한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 48, No. 6, 2015.
http://dx.doi.org/10.5695/JKISE.2015.48.6.349
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
아크 용사법을 이용한 Inconel 625 코팅 층의 해수 내 캐비테이션 손상 거동
박일초, 김성종*
목포해양대학교 기관시스템공학부
Cavitation Damage Behavior of Inconel 625 Coating Layer by Arc Thermal Spraying Method in Sea Water
Il-Cho Park, Seong-Jong Kim*
Division of Marine Engineering, Mokpo National Maritime University, 91, Haeyangdaehak-ro, Mokpo 58628, Korea
(Received December 21, 2015 ; revised December 23, 2015 ; accepted December 24, 2015)
Abstract
In this paper, arc thermal spray coating was conducted onto the SS400 steel using Inconel 625 wires in order to improve the durability of marine steel structures, and then investigated cavitation damage behavior of Inconel 625 coating layer in sea water. For the Inconel 625 coating layer, surface hardness appeared similar to that of existing high velocity oxy-fuel coating technology with 380~480 H
V,but the porosity of about 6 % was larger relatively. During the cavitation experiment, pit damages were originated and grown at the rough surface and pore defect area of Inconel 625 coating layer. And, after the 72 hours of experimental time, weight loss of Inconel 625 coating layer exhibited gradually increasing tendency due to surface damage effect of the undercut.
Keywords : Inconel 625, arc thermal spray, cavitation, sea water
1. 서 론
Inconel 625 코팅기술은 뛰어난 내열성과 내식성 을 보유하고 있어 항공, 원자력, 파워 플랜트, 석유 화학 산업 등의 첨단산업 분야에서 고온·고응력의 가혹한 운전조건에서 사용되는 주요 장비 및 부품 을 보호하기 위해 적용되고 있다1,2). 또한 내식성과 마찰 및 마모 저항성이 뛰어나 상대적으로 값싼 강 재에 대해서도 광범위하게 적용되고 있다1-3). 특히, 값싼 강재에 Inconel 625 코팅을 적용하면 벌크
Inconel 625를 사용하는 것보다 훨씬 경제적인 이 점이 있다. Inconel 625의 코팅 방법으로는 초고속 화염용사(High Velocity Oxy-Fuel, 이하 HVOF) 코 팅기술이 다른 용사코팅 기술에 비해 매우 작은 기 공율(1 % 이내)과 산화물(평균 3.6 % vol.)을 생성 하며, 높은 경도(200 ~ 450 HV)를 나타내어 침식-부 식 환경에서 주로 적용된다1,4,5). 그러나 해양환경에 서 해양 구조물, 해양 플랜트 및 선박 등과 같은 대 형 강 구조물의 내구성 향상을 위한 Inconel 625 용 사코팅 적용은 고품질 코팅 층의 HVOF 보다는 저 품질의 코팅 층을 형성하는 아크 용사코팅(Arc Spray Coating, 이하 ASC) 기술이 더 합리적인 것으로 판 단된다. 그 이유는 ASC의 경우, HVOF에 비해 상 대적으로 코팅 층의 생산성이 훨씬 우수하며, 현장 시공이 가능하기 때문이다6-8). 한편, Poza 등은 저
*
Corresponding Author : Seong-Jong Kim
Division of Marine Engineering, Mokpo National Maritime University
E-mail :
[email protected]온 금속 용사코팅이 요구되는 적용처를 고려하여 HVOF 대신 저온 가스 용사코팅 기술로 Inconel 625 코팅 층을 형성시키기도 하였다9). 본 연구에서는 해 수환경 하에서 장기간 내구성이 요구되는 대형 장 비 및 시설에 대하여 Inconel 625 아크 용사코팅을 적용하였다. Inconel 625 코팅 층에 대한 내구성은 선행 연구자들에 의해 제트 액적충돌, 나노 인덴테 이션 그리고 인장시험 등을 통해 평가되었을 뿐 캐 비테이션-침식에 의한 평가는 미비한 실정이다1,9-11). 따라서 해수용액에서 Inconel 625 아크 용사코팅 층 의 캐비테이션 손상 거동 고찰을 통해 해양환경에 적합한 내구성 용사코팅기술 선정 시 참고자료를 제공하고자 한다.
