Fe성분이 혼입된 Al-Si 절삭칩 스크랩의 자력선별 및 응고특성 평가
김봉환†· 김준겸 *·이상목
한국생산기술연구원 주조기술연구부
*(주)유진소재산업
Magnetic separation of Fe contaminated Al-Si cutting chip scraps and evaluation of solidification characteristics
Bong-Hwan Kim†, Jun-Kyeom Kim*, and Sang-Mok Lee
Liquid processing & casting technology R/D division, Korea Institute of Industrial Technology, Incheon, 406-840 Korea
*Yoojin Material Ind. Co., Ltd, Incheon, 404-220 Korea
Abstract
Magnetic separation of Fe contaminated Al-Si cutting chip scraps was performed for the recyclability assessment. It was also aimed to investigate the casting and solidification characteristics of the cutting chip scraps. The magnetically separated cutting chip scraps were adequately treated for the casting procedure and test specimens were made into a stepped mold inducing different cool- ing rates. The test specimens were evaluated by the combined analysis of ICP, Spectroscopy, OM-image analyzer, SEM/EDS, etc.
Solidification characteristics of cutting chip scraps were examined as functions of Fe content and cooling rate. It is concluded that the magnetic separation process can be utilized to recycle the Fe contaminated Al-Si cutting chip scraps in the high cooling rate foundry process.
Key words : Fe contaminated, Magnetic separation, Cutting chip scraps, Al-si, Cooling rate, Microstructure, Mechanical properties.
(Received January 28, 2009 ; Accepted February 27, 2009)
1. 서 론
주조용 Al-Si 합금에서 Fe는 제한된 범위의 극소량 함유시 금형의 내구성, 용손 저항성을 증가시키는 유용한 합금화 원소 이지만 적정량 이상이 함유되게 되면 주조제품의 특성을 취약 하게 만드는 유해 원소로 작용한다. 허용량 이상의 Fe는 Al- Si 합금계에서 취성이 강한 Fe계 금속간 화합물을 형성함으로 써 기계적 특성을 급격하게 열화시키는데, 특히 연신율과 충격 치의 저하가 큰 문제로 지적되고 있다[1-6]. Fe가 Al-Si 합금 에 유입되는 경로는 용해용 철재도구의 부적절한 사용, 용탕의 장시간 방치, 용해로 내화재 및 각종 부속품과의 반응 등이며, Fe함량이 많게는 5 wt.%까지 증가할 수 있다고 보고되고 있다 [1]. 용탕내의 Fe함량이 증가하는 또 다른 이유는 다량의 Fe를 함유하는 재활용 잉고트 소재의 사용이다.
한편 국제적으로 강화되고 있는 환경 및 에너지에 대한 규 제에 대응하기 위한 방안으로서 보크사이트 제련에 비해 큰 폭으로 에너지 사용량을 경감하고 CO2 배출이 획기적으로 적 은 알루미늄 재활용 기술이 부각되고 있는데, 다양한 형태로 배출되는 스크랩의 재활용 방안을 모색하는 것은 필수 불가결
한 상황이다. 또한 자동차 시장에서는 엔진 효율 향상을 위한 차체 경량화 추세로 인해 알루미늄 부품의 채용이 계속 증가 하여 알루미늄 가공 절삭칩과 같은 스크랩의 배출량은 증가 추세를 이어갈 것으로 예상되며 이러한 가공 절삭칩에는 상당 량의 Fe가 혼입되어 있다.
