Box-Behnken 및 반응표면 분석법을 이용한 음식물류 폐수 부상 스컴의 혐기성 소화를 위한 열-알칼리 전처리 최적화
Optimization of Thermal-alkaline Pre-treatment for Anaerobic Digestion of Flotation Scum in Food Waste Leachate Using Box-Behnken Design and Response Surface Methodology
이동영1・최재민1・김정광1・한선기2・이채영1*
Dong-Young Lee
1・Jae-Min Choi
1・Jung-Kwang Kim
1・Sun-Kee Han
2・Chae-Young Lee
1*1
수원대학교 토목공학과·하천환경기술연구소,
2한국방송통신대학교 환경보건학과
1
Dept. of Civil Eng., The University of Suwon・Institute of River Environmental Technology
2
Dept. of Environ. Health, Korea National Open University
ABSTRACT
Response surface methodology (RSM) based on a Box-Behnken Design (BBD) was applied to optimize the thermal-alkaline pre-treatment operating conditions for anaerobic digestion of flotation scum in food waste leachate. Three independent variables such as thermal temperature, NaOH concentration and reaction time were evaluated. The maximum methane production of 369.2 mL CH
4/g VS was estimated under the optimum conditions at 62.0˚C, 10.1% NaOH and 35.4 min reaction time. A confirmation test of the predicted optimum conditions verified the validity of the BBD with RSM. The analysis of variance indicated that methane production was more sensitive to both NaOH concentration and thermal temperature than reaction time. Thermal-alkaline pretreatment enhanced the improvement of 40% in methane production compared to the control experiment due to the effective hydrolysis and/or solubilization of organic matters. The fractions with molecular weight cut-off of scum in food waste leachate were conducted before and after pre-treatment to estimate the behaviors of organic matters. The experiment results found that thermal-alkaline pre-treatment could reduce the organic matters more than 10kD with increase the organic matters less than 1kD.
Key words: Food Waste Leachate, Scum, Anaerobic Digestion, Alkali-Themal Pre-Treatment, Response Surface Methodology 주제어: 음식물 폐수, 스컴, 혐기성 소화, 알칼리-열 전처리, 반응표면분석법
1. 서 론
1)음식물류 폐기물의 퇴비화, 사료화 등 자원화 또는 처리 과정에서 고농도의 유기성 물질을 포함한 음식 물류 폐수가 발생된다(Min et al., 2012). 음식물류 폐
Received 19 November 2014; Revised 13 April 2015;Accepted 15 April 2015
*
Corresponding author: Chae-Young Lee (E-mail: [email protected])
수는 하수처리와 연계 또는 해양 투기 방식에 의해
처리되었다. 그러나 2013년을 시점으로 음식물류 폐
수의 해양투기가 금지되었으며 유기성 폐자원의 자원
화 촉진 정책에 따라 육상처리 방식으로 전환되었다
(Bae and Chun, 2013). 육상 처리 방식 중 혐기성 소화
공정은 유기성 폐기물을 처리하면서 동시에 최종 부
산물인 메탄가스를 이용하여 에너지 회수가 가능한
장점을 가지고 있다(Kim et al., 2014).
국내의 음식물류 폐기물은 채식 위주의 식습관으로 인해 원단위 기준으로 채소류(96.8 g/일/인) 및 과일류 (61.8 g/일/인)의 비율이 높으며, 이로 인해 다양한 섬 유질을 포함하고 있다(MOE, 2013). 이러한 섬유질은 음식물류 폐기물 내 비중이 낮은 지방성분과 결합하 여 소화조 상단으로 부상한다. 부상된 지방 성분과 섬 유질은 스컴으로 전환되어 반응조 교반을 방해하여 사영역(dead zone) 형성, 유효 용적 감소 및 미생물과 기질의 접촉 방해 등을 유발한다(Ganidi et al., 2009).
또한 음식물류 폐기물 내 지방 성분의 경우 분해 시 긴 사슬 지방산(Long Chain Fatty Acids, LCFAs)이 발 생되며 이는 혐기성 소화의 율속 단계를 결정하는 중 요한 인자로 알려져 있다(Oh and Martin, 2010). LCFAs 는 마이셀(micelle)이라는 구형집합체를 형성하고 미 생물에 흡착되어 미생물의 ATP(Adenosine TriPhosphate) 농도를 감소시킨다(Bae and Chun, 2013). Cuetos et al.
