impact strength and tensile strength of PA-66/GF composites.
cm2로 단일 PA-66 보다 각 3.8배, 2.5배 정도 증가하였다.
GF의 첨가 효과는 인장강도보다 굴곡강도가 더 큼을 볼 수 있다. 이는 굴곡 시험 시편의 파괴가 시편의 두께를 따 라 인장 하중 면에서 압축 하중 면으로 전달될 때, GF가 재료 내 균열의 전파를 방해하기 때문이라는 연구결과와 유사한 특성을 나타내었다.[18]
3. GF 함량에 따른 열적 특성 변화
Fig. 4에 시편의 GF 함량에 따른 용융 거동을 나타내었 다. PA-66 단독의 유리전이온도(Tg)와 용융온도(Tm)은 각 각 71oC와 266.27oC였으며, GF의 함량이 증가함에 따라 유리전이온도는 감소하는 경향을 나타내어 GF 30 wt%에 서 유리전이온도는 64.7oC, 용융온도는 267.24oC를 나타 내었다. 용융온도의 증가는 GF가 PA-66 내에서 분산이 잘 이루어지고, 계면 결합력이 향상됨에 따라 기계적 물성의 개선과 점도의 증가에 기인하는 것으로 판단된다.
4. SEM 분석
시편의 단면을 SEM을 이용하여 표면형상(morphology) 를 관찰하였다.[19,20] 그 결과는 Fig. 5에 나타내었다. PA-
66 단독의 경우 단면과 내부가 아주 깨끗한 균일상을 나 타내었다. GF를 5 wt% 첨가한 경우 GF가 일정방향으로 배열되어 있으며 균일한 형태의 형상을 유지하고는 것을 볼 수 있다. 이는 사출성형시 스크류가 한 방향으로 되어 있기 때문으로, 이러한 결과는 금형 내에서 수지의 흐름 은 금형벽면에 고화층을 형성하기 때문에 분수모양 (fountain flow)으로 전진하게 되며, 고화층 아래의 표면 층에서는 GF가 사출 흐름방향으로 배향되며, 중앙층의 경우 사출 흐름 직각방향으로 배향된다는 연구결과와 일 치한다.[21] 반면 파단시 충격에 의한 표면상태가 매끄럽 지 않으며, 사출 성형시 건조 부족으로 인한 내부 홀이 관찰되었다. GF가 15 wt% 이상 첨가 되었을 경우엔 표 면이 다소 거친 특성을 나타내었는데 이는 안경테 제조 후에 코팅 특성의 개선을 나타낼 수 있지만 거친 표면으 로 인해 피부위에서의 착용감이 다소 떨어질 것으로 판 단되기 때문에 GF의 함량은 표면 거칠기가 다소 양호한 10 wt% 이하가 적절할 것으로 판단된다.
Fig. 3. Flexural strength and flexural modulus of PA-66/GF composites
Fig. 4. DSC curves of PA-66/GF composites.
Fig. 5. SEM images (×100, ×300, ×500) of PA-66/GF composites.
5. GF 함량에 따른 코팅 특성의 변화
안경테용으로 사용되기 위해서 도장과 코팅 공정이 필 수적이라고 할 수 있다. 기존 안경테용과 동일한 공정으로 시편의 표면에 블랙색상으로 코팅을 실시한 후, ASTM D3359 cross-cut 방법에 준하여 칼날(11줄)로 가로, 세로로 100개의 눈금을 만들어 접착테이프를 붙여 테스트를 실시 하였으며, 그 결과를 Table 3에 나타내었다.
PA-66 단독의 경우 0 B로서 부착력이 매우 불량하게 나 타났으나 GF가 5 wt% 첨가된 경우에는 4 B, 그 이상에서 는 5 B로 접착력의 향상을 나타내는 것을 확인할 수 있었 다. 시편의 도장 및 코팅 특성은 전반적으로 우수하나, 도 료가 시편 내부로 흡수가 되었으며, 표면 색상은 무광형태 로 나타났다.
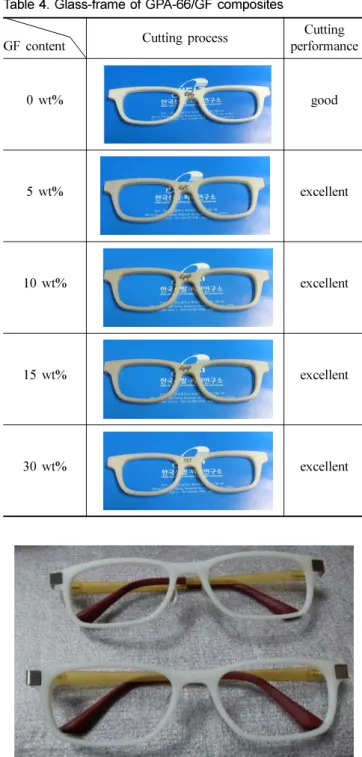
6. GF 함량에 따른 안경테 가공 특성
두께 5 mm의 평판 시편으로 사출 성형하여 안경테 가 공기에서 절삭가공하여 아래의 Table 4에 나타낸 것과 같이 절삭 가공 특성은 GF 함량에 따라 경도가 증가함 에도 불구하고 단면의 표면이 거칠지 않고 매끄러운 것
으로 보아 그라인딩 특성 및 가공 특성이 양호한 것으로 판단된다.