현재까지 Al-Si 합금계를 기본으로 하는 다양한 합금에서 Fe와 관련된 연구가 지속적으로 진행되어 왔는데 이들 연구의 주 목적은 크게 두 가지로 분류될 수 있다. 첫 번째는 합금설 계 또는 열처리와 같은 후공정을 통하여 Fe를 함유한 취약한 금속간화합물의 형상을 제어하는 연구이며[5-6], 두 번째는 용 탕내 Fe 함량을 효과적으로 감소시킬 수 있는 재활용 기술에 초점을 두고 있다[7-8]. 전자의 경우에는 침상형 (3차원적으로 는 판상형) 으로 강한 방향성을 가지고 성장하는
β
-Al5FeSi상 의 형상을 변화시키거나 다른 상으로의 변태를 유도하기 위하 여 Mn, Cr, Be, Sr, Mg, Li, K 등을 첨가하는 합금설계에 관한 연구가 주류를 이루어 왔다[2,3,5,6,9,10]. 반면 후자의 경 우에는 전자기법이나 여과법 등 다양한 재활용기술을 개발하여 다량의 Fe를 함유하는 금속간 화합물을 제거할 수 있는 공정 기술을 개발해 왔으며, 현재는 더욱 활발한 연구가 진행 중에†
E-mail : [email protected]
Fe 성분이 혼입된 Al-Si 절삭칩 스크랩의 자력선별 및 응고특성 평가 - 김봉환· 김준겸·이상목 − 39 −
있다[7-8].
본 연구에서는 주조제품의 절삭 및 가공도중 Fe에 오염된 폐 알루미늄 가공 절삭칩을 재활용하기 위한 기초연구로서 자 력선별 공정을 통하여 Fe를 분리하는 특성을 평가하였다. 또한 자력선별된 절삭칩을 재 용해하여 시험용 계단형 잉고트 시편 을 제조함으로써 Fe 함량과 냉각속도의 함수로서 Al-Si 합금 의 응고 현상을 살펴보고 자력선별된 절삭칩의 주조재로서의 활용가능성을 검토하고자 하였다.
2. 실험방법
2.1 알루미늄 절삭칩 자력선별
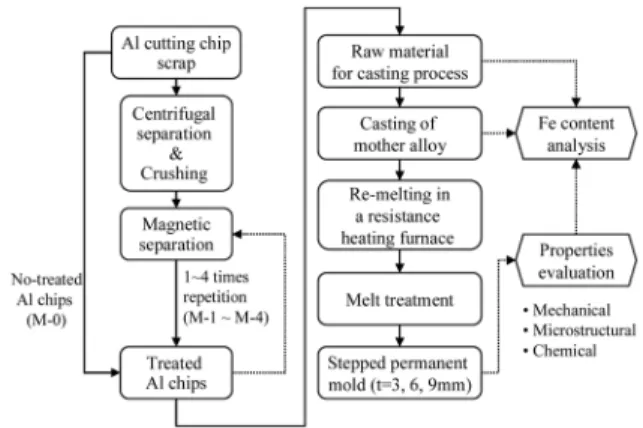
자동차 제조사로부터 배출되는 폐 알루미늄 절삭칩을 원소재 로 하여 자력선별 재처리 공정 조건에 따른 Fe 함량 변화 및 Fe 분리능을 점검하였다. 자력선별은 폐 절삭칩 재처리 업체인 (주)유진의 공정라인을 이용하였다. 폐기물로 배출되는 절삭칩에 는 절삭유 등 액상 오염물이 중량 기준 20% 이상을 차지하며 이를 효과적으로 제거하기 위하여 우선 원심분리 공정을 적용 하였다. 액상 오염물이 제거된 절삭칩은 자동 이송 컨베이어 시스템을 이용하여 분쇄기로 이동시켜 2-5 mm 정도의 크기로 분쇄하였다. 통상 분쇄된 절삭칩의 크기는 작을수록 Fe 분리능 은 좋아지지만 잉고트 용해공정의 효율이 떨어지기 때문에 적 정한 크기로 조절한다. 분쇄된 절삭칩은 다시 컨베이어 시스템 을 통하여 수직 낙하식 자력선별기로 이송된다. 자력선별기 투 입 직전에 적정하게 분쇄되지 않은 절삭칩은 별도로 선별되고, 적절히 분쇄된 절삭칩은 Fe 함유량에 따라 자력의 영향을 받 아 낙하위치가 분리되는 원리로 Fe 함량이 높은 절삭칩과 Fe 함량이 낮은 절삭칩으로 선별된다. 본 실험에 적용한 원심분리 및 자력선별 등 일련의 공정 흐름을 Fig. 1에 개념도로 표기 하였다. 특히, 자력선별 공정은 재처리된 절삭칩의 Fe 함량에 가장 큰 영향을 미치므로 자력선별 공정의 적용 횟수에 따른 Fe 함량 수준을 측정해 보고자 1~4회 반복 선별실험을 실시하 여 Fe 분리능을 평가하였다.