(2008)에 따르면 LCFAs는 미생물의 세포막에 부착되 어 미생물 활성을 저감시키며 혐기성 소화조의 성능 을 저하를 시키는 결과를 가져온다고 보고하고 있다.
불용성 지방성분의 대부분인 팔미트산(palmitic acid)과 스테아르산(stearic acid) 등과 같은 포화지방산은 융점 이 60∼70˚C이며 중온(35˚C) 뿐만 아니라 고온(55˚C) 혐기성 소화 조건에서도 쉽게 가수분해가 이루지지 않는다. 따라서 포화지방산을 수용성으로 전환하기 위해서는 알칼리 처리를 이용하여 알코올 및 지방산 등으로 분해하는 비누화 반응과 70˚C 이상의 고온 열 처리가 필요하다(Kim and Shin, 2009).
최근에는 혐기성 소화 공정 운영 중에 발생하는 스 컴 등의 지방성분을 처리하기 위한 유분제거공정을 추가 설치하여 운영하고 있는 실정이다(Bae and Chun, 2013). 이와 같이 스컴 등은 혐기성 소화조 내 제거해 야할 대상으로 여겨지며 발생원인 및 제거기술에 대 한 연구가 주로 진행되고 있으나 이를 이용한 혐기성 소화 및 에너지 생산에 대한 연구는 미미한 실정이다.
혐기성 소화조 내 부상하는 스컴은 수분함량이 낮고 유분함량이 높아 에너지원으로서의 가치가 있다. 따 라서 이를 에너지원으로서 이용한다면 스컴 발생으로 인한 처리 공정상의 다양한 문제점을 개선할 수 있을 뿐만 아니라 에너지 생산이라는 측면에 있어 음식물 폐수 처리에 상당한 효과를 거둘 것으로 기대된다 (SLC, 2013).
다양한 폐기물의 알칼리-열 병합 전처리를 통해 혐 기성 소화 및 에너지 생산 효율을 증대하려는 연구는 많은 연구자들에 의해 진행되고 있다. Monlan et al.
(2012)에 따르면 NaOH를 이용한 알칼리 처리와 55˚C 에서의 열처리를 통해 지방성분의 분해율을 향상시켰 으며 이로 인해 메탄 발생율은 약 33% 증가한 것으로 보고하였다. Li et al. (2013)은 곡류, 채소류 등으로 구 성된 합성 음식물류 폐기물을 대상으로 열-알칼리 병 합 전처리를 수행하였다. 그 결과에 따르면 pH 8, 열 처리 온도 55˚C의 알칼리-열 병합 전처리에서 가장 높 은 메탄 발생율(대조군에 비해 1.1배)이 나타났다. 반 면에 pH 12, 열처리 온도 55˚C의 전처리에서는 대조 군과 유사한 결과가 나타났다. 선행 연구들의 경우 음 식물류 폐수 전량을 이용하여 전처리를 수행하였으며 병합 처리 시 독립된 인자들의 상호작용을 고려한 최 적화 연구는 미비한 실정이다.
따라서 본 연구에서는 음식물 폐수의 혐기성 소화 시 안정적인 소화조 운영 및 에너지 생산 효율 증대 를 위해 전처리를 수행하고자 한다. 전처리 방법으로 는 불용성 지방성분을 수용성으로 전환시키기 위해 전처리를 선정하였다. 전처리 대상으로는 음식물류 폐 수 전량이 아닌 반응조 내 부상되는 섬유질과 지방성 분의 결합물질 , 즉 스컴 성분만을 선별하여 이용하였 다. 열-알칼리 병합 전처리의 최적 조건은 Box-Behnken 법과 반응표면분석법(Response Surface Methodology, RSM)을 이용하여 도출하였다. 또한 전처리 전·후의 분자량 분포 실험을 통해 스컴 성분의 거동을 평가하 였다.