본 연구에서 개발된 시편(GF 10 wt% 함유)을 완제품으 로써 제조하여 Fig. 6에 나타내었다. 매끄러운 표면을 유 지하고 있는 것으로 보아 가공 특성은 양호한 것으로 판 단된다. 또한 제조된 조성물을 직접 몰드에 사출 성형하여 제조하는 경우에는 GF가 15 wt%까지인 경우엔 사출 특 성이 양호하였으나, GF가 30 wt%가 블렌드되어 있는 경 Table 3. Coating properties of GPA-66/GF composites
GF content Grade Testing
TR-90 0 B
0 wt% 0 B
5 wt% 4 B
10 wt% 5 B
15 wt% 5 B
30 wt% 5 B
Table 4. Glass-frame of GPA-66/GF composites
GF content Cutting process Cutting performance
0 wt% good
5 wt% excellent
10 wt% excellent
15 wt% excellent
30 wt% excellent
Fig. 6. Manufactured eyewear frame using the high cutting machinery (GF 10 wt%).
우에는 조성물의 건조 여부에 따라 사출물이 부서지는 현 상이 발생하였다. 수분을 일정량 함유하고 있는 경우에 GF는 일정한 유연성을 지니게 되어 부서지는 현상이 발생 되지 않지만, GF의 함량이 많은 경우에는 성형 수축율이 거의 없어 몰드에 끼여 있는 형태로 되어 있기 때문에 불 량이 많이 발생되는 단점을 지닌다. 따라서 물리적 특성이 우수하면서도 안경테로써 적합하려면 GF의 함량은 10 wt% 이하인 것이 바람직하다고 할 수 있다.
결 론
본 연구에서는 사출형 안경테 소재로 사용되고 있는 폴 리아미드-12계 수지인 TR-90를 대체하기 위한 목적으로 폴리아미드-66을 기본 가재로 하여 GF를 각각 0, 5, 10, 15, 30 wt% 첨가하여 기계적 강도 및 열적 특성을 측정하 였으며, 제조된 조성물들은 사출판재로 제조하여 절삭 가 공을 통해 안경테로써 적용 가능성에 대해 평가하여 보았 다. 그 결과 다음과 같은 결론들을 얻었다.
PA-66 복합 조성물 내부의 GF 함량이 증가함에 따라 밀 도와 경도는 비례하여 증가하였으며, 성형수축률은 감소 하였다. 또한, 인장강도, 굴곡강도 및 굴곡탄성율 등 기계 적 물성이 크게 개선된 결과로 판단해볼 때, 폴리아미드- 66 내에서 GF의 분산이 잘 이루어져 계면 결합력이 증가 되었음을 알 수 있었다. 반면에 소재 점도의 증가로 인하 여 사출온도가 높아지며 제품에 플로우 마크(flowmark)가 일부 형성되기 때문에 사출성형 시 불량률 문제 해결을 위해서는 플로우 마크가 생기지 않도록 금형의 온도를 약 80oC 이상으로 올리거나 인젝터의 온도를 올리는 등의 사 출조건의 추가 확립이 요구된다. 사출물의 표면 거칠기 및 내부 홀등을 종합하여 판단해본 결과, GF의 함량은 10 wt% 이하가 적합할 것이다. 도료의 코팅성 평가결과 GF 의 첨가로 5 wt%는 4 B, 그 이상에서는 5 B로 매우 우수 한 부착 특성을 나타내었다. 이는 기존 TR-90 제품의 0B 에 비해 크게 향상된 결과라고 할 수 있다. 물성 및 가공 성 등의 결과를 전반적으로 평가해볼 때, GF의 함량이 약 10 wt% 내외의 경우 안경테로써의 적용이 가능하다고 할 수 있다. 또한 일반적으로 GF의 경우엔 생활용품의 소재 로써 잘 사용되지 않지만 강도 및 코팅 등의 제조 특성 보 완을 위해서 사용한다면 단점을 극복할 수 있는 재료가 될 수 있을 것이며, 고가의 수입 원료의 대체를 위한 다양 한 재료로써 사용이 가능할 것이다. 더 나아가서 본 기술 개발의 결과물을 조금 더 보완한다면 탄성, 내열성 및 코 팅성이 우수한 안경테 제조에 적용이 가능 할 것으로 보 이며, 안경 산업에서 보다 많은 소재의 연구가 이루어졌으 면 하는 바이다.
감사의 글
본 연구는 지식경제부 산업원천기술개발사업(과제번호 : 10037346)의 지원으로 이루어졌으므로 이에 감사드립니다.
REFERENCES
[1] Obstfeld H. Spectacle frames and their Dispensing, 1st Ed. Pennsylvania: W.B. Saunders Company Ltd, 1997;61- 71.