2.2 선별된 절삭칩 주조 및 시편준비
확보된 절삭칩 표면 이물질을 완전히 제거하기 위하여 아세
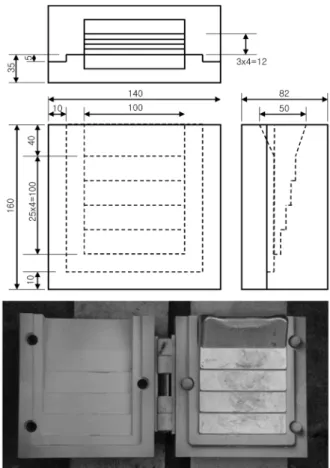
톤 및 증류수를 이용하여 세척하여 용해원료로 준비하였다. 자 력선별 공정이 1~4회 반복 적용된 절삭칩은 전기저항로를 이 용하여 흑연도가니에서 용해되었으며 1회 용해주조에 소요된 절삭칩 중량은 약 500 g이었다. 용해 온도는 침적식 열전대를 이용하여 약 750oC로 유지되도록 하였으며 완전 용해 후 산업 용 탈가스제 (Alugas 279)를 일정비율로 투입하였다. 또한 주 입 직전까지 용탕의 표면을 Ar 가스로 보호하여 산화 및 수소 가스혼입을 최대한 방지하고자 하였다. 주조실험에 사용한 주철 금형은 Fig. 2와 같은 계단형 (t=3, 6, 9, 12 mm)으로 가공하여 냉각속도에 대한 영향을 평가하고자 하였다. 금형은 열선을 삽 입하여 균일한 예열이 되도록 설계하였으며 용탕 주입전 220oC로 일정하게 유지하였다. 응고가 종료된 계단형 시편은 3, 6, 9 mm 부위에서 시편을 채취하여 두께 방향의 중심부위에 서 각종 미세조직 분석을 수행하였다. Fig. 3에 실험수행도를 간략히 나타내었다.
2.3 특성평가 및 분석
절삭칩 및 용해주조 시편에 대하여 실시된 성분분석은 ES (Emission spectrometer)와 ICP (Inductively-Coupled Plasma) 법을 병행하였다. 계단형 몰드를 이용하여 중력주조된 시편의 미세조직 평가를 위하여 각 두께별 중심부에서 시편을 채취하 여 경면 연마한 후 Keller 시약을 이용하여 선택부식 시켰다.
미세조직 관찰은 광학현미경 및 화상분석기를 이용하여 실시하 였으며 이때 금속간 화합물과 공정 조직 등을 비교 평가하였
Fig. 1. Schematic flow diagram of the magnetic separation processes for aluminum cutting chip scraps.
Fig. 2. A permanent stepped mold inducing various cooling rates
(t=3, 6, 9, 12 mm).
다. Fe 함량 및 냉각속도에 따른 응고특성에 기인하는 기계적 특성을 평가하기 위하여 각 부위별로 인장시편을 가공하여 비 교평가 하였다.
3. 결과 및 고찰
3.1 절삭칩 자력선별 공정에 의한 Fe 분리능 평가 알루미늄 절삭칩을 파분쇄한 뒤 각각 0~4 회까지 반복적으 로 자력선별 처리한 절삭칩을 이용하여 계단형 금형 몰드에 용해주조한 주조시편의 성분분석 결과를 Table 1에 정리하였다.