2. 실험재료 및 방법
2.1 식종 미생물 및 기질
본 연구에서 사용된 식종 미생물은 하수처리시설의
혐기성 소화조 유출수를 사용하였으며 이의 휘발성
부유 고형물(Volatile Suspend Solids, VSS), pH 및 알칼
리도는 각각 19.0 g/L, 6.9 및 2.3 g as CaCO
3/L로 나타
났다. 기질은 합성 음식물류 폐수를 제조하여 이용하
였다. 합성 음식물은 국내 공동 주택에서 발생되는 음
식물 폐기물을 무게 함량에 따라 곡식류 35%, 야채류
35%, 과일류 25% 및 육류 5%의 비율로 구성하였다
(Joo et al., 2001). 합성 음식물은 초순수와 무게비로
1:1로 혼합 후 가정용 분쇄기를 이용하여 분쇄하였다.
이 과정에서 발생하는 음식물 폐수를 수리학적 체류 시간(Hydraulic Retention Time, HRT) 2일의 중온 산발 효조에 투입하였으며, 산발효 시 상부로 부상된 스컴 성분만을 선별 분리하여 기질로 이용하였다(Fig. 1).
기질의 알칼리 -열 병합 전처리 조건은 NaOH의 농도(5∼
15%), 열처리 온도(50∼90˚C) 및 반응 시간(30∼90분) 으로 선정하였다. 알칼리 전처리는 기질과 충분한 혼 합을 위해 30분간 교반하였으며 이 후 열처리를 수행 하였다.
Fig. 1. Separate scum from food waste leachate.
기질 및 식종슬러지의 화학적 산소 요구량(Chemical Oxygen Demand, COD), 휘발성 고형물(Volatile Solids), VSS 및 알칼리도는 Standard Methods에 따라 수행하 였으며 pH는 Orion 8102BNUWP ROSS Ultra
®pH 전 극(Thermo scientific, USA)를 이용하였다.
2.2 회분식 혐기성 생분해도 실험
혐기성 생분해도 실험(Biochemical Methane Potential, BMP assay)은 혈청병 유효 체적 250 mL을 이용하였다.
식종은 혈청병 유효 체적의 10%를 식종 미생물로 채
웠으며 남은 부분에는 전처리(알칼리-열 병합 처리)된 기질과 초순수를 혼합하여 주입하였다. 기질의 농도는 기질에 의한 저해 작용을 방지하기 위해 2 g Volatile Solids(VS)/L로 고정하였다. 식종 미생물과 기질로 채 워진 혈청병의 초기 pH는 3N KOH 및 5N HCl을 이용 하여 7.0±0.2로 조정하였다. 또한 기질의 분해 시 산 생성 미생물에 의해 유기산이 생성되어 기질의 pH가 급격히 감소됨을 방지하기 위해 5 g/L의 NaHCO
3를 첨가하였다. 식종이 완료된 혈청병은 질소가스로 탈 기시켜 혐기 조건으로 전환하였다. 혐기 조건으로 전 환된 혈청병은 회전식 배양기를 이용하여 배양되었으 며 교반 강도 및 온도는 각각 120 rpm 및 중온(35±1˚C) 으로 고정하였다. 발생된 바이오 가스는 체적 측정이 가능한 유리 주사기를 이용하였으며 1일 1회 시료 채 취하였다 . 바이오 가스 중 메탄가스의 함량은 열전도검 출방식의 가스 크로마토그래피(Gas Chromatography, GC, Gow Mac series 580, USA)를 이용하였다. GC의 운반 체로는 30 mL/min의 초고순도 질소를 이용하였으며 컬럼은 molecular sieve 5A (80/100 mesh)를 충진제로 사용한 1.8 m × 3.2 mm의 stainless steel column을 이용 하였다.
발생된 메탄가스는 표준상태 (O˚C, 1기압)로 보정하 였으며 수정된 Gompertz 방정식을 이용하여 최대 메 탄 발생량 및 최대 메탄 발생속도를 정량적으로 평가 하였다(Lee, 2006).
· exp
exp
·
(1)
여기서, 는 누적 메탄 발생량(mL CH
4/g VS), 는 최대 메탄 발생량(mL CH
4/g VS),
은 최대 메탄 발 생 속도(mL CH
4/g VS·day), 는 지체기, 는 지수를 나타낸다.