[2] Cho MG. A study on design development of dyewear for children6. MA Thesis. Kookmin University, Seoul.
2010;25-27.
[3] Lee HS, Lee SJ, Jung SW, Kim HC, Kim EJ, Go YJ et al.
Studies on the cellulose acetate glasses frame Sheet. J Korean Oph Opt Soc. 2011;16(1):13-19.
[4] Lee TH, Kim KH, Lee SY, Go YJ, Choi HJ, Kang IS.
Machinability evaluation of novel cellulose acetate for spectacle frame for high quality machining. Korean J Vis Sci. 2012;14(4):289-290.
[5] Domininghaus H. Plastics for engineers: Materials, prop- erties, applications, New York: Hanser Publishers, 1993.
[6] Jang WH, Go JS. Mechanical properties and morphology of Polyamide6/maleated Polypropylene blends. Korean Soc Ind Eng Chem. 1999;10(8):1136-1140.
[7] Huang L, Pei Q, Yuan Q, Li H, Cheng F, Ma J et al. Brit- tle-ductile transition in PP/EPDM blends: effect of notch radius. Polymer. 2003;44(10):3125-3131.
[8] Tjong SC, Li WD, Li RKY. Impact toughening behaviour of quaternary PP/HDPE/EPDM blends. Eur Polm J.
1998;34(5):577-760.
[9] Watt W, Perov BV. Strong Fibres, Amsterdam: Elsevier Sci, 1985.
[10] Nam JY, Park SH, Lee KH, Kim JK. Interfacial morphol- ogy of glass fiber/polypropylene composite. Polymer (Korea). 2003;27(4):299-306.
[11] ASTM D638 edition, ASTM international (2005).
[12] ASTM D792 edition, ASTM international (2005).
[13] ASTM D790 edition, ASTM international (2005).
[14] ASTM D2240 edition, ASTM international (2005).
[15] ASTM D648 edition, ASTM international (2005).
[16] ASTM D955 edition, ASTM international (2005).
[17] ASTM D256 edition, ASTM international (2005).
[18] Yoon BS, Wu DJ, Seo MH, Lee SH. A study on the ter- nary GF/PA/PP composite manufactured by using pre- impregnated glass fiber. Polymer (Korea). 2000;24(5): 701- 712.
[19] Kim WN, Burns CM. Solution blending of polystyrene and poly (methyl methacrylate). Polym Eng Sci. 1988;
28(21):1362-1372.
[20] Shur YJ, Ranby B, Gas permeation of polymer blends. I.
PVC/ethylene-vinyl acetate copolymer (EVA). J Appl Polym Sci. 1975;19(5):1337-1346.
[21] Ryu JB. A study on the mechanical properties and fiber distribution for glass fiber reinforced polyamide66. MA
Thesis. Seoul National University of Technology, Seoul.
2010;18-19.
The Study on Physical Properties and Applicability of Material of Polyamide-66/Glass Fiber Blends Composition to the Eyewear Frame
Jin-Young Son1, Ji-Eun Lee2, Kyung-Man Choi2, Yu-Hwan Bae3, and Ki-Hong Kim1,
*
1Dept. of Optometry and Vision Science, Catholic University of Daegu, Gyeonsan 712-702, Korea
2Div. of Elastomer research, Korea Institute of Footwear and Leather Technology, Busan 614-823, Korea
3Wold Trend Co., Ltd, Daegu 702-814, Korea
(Received July 31, 2013: Revised December 9, 2013: Accepted December 14, 2013)
Purpose: In this study, we evaluated the physical and thermal properties of the compositions made by blending glass fiber (GF) of different contents into glass fiber polyamide-66, and investigated if the compositions applying to the glasses frame to replace the TR-90, which is polyamide-12 resin used as an injection-type spectacle frame material. Methods: To investigate the characteristics change of polyamide-66 (PA-66) compositions with the change of the content of glass fibers, we produced a composition of the content by using a twin-screw extruder.
The mechanical strength of the composition production was measured and coating properties as well as cutting processability were evaluated. We evaluated the applicability of the glasses frame by comparison the results of new compositions with characterizations of traditional TR. Results: For the results of the characterization of Polyamide-66/GF composition, we found that the higher increase of content of the glass fiber, the less mold shrinkage rate, and the mechanical strength was increased. Tensile strength increased from 498 kg/cm2 for 0 wt%
of the content of the glass fibers to 849 kg/cm2 for 30 wt% of the content of the glass fibers. As a result of a coating evaluation, the strength of coating was 4B in the GF 5wt% and 5B, which was extremely good coating characteristics, in the over than GF 5 wt%. Conclusions: In case that 30 wt% of the glass fiber was blended, the mechanical strength was greatly improved, the hardness was increased, injection temperature increased due to increase of the viscosity, and the flow mark of the product may occur. The paint coating of PA-66 blended with glass fiber was all excellent. With general evaluating physical properties and workability properties it was determined that around 10 wt% of the content of the glass fibers was possible to apply a spectacle frame.
Key words: Polyamide-66, Glass fiber, Blends, Eyewear frame, Injection molding, Viscoelastic