절삭칩 재용해 주조시편의 Si 함량은 자력선별 공정에 관계없 이 약 7~7.5 wt.%의 범위에 있음을 확인하였다. 범용으로 사 용되는 상용 중력주조 합금인 AC4B 합금의 Si 함량은 아공 정 범위인 7~10 wt.%이며, 중력주조용 AC4C 합금의 경우에 는 6.5~7.5 wt.%, 다이캐스팅용 ALDC12종 합금의 경우에는 아공정으로 부터 공정조성에 이르는 9.6~12 wt.% 인 것을 감 안하면 자동차 회사에서 배출되는 절삭칩은 AC4B 및 AC4C 합금이 주를 이루며 이중 AC4B의 함량이 보다 많이 혼재되 어 있는 것으로 판단된다[14-16]. Cu의 경우에도 약 2.7~2.8wt.%
범위에서 AC4B 조성 범위에 있음을 알 수 있다. 기타 미량원소 의 경우 자력선별의 공정 횟수에 관계없이 일정한 값을 나타내 었다.
반면 Fe의 경우는 미 선별된 절삭칩에서는 4.77 wt.%로 매 우 높게 나타나고 있으며, 1회 선별후 2.12 wt.%, 2회 선별후 1.01 wt.% 정도로 급격히 감소한 후, 3회 선별 후 0.71 wt.%,
4회 선별 후 0.63 wt.% 정도로 완만한 감소세를 유지하는 것 을 알 수 있었다. 미 선별된 초기의 절삭칩의 Fe 함유량이 4.77 wt.% 정도로 매운 높은 이유는 폐기물 처리시 알루미늄 부품에 결합되어 있는 주철재질의 부품이 알루미늄 절삭칩 스 크랩 쪽으로 일부 유입되어 나타나는 현상으로 볼 수 있다.
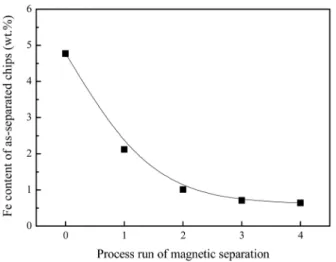
절삭칩의 자력선별 회수에 따른 Fe 함량변화를 Fig. 4에 나타 내었다. 초기 Fe의 농도가 자력선별 횟수가 증가할수록 지수함 수적으로 감소하여 하한값에 수렴하는 형태로 나타났고, 초기 4.77 wt.%Fe 함유 스크랩이 4번 자력선별후 0.63 wt.%Fe 까지 Fe 함유량이 감소하는 것을 확인할 수 있었다.
중력주조용 알루미늄 합금의 Fe 함량 규제는 약 0.6 wt.%
이하로서 절삭칩을 중력주조용 합금의 원재료로 사용하기 위해 서는 수차의 자력선별을 반복 적용하거나 산업용 품질의 합금 용탕에 선별된 절삭칩을 일부 혼합하는 방법을 택해야 할 것 이다. 반면 고압다이캐스팅과 같은 급속·가압 용해공정에서의 규제치는 중력주조용보다 상회하여 약 1.3wt.% 이하로 제한된 다[14-16]. 이렇게 주조공정 및 주조용 알루미늄 합금에 따라 Fe의 규제치가 다른 이유는 두 가지 관점에서 해석되는 데 첫 째는 Al-Si 합금계에서 냉각속도에 따른 초정
α
-Al상의 Fe 고용도의 변화이다. 평형 응고조건에서α
-Al상의 Fe 고용도는 공정 반응이 시작되는 652-655oC에서 최대값인 약 0.05 wt.%인 것으로 보고되고 있다[11]. 하지만 급속응고 조건인 104~6 K/s의 냉각속도가 부여될 경우
α
-Al상은 Fe 원소를 과포화하 여 0.4 wt.% 이상이 고용되는 것이 가능하다고 보고되어 있다 [12]. 두 번째는 Si함량에 따른 Fe의 임계 함유량 변화인데, 예를 들어 J. A. Tayer는 Al-Si 합금계에서 Si 함량에 따라 잔존액상의 Si, Fe 함량이 변화하며 이에 따라 취약한 금속간 화합물이 형성되는 조건이 결정된다고 보고하고 있다[1]. 본 자 력선별 공정실험을 통하여 얻은 Fe 함유량 결과를 살펴보면, 4회 자력선별된 절삭칩의 Fe 함량도 일반 주조용 합금의 Fe 규제치를 초과하여 중력주조용 소재로의 사용은 적합하지 않다 고 사료되나, 고압다이캐스팅 합금의 규제조건인 Fe 함량 1.3 wt.% 이하를 2번 정도의 자력선별만으로 얻을 수 있으므로 향후 고압다이캐스팅 소재로의 적용가능성에 대한 연구가 유효 하다고 판단된다.3.2 냉각속도 및 Fe 함량에 따른 미세조직 평가 자력선별을 각각 1회에서 4회까지 실시한 절삭칩을 전처리한 후 용해하여 계단시편에 시험주조하였고, 각 절삭칩별, 시험주편 두께별 미세조직을 Fig. 5에 정리하였다. 모든 조건의 미세조직
Fig. 3. Experimental procedure for the characterization of the
solidification characteristics of magnetically separated Al- Si scraps.