2. 실험방법
본 실험에서 모재로 SS400강을 사용하였으며, 용 사코팅 전 표면처리 규격 SSPC-SP10에 따라 그리 트 블라스팅(grit blasting) 과정을 거쳐 시험편 표면 의 이물질과 스케일(scale) 등을 제거하고, 동시에 코팅 층의 밀착성 향상을 위해 표면 조도를 형성하 였다. 용사장비는 모델 ZPG-400B 아크용사기를 사 용하였으며, 균일한 용사코팅 층 형성을 위해 로봇 제어 시스템을 적용하였다. 용사작업은 Inconel 625 용사선재를 사용하였으며, 용사 시 공기압력 6.5 ~ 7 kg/cm2, 출력전압 약 31 V, 출력전류 약 150 A 그 리고 용사거리는 200 mm로 유지하여 용사코팅 층 의 두께 약 200 μm 정도로 시공하였다. 용사코팅된 시험편에 대하여 캐비테이션 실험은 천연 해수환경 하에서 압전(piezo electric) 효과를 이용한 진동발생 장치(cavitation erosion tester)를 사용하였으며, 대향 형 진동법으로 실시하였다. 진동발생 장치는 60 Hz, 220 V의 전력을 전자회로를 거쳐 20 kHz의 정격 진동 출력을 발생시켜 진동자에 공급하는 역할을 하며, 정진폭 자동제어 방식으로 진폭은 5 µm로 일정 하게 유지하였다. 시험편은 진동자의 혼에 대향하 도록 거치대에 고정하고, 1 mm의 간격을 일정하게 유지하였다. 그리고 온도변화에 따른 부식손상의 영 향을 최소화하기 위해 캐비테이션 실험 중 해수 온 도는 25oC로 일정하게 유지하였다. 그리고 무게 감 소량 분석은 시험편을 캐비테이션 실험 전/후 각각 초음파 세척기로 세척하고, 건조기에서 24시간 동 안 건조시킨 뒤 무게를 측정하여 무게 감소량 및 무게 감소율을 구하였다. 또한, 캐비테이션 실험 후 시험편의 표면 손상 정도를 주사전자 현미경 및 3D 분석 광학 현미경을 이용하여 관찰하였다. 그리고 용사코팅 층 횡단면의 기공율 분석은 이미지 분석
프로그램(IMT isolution DT, Nextec)을 이용하여 3 개소 이상 계측하고, 경도 측정은 마이크로 비커스 (HVM-2, Shimadzu)를 이용하여 인가하중 9.807 N, 유지시간 10초로하여 용사코팅 층의 표면을 10회 이상 계측하여 그 평균값을 구하였다.
3. 실험내용 및 고찰
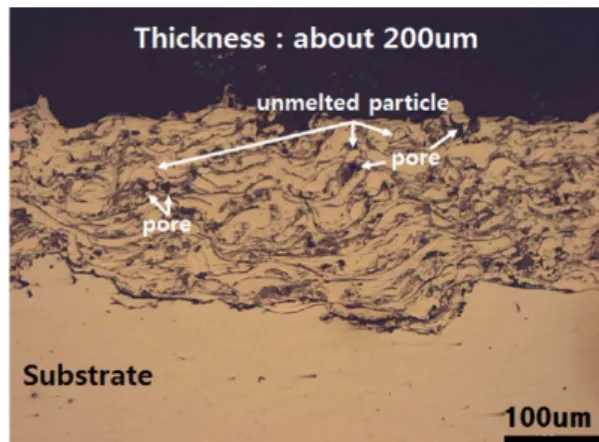
그림 1은 Inconel 625 용사코팅된 시험편의 횡단 면 관찰 사진을 나타낸 것이다. 코팅 층은 다수의 기공(pore)을 포함하여 기공율은 약 6 %로 계측되 었으며, 두께는 약 200 µm로 계측되었다. 그리고 마이크로 비커스 표면경도 값은 불규칙적으로 적층 된 판상(splat) 및 기공 결함 등에 의한 거친 표면 형상 때문에 380 ~ 480 HV의 비교적 넓은 범위의 경 도 분포가 관찰되었으며, 그 평균은 425.1 HV로 계 산되었다. 일반적으로 Zn과 Al 등의 열용사코팅 층 의 기공율은 대략 5 ~ 10 % 정도이다12). 이때, 20oC 에서 Zn과 Al의 밀도가 각각 7.13과 2.71 g/cm3인 반 면, Inconel 625의 주성분인 Ni은 8.9 g/cm3, Cr은 7.19 g/cm3, 그리고 Mo은 10.28 g/cm3으로 다른 용사 재료에 비해 상대적으로 높은 밀도에 해당된다. 