2.3 반응표면분석법
알칼리-열 병합 전처리의 최적 조건 도출을 위해 실
험계획법 중 하나인 Box-Behnken Design(BBD)를 이용
하였다. Kim et al. (2007)에 따르면 BBD를 이용한 실
험은 타 실험계획법에 비해 3가지 인자의 반응값에
대한 상호작용을 효과적으로 확인할 수 있다고 보고
하였다. 기질의 전처리 인자인 NaOH의 농도(X
1), 열
처리 온도(X
2) 및 반응 시간(X
3)은 식 2를 이용하여 코
Run Coded variables
*Experimental variables
x
1x
2x
3X
1X
2X
31 1 0 1 15 70 90
2 -1 0 -1 5 70 30
3 -1 -1 0 5 50 60
4 -1 0 1 5 70 90
5 0 -1 1 10 50 90
6 -1 1 0 5 90 60
7 1 -1 0 15 50 60
8 0 1 1 10 90 90
9 0 1 -1 10 90 30
10 1 1 0 15 90 60
11 0 -1 -1 10 50 30
12 1 0 -1 15 70 30
13 0 0 0 10 70 60
14 0 0 0 10 70 60
15 0 0 0 10 70 60
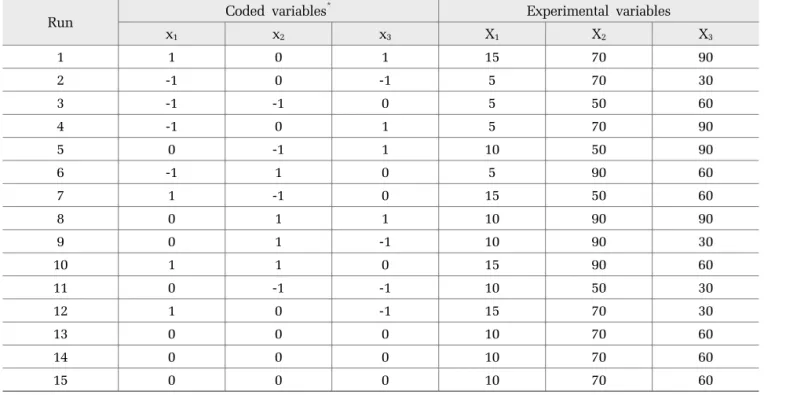
Table 1. Design matrix of BBD in the combined pretreatment
*Coded variables
x
1: NaOH 농도의 코드 값(-1: 5%, 0: 10%, 1: 15%) x
2: 열 처리 온도(-1: 50℃, 0: 70℃, 1: 90℃) x
3: 반응 시간(-1: 30분, 0: 60분, 1: 90분)
드 값으로 전환하였다.
′
∆
(2) 여기서 ,
는 코드 값 ,
은 실험 값 ,
′은 실험 값 범위의 중앙값,
∆
은 실험 값과 중앙 값의 간격을 나타낸다 . Table 1에는 병합 전처리 조건의 코드 값과 실험 값을 제시하였다. 반응표면분석의 반응 값으로는 회분식 생분 해도 실험으로 도출된 최대 메탄 발생량을 이용하였다.
2.4 분자량 분포특성 실험
전처리 여부에 따른 음식물 폐수의 분자량 분포특 성을 파악하기 위해 200 mL 체적의 한외여과장치 (Amicon Cell 2000, Amicon, USA)를 이용하였으며 분 자량이 1,000 및 10,000 Da인 Ultra Filter 막을 사용하 였다. 시료로 사용된 스컴은 반응표면분석법을 통한 도출된 최적의 조건으로 전처리를 수행하였으며 대조 군으로 전처리 수행하지 않은 시료를 이용하였다. 전 처리 수행 여부에 따른 비교 평가를 위해 실험군 및 대조군의 시료는 용존성 유기 탄소(Dissolved Organic
Carbon, DOC)의 농도를 100 mg/L로 희석하여 이용하였 다. 100 mL의 시료를 한외여과장치에 투입하였으며 질 소 가스 주입을 통해 내부 압력 50 psi를 유지하였다.
압력에 의해 발생되는 여액의 DOC를 측정하여 시료에 대한 분자량 분포특성을 파악하였다 . DOC는 습식 산 화 방식의 총 유기탄소 측정기(Total Organic Carbon Analyzer, TOC-VCPH, Shimadzu, Japan)를 이용하였다.