Table 1. Chemical compositions of the casting specimens using Al-Si cutting chip scraps with the number of process run of magnetic separation
Specimens Elements (wt.%)
Si Fe Cu Mn Mg Cr Ni Zn Sn Ti B
M-0 7.02 4.77 2.7 0.09 0.02 0.02 0.02 0.34 0.02 0.19 0.03
M-1 7.36 2.12 2.8 0.09 0.02 0.06 0.04 0.34 0.03 0.23 0.02
M-2 7.32 1.01 2.8 0.10 0.01 0.02 0.02 0.36 0.02 0.16 0.03
M-3 7.35 0.71 2.8 0.10 0.03 0.02 0.02 0.36 0.02 0.16 0.03
M-4 7.17 0.64 2.7 0.10 0.04 0.02 0.03 0.37 0.02 0.24 0.03
Fe 성분이 혼입된 Al-Si 절삭칩 스크랩의 자력선별 및 응고특성 평가 - 김봉환· 김준겸·이상목 − 41 −
에서 공통적으로
α
-Al의 수지상이 쉽게 관찰되며 수지상 사이 에서 미세한 Al-Si 공정조직이 형성되어 있음을 알 수 있다.4번 자력선별된 절삭칩 활용 주조시편 (Fe 함량이 0.64 wt.%
로 가장 낮은 경우)의 경우 시편두께가 3 mm인 냉각속도 범 위에서는
α
-Al 수지상과 공정상 이외의 결정상은 관찰되지 않 았으나 냉각속도가 상대적으로 느린 6, 9 mm 두께의 시편에서 는 적은 양이지만 짧은 바늘 모양의 상이 관찰되었다. Fig. 5 에서 이를 확인할 수 있도록 4번 자력선별된 절삭칩을 이용하 여 3, 6, 9 mm 두께로 주조한 시편의 미세조직은 500배에서관찰한 미세조직 사진을 도시하였다. 이러한 바늘 모양의 상은 기존 문헌검토와 SEM-EDX 성분분석결과 강한 방향성 성장 특성을 보이는
β
-Al5FeSi상으로서 Al-Si 합금계에서 기계적 특 성을 열화시키는 주원인으로 지목되고 있는 상이다[1-6]. 이들β
상은 Al 수지상의 내·외부 또는 공정 조직 내부에 불규칙적 으로 형성되어 산포되어 있음을 알 수 있었다. Fe 함량이 0.71 wt.%로 약간 증가한 3번 자력선별 실시한 절삭칩으로 주 조한 시험주편의 경우에도 이러한 경향은 동일하여 3 mm 두 께의 시편 중심부에서는β
상이 관찰되지 않았고 6, 9 mm 두 께의 시편 중심부에서는β
상이 관찰되었다. Fe 함량이 1.01 wt.%인 경우, 모든 두께의 시편 중심부에서 Al 수지상 및 공정조직과 함께β
상이 관찰되었으며 이들의 분율 및 크기 는 0.74, 0.64 wt.%Fe를 함유하는 시편에 비해 다소 증가한 것으로 평가되었다. Fe 함량이 0.64~1.01 wt.%인 시편에서β
상의 길이는 냉각속도가 작을수록(시편의 두께가 큰 경우일수록) 증가하는 경향이 있으나 상의 두께변화에 미치는 냉각속도의 영 향은 크지 않았다. Fe 함량이 2.12 wt.%까지 증가한 시편의 경우,β
상의 분율이 급격히 증가하였으며 특히 3, 6, 9 mm 두께에 상응하는 냉각 속도에 따른β