따 라서 용사공정 중 용융액적(droplet)이 모재와 충돌 하여 적층될 때, Inconel 625가 상대적으로 더 큰 충돌에너지를 가지게 되므로 판상(splat)간의 밀착 력(cohesion)이 증가하여 더욱 치밀한 적층구조를 형성할 것으로 판단할 수 있다13). 그러나 Inconel 625 용사코팅 층의 기공율은 약 6 %로 다른 용사 코팅 층과 유사한 값을 나타냈다. 이는 본 연구에 서 실시한 용사코팅 층 내부에 다수의 미용융 또는 반용융 입자가 존재하고, 그 주변부에 비교적 큰 기 공들이 형성되었기 때문으로 사료된다. 이러한 용 사코팅 층에 존재하는 미용융 또는 반용융 입자는
Fig. 1. Cross-section morphologies of Inconel 625
thermal spray coating on the SS400 steel.
판상(splat) 간의 결합력(cohesion)을 약화시키는 요 인으로 캐비테이션 저항성을 저하시키게 된다. 이 는 Hawthorne 등이 슬러리 제트 침식(slurry jet erosion) 실험을 통해 Ni 합금 용사코팅 층 내에 미 용융 입자가 존재할 경우 그 주위에서 집중적으로 코팅 층 손상이 발생한다는 연구결과와 일치한다14). 따라서 캐비테이션 실험 시 Inconel 625 용사코팅 층 상부에 형성된 미용융 입자와 기공은 기포 붕괴 충격압에 의한 손상이 우선적으로 발생할 것으로 사료된다. 그리고 Al-Fadhli 등이 Inconel 625 용사 코팅 층에 존재하는 기공을 중심으로 EDS 분석 결 과, 주로 Cr2O3 산화물이 존재하였는데, 이는 기공 에 포집된 공기와 고온의 판상(splat)이 접촉하고 있 기 때문으로 나타났다15). 따라서 Inconel 625 용사 코팅 층에 형성된 미용융 입자, 기공 그리고 산화 물 등은 캐비테이션 특성을 저하시키는 요소가 될 것으로 사료된다.
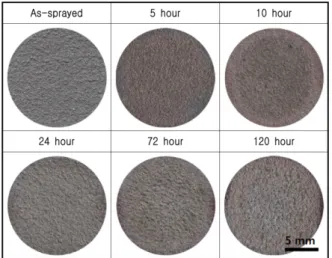
그림 2는 해수용액에서 캐비테이션 실험시간에 따른 Inconel 625 용사코팅된 시험편의 표면 형상 을 나타낸 것이다. 실험시간 5시간 경과 시 실험 전 불규칙적으로 거칠게 형성된 코팅 층의 돌기부 들이 캐비테이션 충격압의 영향으로 오히려 평탄하 게 나타났다. 그리고 이후 실험시간 경과에 따라 전 반적으로 표면이 거칠어지는 경향을 나타냈으며, 실 험종료 시점인 120시간 경과 후에는 코팅 층 표면 에서 주로 미세한 국부적인 피트손상이 관찰되었다.
이렇게 장시간 동안 캐비테이션 환경에 노출되었음 에도 불구하고 모재가 노출될 정도의 큰 표면 손상 이 발생하지 않은 이유는 425.1 HV의 비교적 큰 용 사코팅 층 표면경도와 용사코팅 층과 모재 경계면 에서의 결합력(adhesion)이 강하기 때문으로 사료된
다. 일반적으로 모재와 코팅 층간의 결합력은 용사 공정 중 고온의 용융액적(droplet)이 비행 중 산소 와 반응하여 형성시키는 산화물 및 화합물 생성, 코 팅 층의 균질성, 기공도 그리고 적층 후 코팅 층과 모재간의 열팽창 계수 및 냉각속도에 크게 의존하 는 것으로 알려져 있다16,17). 결과적으로 Inconel 625 코팅 층 내부에서 다수의 기공이 관찰되기는 하였 으나, 코팅 층의 기계적 특성 및 모재와의 결합력 (adhesion)은 상당히 우수한 것으로 사료된다.