3. 실험결과 및 고찰
3.1 반응표면분석법을 활용한 전처리 조건의 최적화
Table 2에는 각 조건들과 이에 따른 최대 메탄 발생 량을 제시하였다 . 그 결과에 따르면 Run 6 조건(-1, 1, 0;
NaOH 5%, 90˚C, 60 min)에서 최대 메탄 발생량이
295.2±10.4 mL CH4/g VS로 가장 낮게 나타났으며
Run 14 조건(0, 0, 0; NaOH 10%, 70˚C, 60 min)에서
368.7±7.3 mL CH
4/g VS로 가장 높게 나타났다. 중심
점을 나타내는 Run 13, 14 및 15 조건에서는 표준 편
차 범위 내에서 유사한 값이 나타났다. 반응 값을 활
용하여 반응표면분석을 수행한 결과 2차 다항식 형태
Run Coded variables Response variables
x
1x
2x
3R1(mL CH
4/g VS)
1 1 0 1 316.7±6.8
2 -1 0 -1 350.4±7.8
3 -1 -1 0 302.1±8.2
4 -1 0 1 322.8±9.4
5 0 -1 1 323.9±10.2
6 -1 1 0 295.2±10.4
7 1 -1 0 320.3±6.4
8 0 1 1 345.3±6.9
9 0 1 -1 303.8±7.1
10 1 1 0 299.9±6.4
11 0 -1 -1 346.3±5.0
12 1 0 -1 344.8±11.2
13 0 0 0 362.9±8.4
14 0 0 0 368.7±7.3
15 0 0 0 364.8±6.8
Table 2. Design matrix of BBD and experimental results
Source Sum of squares DF.
*Mean squares F-value p-value (prob>F)
Model 7868.6 9 874.3 9.09 0.0140
x
1186.44 1 186.44 29.89 0.0029
x
254.08 1 54.08 7.57 0.0403
x
3295.24 1 295.24 41.32 0.0014
x
1x
2226.50 1 226.50 31.70 0.0024
x
1x
322.8 1 22.8 13.86 0.1067
x
2x
36.0 1 6.0 0.84 0.4014
x
122067.37 1 2067.37 289.35 <0.0001
x
22894.25 1 894.25 125.16 <0.0001
x
32606.13 1 606.13 84.83 0.0003
Lack of fit 775.9 3 258.6 3.89 0.2142
Pure error 17.6 2 8.81 - -
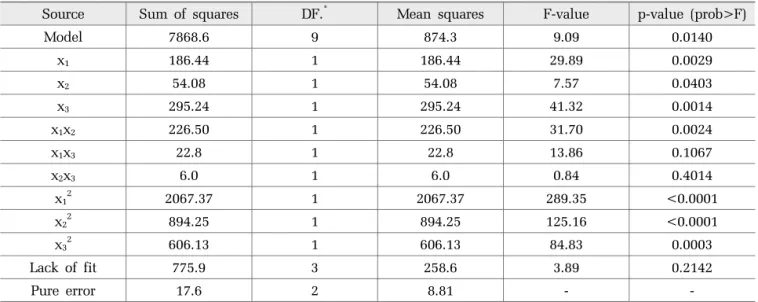
Table 3 ANOVA for maximum methane production in the combined pretreatment
의 모델 식이 도출되었다(식 3).
(3)
모델 식으로부터 도출된 값과 실험으로부터 도출된 반응 값을 비교한 결과 0.9256의 높은 상관 계수를 나 타내었다(Fig. 2). 또한, 모델 식과 실험 값의 연관성을
평가하기 위해 분산 분석 (Analysis of Variance, ANOVA)
을 수행하였으며 그 결과는 Table 3에 제시하였다. 모
델의 p 값은 0.05보다 작은 0.0140으로 나타나 모델
식이 실험 값에 대해 상당한 의미를 가지는 것으로
판단된다. 모델 식을 이용하여 반응표면분석을 수행
하였으며 그 결과는 Fig 3, 4 및 5에 제시하였다. Fig 3
에는 NaOH의 농도와 열처리 온도, Fig. 4에는 NaOH
농도와 반응 시간 , Fig. 5에는 열처리 온도와 반응 시간에
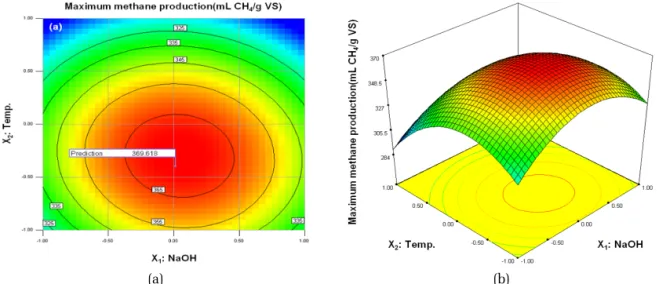
(a)
(b)
Fig. 3. Two-dimensional contour lines(a) and three-dimensional response surfaces(b) with NaOH and temperature.