상의 길이 및 두께의 차 이가 확연히 구별되어 육안 비교가 가능할 정도였다.냉각속도 및 Fe 함량이 주조시편의 미세조직 형성에 미치는 관찰결과를 정량적으로 평가하여 Fig. 6에 정리하였다. Fig 6(a)에서와 같이
β
상의 길이는 냉각속도가 감소할수록(시편두께 가 증가할수록), 또한 Fe 함량이 증가할수록 증가하는 경향을 보이는데 이러한 경향은 용질의 확산에 의존하는 정출상의 일 반적인 성장거동과 동일하다. 냉각속도가 상대적으로 느린 두께Fig. 4. Influence of the number of process run for magnetic
separation on the resultant Fe content of aluminum cutting chip scraps.
Fig. 5. Typical microstructures of magnetically separated scraps cast into the permanent stepped mold as functions of Fe content and cooling
rate.
9 mm 시편부에서는 Fe 함량이 증가함에 따라
β
상의 길이가 약 200µ
m까지 급격히 증가하고, 냉각속도가 빠른 두께 3 mm 시편부에서는 약 40µ
m까지 자라남을 알 수 있었다. 즉,β
상 의 길이 증가에 미치는 Fe 함량의 영향은 냉각속도가 증가함 에 따라 감수성이 적어짐을 의미한다. 이를 주조 공정의 관점 에서 해석해 보면 냉각속도가 비교적 느린 공정에서는 Fe 함 량이 소량만 증가하여도 침상형β
상의 성장이 용이해 짐에 따 라 기계적 특성이 취약해지기 쉬우나, 다이캐스팅 등과 같이 냉각속도가 비교적 빠른 공정에서는 Fe 함량의 증가에 의한β
상의 길이 증가 경향이 둔화되므로 적정 범위의 Fe 조성에서 산업화 가능성이 있다고 판단된다. Fe 함량이 2.12 wt.%인 시 편에서 냉각속도에 따른β
상의 aspect ratio (단위두께당 길이) 를 측정한 결과, 냉각속도가 감소함에 따라 aspect ratio는 증 가하는 경향을 보이고 있다. 냉각속도 변화에 따른β
상의 성장 거동에 관한 연구는 현재 진행 중에 있다.Fig. 6(b)를 살펴보면 시편두께가 3, 6, 9 mm로 증가함에 따라 냉각속도는 감소하게 되고 그에 따른 Al 수지상의 2차 가지 간격 (DAS)가 증가하는 경향이 나타나고 있는데, 이는 이미 잘 알려진 사실이다. 또한 자력선별의 횟수가 증가할수록 Fe 함량이 감소하는데 그에 따라 2차 수지상간 간격은 두께
3 mm 시편의 경우에는 증가하는 경향을 나타낸다. 이렇게 Fe 의 함량이 증가할수록 2차 수지상간 간격이 감소하는 경향은 용질원자의 농도가 증가할수록 결정립의 크기가 미세해지는 경 향과도 일치하는 사항이다. 즉, Fe 함량이 증가함에 따라
β
상 의 분율이 증가하며, 이러한β
상들은 성장하고 있는 Al 수지 상 선단에 위치할 경우 Al 수지상 성장에 필요한 용질원자의 확산 및 열방출을 방해하게 되어 DAS의 크기가 감소한다고 설명될 수 있다. 따라서 고온에서 성장하는β