그림 3은 해수용액에서 캐비테이션 실험시간에 따른 Inconel 625 용사코팅된 시험편의 무게 감소 량과 무게 감소율을 나타낸 그래프이다. 무게 감소 량의 경우, 전반적으로 실험시간 경과에 따라 무게 감소량이 거의 비례적으로 증가하는 경향을 나타냈 다. 따라서 용사코팅 층에서는 실험시간 동안 기포 붕괴 충격압과 마이크로 제트로 인해 지속적으로 표면손상이 발생하였음을 알 수 있다. 한편, 무게 감소율은 실험초기부터 상대적으로 크게 나타났으 며, 실험시간 10시간에서 가장 큰 무게 감소율이 관찰되었다. 이는 앞선 그림 2에서와 같이 실험 전 용사코팅 층 표면에 거칠게 형성된 요철들이 캐비 테이션 충격압에 의해 먼저 탈리되었기 때문으로 여겨진다. 그리고 실험시간 24시간까지는 무게 감 소율이 다소 감소한 후 실험시간 경과에 따라 거의 일정하게 나타났다. 이렇게 실험시간 24시간 이후 에도 무게 감소율이 비교적 큰 값을 나타내는 것은 장시간 캐비테이션 실험 동안 기포 붕괴에 따른 물 리적 손상과 해수용액에 포함된 Cl- 이온에 의한 부 식손상이 복합적으로 발생하여 표면 손상을 가중시 키기 때문으로 판단된다.
그림 4는 해수용액 속에서 캐비테이션 실험시간 에 따른 Inconel 625 용사코팅된 시험편의 표면손 상을 주사전자현미경으로 관찰한 사진이다. 실험 전
Fig. 2. Surface morphologies after cavitation experi- ment of Inconel 625 thermal spray coating in sea water.
Fig. 3. Weight loss and cavitation rate after cavitation
experiment of Inconel 625 thermal spray coating
in sea water.
표면 관찰 결과, 표면 전반에 걸쳐 용사공정 중 형 성된 미세한 구조적 결함이 검은 점(spot)의 형태로 관찰되었으며, 요철 형성으로 인해 표면이 불규칙 적이고, 비교적 거칠게 나타났다. 그리고 실험시간 5시간 경과 시에는 용사코팅 층 표면에 생성된 미 세 구조결함들이 캐비테이션 기포 발생의 핵으로 작용하여 용이하게 작은 침식 피트(pit) 손상으로 진 전되었다. 그리고 피트 주변부의 표면 거칠기는 전 반적으로 작게 나타났는데, 이는 앞선 무게 감소량 에서 실험시간 5시간의 경우 상대적으로 작은 값을 나타냈으므로 용사공정 중 형성된 요철이 기포 붕 괴 충격압에 의한 탈리손상 보다는 용사코팅 층 표 면이 다져짐과 눌림(indentation)에 의한 소성변형이
더 크게 영향을 미친 것으로 사료된다. 이후 실험 시간 경과에 따라 피트가 더욱 크게 성장하는 경향 을 나타냈으며, 실험시간 24시간에는 피트 주변부 까지 기포 붕괴 충격압에 의한 손상으로 표면이 상 대적으로 고르게 관찰되었다. 그리고 실험시간 72 시간에는 피트가 더욱 성장하여 깊이방향 손상이 크게 관찰되었고, 실험종료 시점인 120시간에는 피 트와 피트가 성장하면서 합체되어 더욱 큰 표면 손 상이 관찰되었다. 여기에서 실험시간 24시간까지의 피트손상을 다시 보면 피트가 깊이방향으로 성장해 갈수록 그 폭이 점점 좁아지는 원뿔모양의 표면 형 상이 관찰된다. 반면, 실험시간 72시간과 120시간 의 경우에는 피트손상 내부에서 깊이방향 뿐만 아 니라 넓이방향 손상이 동시에 진행되어 피트손상이 매우 크게 나타났다. 이러한 피트손상을 언더컷 (undercut)이라 일컬으며, 언더컷 피트손상이 발생하 는 원인은 실험초기 기포 붕괴 충격압에 의해 형성 된 피트가 실험시간 경과에 따라 피트 깊이가 점점 깊어지며, 이때 피트 최저부에 들어간 기포들이 기 포가 붕괴할 정도인 정압 이상의 압력이 미치지 않 아 기포가 파괴되지 않고 그대로 남아있게 된다. 이 기포들 상부에 위치한 기포 중 정압 이상의 압력범 위에 속하는 기포들의 붕괴가 일어나게 되며, 이때 최저부에 남아 있던 기포들은 중상부에 있던 기포 가 붕괴할 때 발생하는 충격압을 완충(cushion effect)하는 역할로 작용하여 피트 최저면은 손상이 거의 발생하지 않으며, 피트의 측면 손상을 일으켜 언더컷형 피트가 발생하는 것으로 알려져 있다18).