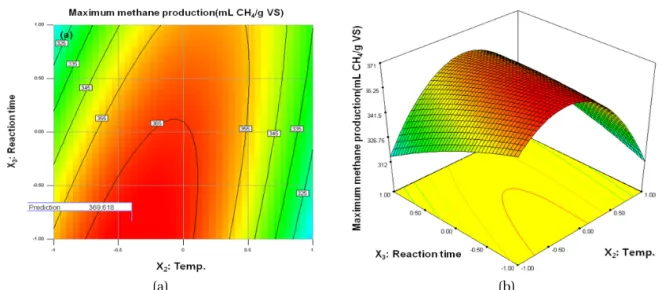
(a)
(b)
Fig. 4. Two-dimensional contour lines(a) and three-dimensional response surfaces(b) with NaOH and reaction time.
Fig. 2. Correlation between actual and predicted values by regression analysis.
대한 반응 값의 변화를 제시하였다. Fig. 3∼5에 따르
면 예측된 최대 메탄 발생량의 피크가 실험 범위 내
존재하는 것을 확인하였다. 이는 NaOH의 농도, 열처
리 온도 및 반응 시간의 범위가 적절한 것으로 판단
된다. Fig. 6∼8에는 NaOH의 농도, 열처리 온도 및 반
응 시간에 대한 각각의 민감도 분석 결과를 제시하였
다. 반응 값인 최대 메탄 발생량은 NaOH의 농도과 열
처리 온도에 대해 변화의 폭이 크게 나타났으며 반응
시간에 대해서는 작게 나타났다. Fig 3, 6 및 7을 종합
해 볼 경우 최대 메탄 발생량은 NaOH의 농도 및 열
처리 온도에 대해 민감하게 반응한 것으로 판단되며
대각선 방향으로 늘어진 타원형으로 나타나 상호의존
적인 관계인 것으로 판단된다(Yun et al., 2012). 반응
표면분석 결과를 토대로 알칼리 -열 병합 전처리의 최적
(a)
(b)
Fig. 5. Two-dimensional contour lines(a) and three-dimensional response surfaces(b) with temperature and reaction time.
Fig. 6. Correlation between NaOH and maximum methane production.
Fig. 7. Correlation between temperature and maximum methane production.
Fig. 8. Correlation between reaction time and maximum methane production.
조건은 코드 값 (0.01, -0.40, -0.82)에서 최적으로 나타 났으며 이를 실험 값으로 전환할 경우 10.1%의 NaOH, 62.0˚C의 열처리 온도, 35.4분의 반응 시간으로 나타났다. 모델 식을 이용하여 최적의 조건으로 전처 리를 수행할 경우 예측되는 최대 메탄 발생량은 369.2 mL CH
4/g VS로 나타났으며 95%의 유의수준 범위는 350.4∼388.8 mL CH
4/g VS로 나타났다.
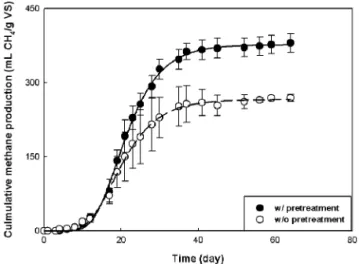
3.2 최적조건에서의 메탄 발생 특성
반응표면분석으로부터 도출된 최적의 전처리 조건
을 이용하여 검증 실험을 수행하였으며 Fig. 9에 결과를
제시하였다. 전처리를 수행하지 않은 기질의 최대 메탄
발생량 및 최대 메탄 발생속도는 각각 266.1±2.2 mL
CH
4/g VS와 15.3±0.6 mL CH
4/g VS·day로 나타났다.
최적의 조건으로 병합 전처리를 수행했을 경우 최대 메탄 발생량은 377.1±2.7 mL CH
4/g VS, 메탄 발생속 도는 22.5±0.8 mL CH
4/g VS·day로 나타났다(Table 4).