상의 형상과 크기 는 주변의 Al 수지상의 형상과 크기에도 영향을 미친다고 생 각된다.반면, 두께 6 mm나 9 mm 시편의 경우에는 Fe의 함량이 1.01 wt.%인 경우에 DAS가 최소값을 갖고 Fe의 함량이 2.12 wt.%로 증가하거나 0.64 wt.%까지 감소할 경우에는 DAS 가 약간 증가하는 경향을 보이고 있다. 이는 저 Fe 성분일 경 우에는
β
상의 분율이 적어지므로 Al 수지상의 성장이 비교적 자유로워 DAS가 약간 크게 나타나는 것으로 생각되고, 고 Fe 성분일 경우에는 용질원자의 농도가 높아짐에도 불구하고 DAS 가 크게 감소하지 않는 이유는 냉각속도가 상대적으로 느린 조건에서 안정적으로 정출되는β
상의 조대해지고 길어짐에 따 라 미세한β
상의 수는 감소하고β
상들 간의 거리가 증가되기 때문이다. 따라서 더 넓은 공간에서 Al 수지상은 비교적 덜 구속 받으며 성장이 가능할 것으로 판단된다.3.3 기계적 특성 평가
시험주조된 계단형 주조시편에서 두께별로 ASTM B557 판 상 sub-size 인장시편을 가공하여 냉각속도와 Fe 함량에 따른 인장특성을 평가하였고, 그 결과를 Fig. 7(a)에 정리하였다. 모 든 시편에서 냉각속도가 증가함에 따라 인장강도가 증가하는 경향을 보이고 있으며, Fe 함량이 2.12 wt.%에서 0.64 wt.%로 감소함에 따라 인장강도는 급격한 상승을 나타낸다. 이는 Fe 함량에 따른
β
상의 길이와 연관이 있기 때문인데, 인장강도에 미치는β
상의 길이와 DAS 크기의 영향을 통계적으로 평가하 기 위하여 100개 이상의β
상 측정결과로부터 Minitab 프로그 램을 이용하여 Fig. 7(b)와 같은 DAS 크기-β
상 길이에 따른 인장강도 등고선도를 도시하였다. 인장강도는β
상 길이가 증가 할수록 감소하는 경향을 보이는데, 이는 많은 연구를 통해 보 고된 바와 같이β
상이 응력집중부로 작용하거나, 취성이 강한β
상이 응력에 의해 쉽게 파단됨으로써 기계적 특성을 저하시키 기 때문이다[1-6].한편,
α
상의 DAS의 크기는 전술한 바와 같이β
상의 길이 에 종속되는 관계를 갖는데,β
상의 길이가 짧을수록 DAS는 커지는 경향이 있다. Fig. 7(b)의 등고선도를 보면 인장강도에 미치는 DAS의 영향은 약 8~9µ
m 범위를 경계로 구별되는데, DAS의 크기가 이 경계값보다 큰 경우에는 DAS의 증가에 의 해 인장강도가 감소하는 경향을 보였고 이는 주조합금에서 나 타나는 일반적인 경향이다. 반면 DAS가 이보다 작은 범위에서 는 DAS의 증가가 오히려 인장강도를 증가시키는 것으로 나타 나는데, 이러한 결과는 경계값 이하의 DAS 범위에서는 DAS 증가에 의한 인장강도의 감소 요인보다는 DAS 증가는β
상의 길이 감소로부터 연유된 것이므로 DAS 증가에 따른 (즉,β
상Fig. 6. Microstructural features of the cast scraps as a function of Fe
content; (a) secondary dendrite arm spacing of the α phase,
(b) the length and aspect ratio of the intermetallic β-phase.