그림 5는 해수용액에서 캐비테이션 실험시간에 따른 Inconel 625 용사코팅된 시험편의 표면손상을 3D 현미경을 통해 관찰한 것이다. 실험 전 표면 손 상깊이는 128.9 μm로 계측되었으며, 실험시간 5시 간에는 표면에 형성된 요철이 기포 붕괴 충격압에
Fig. 4. Surface damage after cavitation experiment of
Inconel 625 thermal spray coating in sea water.
Fig. 5. 3D analysis and damage depth after cavitation experiment of Inconel 625 thermal spray coating in sea water.
의한 눌림 소성변형의 발생 영향으로 손상깊이가 124.8 μm로 오히려 작게 나타났다. 이후에는 실험 시간 경과함에 따라 주로 국부적인 피트 손상이 깊 이방향으로 성장하여 지속적으로 표면 손상깊이가 증가하는 경향이 관찰되었다. 그러나 실험시간 24시 간에는 10시간에 비해 손상깊이가 약 5.4 µm 작게 관찰되었는데, 이는 실험시간 24시간 경과 시 피트 손상과 더불어 피트 주변부의 울퉁불퉁한 요철들이 기포 붕괴 충격압에 의한 탈리 손상으로 오히려 표 면이 고르게 나타난 영향으로 판단된다. 그리고 실 험시간 72시간 이후에는 언더컷형 피트손상 경향이 나타나 표면손상이 깊이방향과 함께 넓이방향으로 도 크게 발달한 것으로 판단되며, 그에 따라 실험 종료 시점에는 230.7 µm의 가장 큰 표면 손상깊이 가 계측되었다.
4. 결 론
Inconel 625 아크 용사코팅 층에 대하여 해수용액 에서 캐비테이션 실험을 실시하여 다음과 같은 결 론을 얻었다.
1. Inconel 625 아크 용사코팅 층은 두께 약 200 µm, 용사 공정 특성 상 발생하는 기공율은 약 6 % 그리고 표면 경도는 380~480 HV로 계측되었다.
2. 캐비테이션 실험시간 5시간까지는 실험 전 요 철이 소성변형의 영향으로 상대적으로 평탄하게 나 타났으나, 이후 실험시간 경과에 따라 국부적인 피 트손상이 발달하여 표면 손상깊이가 증가하는 경향 을 나타냈다.
3. 캐비테이션 실험시간 72시간 이후에는 언더컷 형 표면 손상 경향으로 인해 깊이방향과 넓이방향 의 손상이 동시에 진행되었다.
후 기
본 연구는 미래창조과학부 및 정보통신기술진흥 센터의 ICT융합고급인력과정지원사업의 연구결과 로 수행되었음(IITP-2015-H8601-15-1006). 그리고 본 논문은 2014년도 산업통상자원부의 재원으로 한 국에너지기술평가원(KETEP)의 지원을 받아 수행한
연구과제(Project No. 20143010021820)이며, 참여기 관인 한국선급 연구용역의 결과로 작성되었음.
References