Fig. 10에는 단위 COD에 대한 최대 메탄 발생량을 제 시하였다. 최적 조건으로 전처리를 수행한 경우 생분 해도는 73.9%로 전처리를 수행하지 않은 경우에 비해 21.7% 향상된 것으로 나타났다. 병합 전처리를 수행 한 기질의 최대 메탄 발생량은 모델 식으로부터 도출 된 예측 값에 비해 다소 높게 나타났으나 95% 유의 수준 범위 내 해당되는 것으로 나타났다. 알칼리-열 병 합 전처리를 수행했을 경우, 전처리를 수행하지 않은 경우에 비해 최대 메탄 발생량 및 메탄 발생속도는 각 각 1.4와 1.5배 증가된 것으로 나타났다. Shahriari et al.
(2012)은 도시 유기성 폐기물을 대상으로 145˚C 이상 의 온도에서 초음파 전처리를 수행하였다. 그 결과 바 이오 가스 발생량이 감소하게 나타났다. 이러한 결과 는 고온의 전처리 시 생분해도가 매우 낮은 멜라노이 딘(melanoidins)과 같은 복합 물질이 생성되는 것에 기 인한다(Shahriari et al., 2012; Carrere et al., 2009;
Rafique et al., 2010). 그러나 알칼리-열 병합 전처리 시 상대적으로 낮은 온도에서도 바이오 가스의 발생 량이 향상되는 것으로 나타났다(Rafique et al., 2010;
Carrer et al., 2009). Li et al. (2013)은 폐활성 슬러지와 지방, 오일, 그리스(Fat, Oil and Grease, FOG)를 혼합 하여 기질로 이용하였다. 전처리 방법은 초음파 처리 와 알칼리-열 병합 전처리를 수행하였다. 그 결과에 따르면 알칼리-열 병합 전처리가 초음파 처리에 비해 효율적인 것으로 나타났으며 전처리를 수행하지 않은 경우에 비해 바이오 가스 발생량이 9.9±1.5% 증가되 었다. Kim et al. (2003)은 열-알칼리 병합 전처리된 폐 활성 슬러지를 기질로 이용하였으며 그 결과 바이오 가스 발생량이 전처리를 수행하지 않은 기질에 비해 26%, 알칼리 단일 전처리에 비해 16% 증가된 것으로 보고하였다. Xie et al. (2011)는 건초를 기질로 이용하 였으며 열과 알칼리 전처리를 수행하였다. 열처리 온 도는 100˚C가 최적으로 나타났으며 NaOH의 농도를 증 가시켜 알칼리 전처리의 최적화를 시도하였다. 5.0%의 NaOH로 처리된 기질에서 전처리를 수행하지 않은 기 질에 비해 1.4배 높은 메탄 발생량을 보였으며 7.5%로 증가 시 감소하는 것으로 나타났다. Kim et al. (2013) 은 반응표면분석법을 이용하여 하수 슬러지의 생분해도
Fig. 9. Methane production of substrate with or without pretreatment
Fig. 10. Ultimate methane production of substrate with or without pretreatment Note: Number indicated anaerobic biodegradability
향상을 위한 알칼리-열 병합 전처리 시 알칼리 농도 및 열처리 온도의 최적화를 도출하였다. 그 결과에 따 르면 0.1 M의 NaOH, 73.7˚C의 열처리 온도가 최적으 로 나타났으며 메탄 발생량이 대조군에 비해 73.9%
향상되었다. 전처리 대상에 따라 조건이 상이할 수 있 으나 선행 연구과 본 연구의 결과를 종합해볼 경우 열-알칼리 전처리 시 다른 방법에 비해 효율이 높은 것으로 나타났으며 열 단일 전처리에 비해 낮은 온도 에서도 생분해도 향상율이 높은 것으로 나타났다.
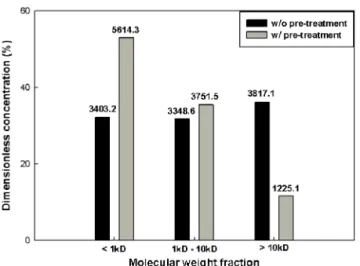
3.3 알칼리-열 전처리 전후의 분자량 분포 특성