Fe 성분이 혼입된 Al-Si 절삭칩 스크랩의 자력선별 및 응고특성 평가 - 김봉환· 김준겸·이상목 − 43 −
의길이 감소에 따른) 인장강도 향상 요인이 더 크게 되어 위 와 같은 결과가 나타난다고 평가된다. 인장강도에 미치는
β
상 의 길이와 DAS의 영향을 통계적으로 해석해 보고자 실험변수 의 유효성을 평가하는 통계적 지수인 P-값 (귀무가설이 맞다고 가정했을 때 얻어진 검정통계량보다 더 극단적인 결과가 나올 확률로서 정의되며 귀무가설의 기각여부를 결정하는 척도로 활 용)을 계산해 보았다. 일반적으로 특성값에 대한 실험변수의 P-값은 0.05 보다 작은 경우, 작은 값을 가질수록 지배적 영향 을 주는 것으로 평가하며 0.05 이상인 경우에는 선택된 실험 변수는 결과에 영향을 미치지 않는 것으로 해석된다[17]. 인장 강도에 대한β
상의 길이와 DAS의 P-값은 각각 0.009, 0.045 수준으로 계산되었으며, 이는 이 두 가지 인자가 모두 인장강 도에 영향을 미치는 것을 의미하지만β
상의 길이가 더욱 강하 게 인장강도에 영향을 미치는 것으로 해석된다.β
상의 형상이 기계적 특성이 미치는 영향을 확인하고자 인장 시편의 파단조직을 관찰하여 Fig. 8에 도시하였다. Fig. 8(a), (b)는 각각 자력선별을 1회, 4회 실시한 절삭칩을 이용하여 9 mm 두께로 주조한 시편에서 채취한 인장시편의 시험후 파단 조직을 보여준다. 인장하중에 따른 파단양상을 명확히 확인하고 자 인장하중 방향에 수직인 방향으로 미세조직을 관찰하였다.Fig. 8(a)에서와 같이 조대한
β
상을 포함하는 조직에서는 인장 응력에 의해 파괴된β
상이 내부 조직에서도 관찰되며β
상의 길이방향으로 전파되는 크랙에 의하여 최종 인장 파면은β
상의 3차원적 형상과 동일하게 판상이 교차된 구조로 형성되는 것을 알 수 있다. 반면 Fig 8(b)에서와 같이 4회의 자력선별을 통 하여 미량의β
상만이 관찰되었던 시편의 인장 파단조직은β
상 의 존재에도 불구하고 전형적인α
-Al과 공정상의 입계파괴 거 동을 보이는 것으로 확인되었다.4. 결 론
Fe성분이 혼입된 알루미늄 절삭칩 스크랩의 자력선별 공정에 따른 Fe 선별능을 평가하고, Fe 함량에 따른 스크랩 활용 주 조시편의 응고특성을 분석함으로써 산업적 Fe 허용 기준과의 연계성을 고찰하였고, 다음과 같은 결론을 얻었다.
1) 자력선별에 의한 Fe 선별 효과는 지수함수적으로 감소하 여 하한값에 수렴하는 특징을 보이는데 선별공정을 반복 적용 함으로써 초기 Fe 농도 4.77 wt.%의 절삭칩을 0.6-1.0 wt.%Fe 정도로 Fe 함량이 줄어든 절삭칩으로 선별할 수 있었으며, 이 는 일반적인 다이캐스팅 부품에서 규제하는 Fe 함량 범위를 만족하는 수준이다.
2) Fe가 혼입된 Al-Si 합금에서는 응고도중 침상형
β
- Al5FeSi상이 액상으로부터 정출되는데, 냉각속도가 증가할수록,Fig. 7. Evaluation of tensile strengths; (a) effect of cooling rate and
Fe content and (b) statistical contour plot of tensile strength as functions of the length of β-Al
5FeSi and the secondary DAS of the a phase.
Fig. 8. Fractographic microstructures showing the origin of crack
propagation in (a) M-1 and (b) M-4 tensile specimens.
Fe의 함량이 감소할수록 이러한
β
상의 성장이 억제된다.3) 자력선별된 절삭칩을 활용하여 계단형 주조시편을 제조하 고 인장특성을 평가하였고, 두께 3 mm 주조시편의 경우 자력 선별전 4.77 wt.%Fe 함유 절삭칩의 인장강도 115 MPa에서 4 회 선별후 0.63 wt.%Fe 함유 절삭칩의 인장강도 225 MPa를 확보할 수 있었다.
참고문헌